¶ 免责声明
如果您需要通过 LightBurn 控制 xTool F1 Ultra,请下载 LightBurn 软件的官方版本。LightBurn 是第三方软件,因此 xTool 不对由于 LightBurn 的运行而造成的任何损失承担责任。
xTool F1 Ultra 的固件经过 xTool 的仔细测试,但仍可能出现与软件或硬件不兼容的情况。如果由于不兼容而出现错误,您可以联系我们的售后服务寻求技术支持。
¶ 获取并安装 LightBurn
前往https://lightburnsoftware.com/pages/trial-version-try-before-you-buy下载最新版本的 LightBurn 并安装。如果您是新用户,您可以免费试用 30 天。
注意:确保使用 1.6.00 及以上版本的正版 LightBurn。如使用版本较低或者破解版、盗版的软件,可能会导致设备连接失败。
¶ 连接 LightBurn 与 xTool F1 Ultra
- 点击下载 xTool F1 Ultra 的配置文件并解压:xTool F1 Ultra-V1.2.rar

- 打开 LightBurn,在激光器面板中,点击设备。
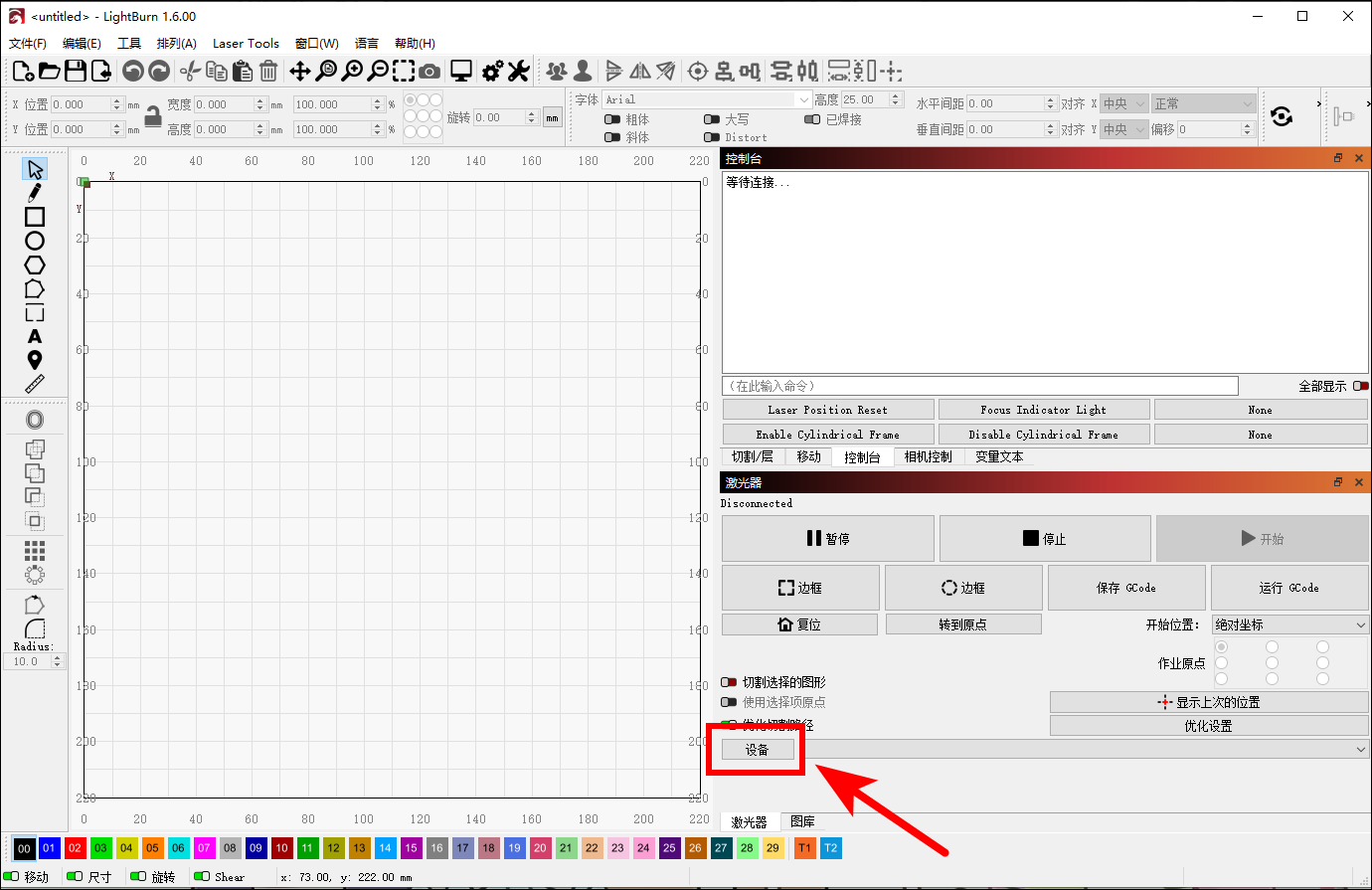
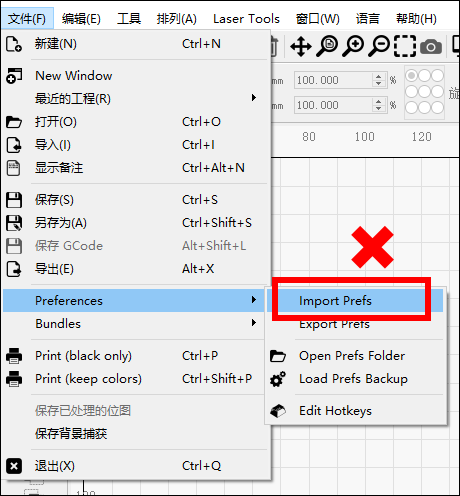
