彩雕技术可在特定材料上实现多色效果。为获得类似下方图示效果,您可以使用 xTool F2,它支持矢量填充图形与位图对象的多色雕刻。
本教程中提供的加工文件和效果示例主要基于304不锈钢上的红外激光彩雕,您也可以參考此方法探索在其他金屬(如黄铜、钛等)上的彩打标应用。
¶ 彩雕参数设置的重要性
¶ 不锈钢表面颜色形成的机制
- 氧化上色
在激光照射下,不锈钢中的金属元素会生成不同颜色的氧化物。 - 透明氧化膜(薄膜干涉)
激光照射在金属表面形成透明氧化膜,通过光干涉效应产生颜色。
¶ 关键实现与建议
功率、对焦或能量的微小变化都可能显著改变雕刻颜色。为保持效果一致,建议根据设备性能校准并保存个性化的彩色雕刻参数。保存后的设置有助于简化后续雕刻流程。
¶ 彩雕前准备
彩色雕刻效果受多种因素影响,包括激光能量、材料类型、环境湿度与温度波动等。建议您先使用材料测试阵列功能测试材料,确定目标颜色后记录并保存对应设置,以确保稳定、高质量的输出。
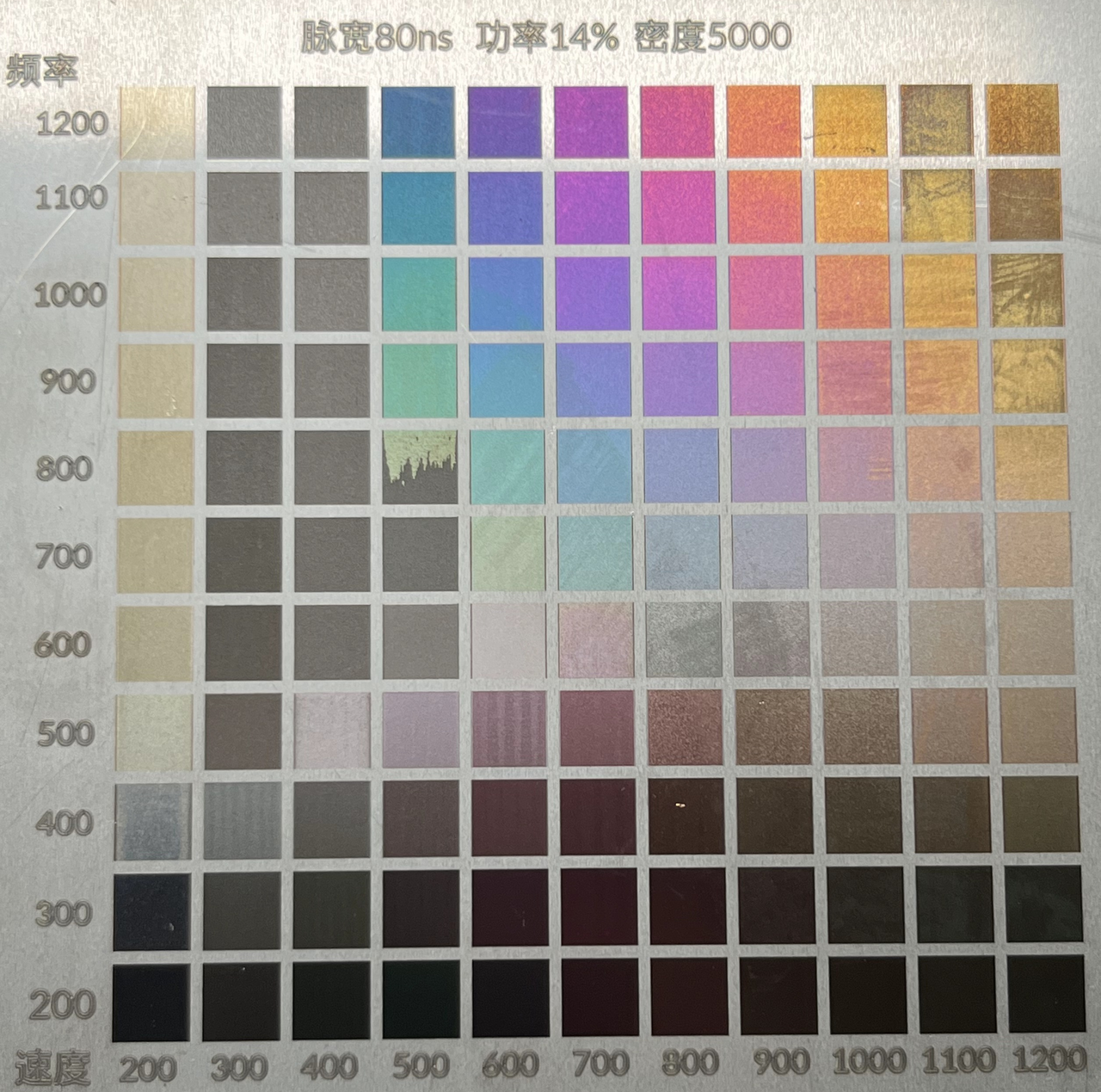
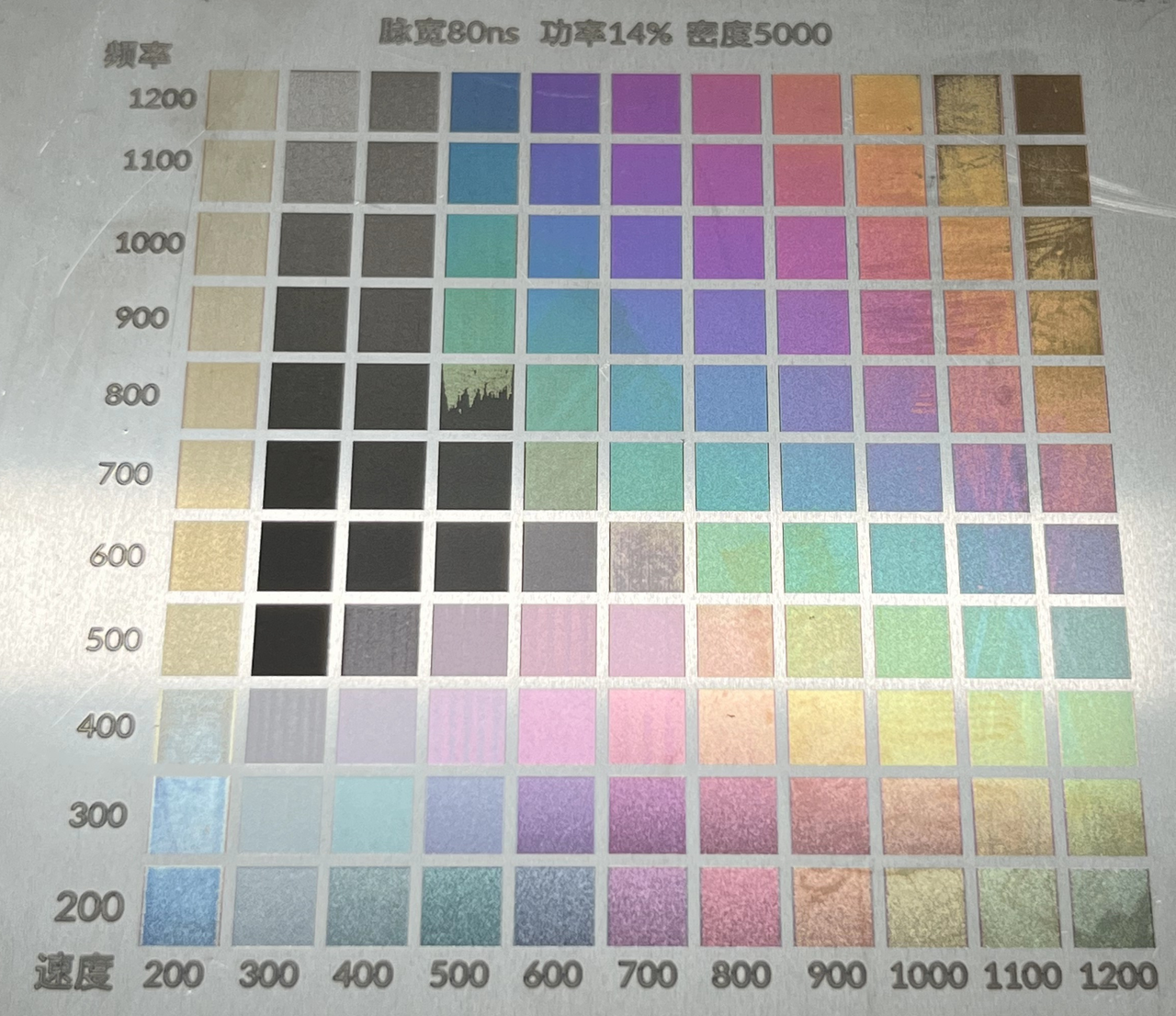
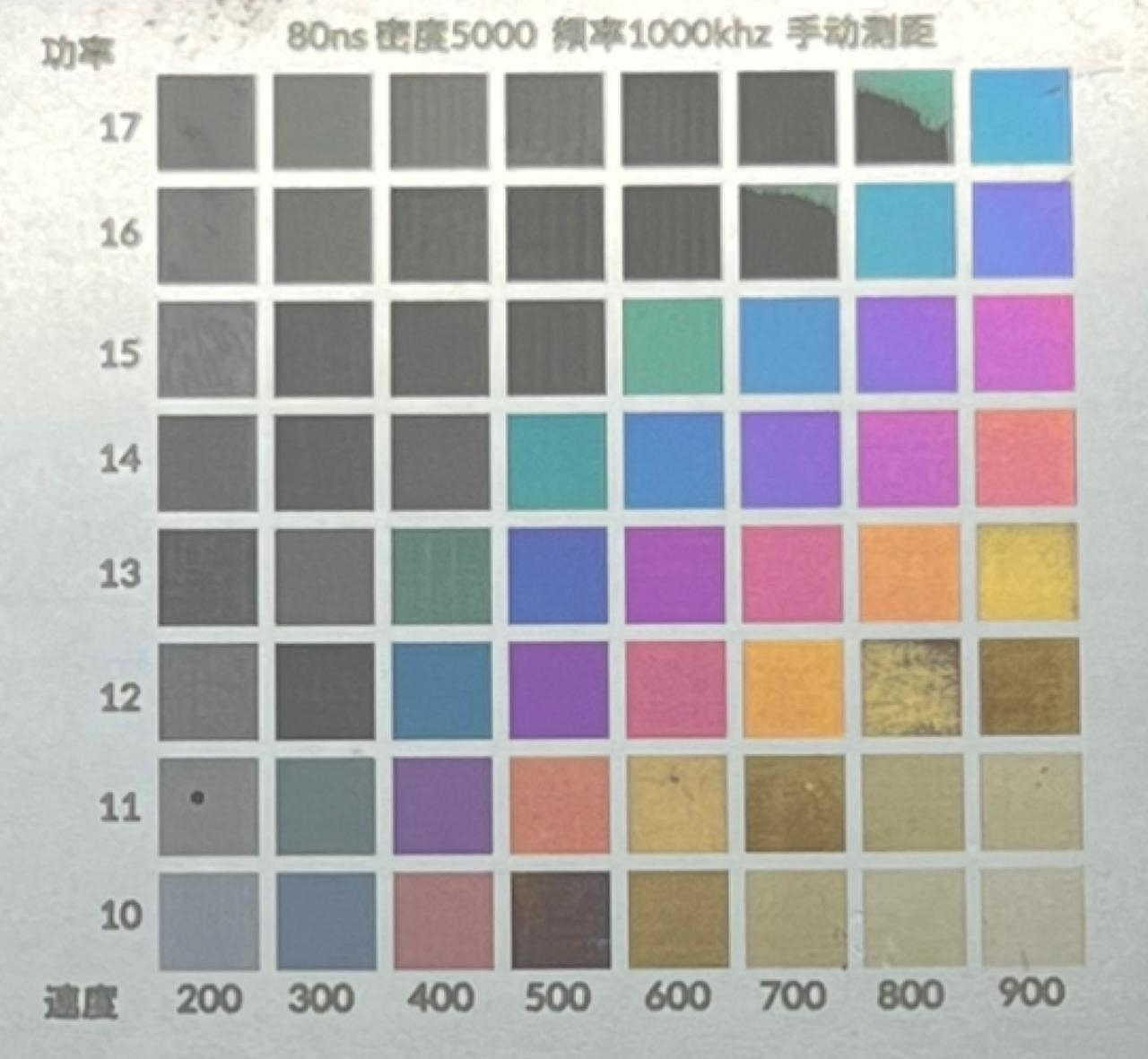
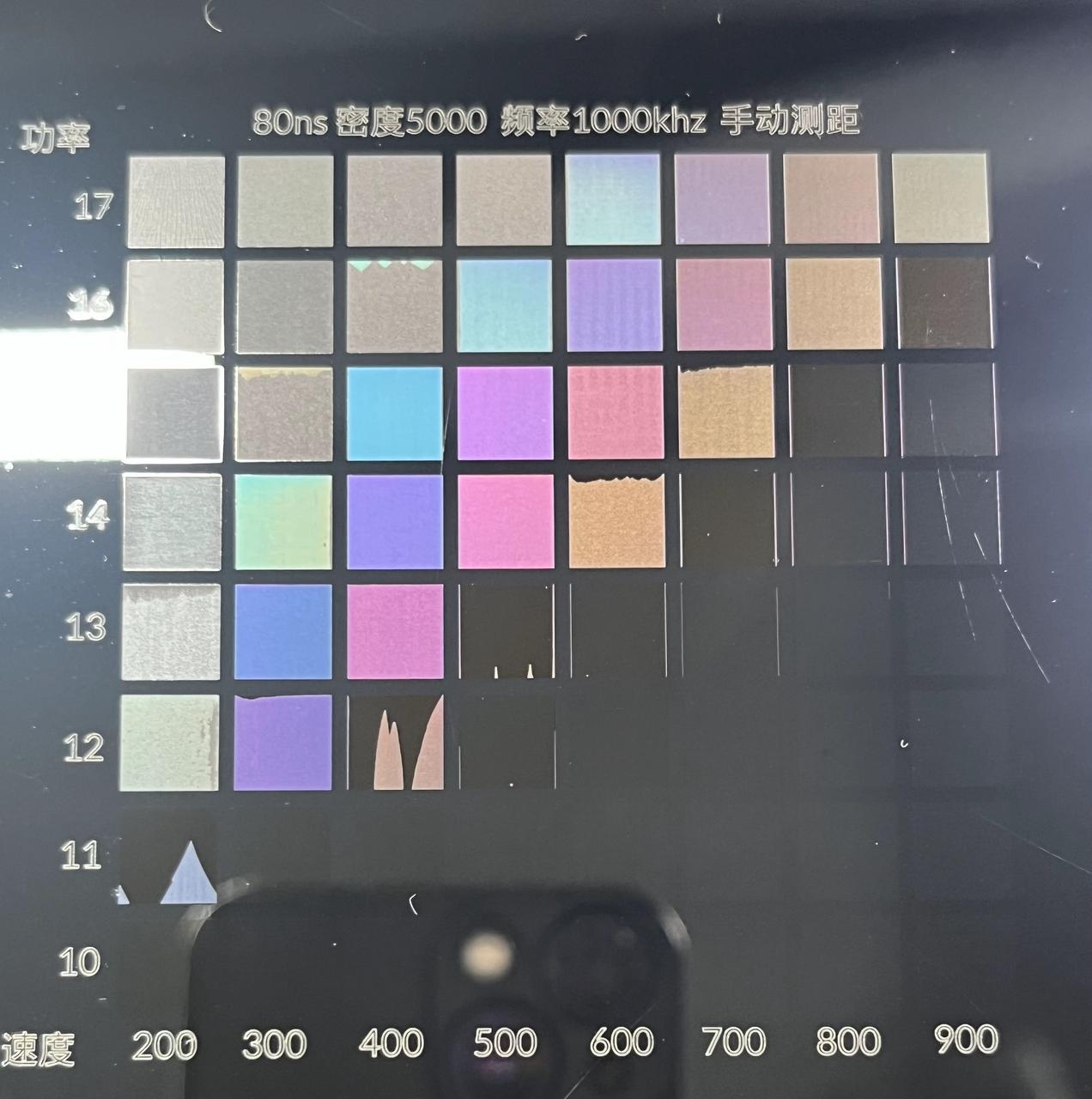
¶ 通过材料测试阵列进行彩雕测试
¶ 测试样例图
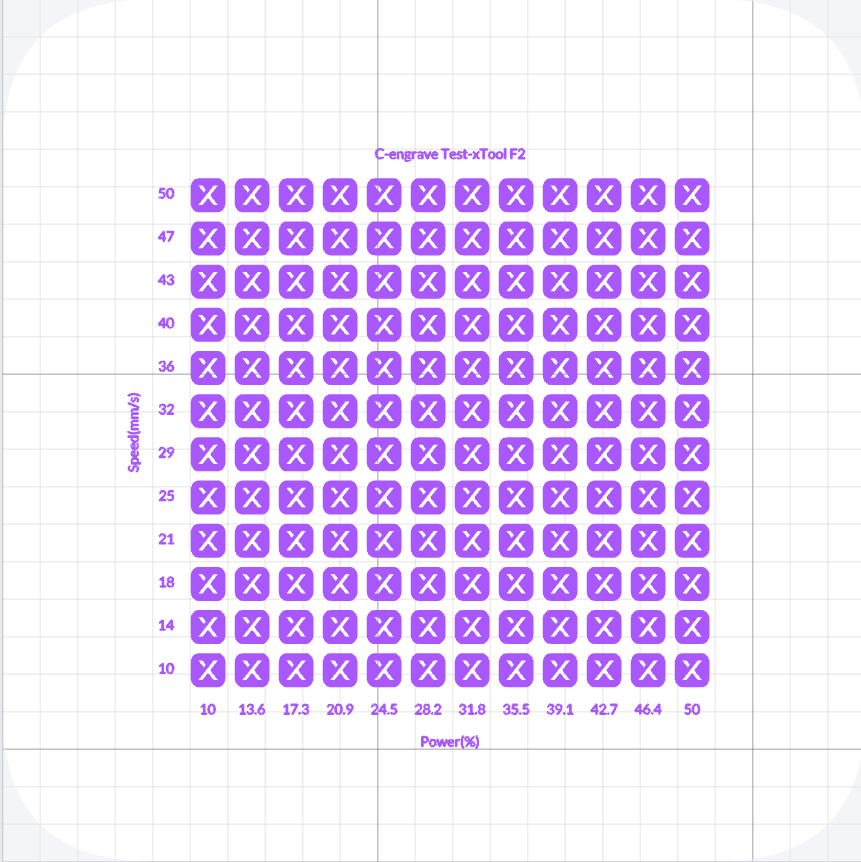 材料测试阵列 |
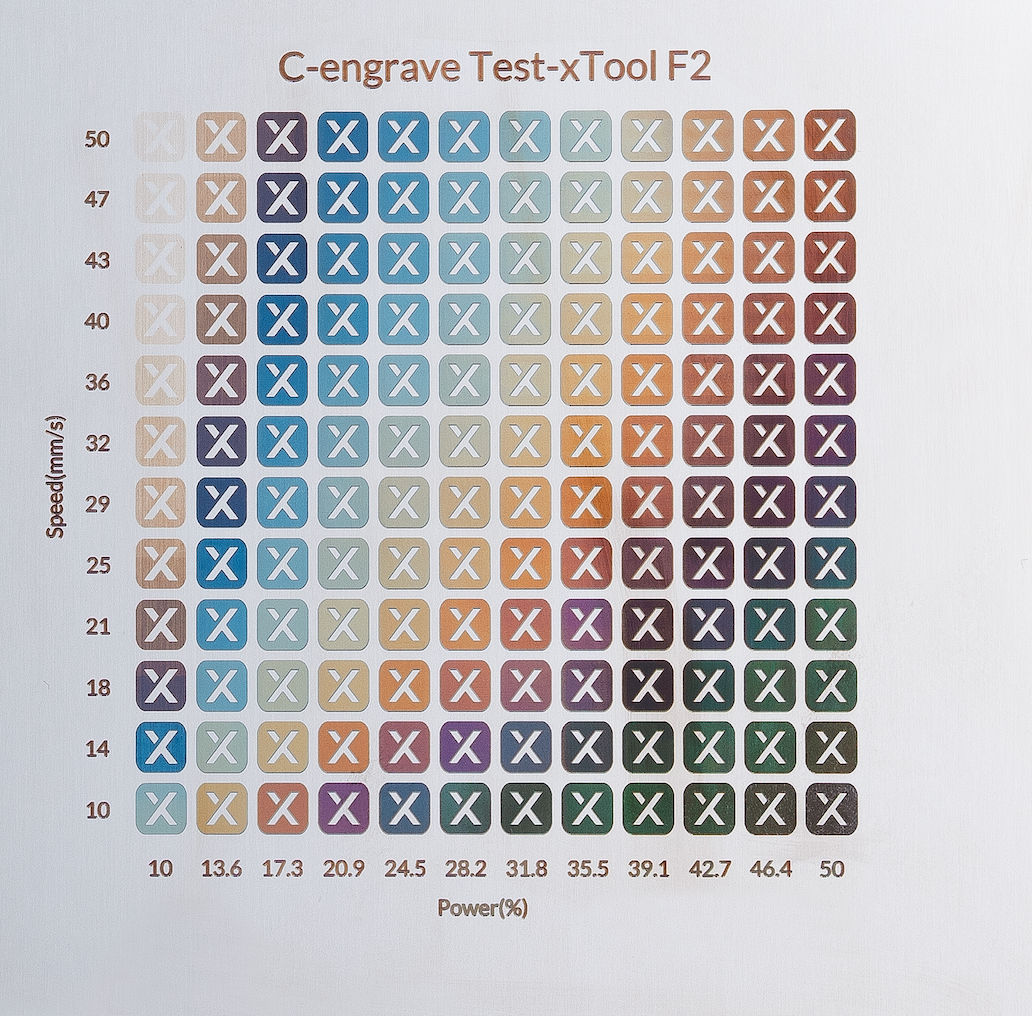 实际加工结果 |
¶ 测试步骤
