¶ 背景:
F1是xTool旗下首台振镜激光器,在加工参数设置上,不同于以往的半导体激光。比如在位图雕刻上,我们新增了效果和效率更优的专用点阵算法,下文对于各个参数做一个解释说明,方便用户理解及控制不同的参数,以获得满意的加工效果。
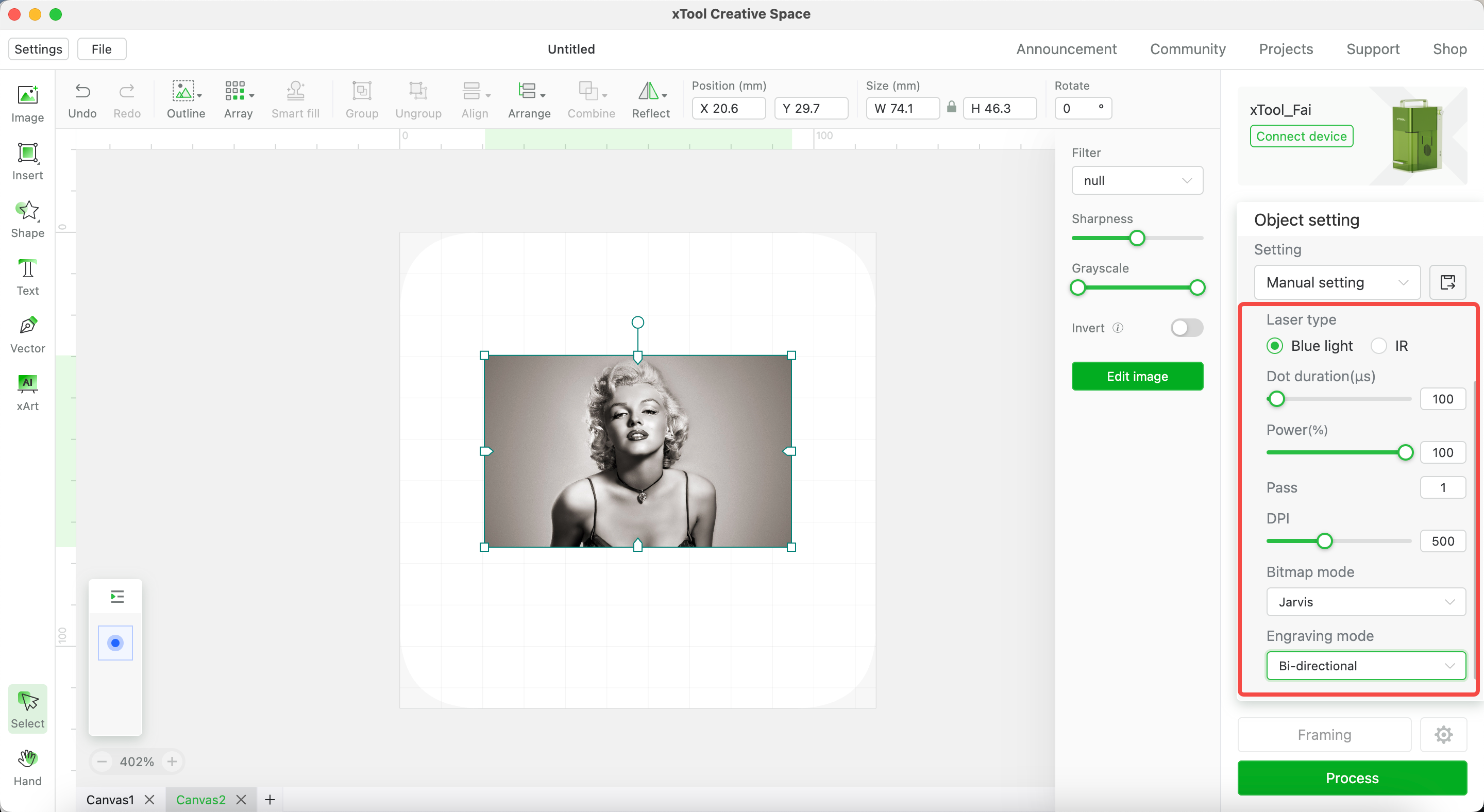
¶ 控制参数:
光源类型、打点时间、功率、加工次数、图像模式、扫描模式
¶ 光源类型(Laser type):
F1支持两种光源进行加工,分别为:蓝光(10W)、红外光(2W),可根据耗材的情况选用对应的光源。
比如:对于椴木板、瓦楞纸、皮革等耗材,以及切割加工,通常使用蓝光;在金属上雕刻,比如不锈钢、金银铜、铝片等,通常使用红外光;
关于所选材料适合用什么光源,我们在推荐参数上也会提供相应的推荐,更多材料和光源搭配的选择建议,可以关注xTool Community。