注意: 确保以这种方式开始配置 xTool F1 Ultra,而不是从菜单中选择 Import Prefs 。 如果您选择 Import Prefs,原始配置将被覆盖。
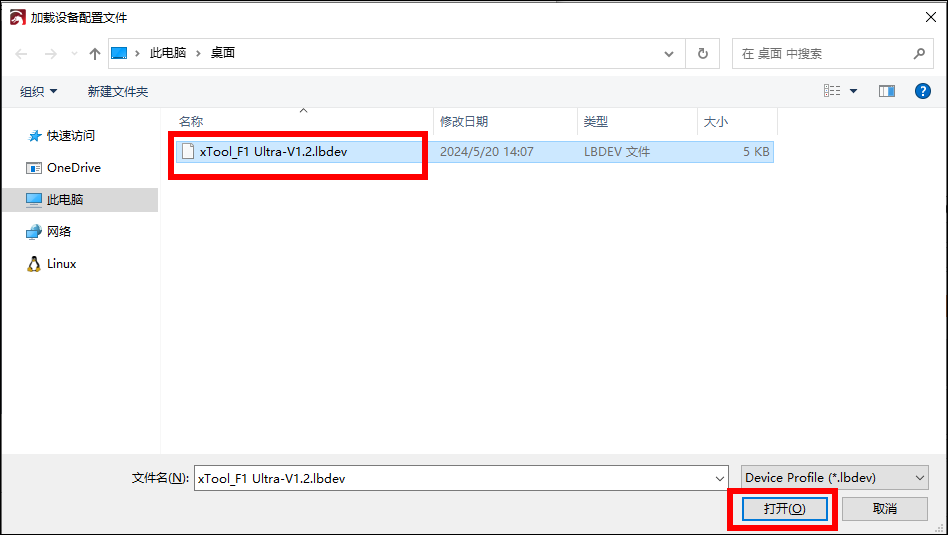
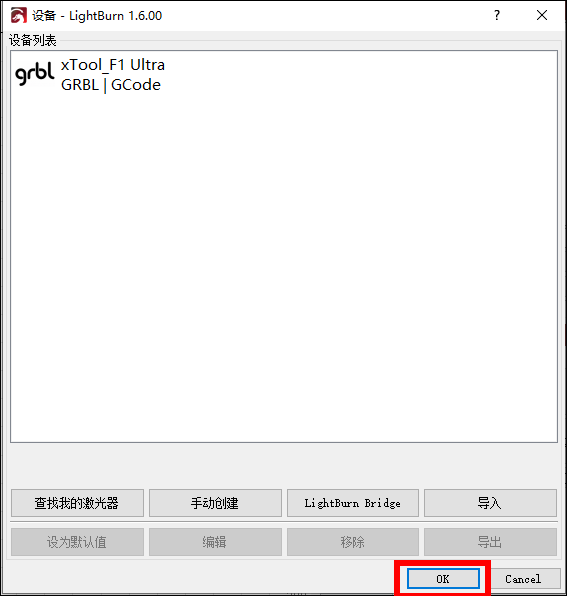
- 在设备窗口中,点击导入以导入文件> xTool_F1 Ultra-V1.2.lbdev
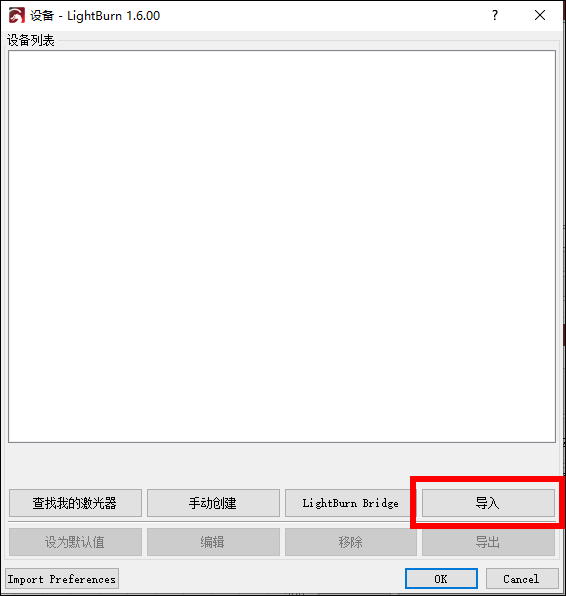

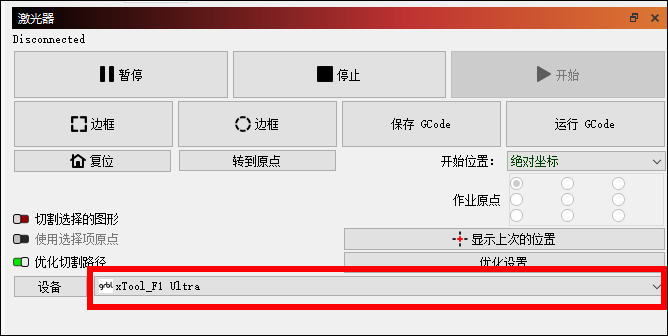
- 在设备列表中,你可以看到 xTool F1 Ultra。点击“OK”,然后 xTool F1 Ultra 将显示为当前设备。
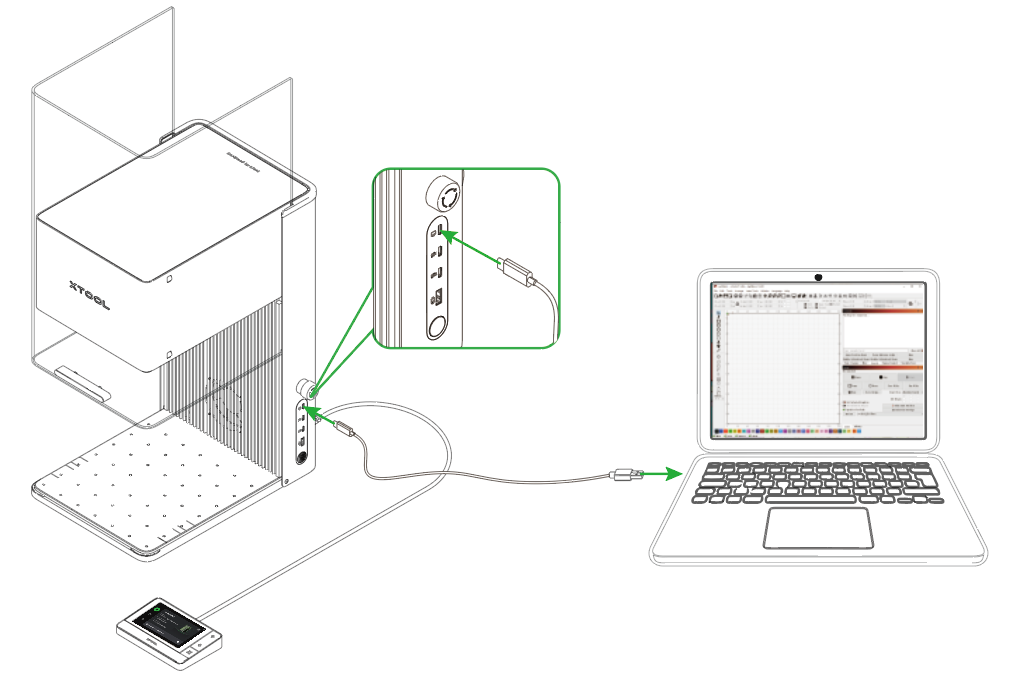
- 使用 USB 线连接你的电脑和 xTool F1 Ultra。
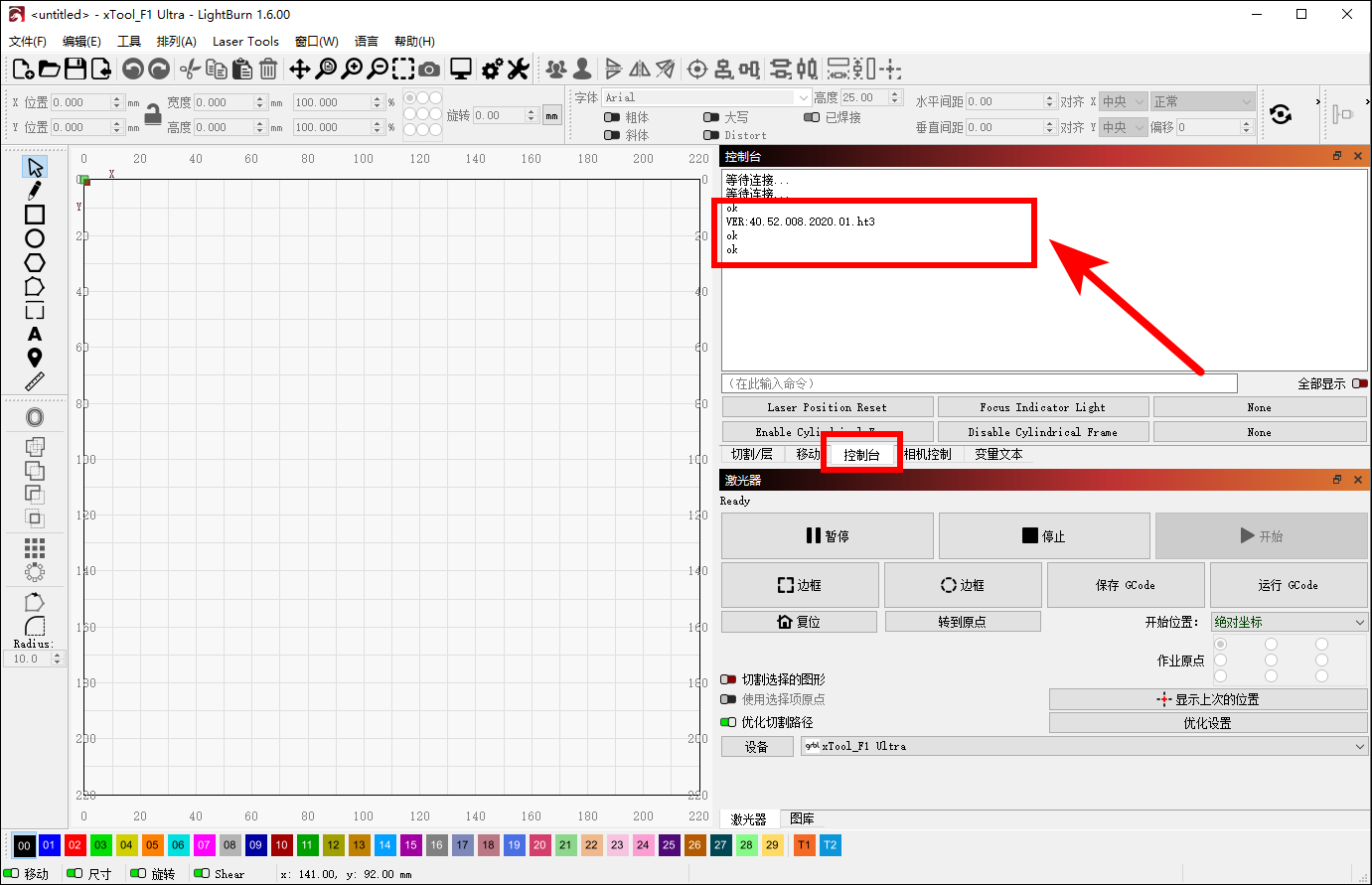
- 在 LightBurn 界面右侧,点击“控制台”。在控制台面板中看到“ok”,即表示设备已连接成功。
¶ 操作指南--平面加工
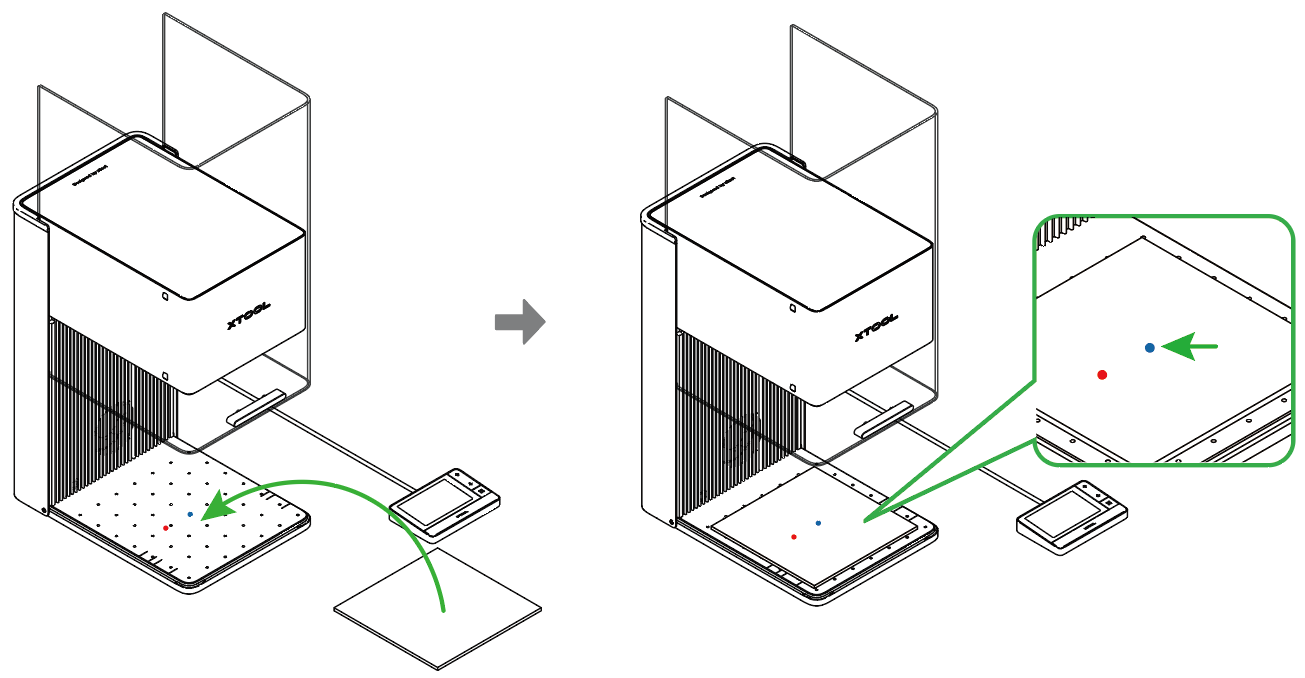
¶ 放置材料
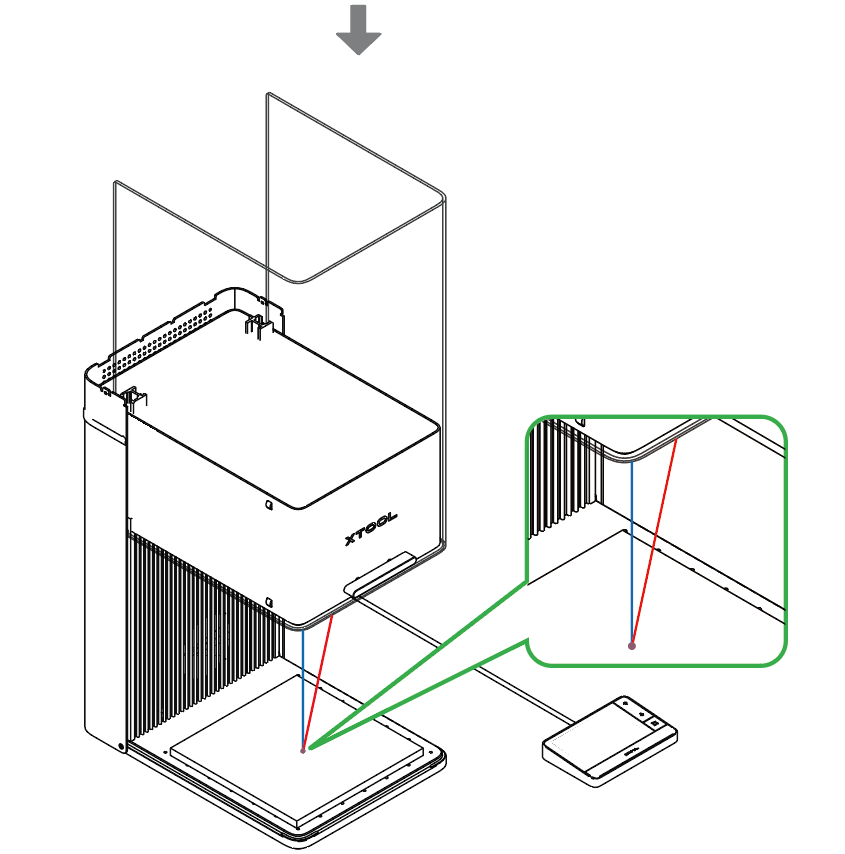
打开防护罩,将材料平整放置于底板上,使设备投射的蓝色光斑落于材料表面。
