¶ 详细步骤:
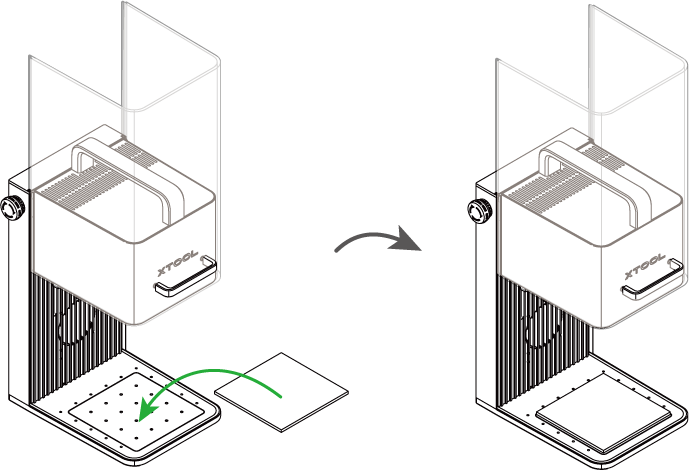
¶ 1. 放置材料
确保可拆底板在底座上,将材料直接放置在底板上。
注意: 假如加工材料的体积和重量较小,建议使用胶带或双面胶等工具固定材料;否则,加工过程中,材料可能会受到排气扇的气流影响而发生移动。
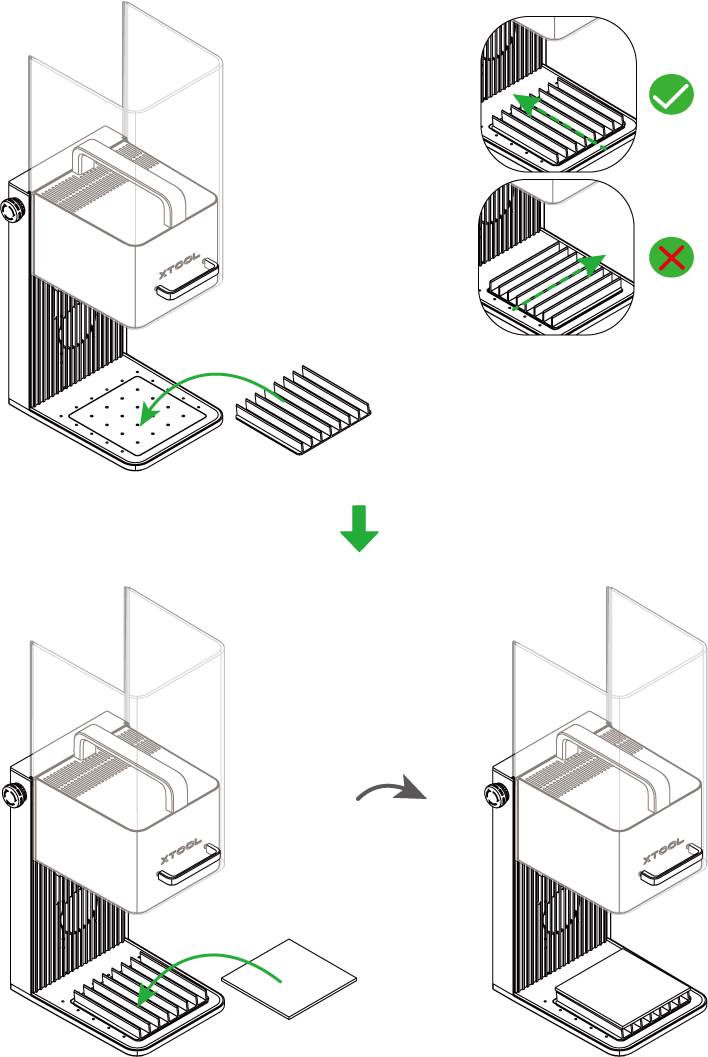
如需切割材料,建议先在底板上放置三棱条底板,使三棱条底板的棱条朝向排烟口方向,再放置材料。这样,可以减轻材料背部熏黄,并保护底板。
¶ 2. 打开或创建项目
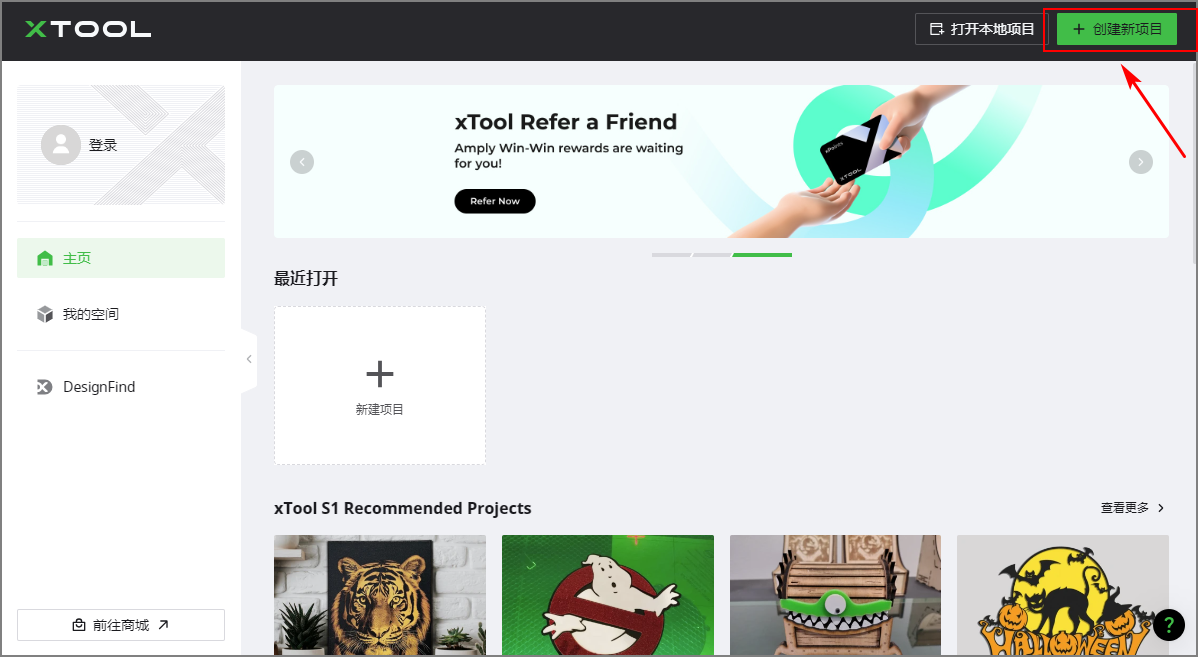
- 打开项目
在XCS首页,点击“打开本地项目”。在弹出的对话框中,选择.xcs格式的文件并点击“打开”。