¶ 打点时间(Dot duration):
顾名思义,在加工位图时,算法执行过程中,是通过一个一个点打上去,形成一张完整的图像效果的。打点时间就是在某一处打点停留的时长,单位为微秒(μs),它会影响我们整体的加工耗时。通常情况下,为了保障稳定出光,特别是针对红外激光器,我们建议设置在100μs以上。最佳打点时间值,会根据材料而定,通常分布在100-500之间。需要注意的是,过长的打点时间,会导致泛白效果泛白,且需要较长的加工耗时。
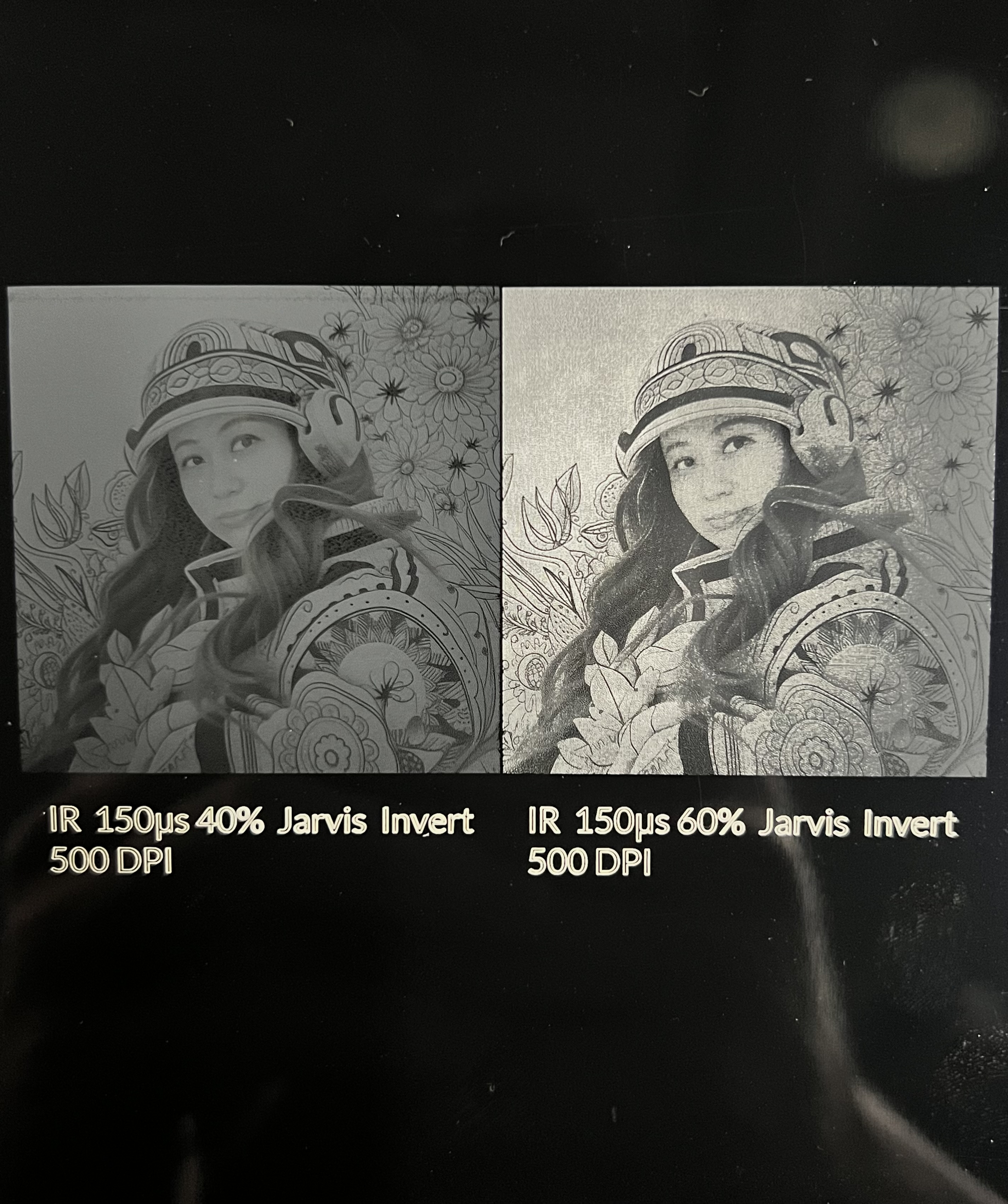
¶ 功率(Power):
功率参数和其他激光器设置方法一致,设置范围1-100%,数值高低主要影响的是加工效果的深浅程度。比如功率越高,雕刻效果表现为在耗材表面留下的痕迹越深(如下:深色材料,看上去会更加泛白)