注意:
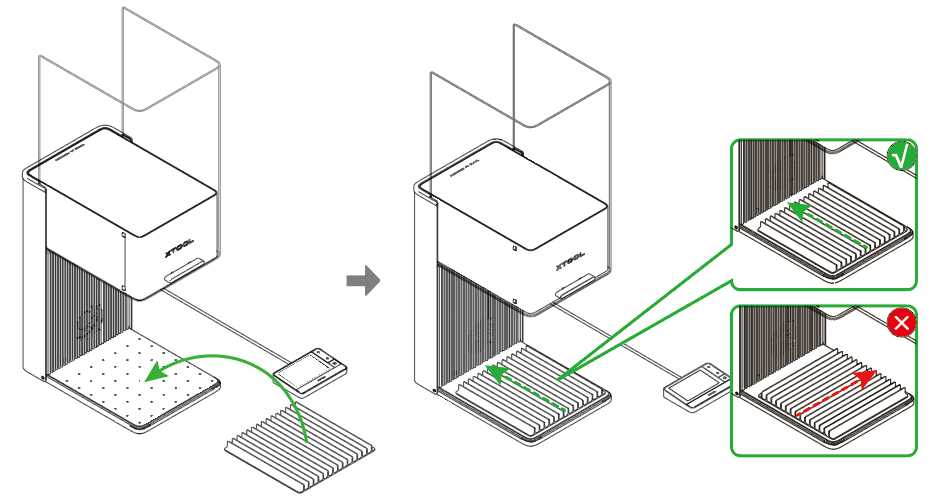
- 如需切割材料,建议先在底板上放置刀条板,使刀条板的棱条朝向排烟口方向。这样,可以减轻材料背部熏黄,并保护底板。
- 如加工材料较轻,建议使用胶带或双面胶等工具固定材料,以免材料受排气扇的气流影响而发生移动。
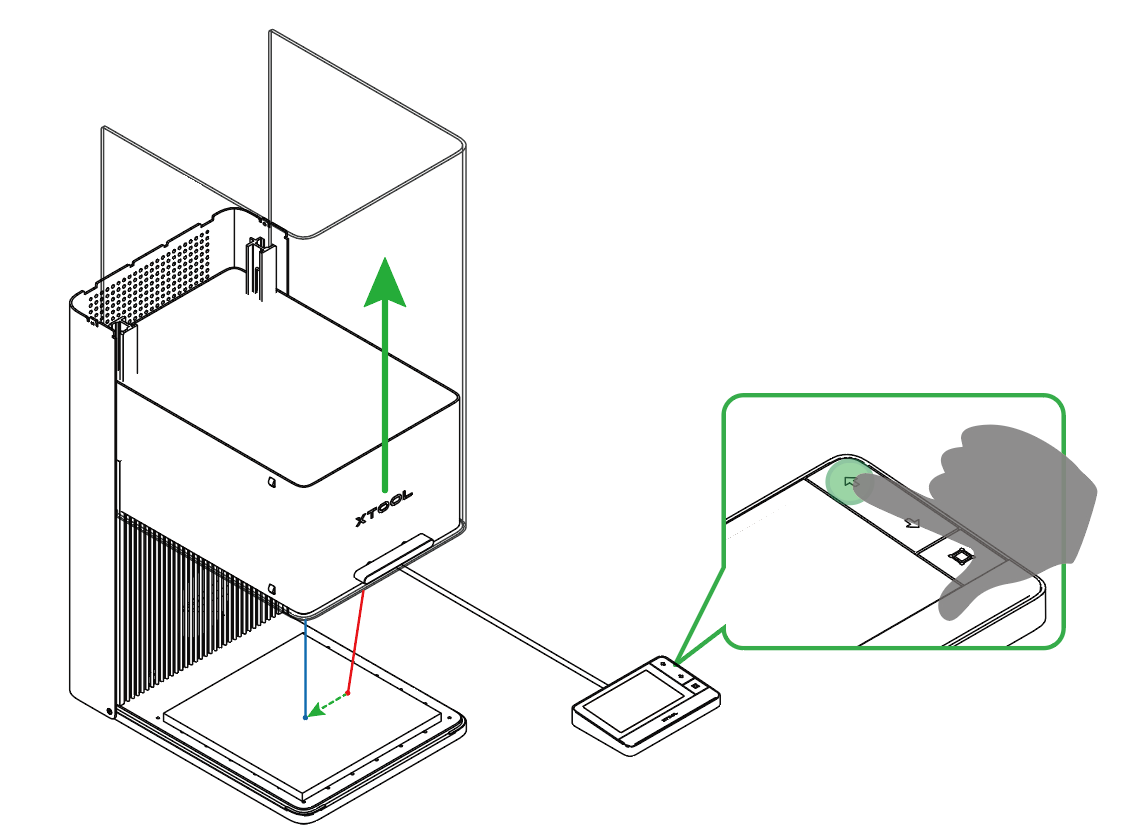
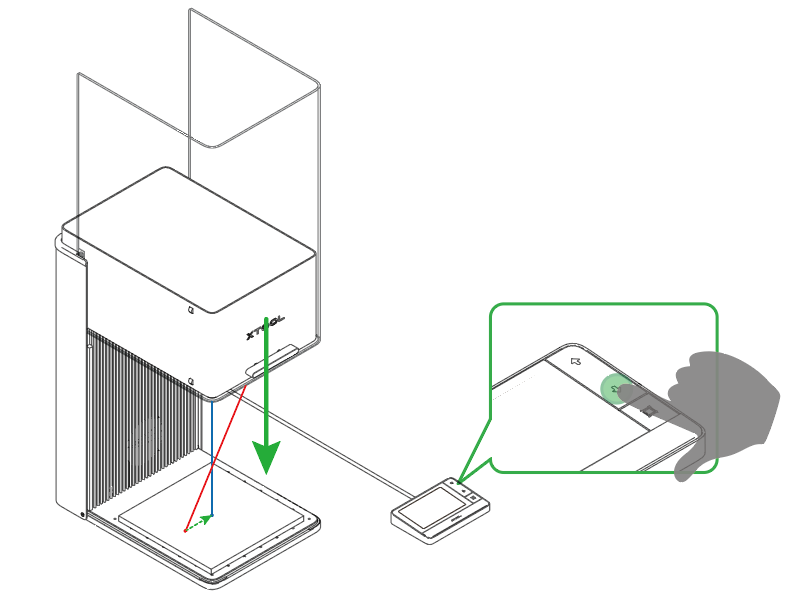
¶ 激光对焦
按住触屏控制器上的激光器升/降按钮,使激光器上升或下降,直至红色和蓝色指示光斑重合,完成对焦。
提示: 蓝色光斑固定不动。若激光器上升,则红色光斑向左移动;若激光器下降,则红色光斑向右移动。
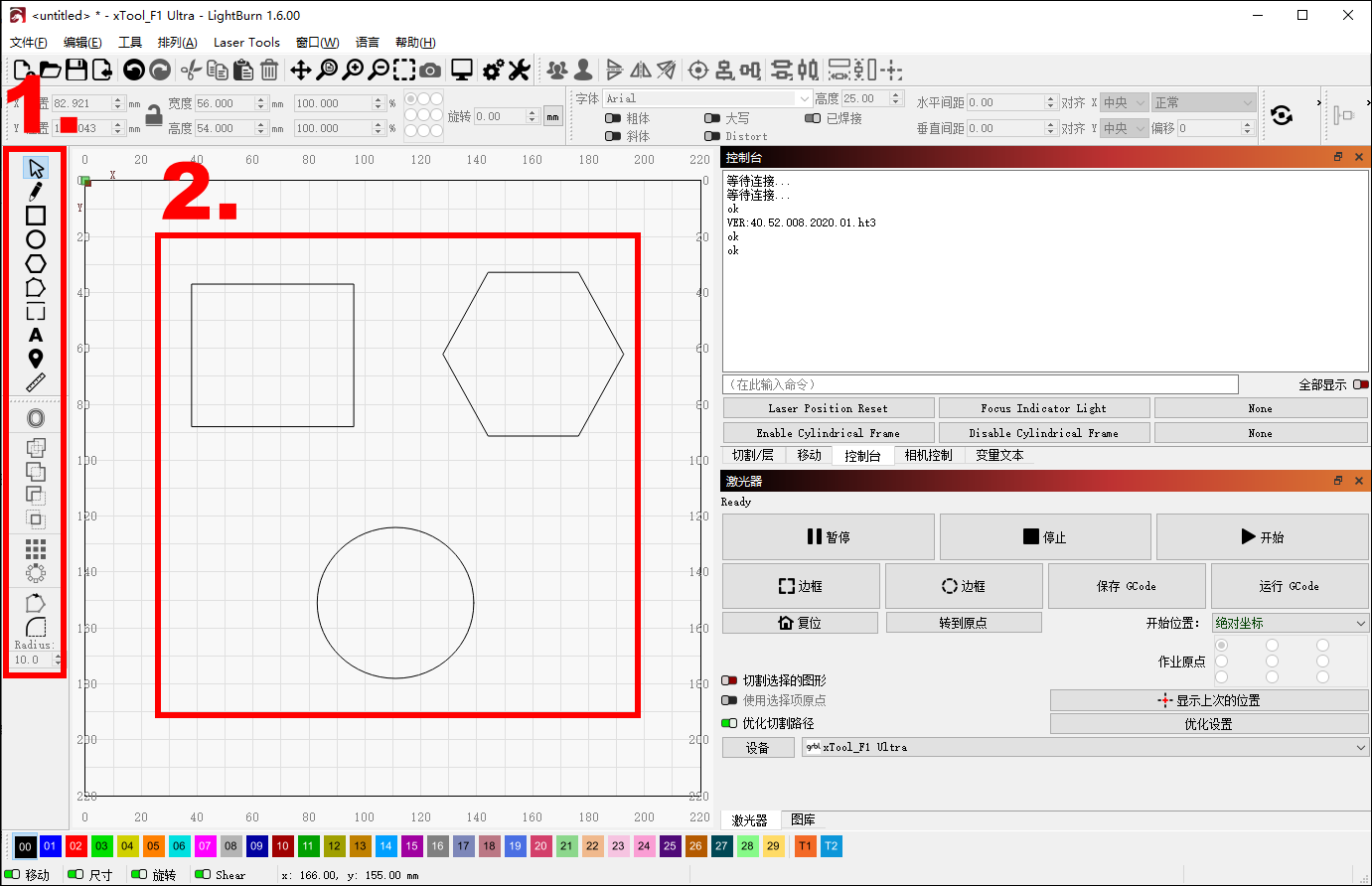
¶ 设计加工图案
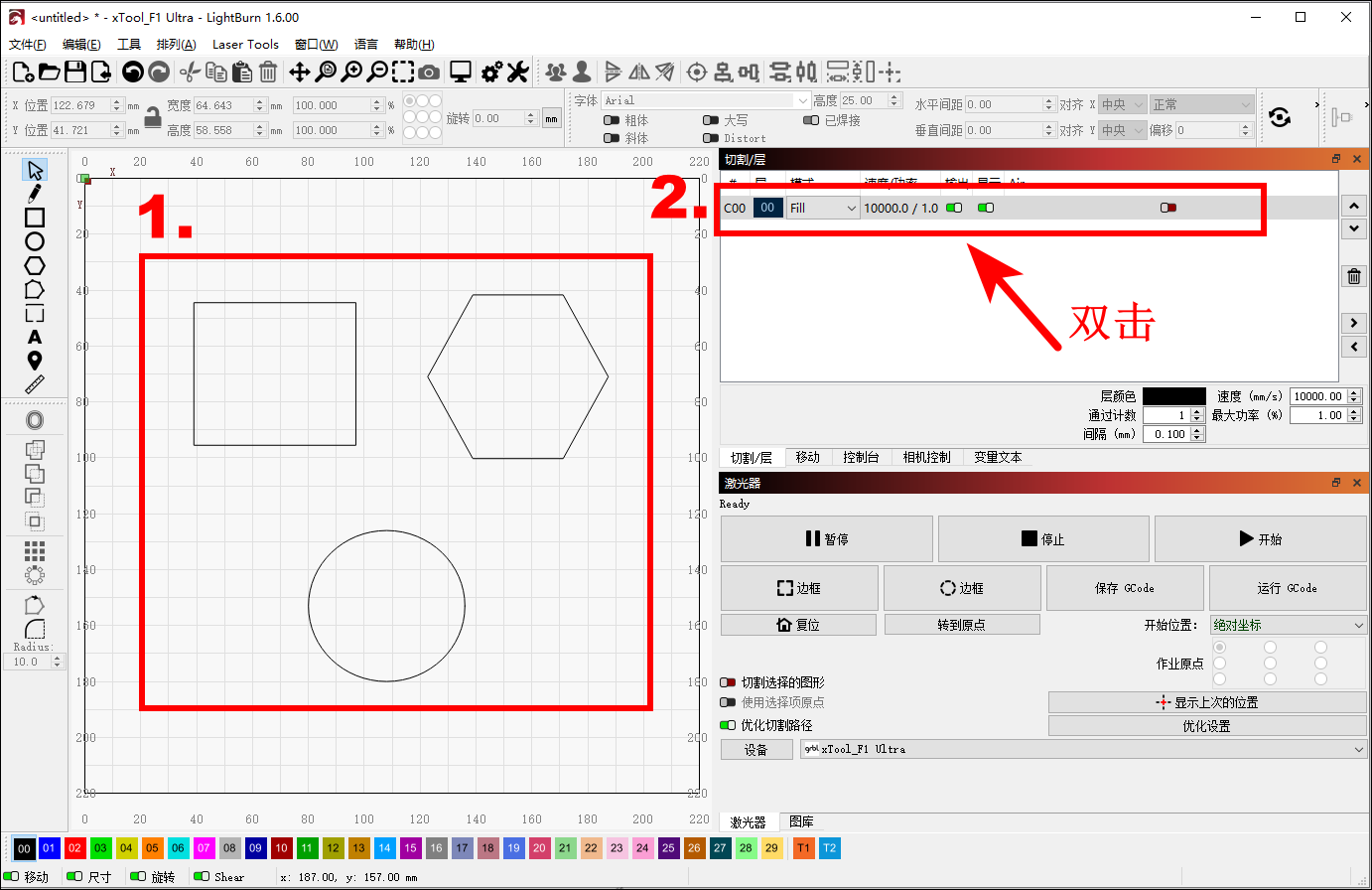
在 LightBurn 的画布上,设计加工图案。
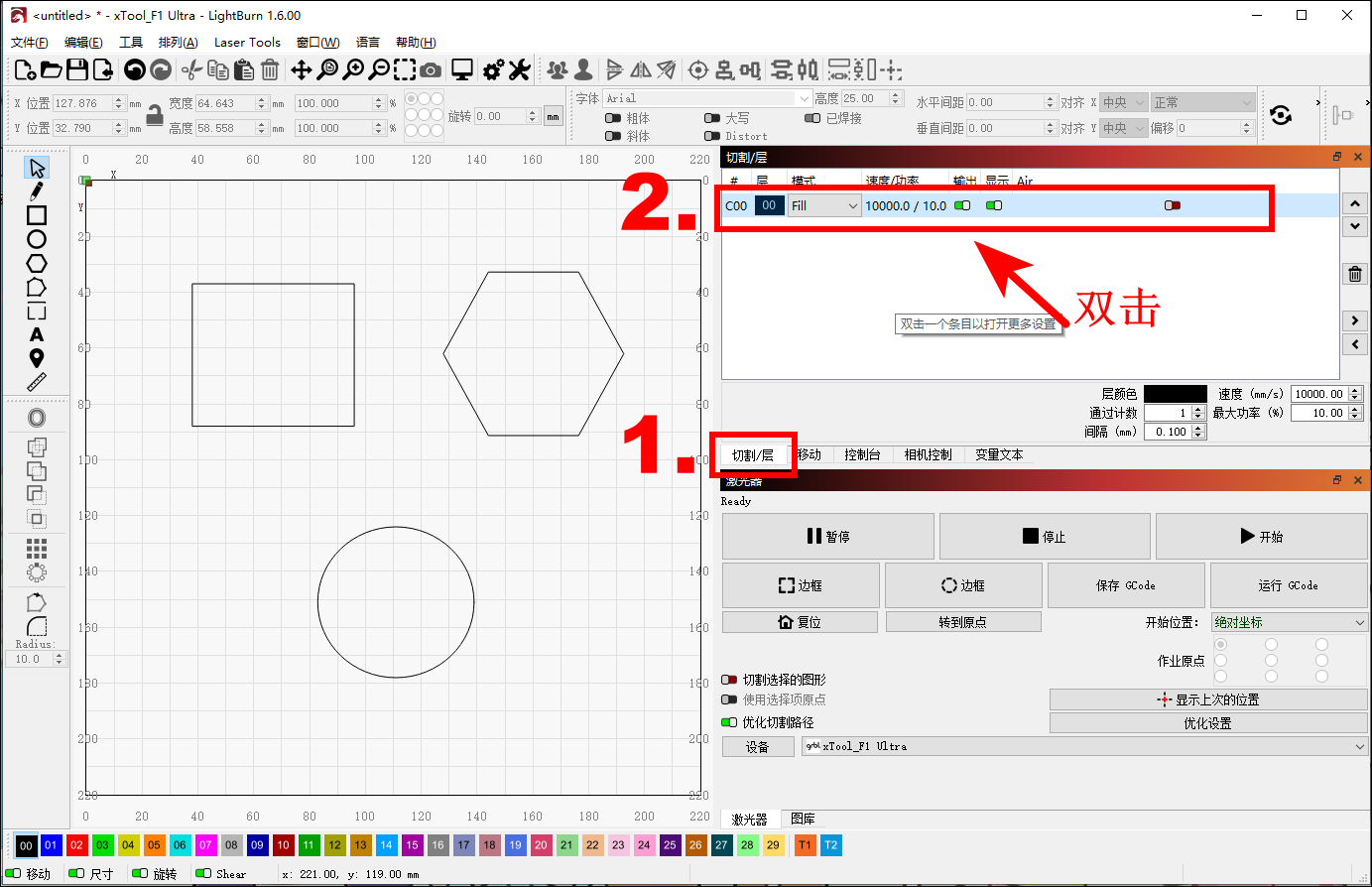
¶ 设置加工参数
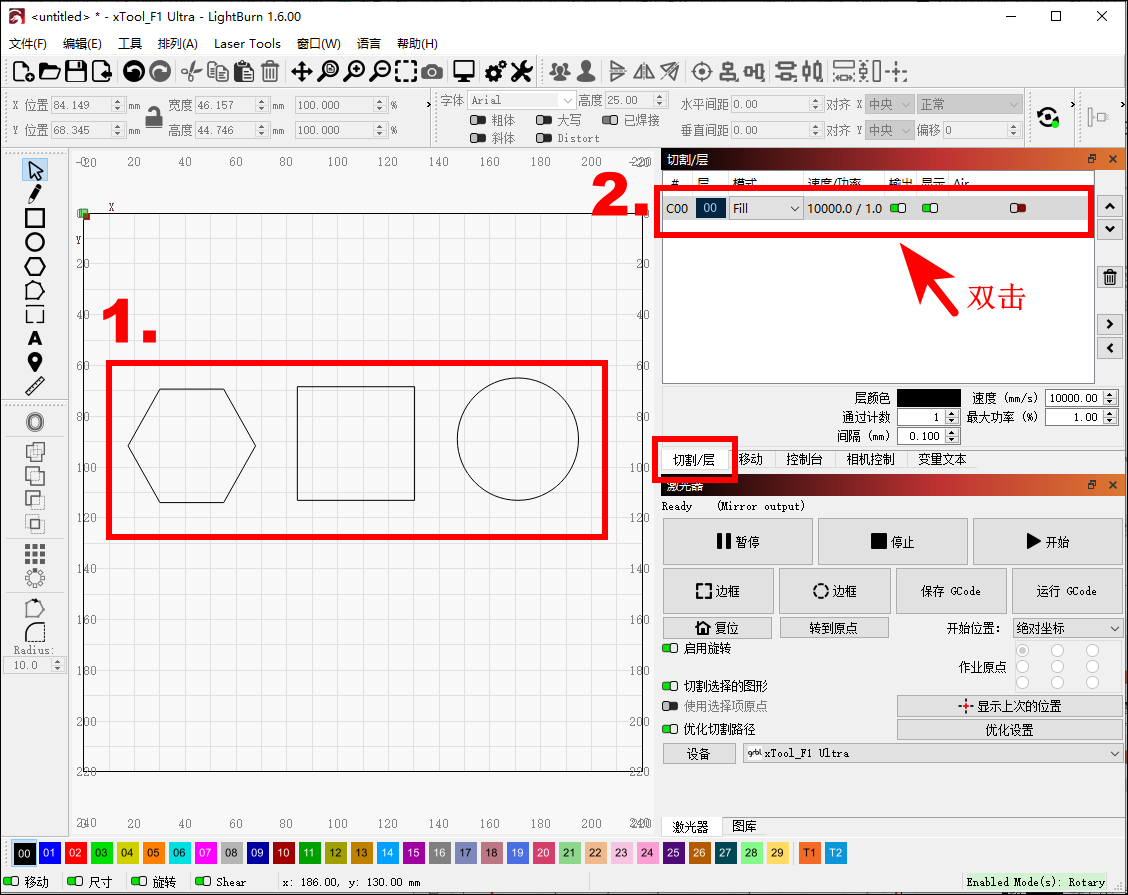
(1)在“切割/层”面板中,双击图层即可打开参数设置窗口,为相应的图层设置加工参数。
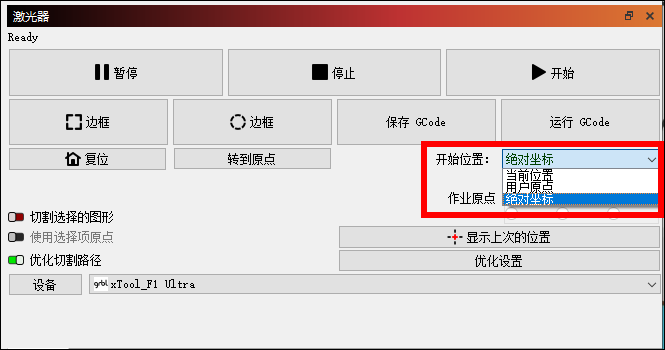