下载材料阵列测试文件并在 xTool Studio 中打打开。
xTool F2(蓝光激光)材料阵列测试文件
xTool F2(红外激光)材料阵列测试文件
选用 304 不锈钢(SUS304),在 xTool Studio 中完成对焦及必要设置后进行加工。
为获得最佳效果,请将待雕刻物体置于底板中心 60×60mm 区域內。
- 加工完成后评估效果:
- 若满意某一色块效果,记录该格对应速度与功率参数。
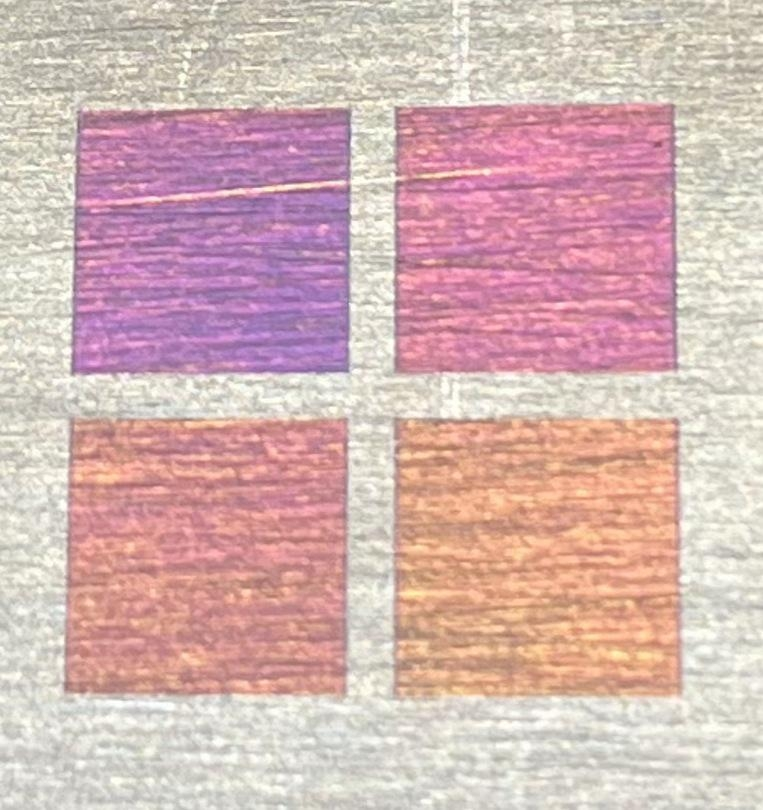
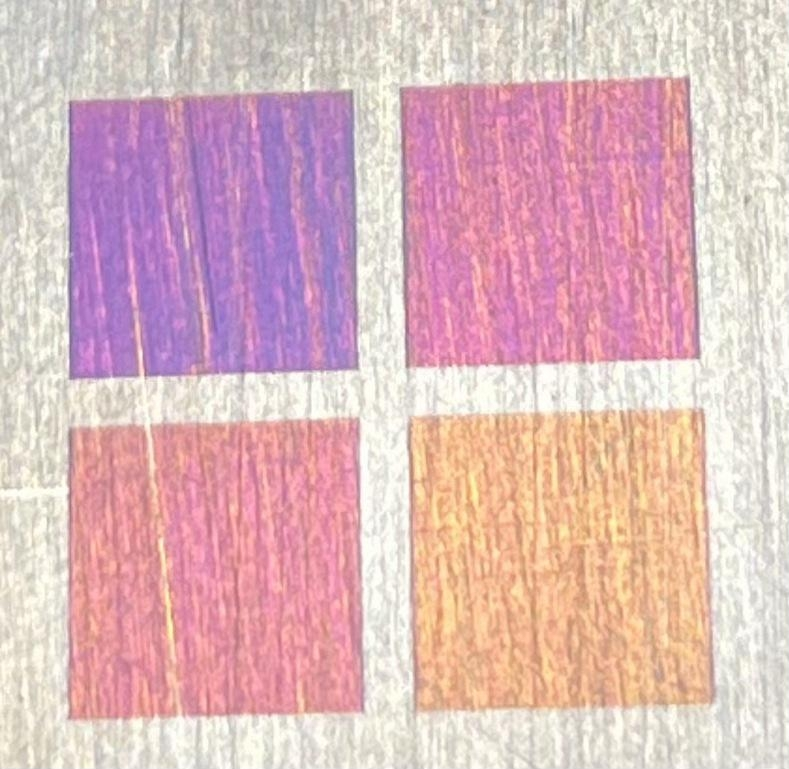
- 若需优化色彩,找到目标颜色及对应参数后,以 ±1% 功率、±2mm/s 速度的梯度创建双向渐变测试阵列。