拓展:功率范围的设置方法
https://community.xtool.com/#/making/detail/tips/1452
¶ 加工次数(Pass):
如字面意思,默认为1,最高支持直接重复加工10次。加工次数越多,雕刻痕迹越深。通常在设置好参数之后,可以一次就获得较佳的雕刻效果了。
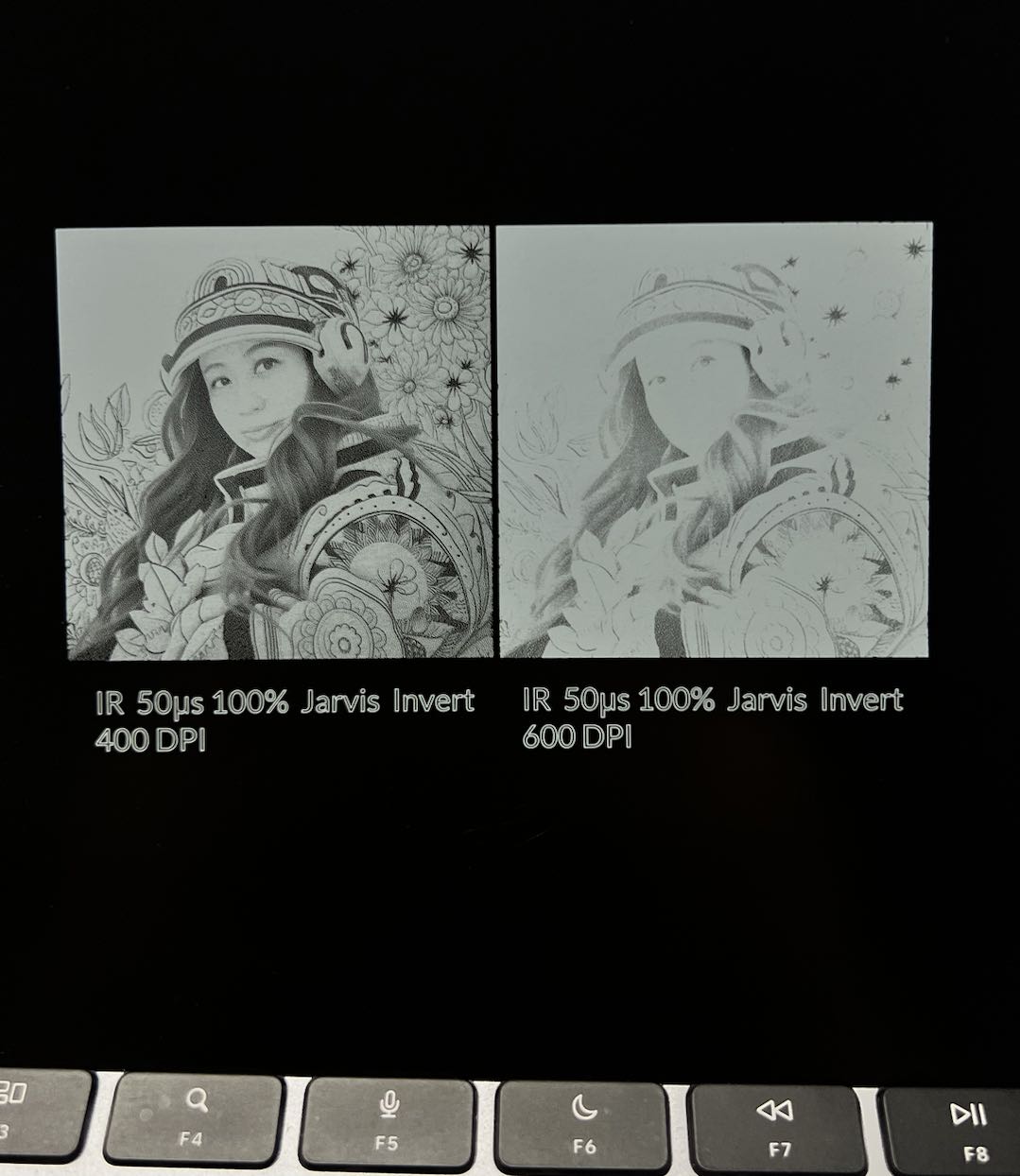
¶ DPI(每英寸点数):
DPI(Dots Per Inch,每英寸点数)是一个用于点阵数码影像的量度单位,意思为图像每英寸长度内的像素点数。
设置范围【1, 1270】,折算为线密度(每cm有多少条线)时,换算关系为100线密度=254DPI。