(2)在“激光器”面板中,设置开始位置为绝对坐标。
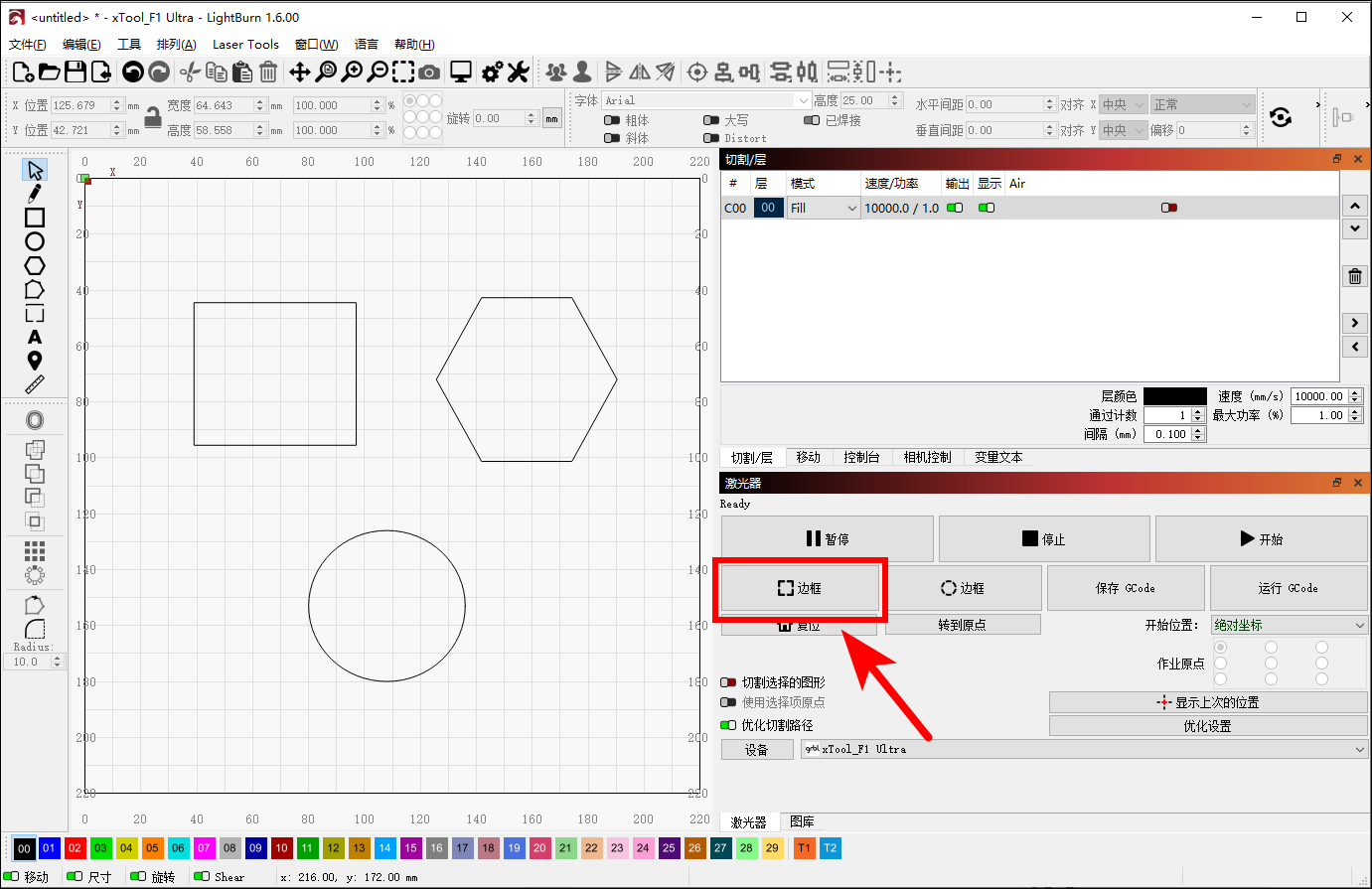
¶ 预览加工区域
点击边框,激光光斑将沿着加工对象的边缘移动,使你能够在材料表面预览加工区域。
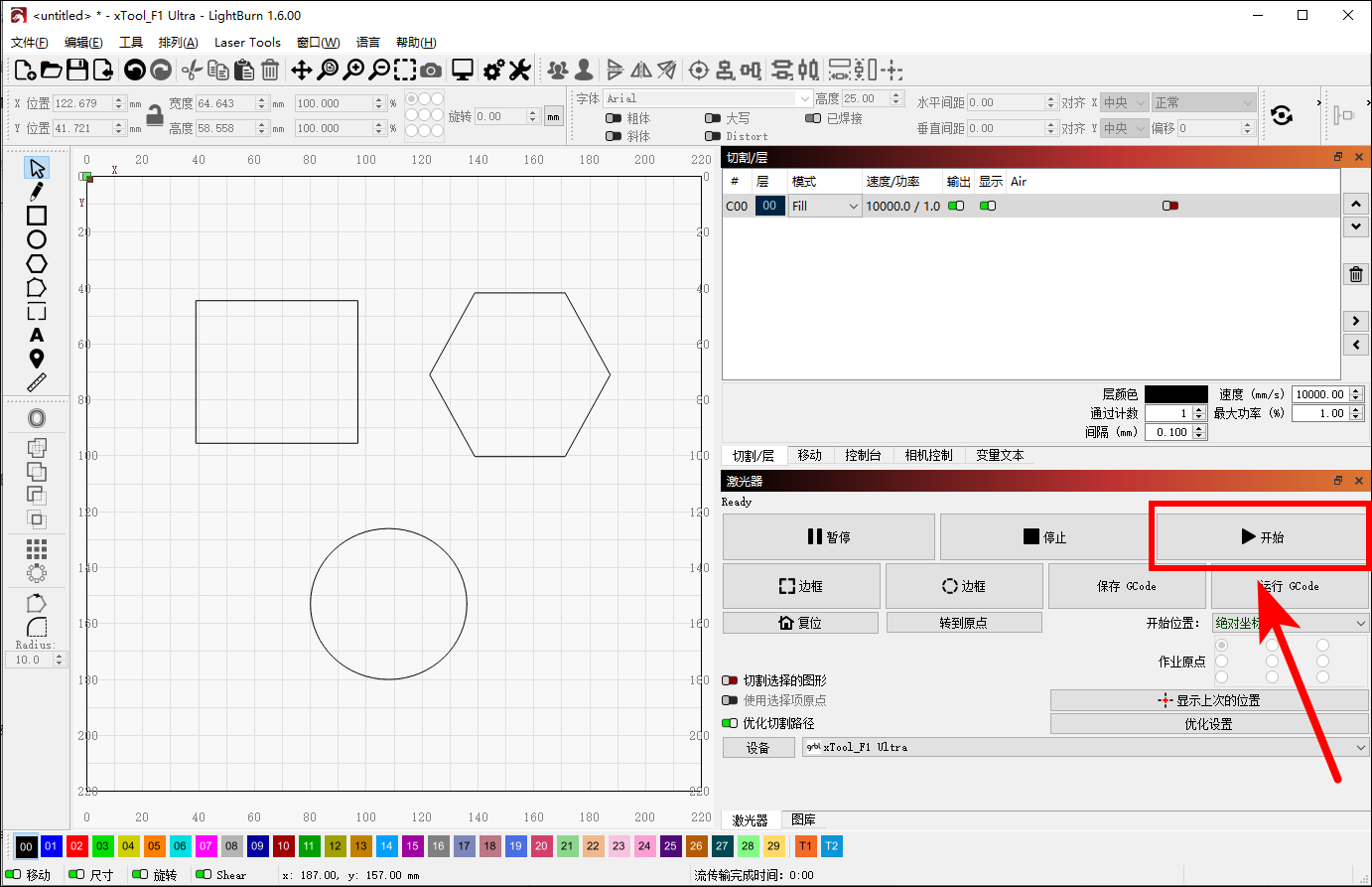
¶ 开始加工
关闭设备的防护罩,然后在软件中点击开始,开始加工你的材料。
注意:LightBurn 默认使用蓝色激光进行加工。如需使用红外激光,请查看:蓝光切换为红外光。
¶ 操作指南--旋转加工
¶ 连接 xTool F1 Ultra 与旋转附件
连接并放置好旋转附件。
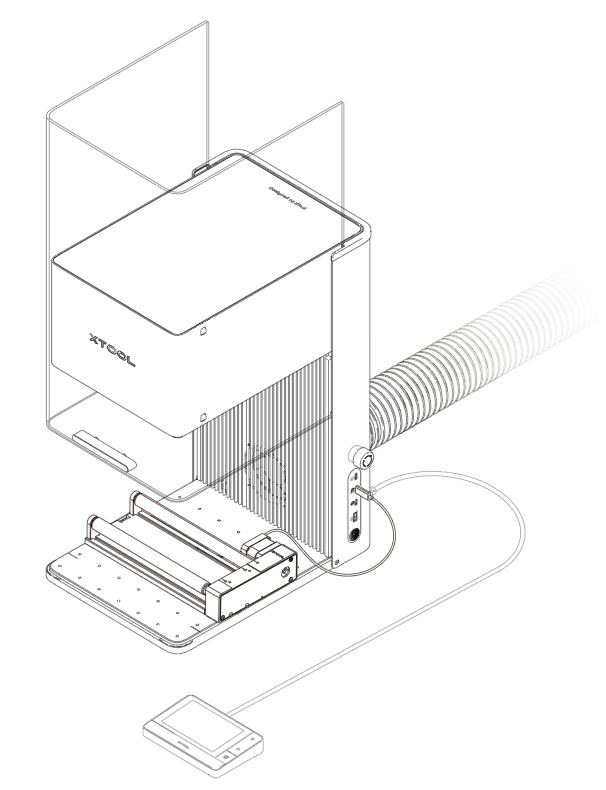
**注意:**关于旋转附件的详细介绍和使用说明,请查看“旋转附件二代”。关于连接 xTool F1 Ultra 与旋转附件的详细操作,请查看:旋转附件。
¶ 放置材料,激光对焦
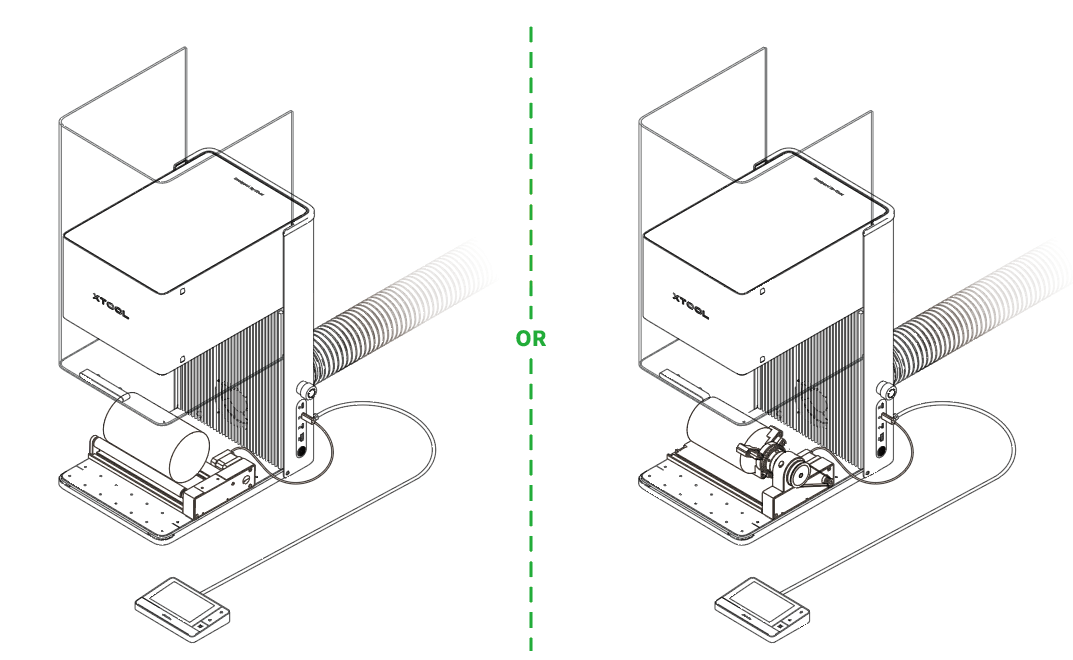
(1)若你使用的是旋转附件的滚轴模式,则将材料直接放置于滚轴上;若你使用的是旋转附件的爪盘模式,则将材料固定在卡爪上。
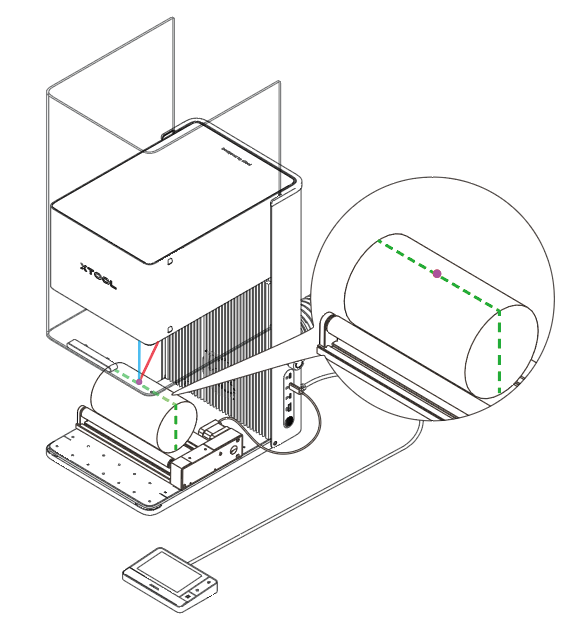
(2)确保指示光斑位于圆柱材料的最顶部。否则,请按照“旋转附件”的指导重新调整旋转附件的位置。
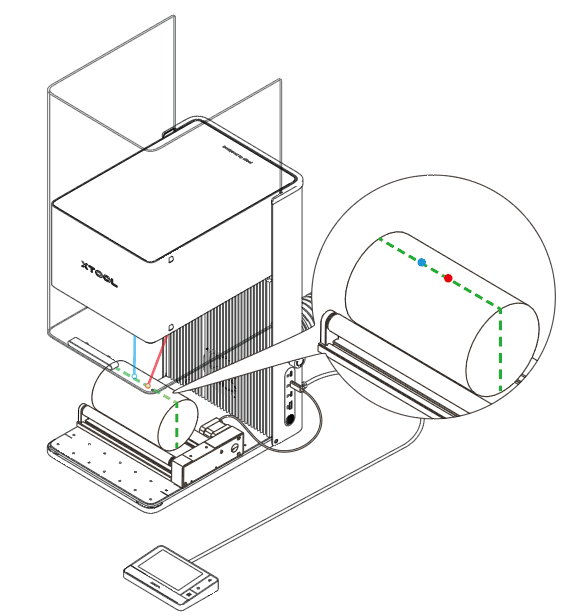