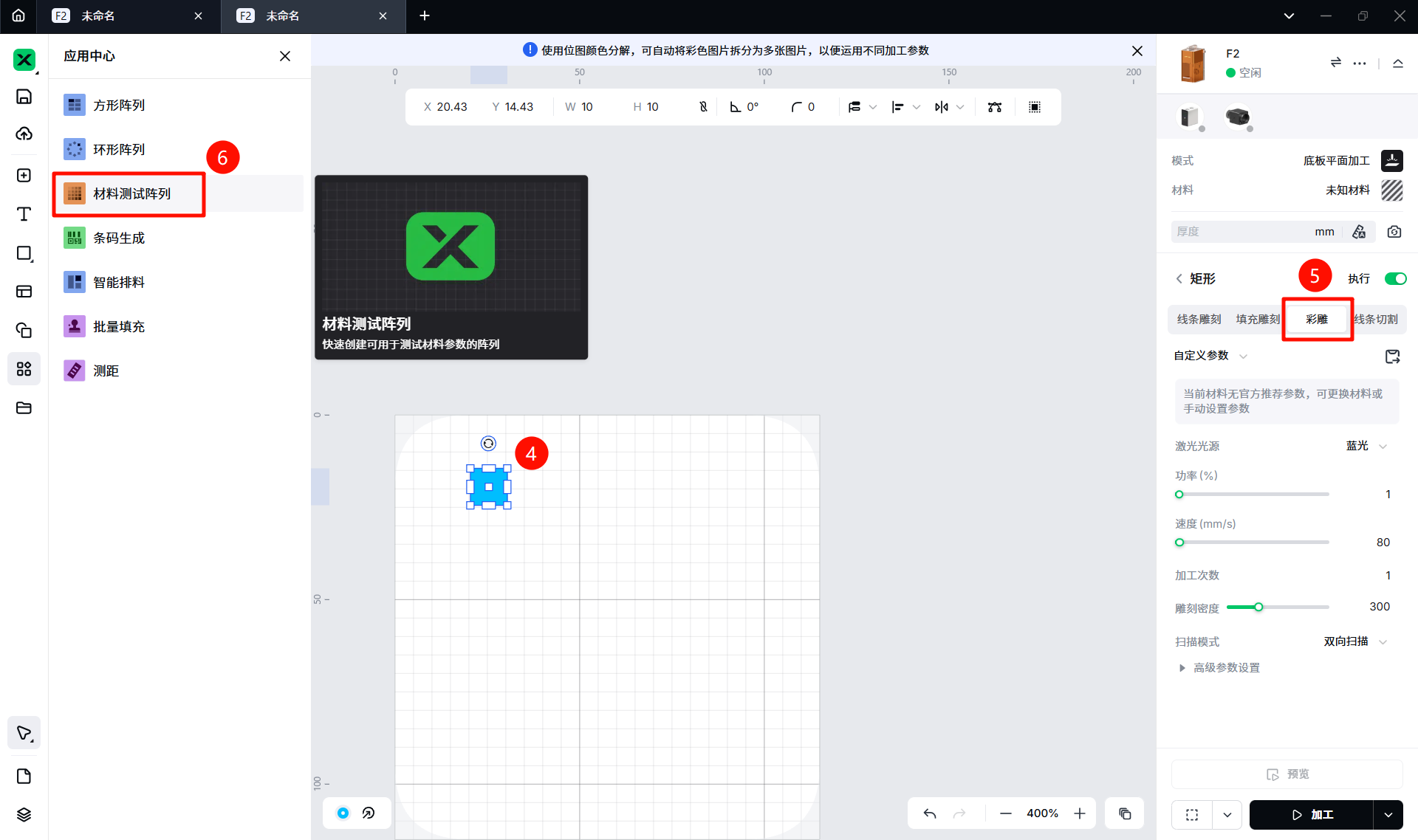
¶ 创建个性化参数设置
- 根据前述测试结果创建测试阵列。
需使用「材料测试阵列」功能创建,以便后续保存设置。
阵列规格要求:
- 最小单一阵列尺寸:10×10mm
- 建议最大行列数:≤12
- 行列间距:≥1mm
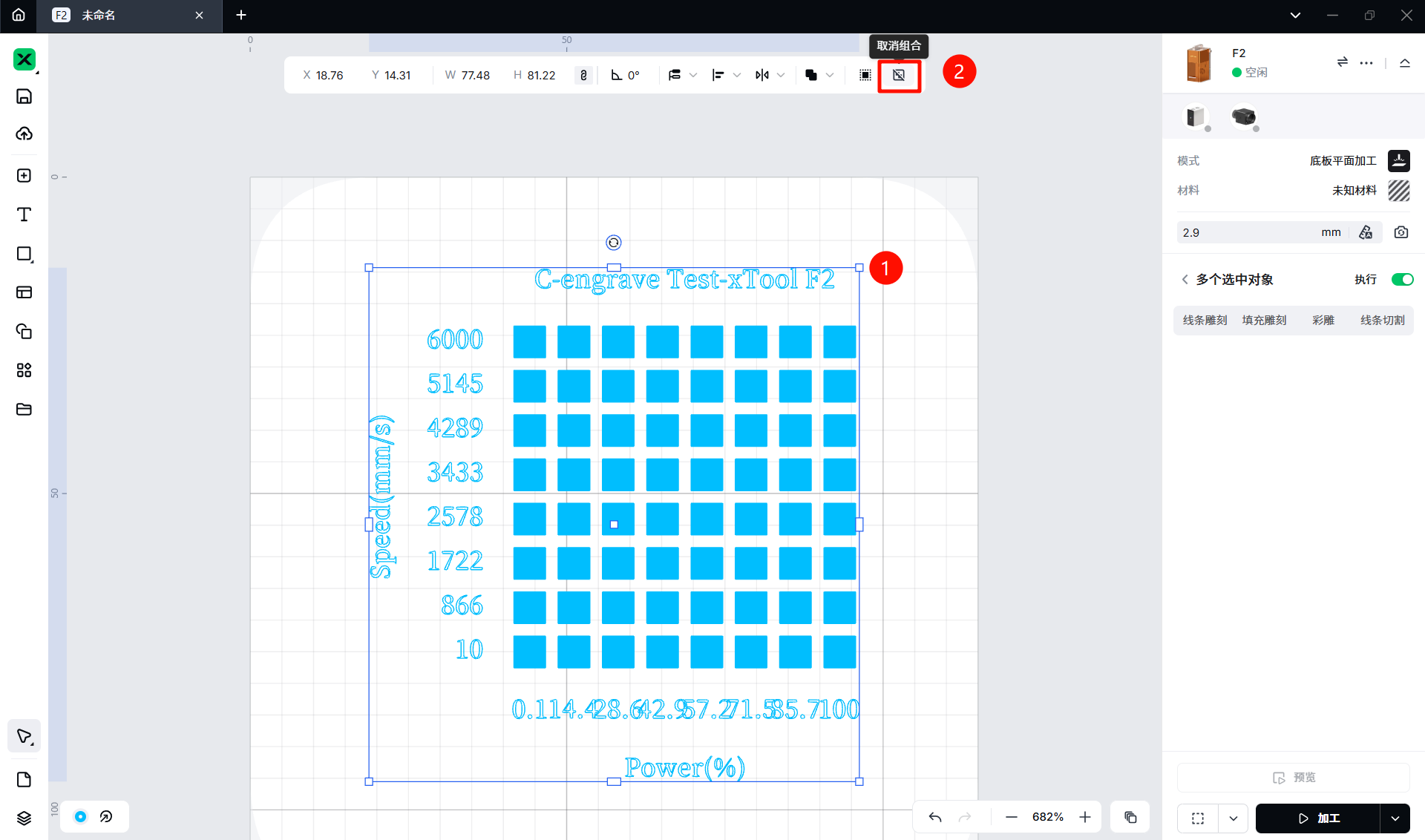
选中阵列,点击上方的取消组合图标,解散材料测试阵列。
点击目标颜色网格,查看并保存相应的参数设置。
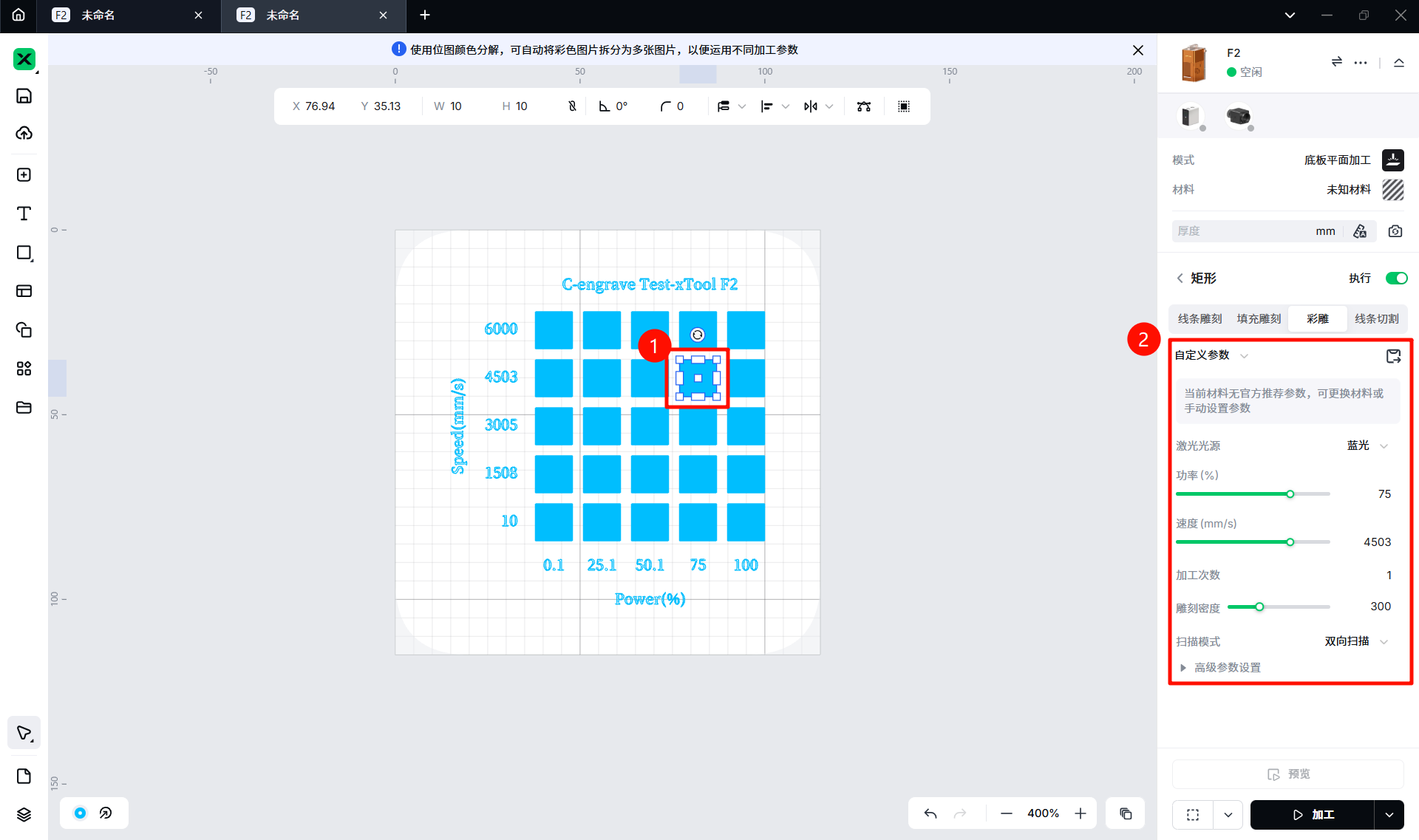
保存单个设置可以加快彩雕的配置过程,但对于高精度要求,您可能需要根据实际情況进行微調。
¶ 添加新参数设置方案至 xTool Studio
¶ 彩雕步驟
参照用戶指南準備設備並放置待加工材料。