提示: 项目文件包含加工样式、加工模式、加工参数等信息。如果设备型号、加工模式和加工材料的厚度与实际不符,需重新设置相关参数。
- 创建新项目
在XCS首页,点击“+创建新项目”。
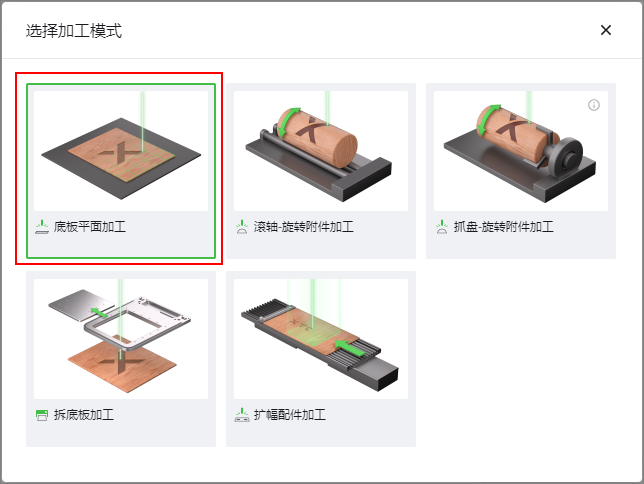
¶ 3. 选择加工模式和材料名称
(1)在 XCS 界面顶端,点击当前的加工模式,选择“底板平面加工”模式。


(2)在 XCS 右上角,点击“自定义材料”按钮,选择你所用的材料的名称,然后点击“确定”。

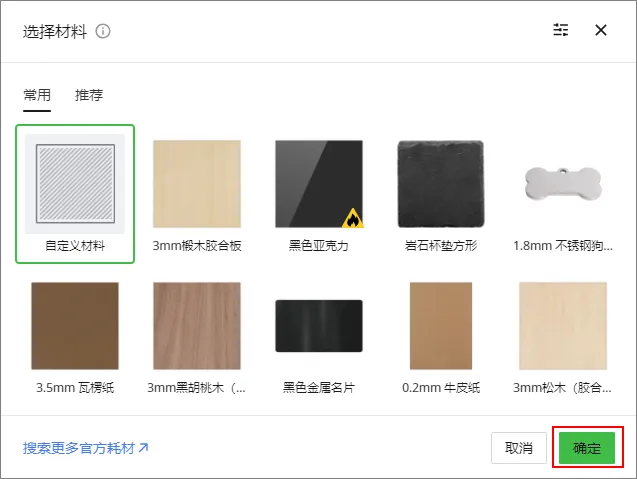
提示:
- 点击“搜索更多官方耗材”进入 xTool 耗材参数库可查找更多材料。
- 如未找到对应的材料名称,可选择“自定义材料”。