(3)按住触屏控制器上的激光器升/降按钮,使激光器上升或下降,直至红色和蓝色指示光斑重合,完成对焦。
提示: 蓝色光斑固定不动。若激光器上升,则红色光斑向左移动;若激光器下降,则红色光斑向右移动。
¶ 圆柱加工设置
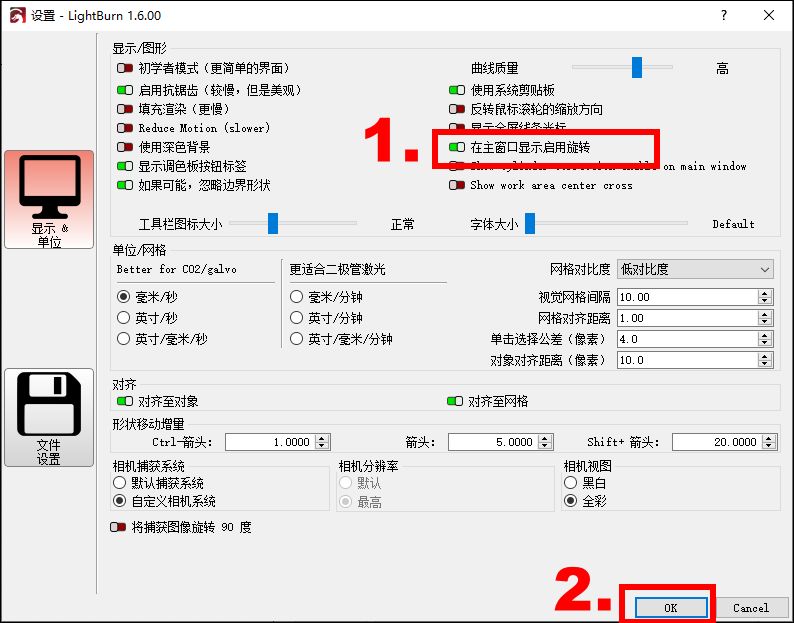
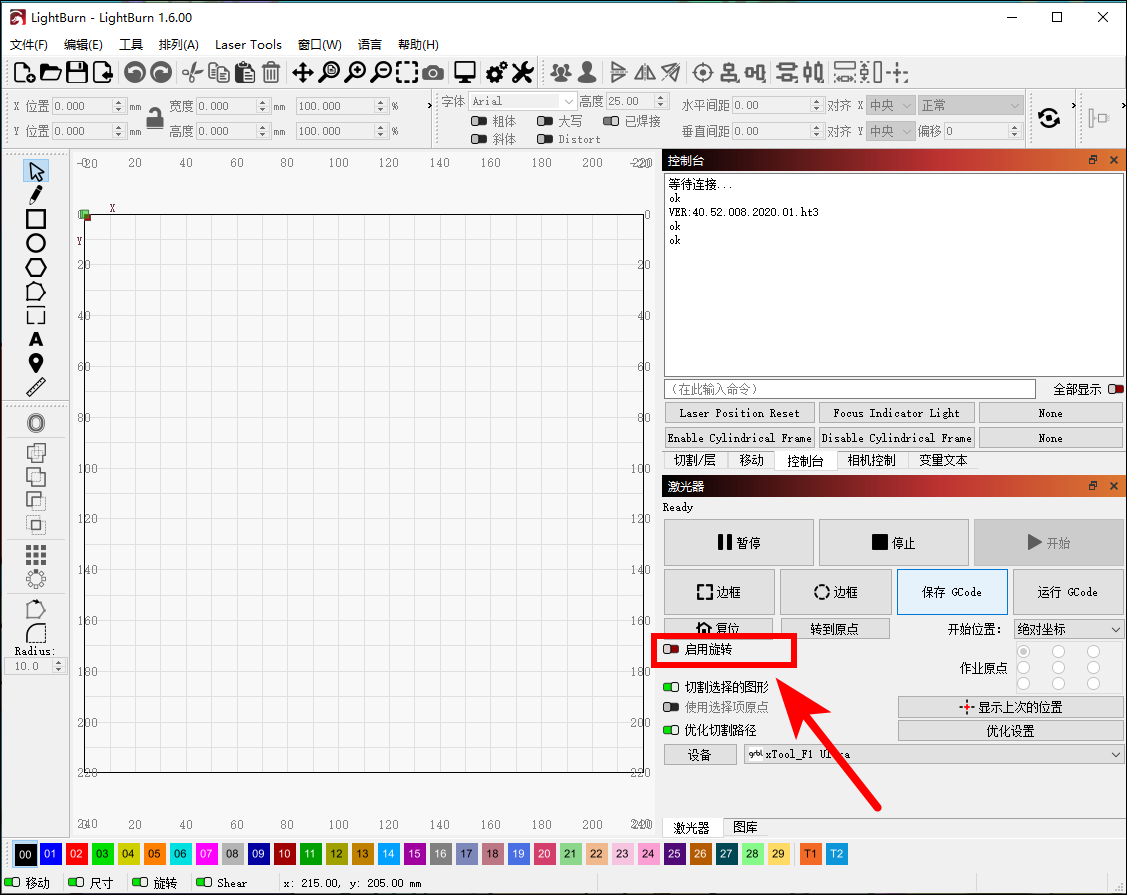
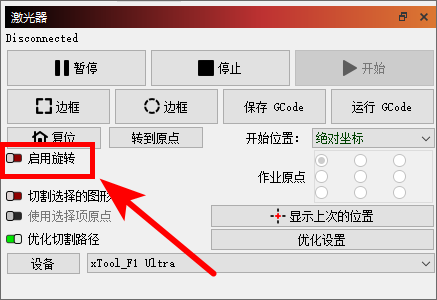
(1)在 LightBurn 顶部,点击通用设置图标  > 启用在主窗口显示启用旋转,点击 OK。重启 LightBurn,激光器面板中将显示启用旋转的开关按钮。
> 启用在主窗口显示启用旋转,点击 OK。重启 LightBurn,激光器面板中将显示启用旋转的开关按钮。
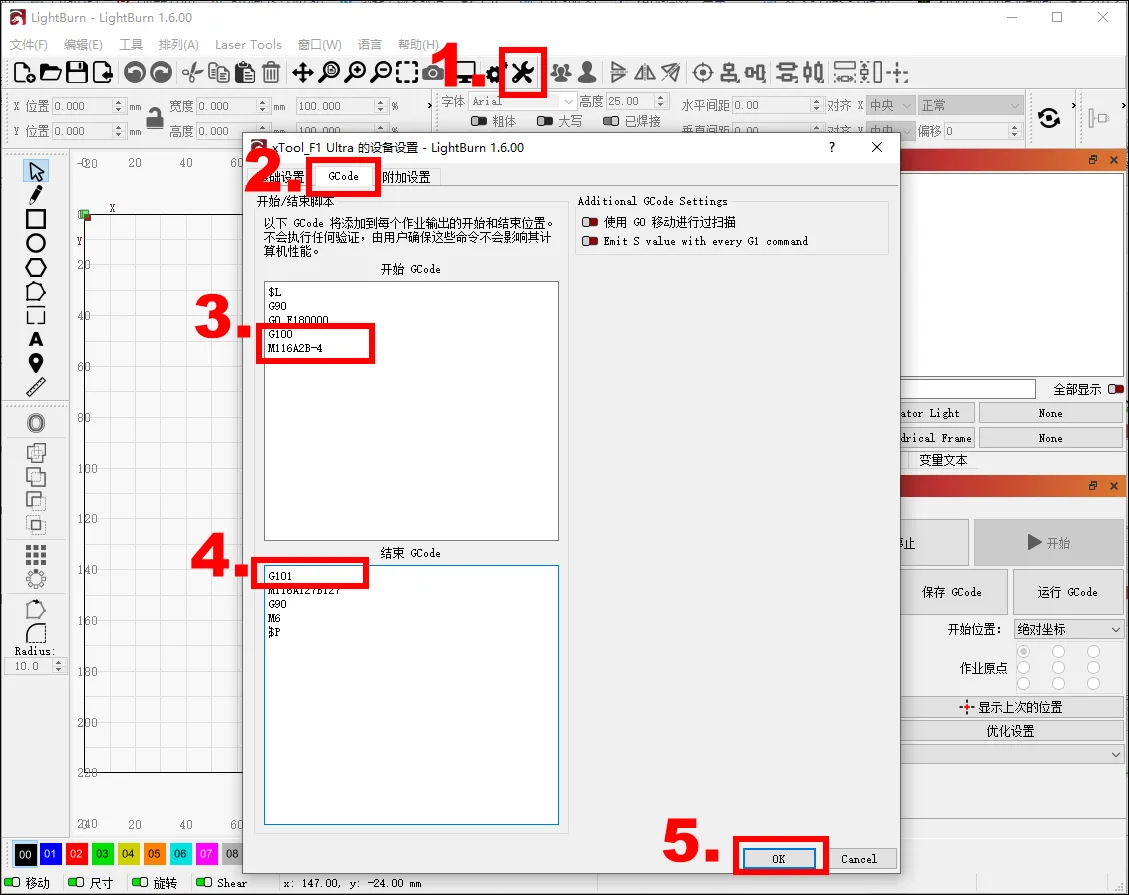
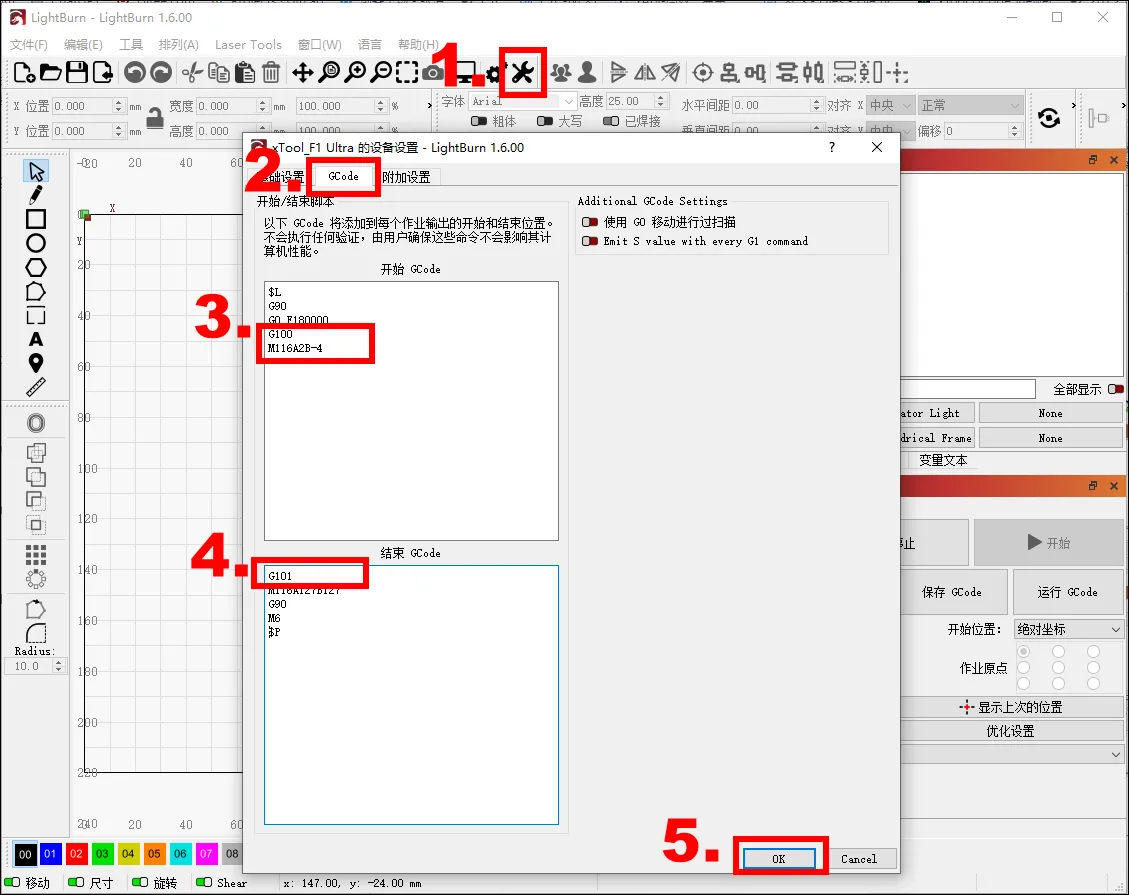
(2)在 LightBurn 顶部,点击设备设置图标  > 选择 GCode 页签。
> 选择 GCode 页签。
在开始 Gcode 的输入框末尾输入:
G100
M116A2B-4
在结束 Gcode 的输入框首行输入:
G101
完成输入后,点击“OK”。
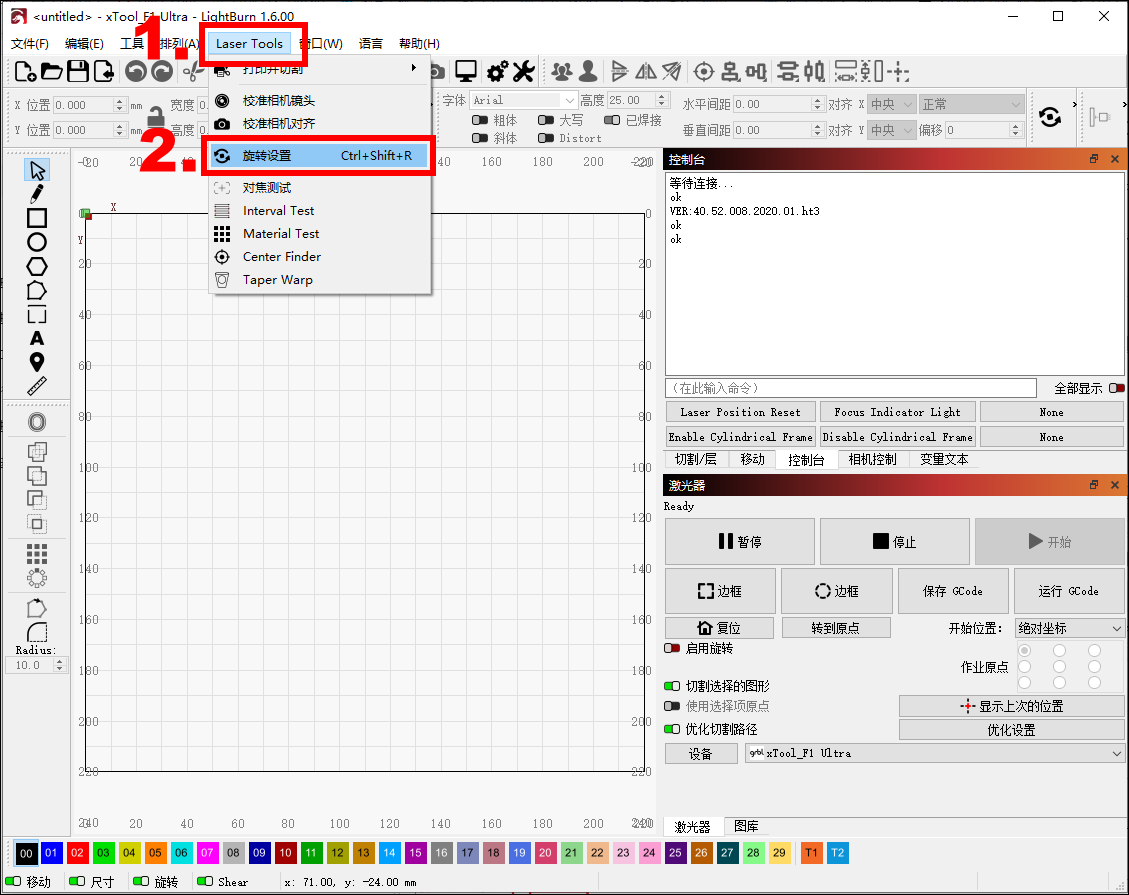