DPI所控制的参数,一定范围越大,理论上雕刻的图像效果越精细。但是当DPI高于一定值时,可能超出了位图本身的像素分布,此时过于密集的点就会带来负向效果(如下:深色材料,看上去会更加泛白)
¶ 图像模式(Bitmap Mode):
当前我们总共提供7种可供选择的图像模式,这些算法类型可以覆盖大多数的位图场景,用户可以根据自己的图像进行选择,找到最合适的算法类型。
通常情况下,我们推荐在使用红外光的时候选择Jarvis模式,使用蓝光的时候使用灰度模式;
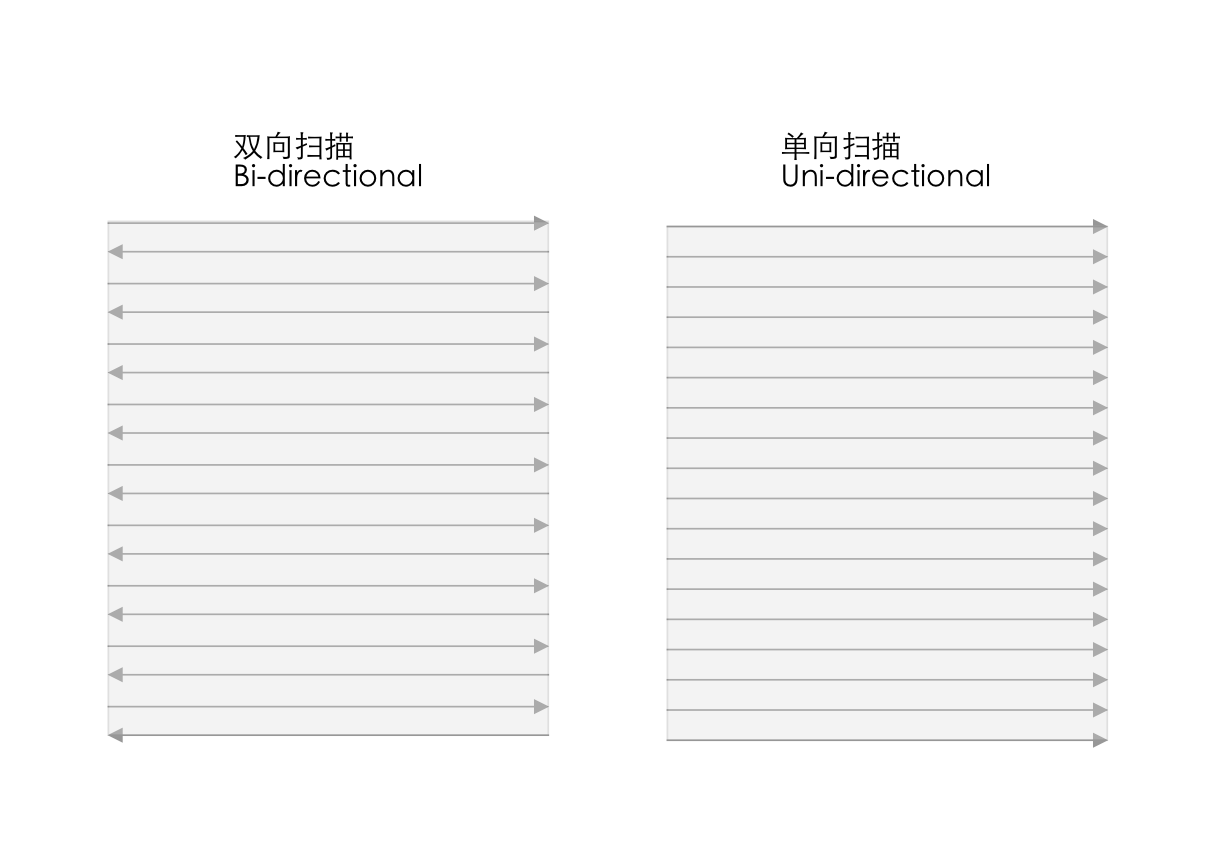
¶ 扫描模式(Engrave Mode):
分为双向扫描和单向扫描,默认使用效率更高的双向扫描。扫描路径示意如下:
双向扫描由于路径更短,可以获得更优的加工效率。 单向扫描由于不用频繁变换方向和经过拐角等复杂路径,理论上讲,效果细节上会更优一些。