- 使用材料列表或耗材库中的材料,软件将根据材料类型自动设置加工参数。软件自动生成的参数对 xTool 官方材料应用效果最佳,你可以根据需要对参数进行调整。
¶ 4. 激光对焦
xTool F1 支持手动对焦和自动对焦,你可以自由选择对焦方式。
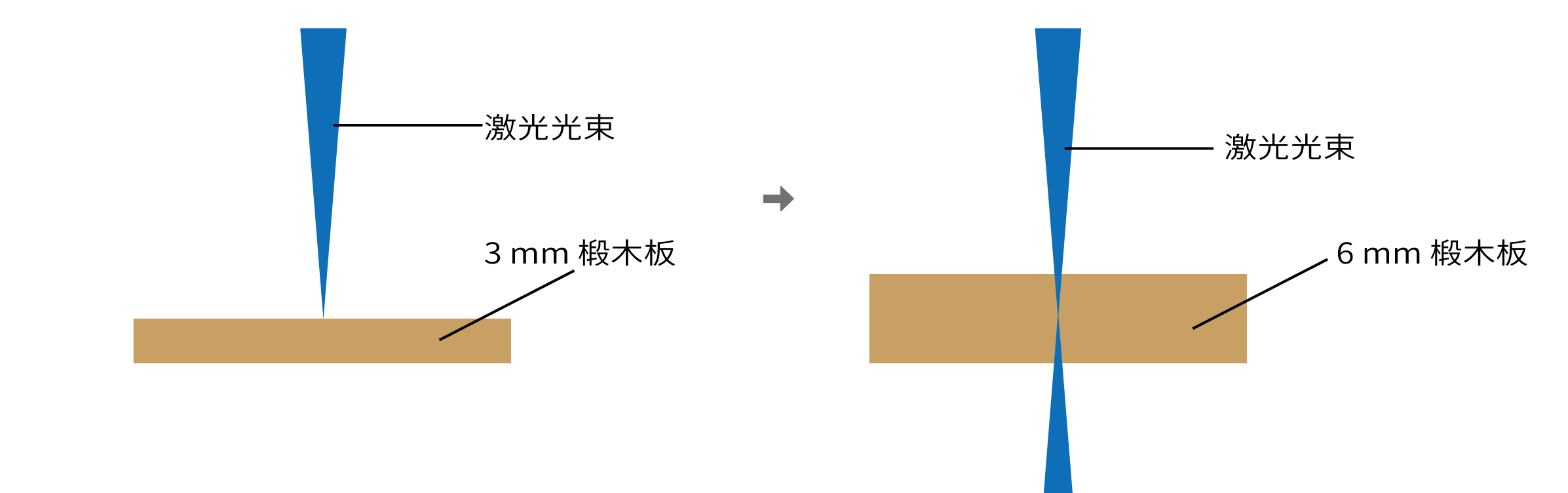
注意: 如需切割材料,建议把焦点设置于每次切割深度的中间点,切割效果最佳。
例如,切割厚度为 6mm 的椴木板,切割次数为一次,则建议将焦点设置在距离材料表面下方 3mm 处。你可以先用厚度为 3mm 的材料进行对焦,使焦点落在 3mm 厚的材料表面。然后,保持焦距不变,把材料替换成要切割的 6mm 椴木板。
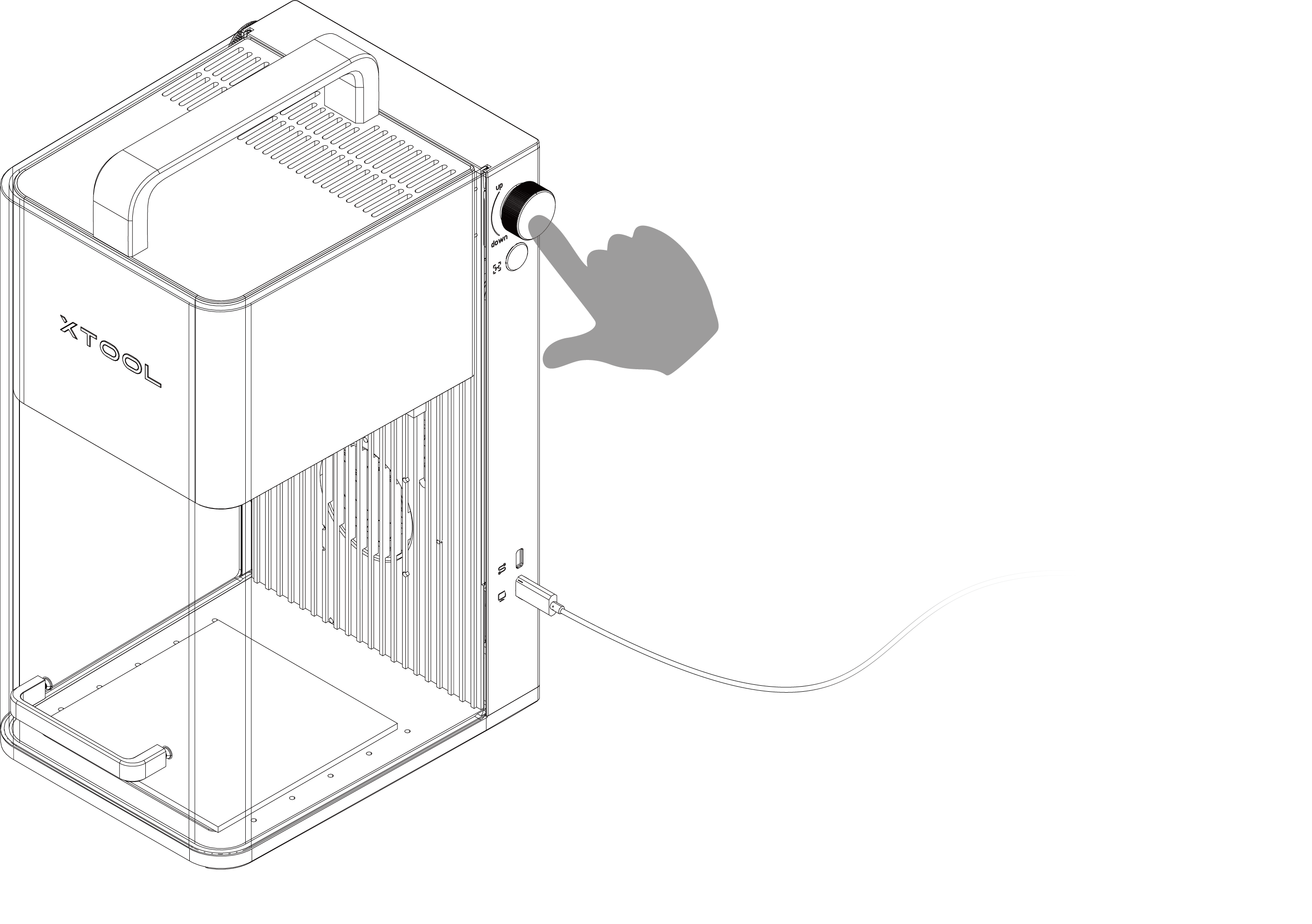
¶ 手动对焦