(3)选择“Laser Tools”>“旋转设置”。
(4)按如下说明设置旋转附件的参数,完成后点击“OK”。
-
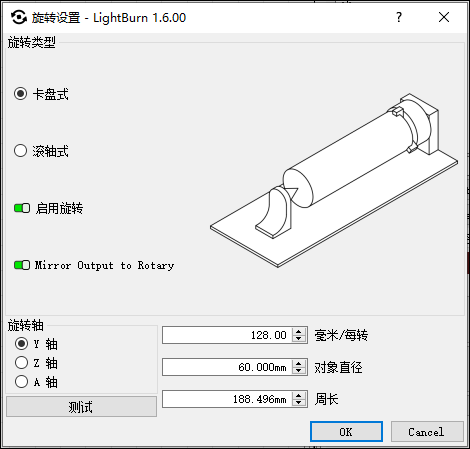
若选择“卡盘式”:
- 打开“启用旋转”和“Mirror Output to Rotary”;
- 在旋转轴内选择 Y 轴;
- 设置旋转附件参数为** 128.00 毫末/每转**;
- 输入加工材料的直径或周长。
-
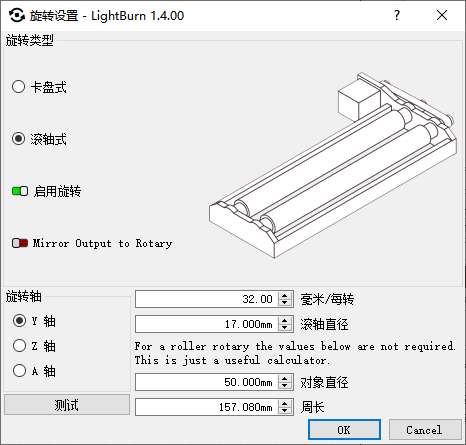
若选择“滚轴式”:
- 打开“启用旋转”;
- 在旋转轴内选择 Y 轴;
- 设置旋转附件参数为** 32.00 毫末/每转**,17.000mm 滚轴直径;
- 输入加工材料的直径或周长。
¶ 加工设计与参数设置
在 LightBurn 的画布上,设计加工图案,并为每个对象设置加工参数。
¶ 预览加工区域
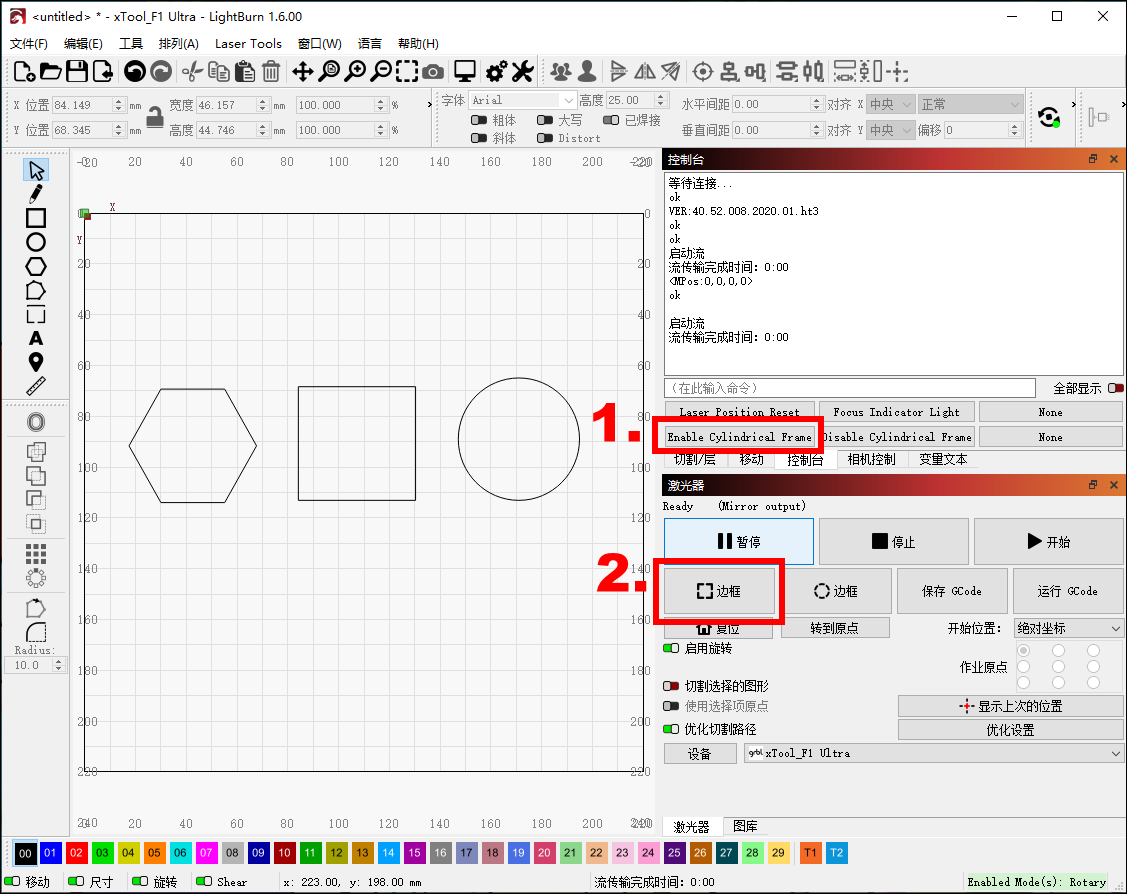
(1)在 LightBurn 右侧点击控制台,点击“Enable Cylindrical Frame”按钮。然后,点击边框,即可预览雕刻图案的位置。
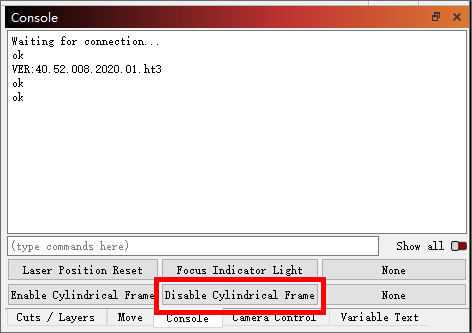
(2)确认加工区域后,点击“Disable Cylindrical Frame”即可退出走边框模式。
¶ 开始加工
(1)佩戴好可屏蔽 455nm and 1064nm 激光的护目镜。