将 xTool F2 连接至 xTool Studio,并完成调焦操作。
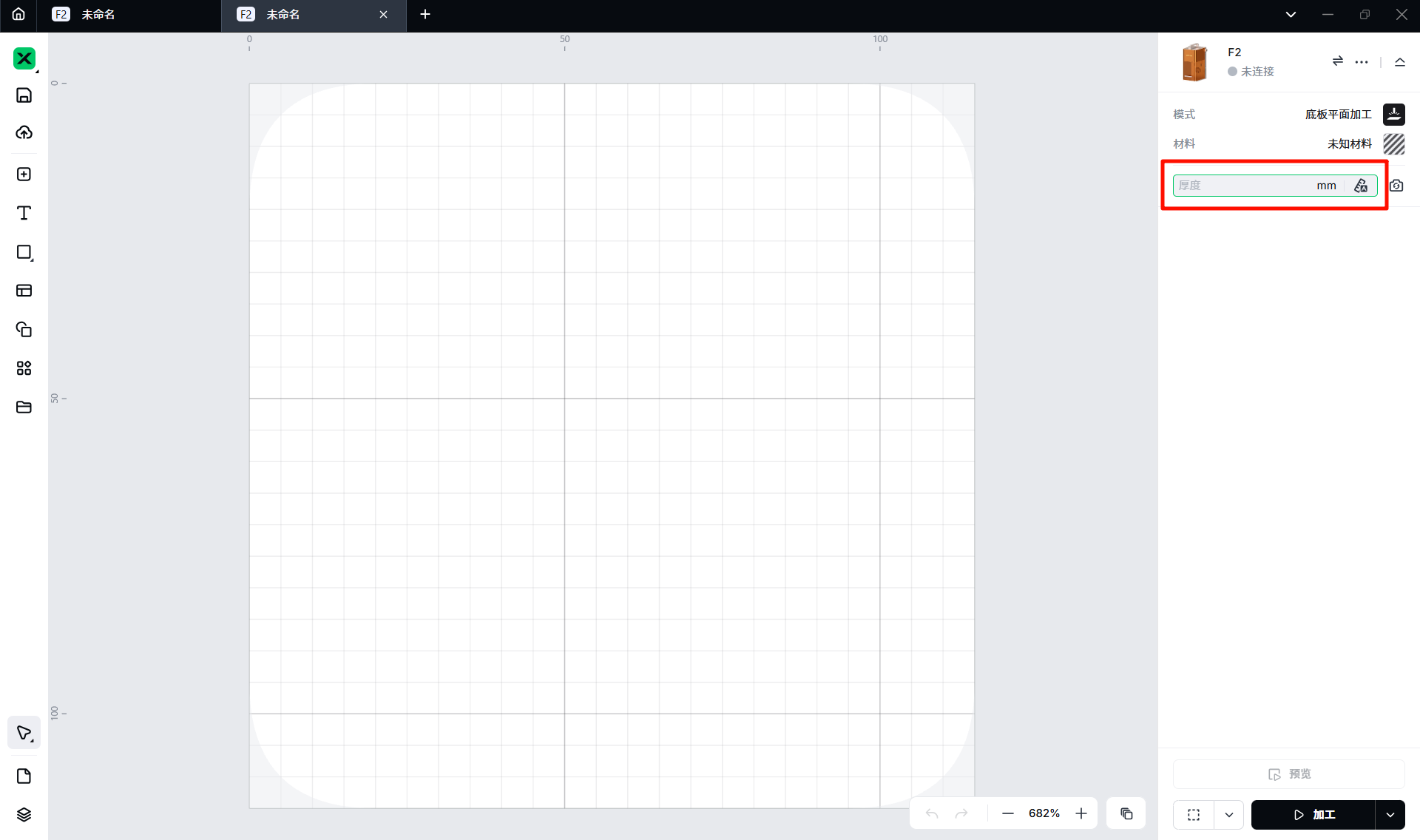
手动测量材料厚度并输入数据。
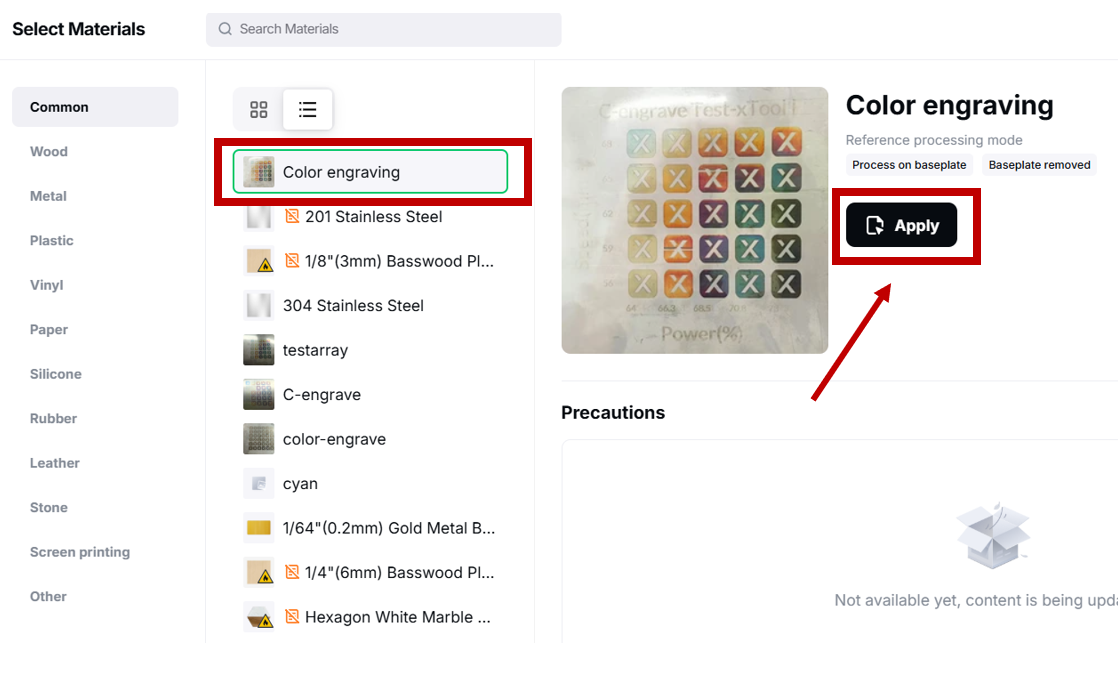
点击“未知材料”,选择已添加的目标参数设置方案(见添加新参数设置方案至 xTool Stuido)。
创建/导入矢量填充图像或位图对象。
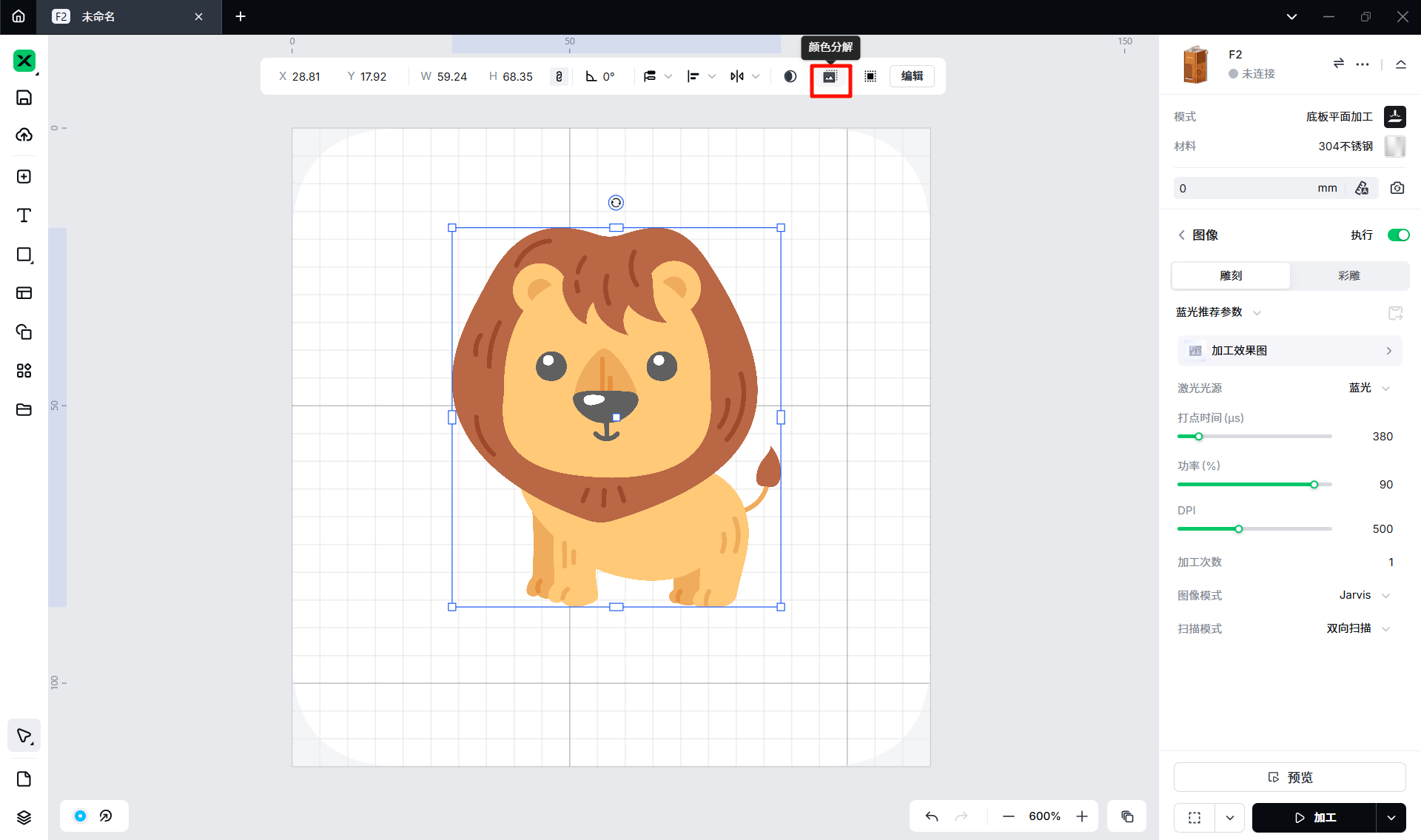
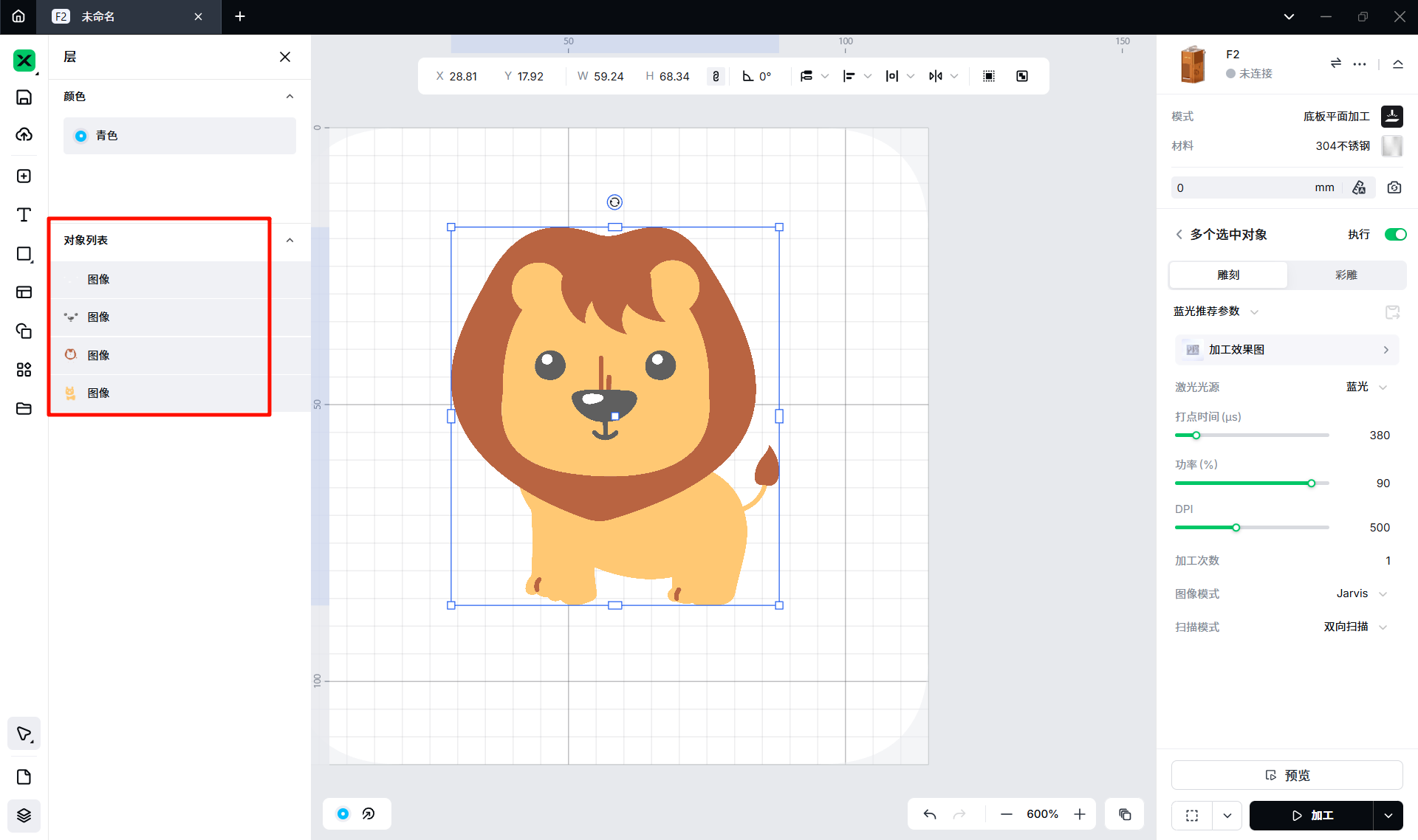
如果对象是图像,单机对象,在工具欄上点击“颜色分解”。
注意:
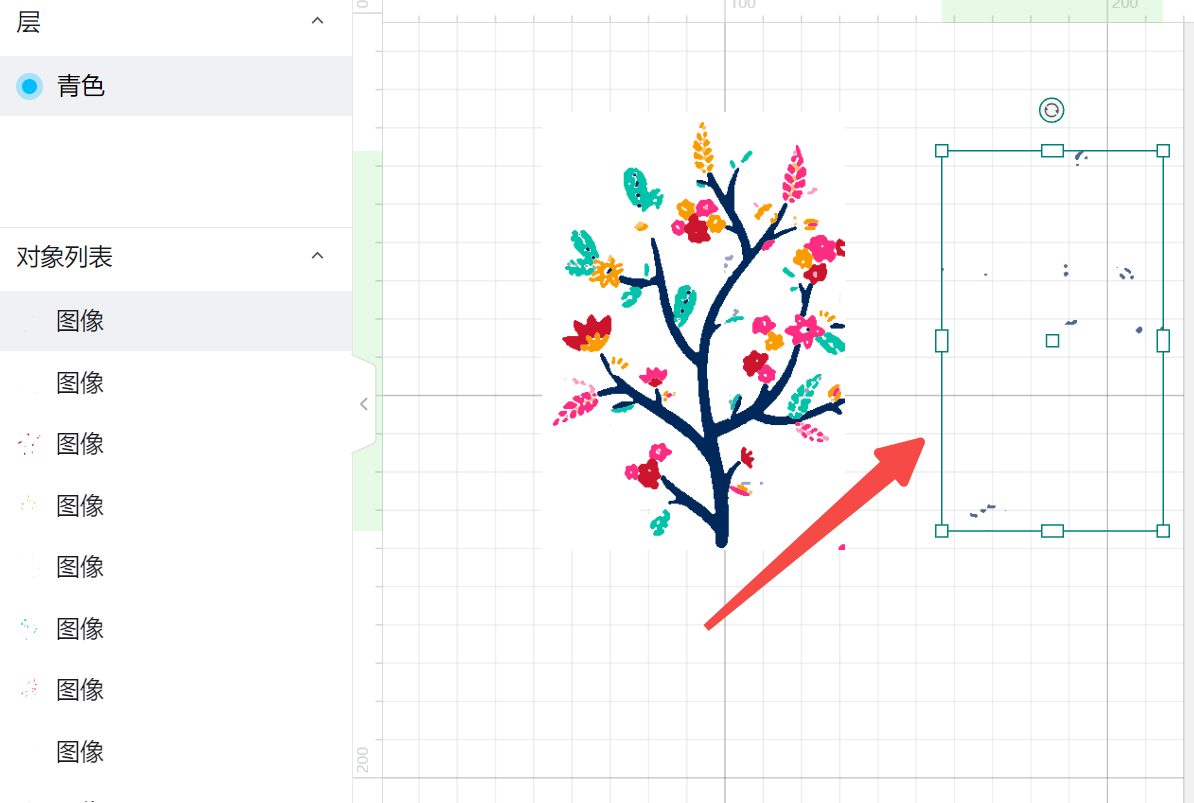
如果您希望在材料上雕刻位图图像,请确保图像符合以下要求:
1.实心色块
2.无渐变、过渡色或小色块像素
参见示例:
小色块(像素较少)可以刪除——细微像素点不会明显图像最终作品。


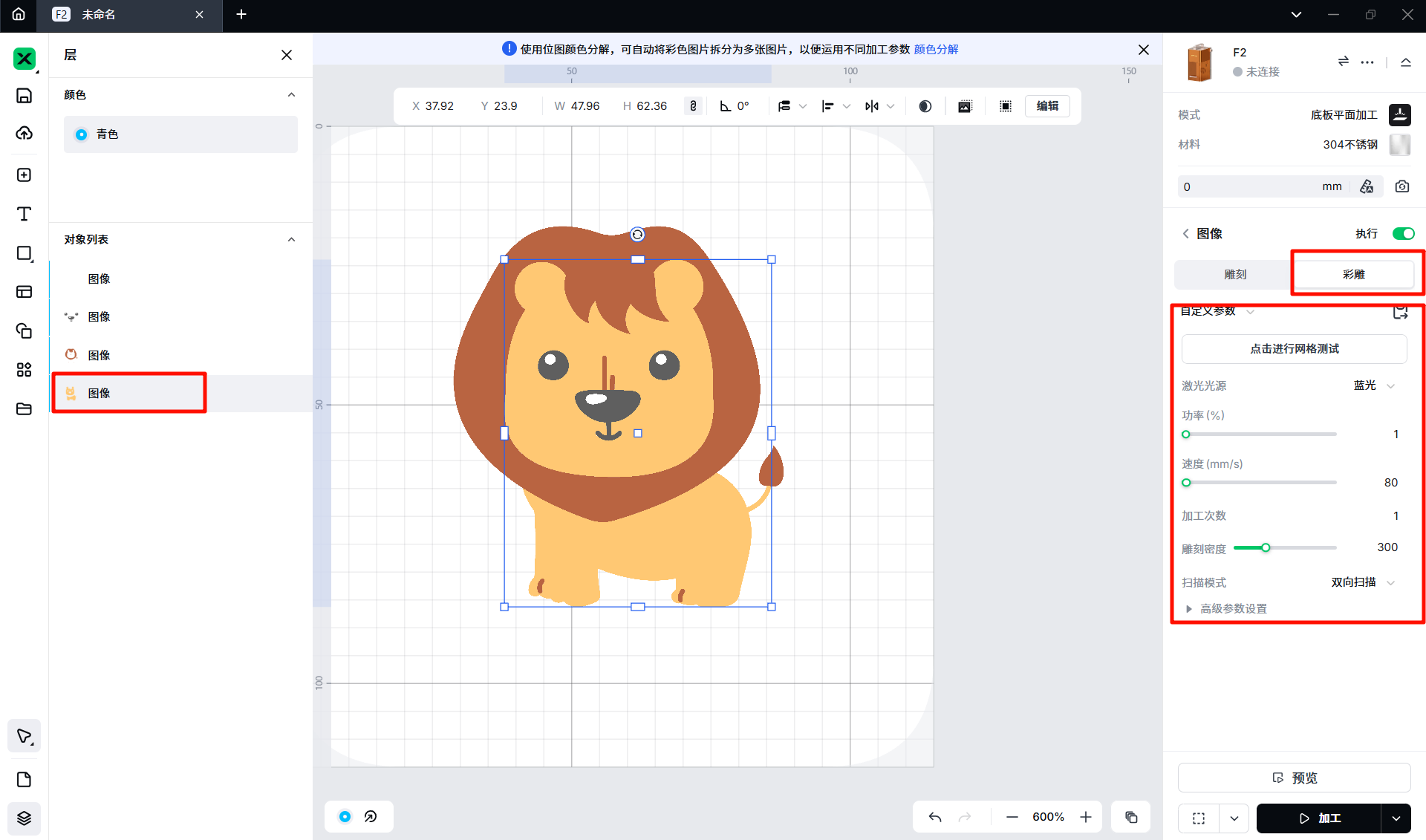
点击对象部分,选择右侧面板中的彩雕功能,并配置加工設置。
重复上述步驟,直到对象的所有部分完成正确设置。
开始加工您的材料。
¶ 重要注意事項
¶ 加工範圍
- 本教程主要介紹 IR 激光彩雕在 304 不锈钢上的应用。
- 所述方法可延伸应用与其他金屬(如黃銅、钛)的彩雕探索。
¶ 關鍵影響因素
即使参数设置完全相同,因材料成分波动、环境湿度或温度变化导致的氧化层成分与厚度差异,仍可能引起色彩不一致。
¶ 探索更多顏色
304 不锈钢彩色雕刻的色彩一致性對以下因素高度敏感:
- 设备性能差异
- 环境温湿度波动
- 材料表面状态与均一性
为获得更好的顏色效果,本文阐述 304 不锈钢紅外光彩色雕刻的颜色规律,为实际效果偏离目标时提供参数调整指引。
¶ 彩雕色譜規則
隨著激光能量的增加,顏色依次变化为:
浅黄 → 黄 → 橙 → 粉 → 紫 → 蓝紫 → 蓝 → 青 → 绿 → 棕 → 黑

¶ 參數調整規則
 无光照下呈现黑色 |
 光照下呈现彩色 |
功率:每增減 1% 对应一個色相变化(遵循色谱规律)
速度:每增減 5mm/s 对应一个色相变化
¶ 表面处理效果规则
不同表面处理方式会影响不锈钢的光線反射,導致相同參數下彩雕效果产生差异。
¶ 304不锈钢的表面处理类型
 普通面 |
 拉丝面 |
 抛光面 |
 镜面 |
在不同304不鏽鋼表面上的顏色雕刻結果:
 普通面 |
 拉丝面(横向) |
 拉丝面(纵向) |
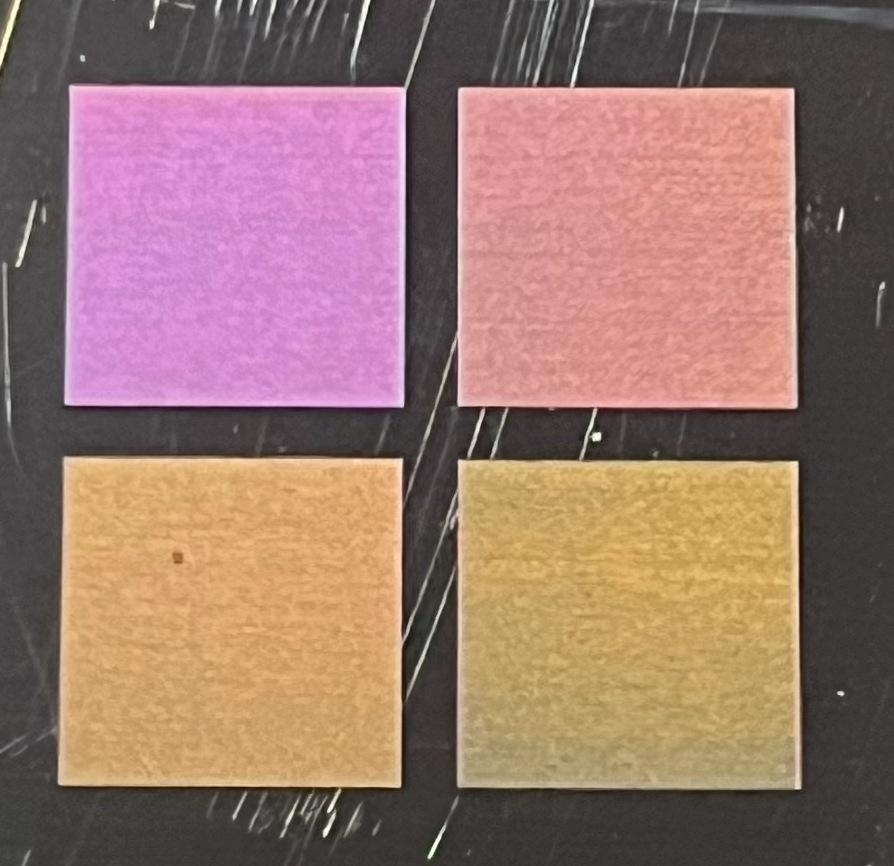 抛光面 |
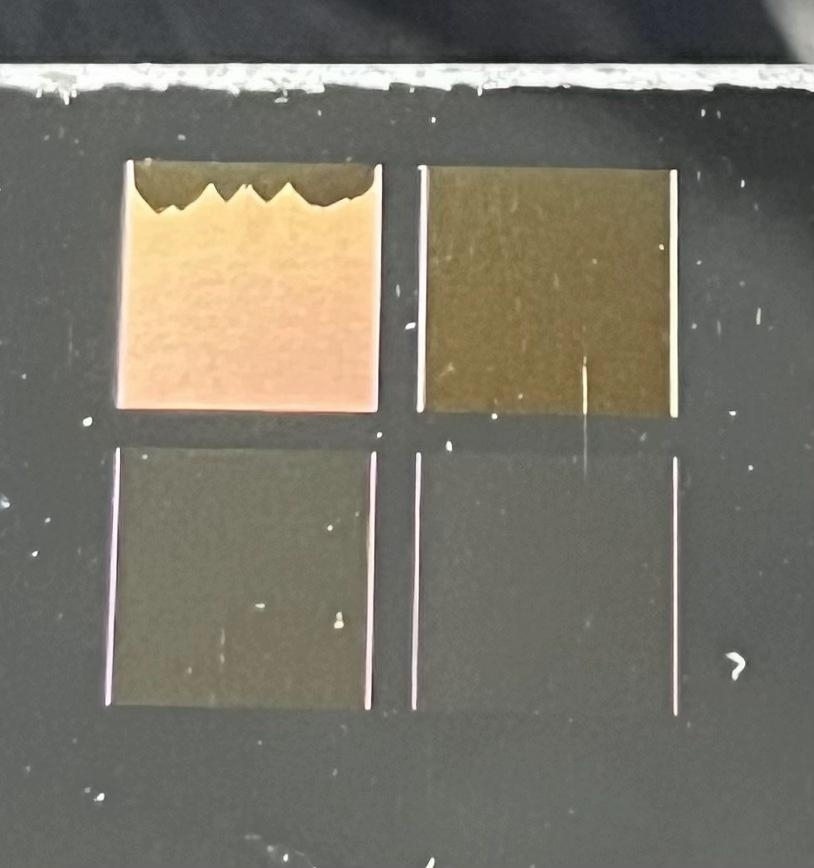 镜面 |
¶ 具體規則
- 普通面 & 拉丝面:彩雕效果差异较小。
- 拋光面 & 镜面:在相同参数下,测试矩阵左側的顏色与普通面雕刻效果相同。
 普通面 |
 镜面 |
鏡面材料加工风险
高反射性镜面极易对激光设备造成不可逆损伤,特別是在加工过程中。特別注意:
1、禁止将镜面材料置于中心区域加工
2、使用尽可能低的功率设置(通常<60%)
鏡面效果可通过机械或化学拋光获得,上文所述镜面采用机械拋光技术。
如果是使用化学拋光的不锈钢鏡面,金属成分可能改变,进而影响雕刻效果。