转动旋钮,上下移动激光器;当红色和蓝色的指示光斑重合时,对焦成功。
提示: 顺时针转动旋钮,则激光器向上移动,红色指示光斑向左移动;逆时针转动旋钮,则激光器向下移动,红色指示光斑向右移动。
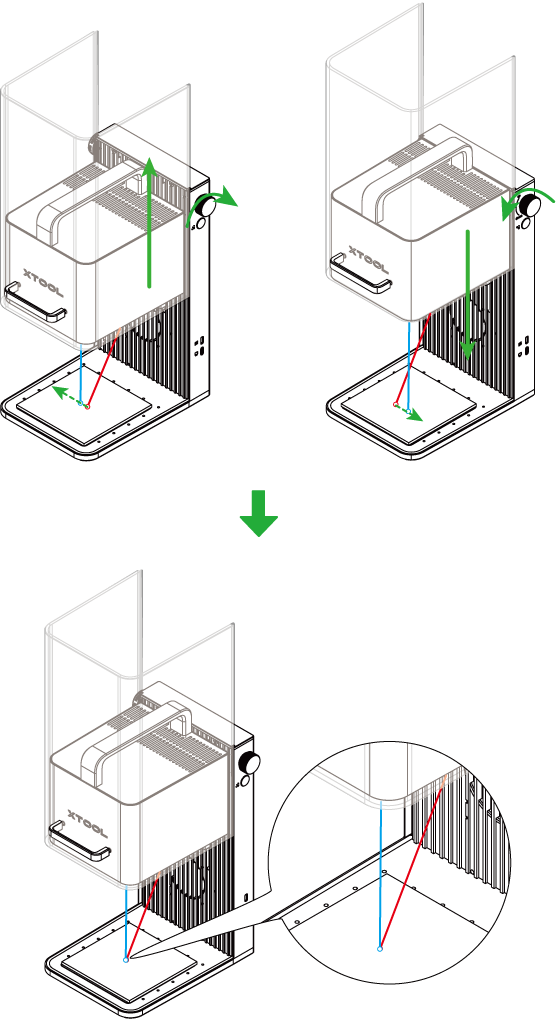
注意: 当激光器底部达到最高限位线时,请不要继续向上旋转旋钮。

¶ 自动对焦
(1)量取材料厚度。

(2)在 XCS 界面右上角的“厚度”参数中输入测量值,机器将自动对焦。

注意: xTool F1 开机后首次进行自动对焦,需要先进行初始化,使激光器返回起始位置。在界面右上角,点击“初始化”,激光器会自动返回起始位置。

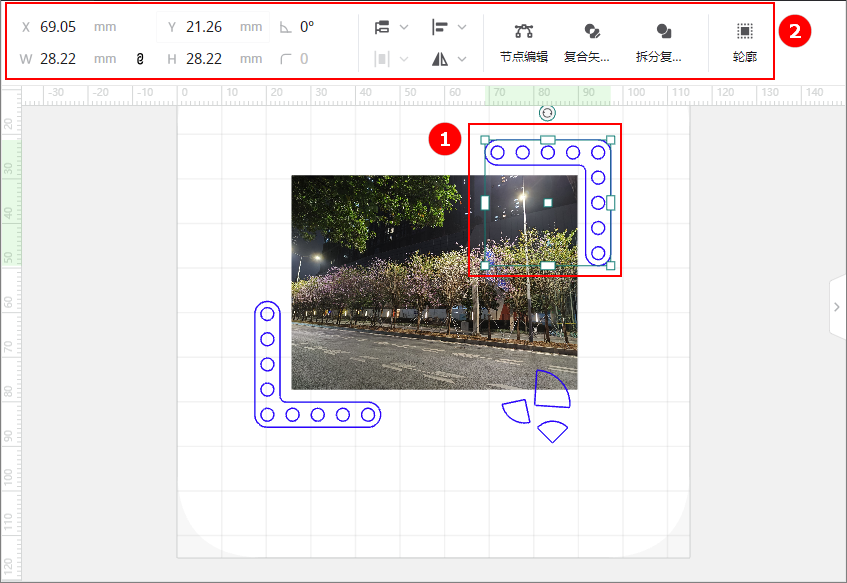
¶ 5. 设计加工图案
(1)使用画布左侧的工具,在画布中创建对象。你可以导入图像、插入图形、输入文字或绘制图案。
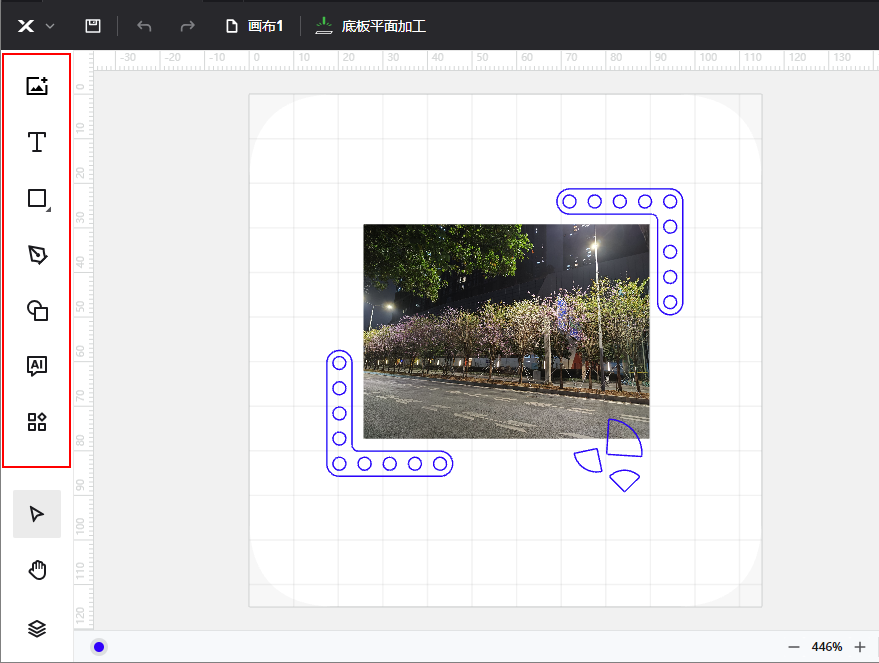
提示: XCS 支持导入的图像格式:SVG、DXF、JPG、JPEG、PNG、BMP 等。
(2)选中对象,使用画布上方的编辑功能,进一步调整对象。
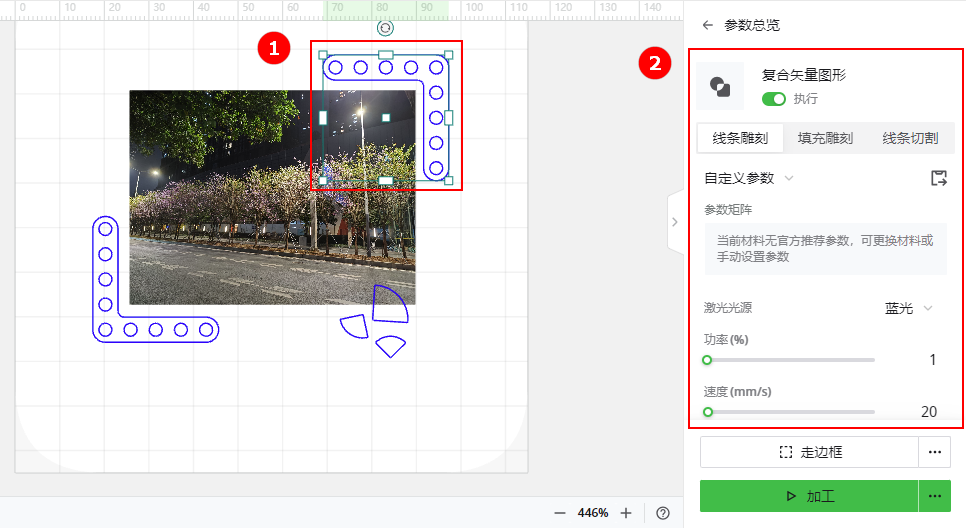
¶ 6. 设置加工参数
选中画布中的对象,在界面右侧,为选中的对象设置加工参数。
注意:
- 设置参数时,请勿遗漏画布中的对象,否则,被遗漏的对象可能无法正常加工。
- 位图对象与矢量对象可设置的参数不同。你可以一次选中多个相同类型的对象,为它们设置相同的加工参数。
提示:
- 关于如何为不同的材料设置加工参数,请参考“推荐加工参数设置”。
- 关于各个参数的具体含义,请查看:xTool Creative Space。
¶ 7. 预览加工区域
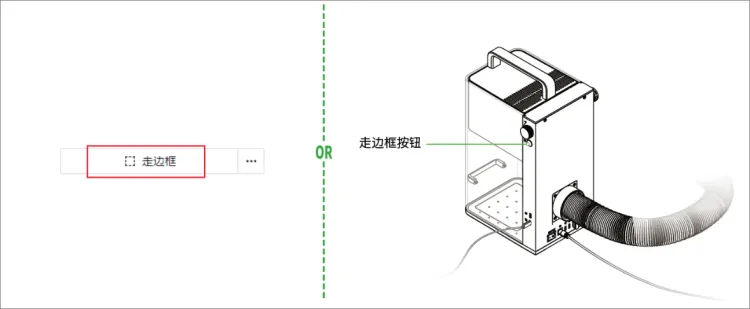
(1)在界面右下角,点击“走边框”旁边的 按钮,设置走边框参数。
按钮,设置走边框参数。
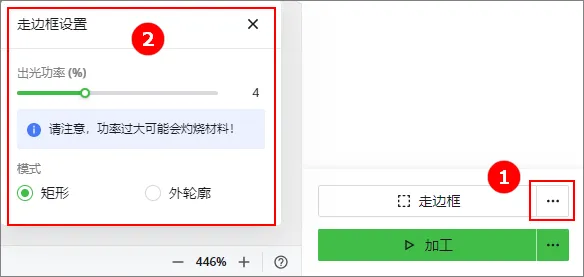
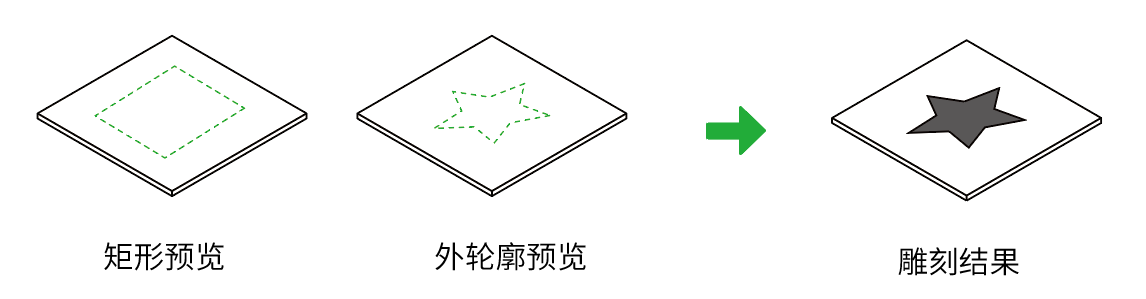
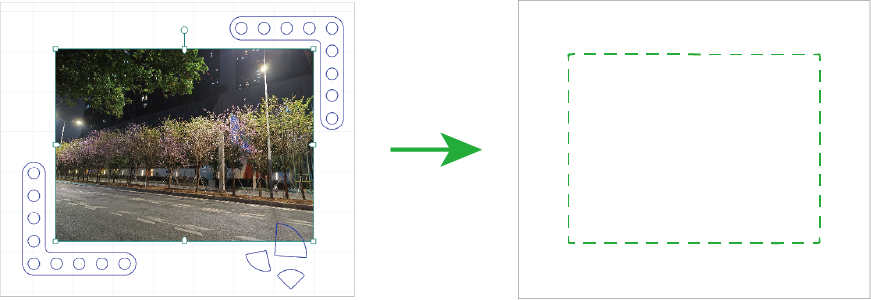
提示: xTool F1 支持两种走边框预览模式:矩形预览、外轮廓预览。
- 矩形预览:你可以预览加工区域的矩形边框。
- 外轮廓预览:你可以预览加工对象的外缘轮廓。
(2)关闭防护罩,然后在软件中点击“走边框”或在 xTool F1 上按走边框按钮。激光光斑将沿着加工图案的边缘移动,使你能够在材料表面预览加工区域。
默认情况下,xTool F1 会沿着所有加工元素的边缘走边框。当 xTool F1 正在走边框时,你可以在 XCS 的画布中选中加工元素,激光光斑将沿着选中的元素边缘移动,使你能够单独预览选中元素的边框。
- 默认走边框:

- 走边框时选中元素:
若加工区域不理想,可在 XCS 画布中对元素进行调整,xTool F1 将同步调整走边框区域,实时显示实际加工位置。
注意: 走边框时,请保持防护罩关闭,或者佩戴可屏蔽 455nm 和 1064nm 波段激光的护目镜。
提示: 如需停止走边框,可在软件上点击“停止走边框”,或者在 xTool F1 上按走边框按钮。
¶ 8. 开始加工
注意: 在低温环境下,使用红外光进行位图雕刻,雕刻效果可能不理想。为了确保更好的雕刻效果,可先预热激光器。
(1)在界面右下角点击“加工”。

(2)进行加工预览。
点击左下角的  按钮,可观看加工路径模拟动画。在按钮右侧,你还可以设置“移动路径”的开启与关闭,以及动画速度的快慢等。
按钮,可观看加工路径模拟动画。在按钮右侧,你还可以设置“移动路径”的开启与关闭,以及动画速度的快慢等。

(3)点击右上角的“开始”。

(4)关闭防护罩,在 xTool F1 上按下旋钮,开始加工。
注意: 激光加工时,请保持防护罩关闭,或者佩戴可屏蔽 455 nm 和 1064 nm 波段激光的护目镜。
提示: 加工过程中,如需暂停加工,可在 xTool F1 上短按旋钮;如需终止加工,可在 xTool F1 上长按旋钮。