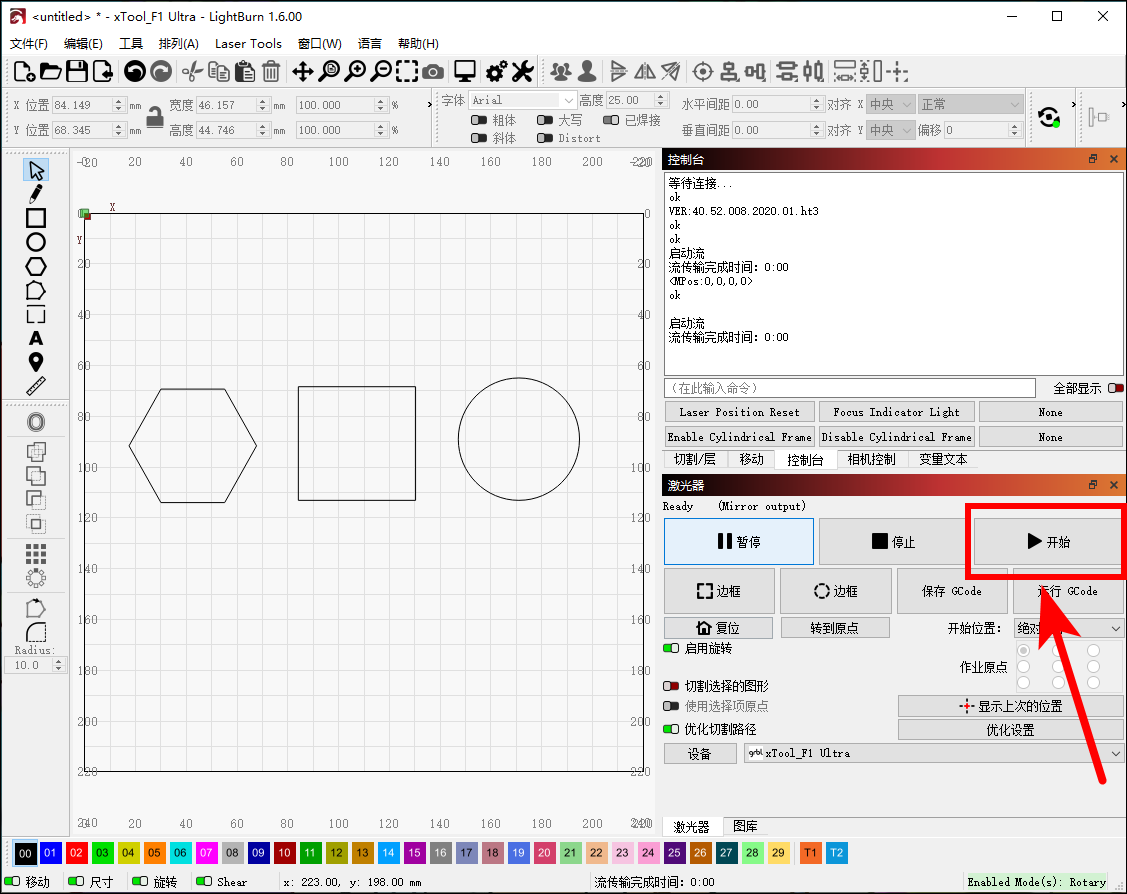
(2)点击开始进行激光加工。
¶ 关闭旋转加工并复位红蓝对焦指示光斑
(1)关闭“启用旋转”。
(2)在设备设置中删除添加的指令:G100、M116A2B-4 和 G101。
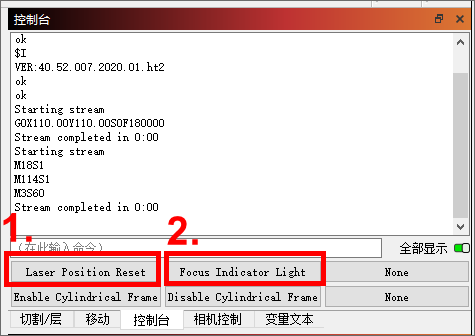
(3)在控制台面板中,先点击“Laser Position Reset”,再点击“Focus Indicator Light”,以复位用于对焦的红色和蓝色指示光斑。
注意:
- 在旋转加工模式下进行走边框或者加工后,必须复位对焦指示光斑,才能切换回平面加工模式。
- 请勿在设备执行加工任务时执行复位操作。
¶ 其他操作
¶ 蓝光切换为红外光
LightBurn 默认使用蓝光激光进行加工。如需使用红外激光,请按照下述方式切换。
提示:红外激光加工完成后,LightBurn 会自动切换回蓝光激光模式。
-
设计加工图案,设置加工参数。
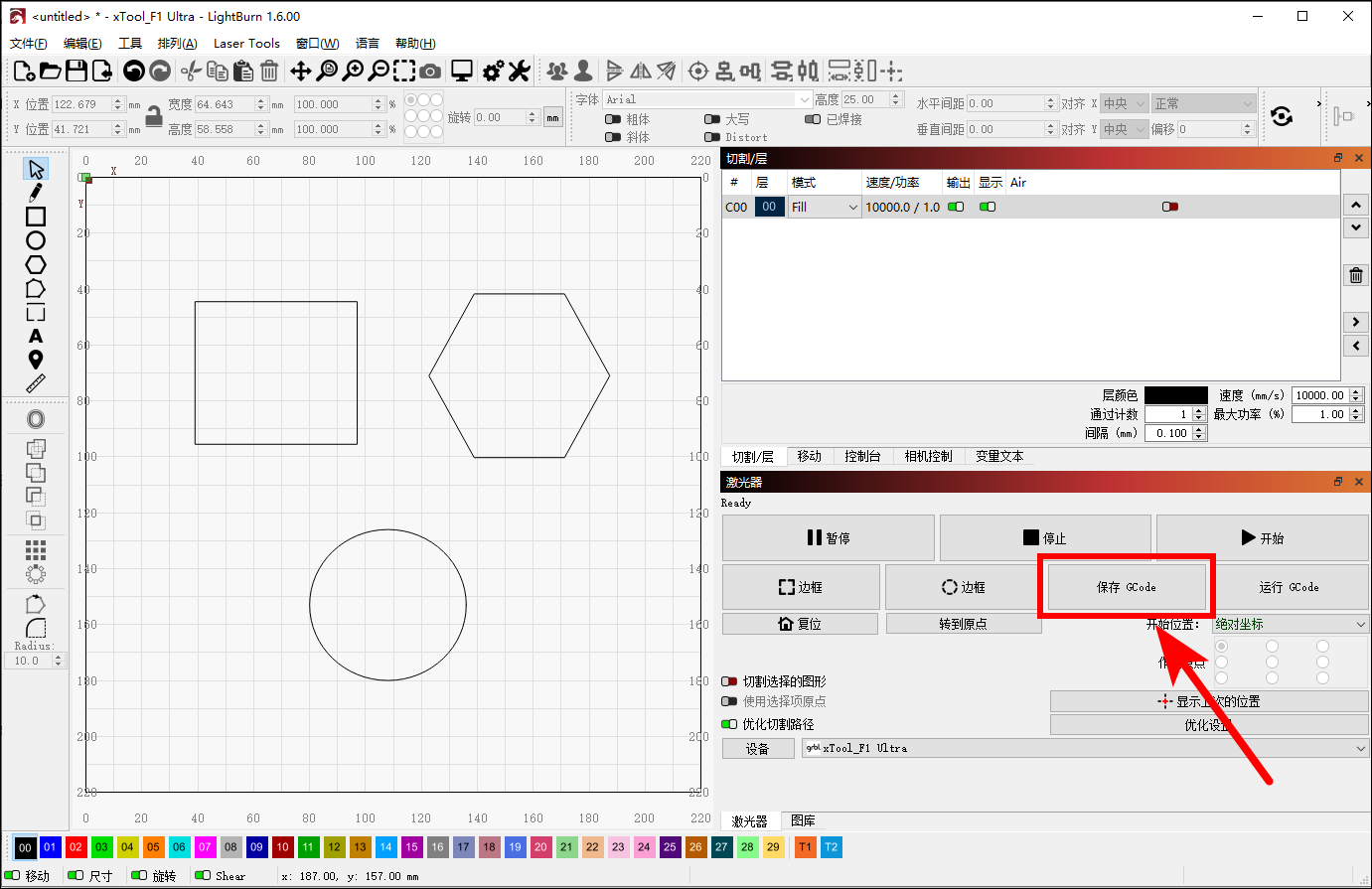
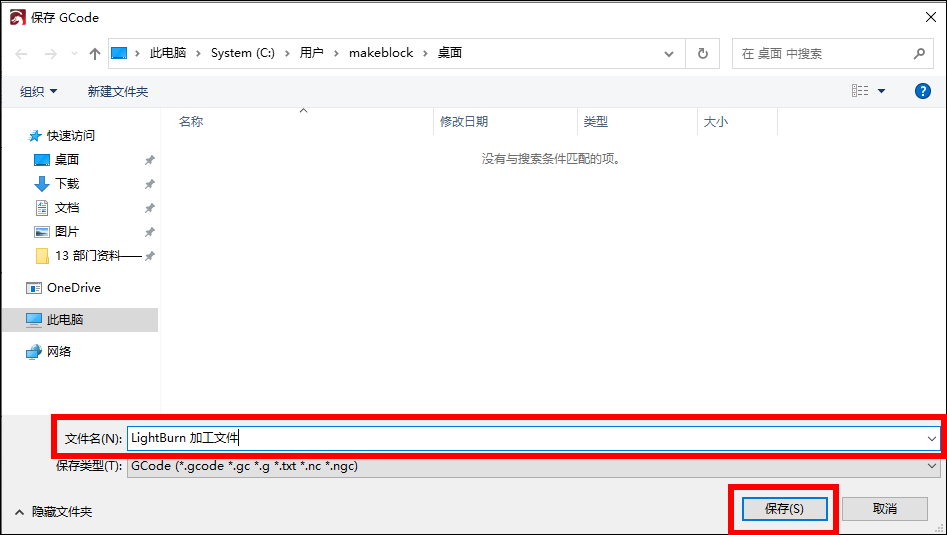
-
点击“保存 GCode”,命名并保存 GCode 文件。
-
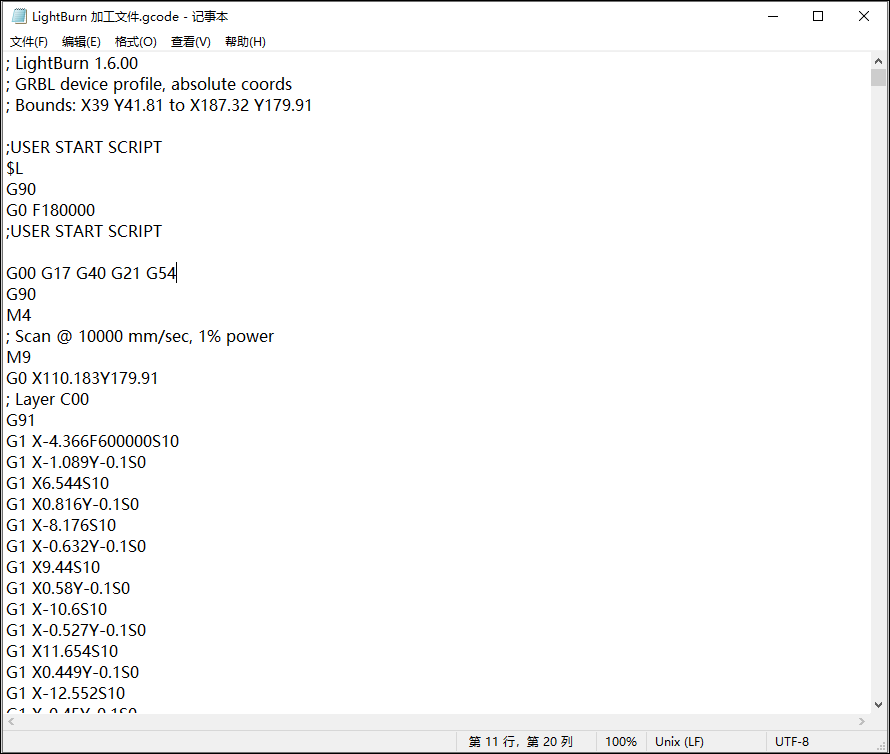
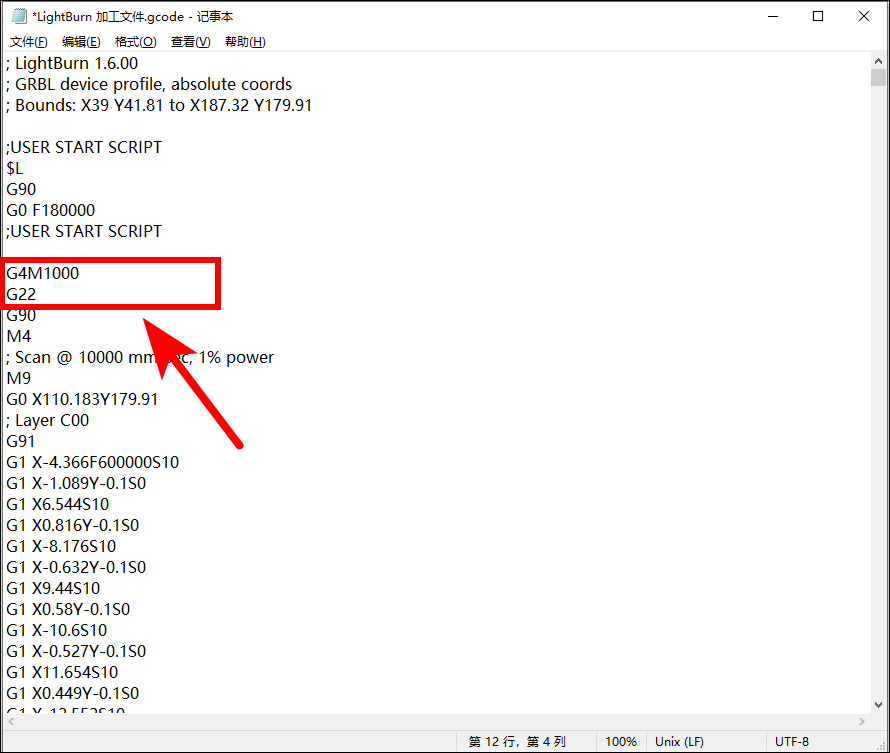
使用记事本打开 GCode 文件。
-
删除第 13 行的指令“G00 G17 G40 G21 G54”,并插入新指令:
G4M1000
G22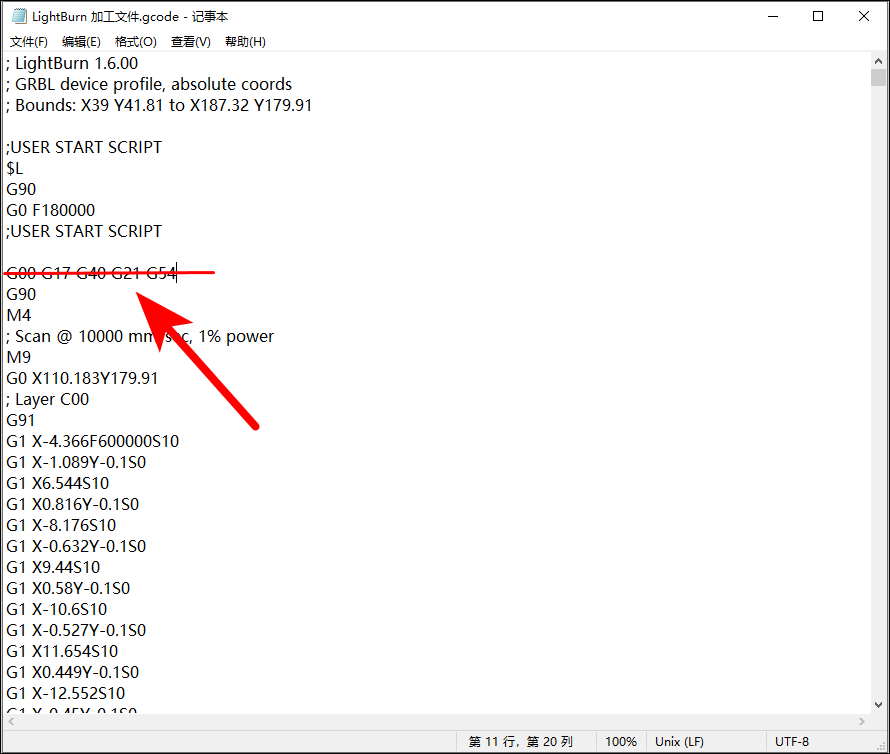
-
(可选)设置红外激光的发射频率。
默认情况下,红外激光的发射频率为 30KHz。如需修改频率,可在 G22 后面插入指令:
G0Q + 频率值(范围:[30,60])
例如,若想将频率设置为 45KHz,则输入:G0Q45
注意: 设置频率后,除非重启 xTool F1 Ultra 或者手动更改参数,否则该频率参数将持续生效。
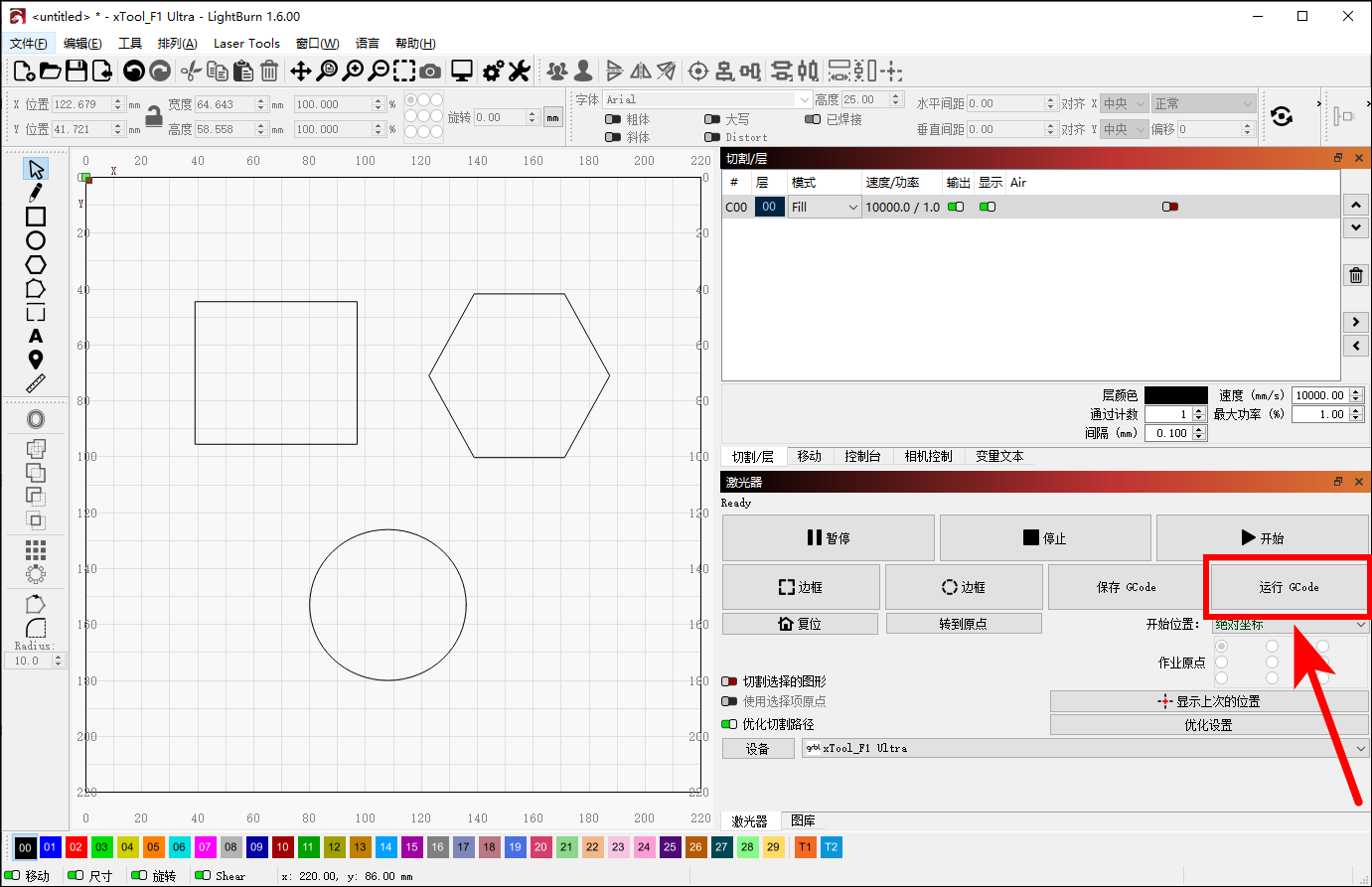
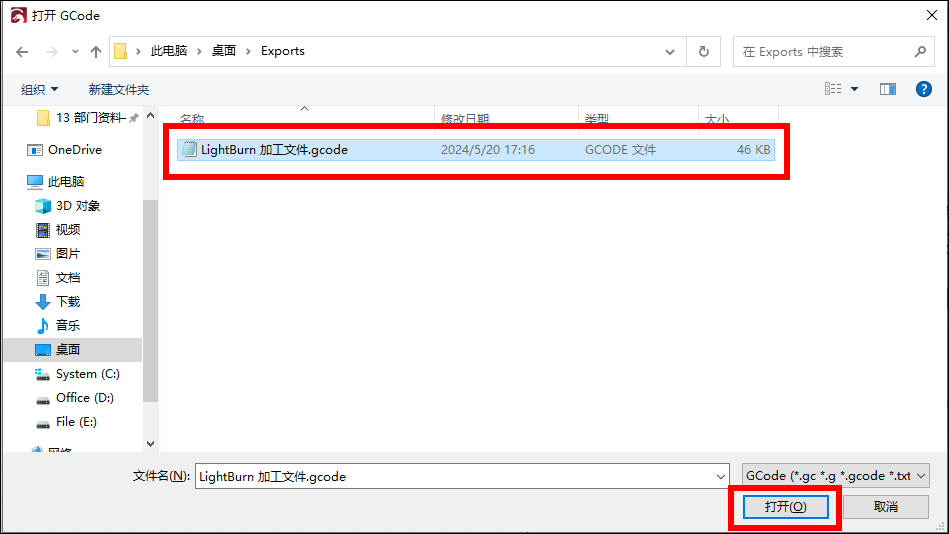
- 保存 GCode 文件。LightBurn 中点击“运行 GCode”,选择保存后的文件,点击打开。GCode 打开后,设备直接开始加工。
¶ 走边框设置
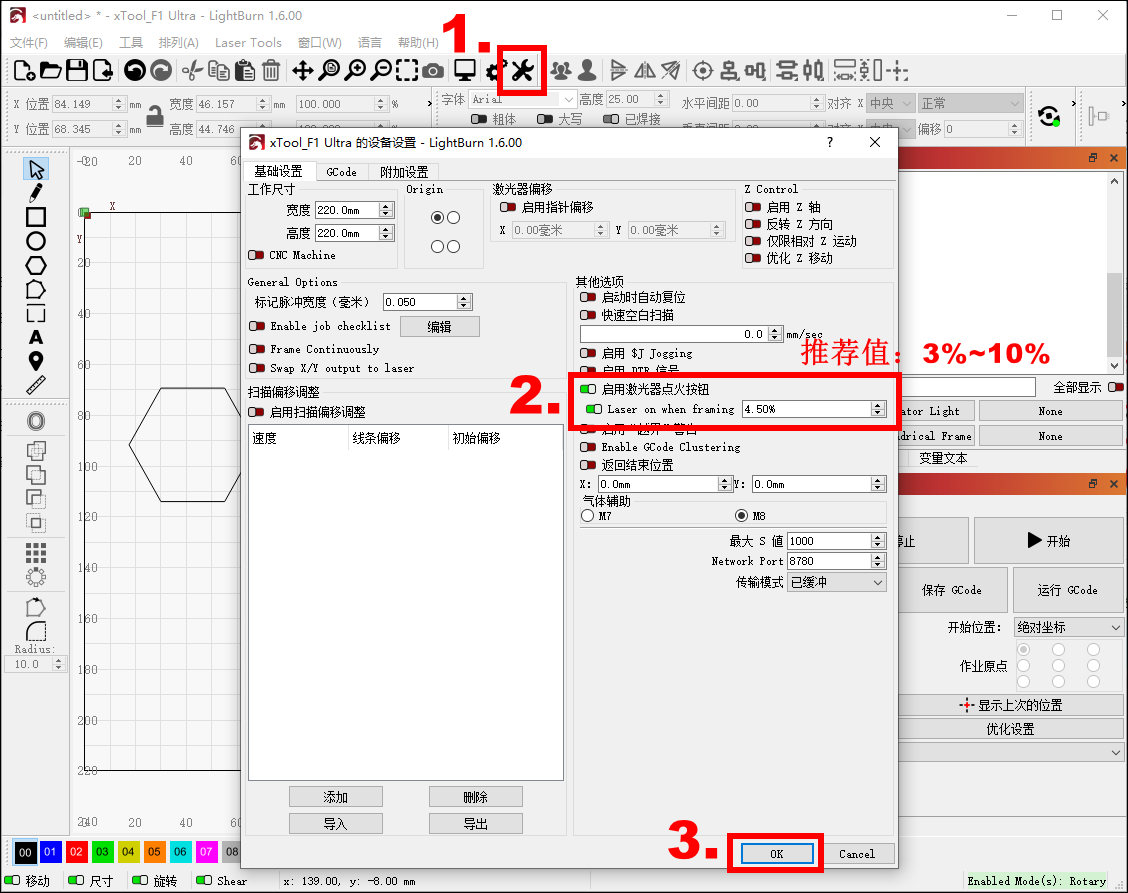
如需设置走边框时使用的激光功率,请单击设备设置图标 > 更改 Laser on when framing后的数值。
建议设置 3% 至 10% 之间的数值。不要设置过大的数值,否则激光束可能会在走边框过程中灼伤材料。
¶ 更多信息
有关 LightBurn 功能的详细信息,请访问以下网页: