¶ 1.S1除旋转附件外的所有配件(智能气泵,空气净化器,灭火配件),禁止在S1机器开机的时候进行拔插(禁止热拔插),否则可能会对机器的主板造成损坏!!!
¶ 2.当前对机器第一次升级固件升级,要使用USB连接,不要使用Wi-Fi!!!
¶ 一、激光头安装异常可能会出现什么问题
本文适用于:S1所有型号
当你在使用机器前,请确保激光头被正确的安装和固定,如果安装和固定出现异常,会导致机器在实际加工使用中出现异常状况。本文将新向您介绍激光头安装注意检查点,以及安装异常时,可能导致出现的情况。
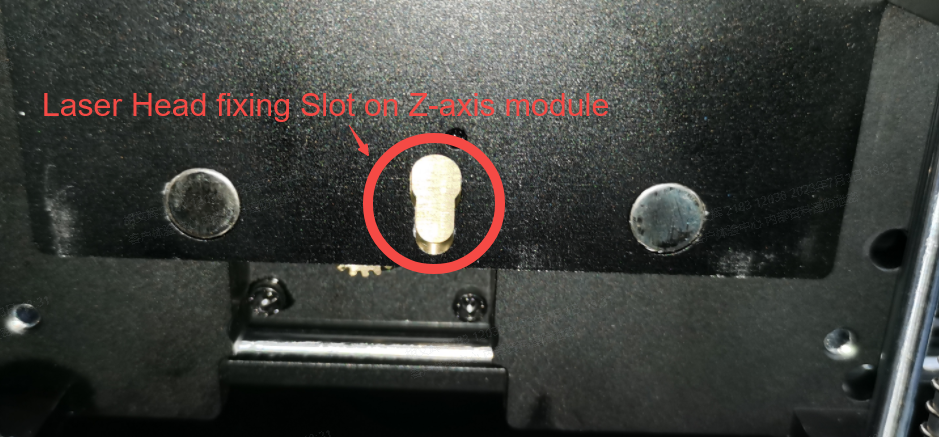
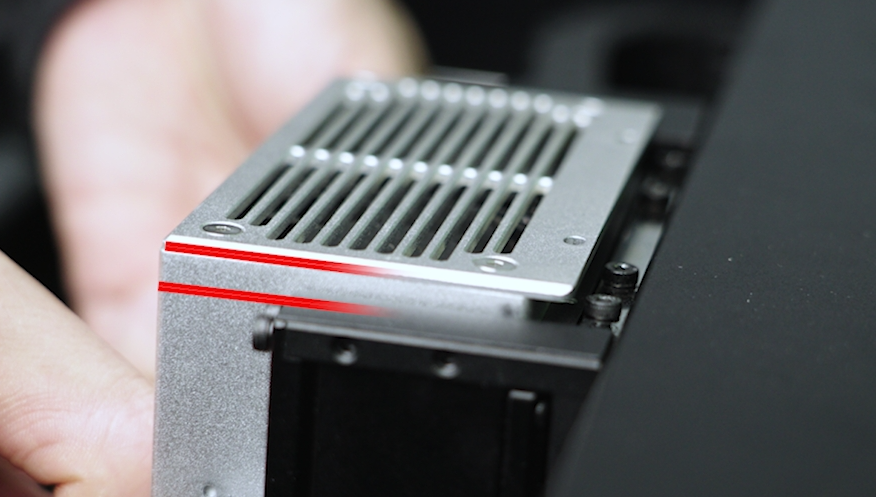
¶ 检查点一:激光头卡扣
在安装激光头时,请注意将激光头的凸起结构卡进Z轴底板的卡槽中。

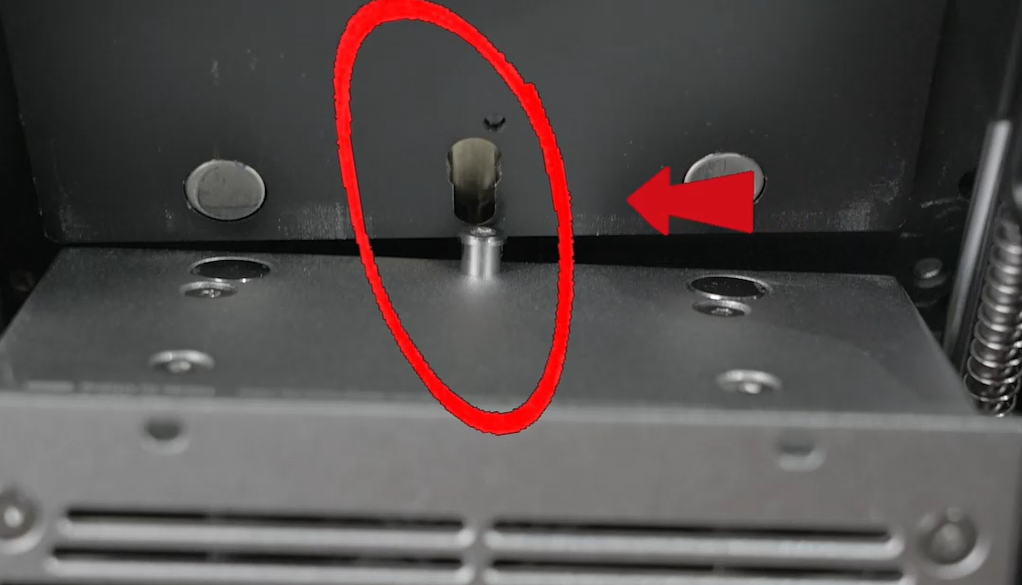
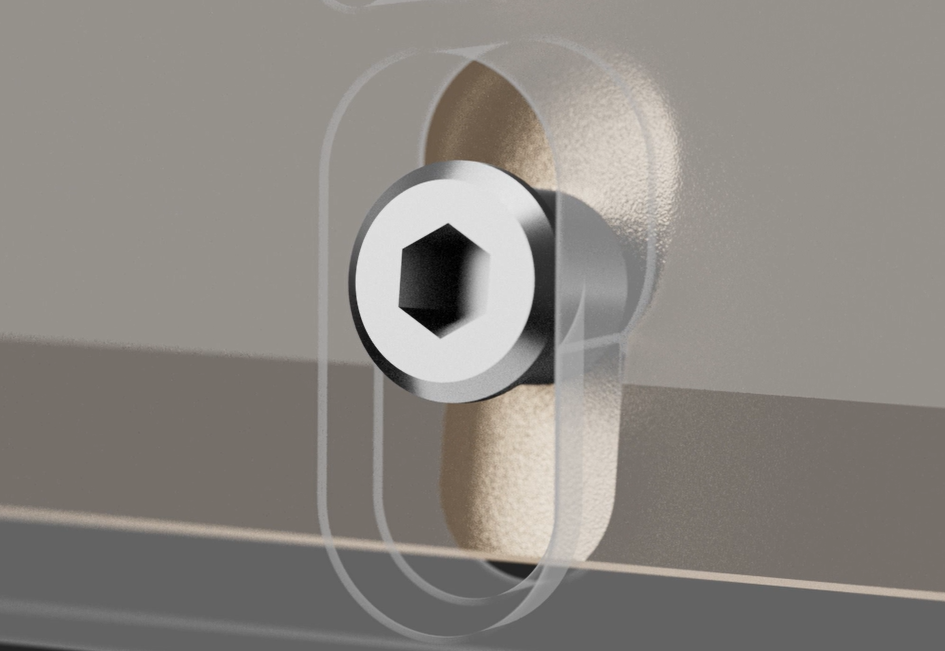
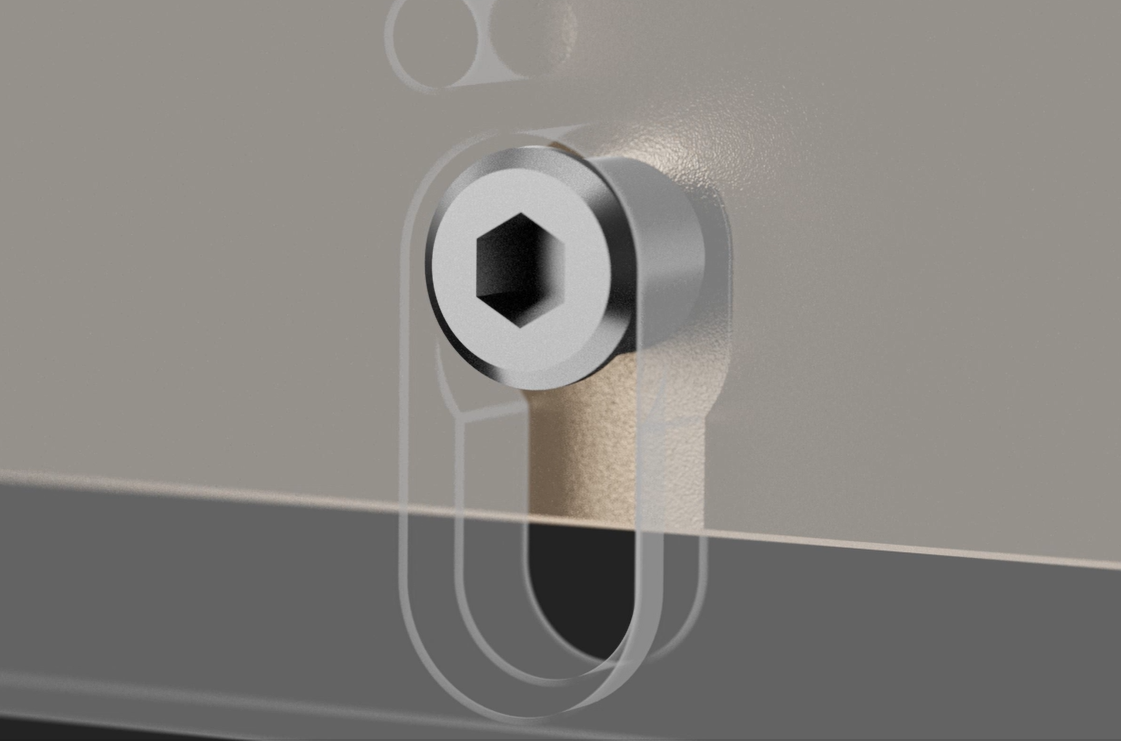
¶ 检查点二:激光头固定螺丝
需要确保激光头的固定螺丝垂直安装,避免固定螺丝倾斜安装


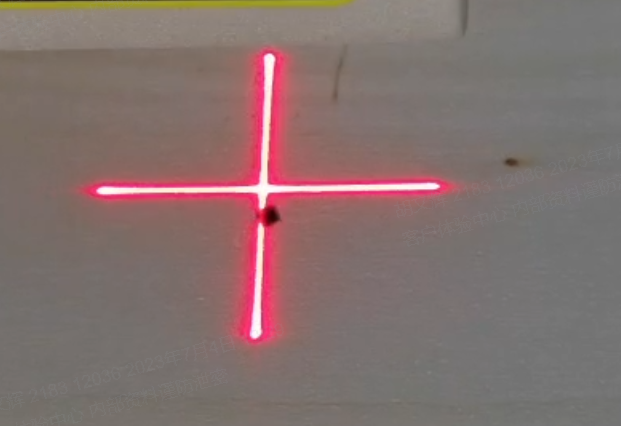
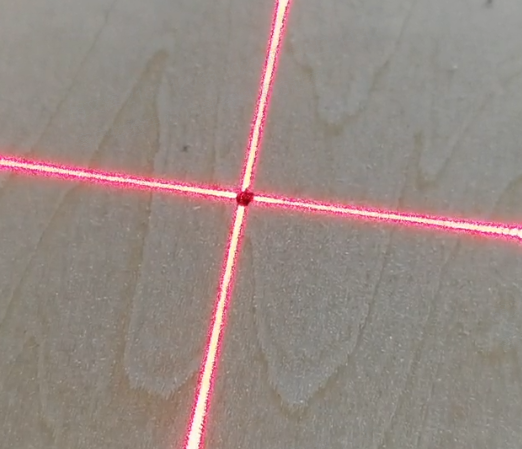
¶ 可能异常一:激光头红十字点下探位置偏移
正常情况下,在走边框时候,激光头会先进行下探,下探中红十字中心点偏移的距离小于0.5mm。当激光头的安装出现异常,可能会出现下探前后位置,红十字准星点出现偏移更加严重的现象。
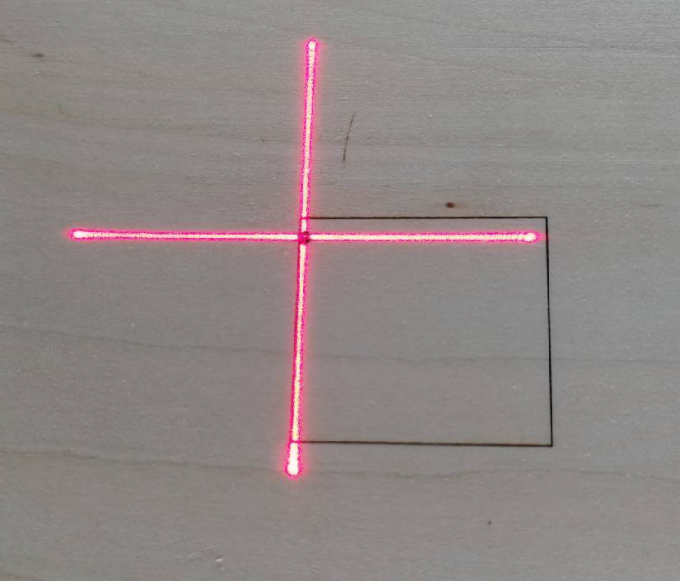
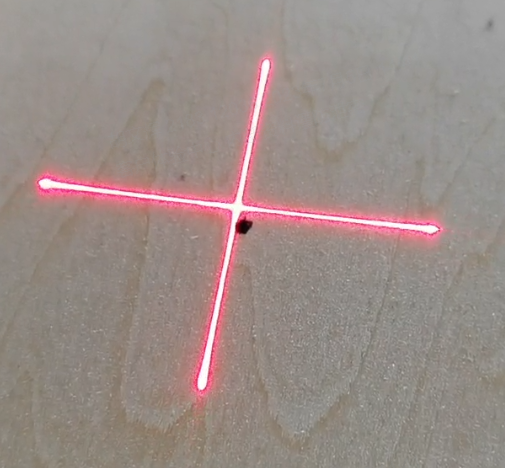
¶ 可能异常二:红十字定位点和加工起始点偏移
正常情况下,加工起始点会和红十字定位点完全保持一致,当激光头的安装出现异常,可能会出现红十字定位点和加工起始点出现偏移的现象。(正方形是红十字定位走边框后的雕刻效果)
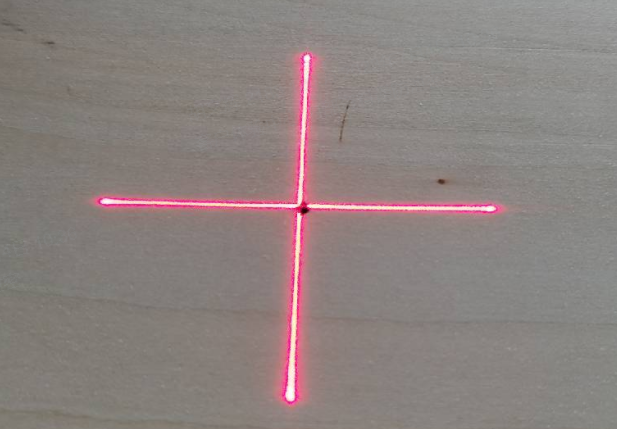
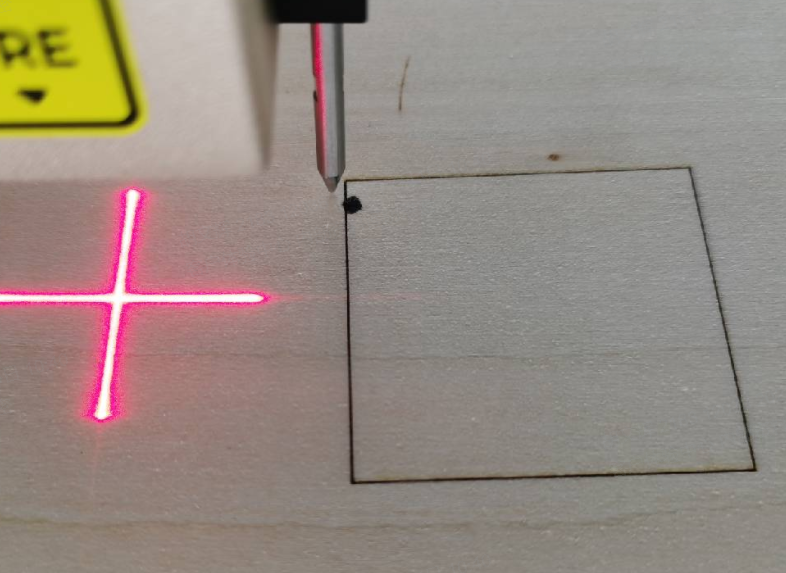
¶ 可能异常三:红十字定位点和距离传感器探测点偏移
如下图所示,木板上的黑点是红十字标记的位置。正常情况下,距离传感器下探的位置和红十字点完全保持一致。当激光头安装出现异常,可能会出现距离传感器下探位置和红十字光标偏移的现象。
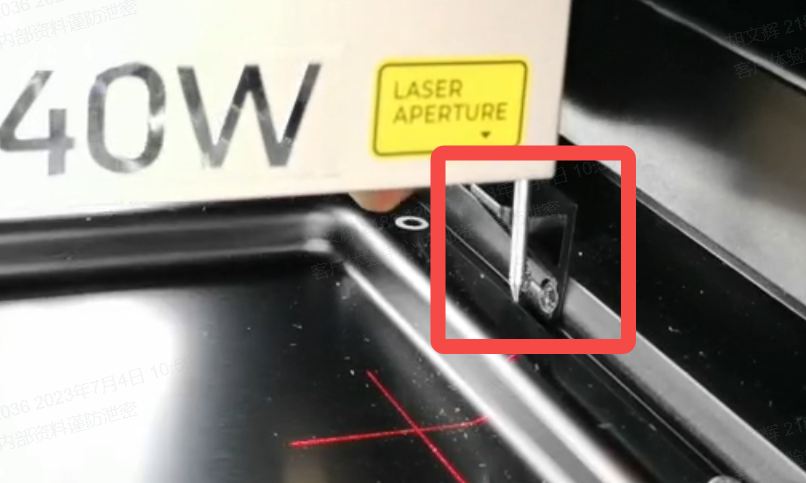
¶ 可能异常四:距离传感器探针无法手动复位
正常情况下,距离传感器的探针被触发后,可以手动将探针复位。当激光头的安装出现异常,会无法将探针进行手动复位。

¶ 可能异常五:距离传感器探针无法自动复位
正常情况下,距离传感器的探针被触发后,如果点击走边框或者自动测焦功能,XCS会检测到探针没有复位,点击Reset it后,激光头会自动移动到右上角的复位台,然后下探将探针复位。
如果激光头安装异常,探针无法接触到复位台上,最终距离传感器会被碰撞脱落。
如果您在使用中有任何疑问,请联系Xtool售后团队。
¶ 二、XCS提示“距离传感器异常”应该怎么办?
本文使用于: S1所有型号
如果你在使用S1,在使用过程中可能会出现“距离检测传感器异常”的提示。Distance sensor exceptions的错误提示会对应不同的问题现象,可根据XCS软件中报错界面看到具体的问题现象,进行对应的排障。
在排障前,我们先介绍距离传感器探针正确的状态。
开机:开机前,您需要安装好距离传感器,并将其复位;开机后,激光头整体往Z轴向上运动,不会触发距离传感器探针。
进行自动测焦:测焦前,探针需处于复位状态;点击自动测焦,激光头会先整体Z轴向上移动并触发探针,再下探测焦;测焦结束,激光头回到右上角,下探接触复位台将探针复位。
走边框和加工前:探针需要处于复位状态。
 ** **
** **

¶ Error Code:M363 S0
在使用机器中,如果出现错误提示“测量异常,请检查距离传感器”,error code M363 S0
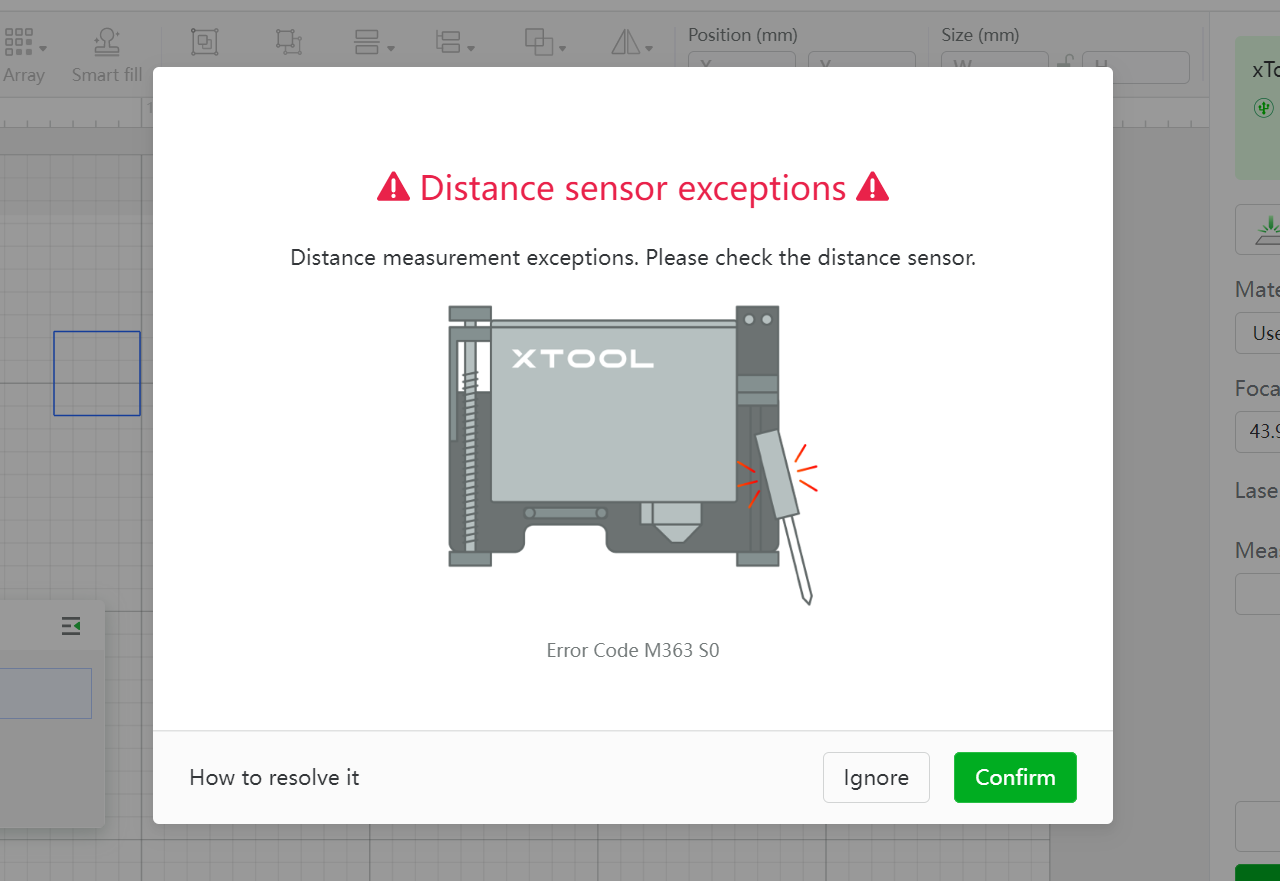
¶ 可能原因一:距离传感器脱落/未安装
当距离传感器没有安装,或者在加工中传感器突然脱落,XCS软件会出现上述提示。
请检查距离传感器是否正常安装在激光头上。
¶ 可能原因二:距离传感器安装异常
距离传感器通过磁吸的方式安装,当距离传感器没有正确安装到位,相关信号无法传递给机器。
请参考该视频确定距离传感器是否正确安装:https://www.bilibili.com/video/BV1MH4y167eD/?spm_id_from=333.999.0.0
¶ Error Code:M363 S1
在使用机器中,如果出现错误提示“测量异常,请检查距离传感器”,error code M363 S1
¶ 可能原因一:激光头连接线松动
如果出现了这个报错,您还可能同时遇见“激光头和主控通讯异常”的报错。请重新拔插激光头连接线,并检查激光头接口座子是否发生变形。
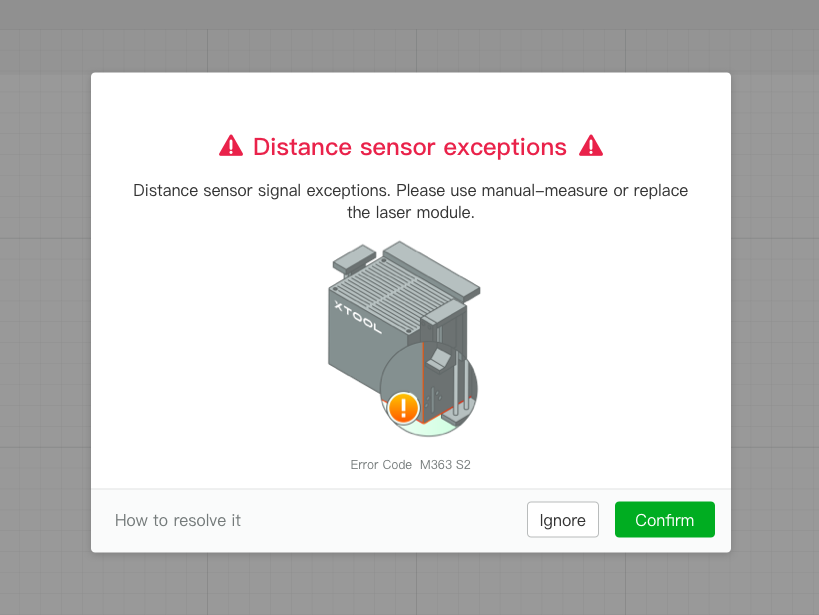
¶ Error Code: M363 S2
在使用机器中,如果出现错误提示“Distance sensor exceptions”,error code:M363 S2
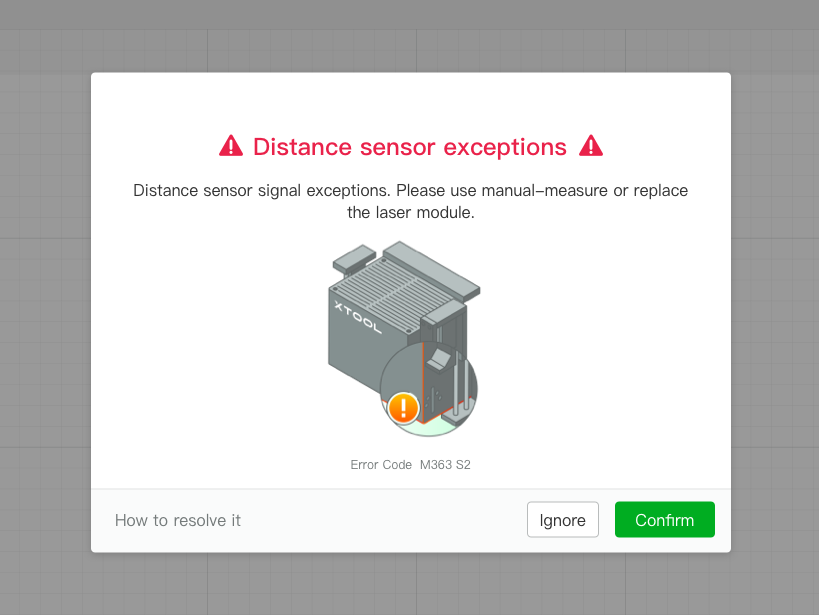
¶ 可能原因一:激光头距离信号传感器异常
这种情况一般是激光头侧边的距离传感器信号接受元器件出现异常,请联系售后团队更换新的激光头。
如果您在出现该报错时,如果需要继续使用机器,请按照下面的指引使用手动测量进行加工:四、如何进行手动测量
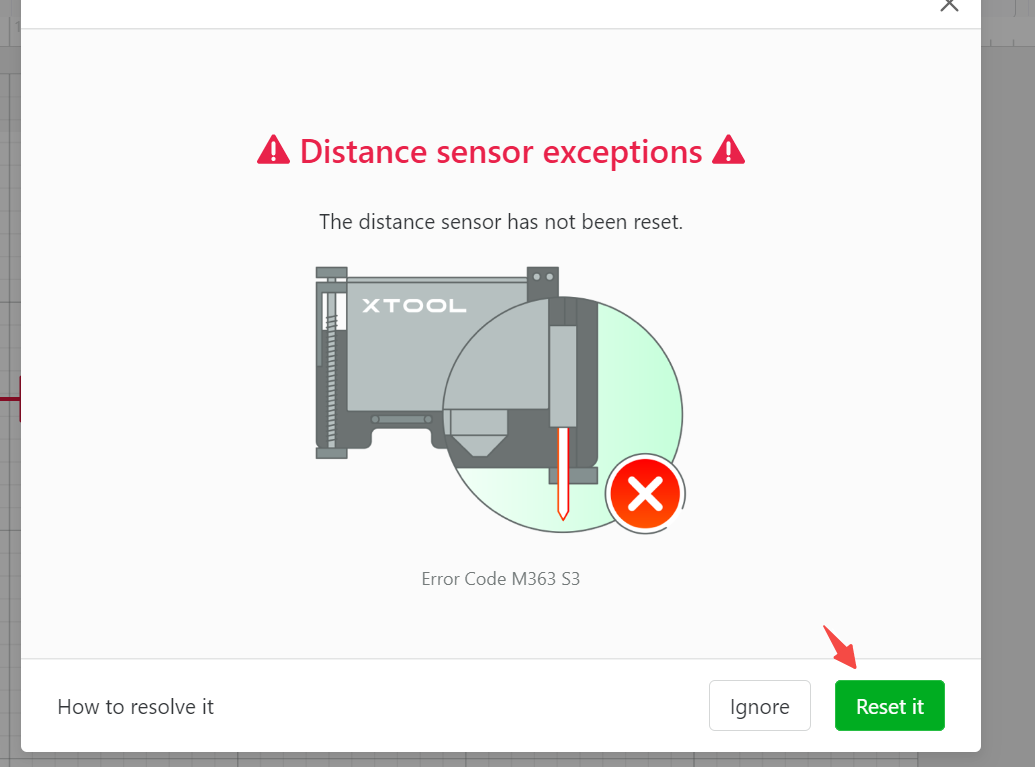
¶ Error Code:M363 S3
在使用机器中,如果出现错误提示“Distance sensor exceptions”,error code M363 S3
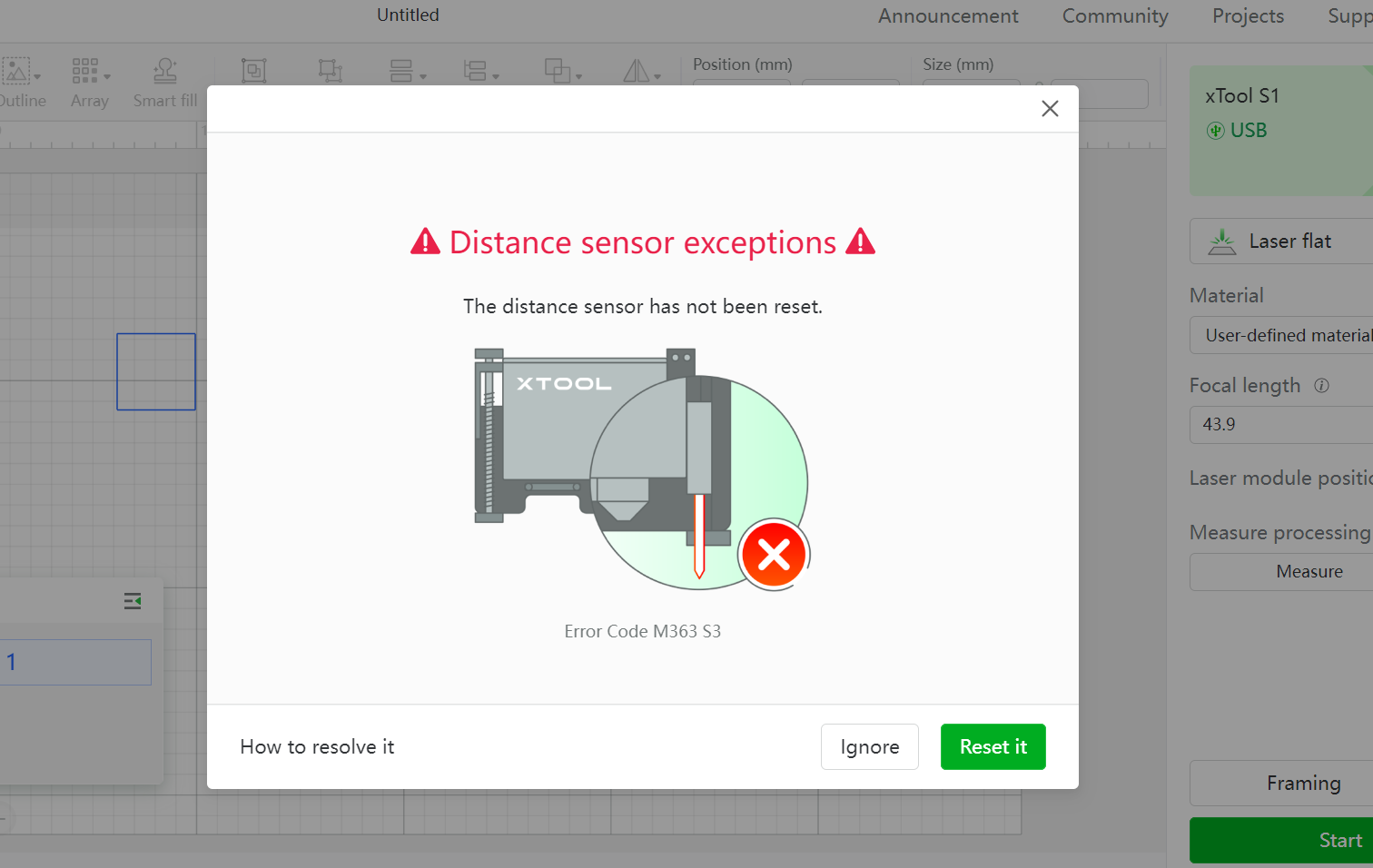
¶ 可能原因一:探针未复位


由于距离传感器没有正确复位,导致XCS软件出现该报错。您可以点击XCS软件上的“Reset it”按钮,激光模块会移动到右上方复位台进行自动复位;
或者您可以手动拨回探针,将距离传感器探针复位。

¶ Error Code: M363 S4
在使用机器中,如果出现错误提示“Distance sensor exceptions”,error code M363 S4
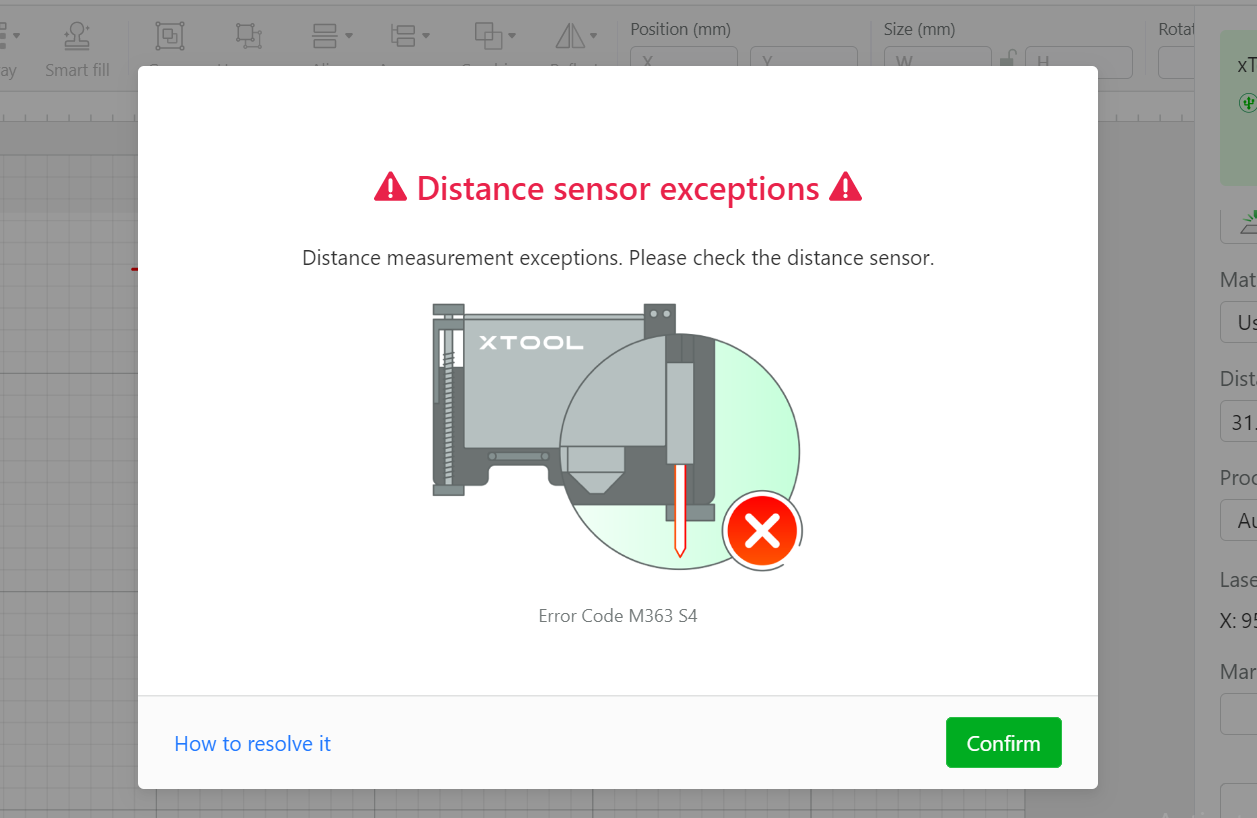
¶ 可能原因一:材料放置过低
距离传感器的检测高度有一定的距离,具体可参考:
| 设备与配件组合 | 可加工材料厚度(H) |
| xTool S1 | 0 mm < H ≤ 42 mm |
| xTool S1 + 刀条 | 0 mm < H ≤ 34 mm |
| xTool S1 + 蜂窝板 | 0 mm < H ≤ 15 mm |
| xTool S1 + 扩展底座 | 70 mm ≤ H ≤ 125 mm |
| xTool S1 + 扩展底座 + 蜂窝板 | 0 mm < H ≤ 99 mm |
| xTool S1 + 扩展底座(支持送料版) | 15.5 mm ≤ H ≤ 133.5 mm |
| xTool S1 + 扩展底座(支持送料版) + 蜂窝板 | 0 mm < H ≤ 106.5 mm |
例如,假设您的机器使用了增高台,但是加工的材料是3mm椴木板,该材料的厚度不符合官方要求高度,激光头在下探测焦时就会出现报错。
请确保您要加工的材料符合官方高度范围,同时可以更换不同高度的材料进行测试。
¶ Error Code:M363 S5
在使用机器中,如果出现错误提示“Distance sensor exceptions”,error code M363 S5
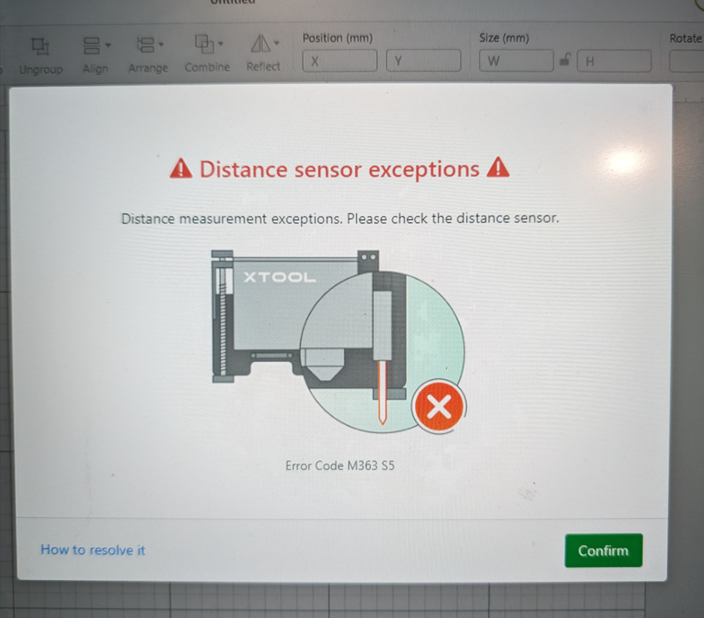
¶ 可能原因一:材料放置高度过高
距离传感器的检测高度有一定的距离,具体可参考:
| 设备与配件组合 | 可加工材料厚度(H) |
| xTool S1 | 0 mm < H ≤ 42 mm |
| xTool S1 + 刀条 | 0 mm < H ≤ 34 mm |
| xTool S1 + 蜂窝板 | 0 mm < H ≤ 15 mm |
| xTool S1 + 扩展底座 | 70 mm ≤ H ≤ 125 mm |
| xTool S1 + 扩展底座 + 蜂窝板 | 0 mm < H ≤ 99 mm |
| xTool S1 + 扩展底座(支持送料版) | 15.5 mm ≤ H ≤ 133.5 mm |
| xTool S1 + 扩展底座(支持送料版) + 蜂窝板 | 0 mm < H ≤ 106.5 mm |
例如,假设您的机器使用了增高台,但是加工的材料的高度是130mm的椴木板,该材料的厚度不符合官方要求高度,激光头在下探测焦时就会出现报错。
请确保您要加工的材料符合官方高度范围,同时可以更换不同高度的材料进行测试。
¶ 可能原因二:Z轴内部出现卡顿
请检查机器的Z轴背部是否出现异物,导致电机在复位时出现卡顿。由于Z轴内部具有磁性,一般容易将外部的金属吸附在Z轴内部。

如果您有任何疑问,可以联系Xtool售后团队。
¶ 三、XCS软件提示底板/增高台安装异常应该怎么办?
本文适用于:S1所有型号
如果你在使用S1,在使用过程中如果出现“底板或增高台异常”的提示,同时机器的环形灯出现黄色闪烁的状态,且会出现报警。如果遇到这个情况,请按照本文进行排查。
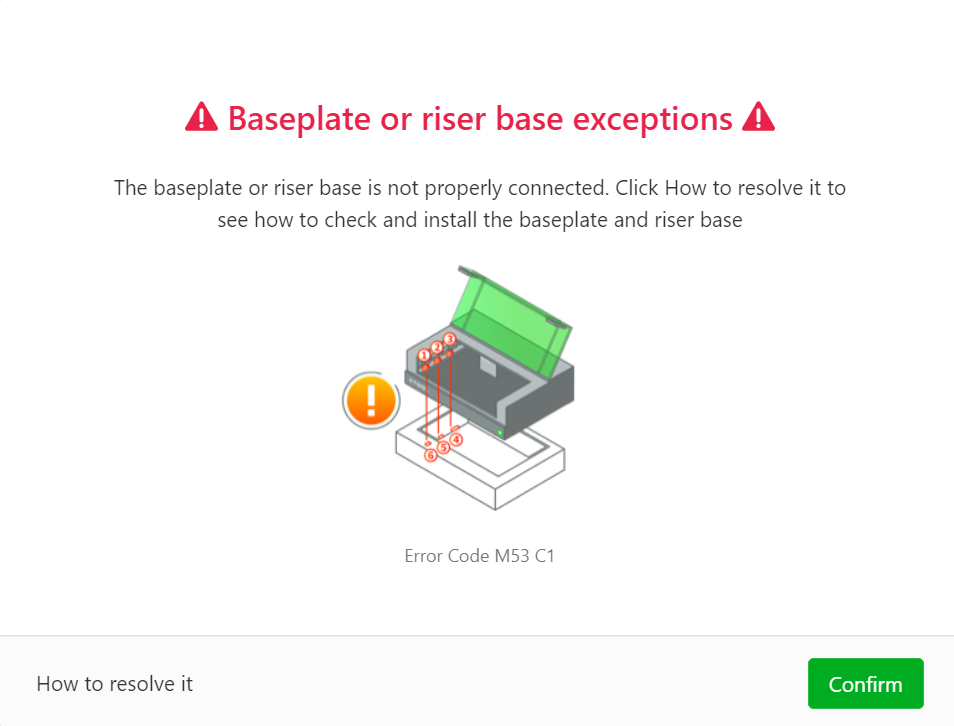
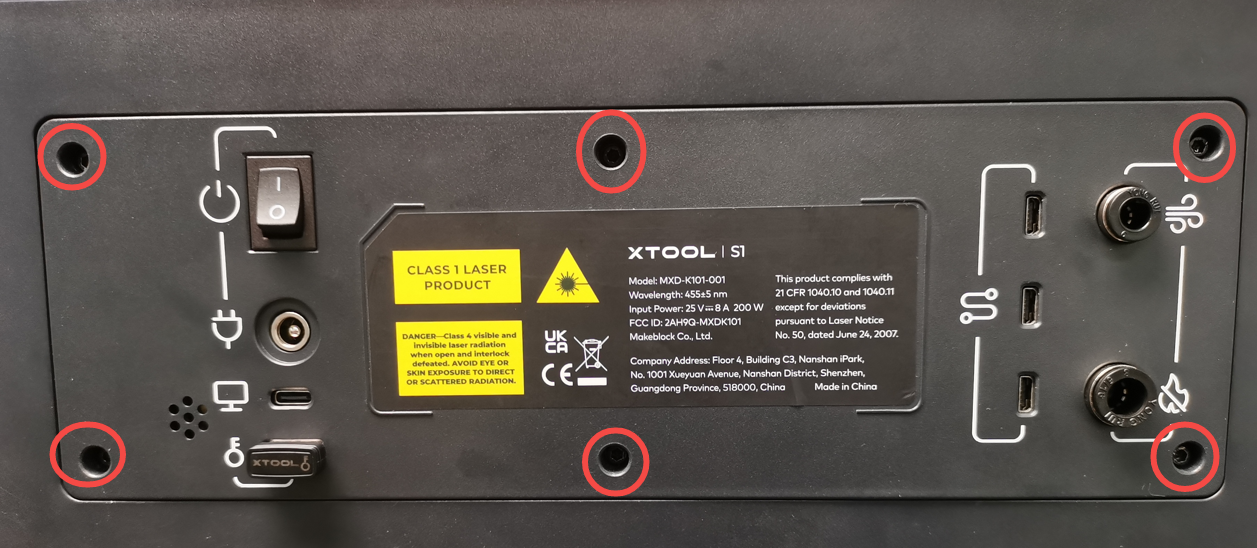
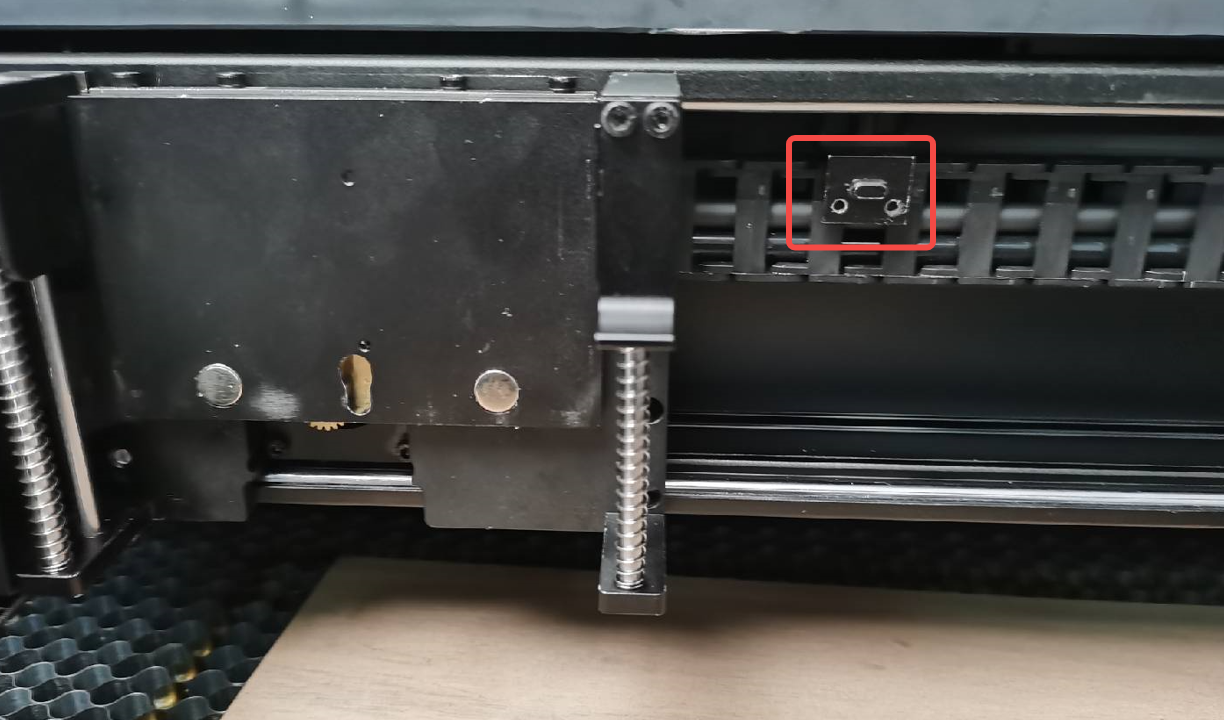
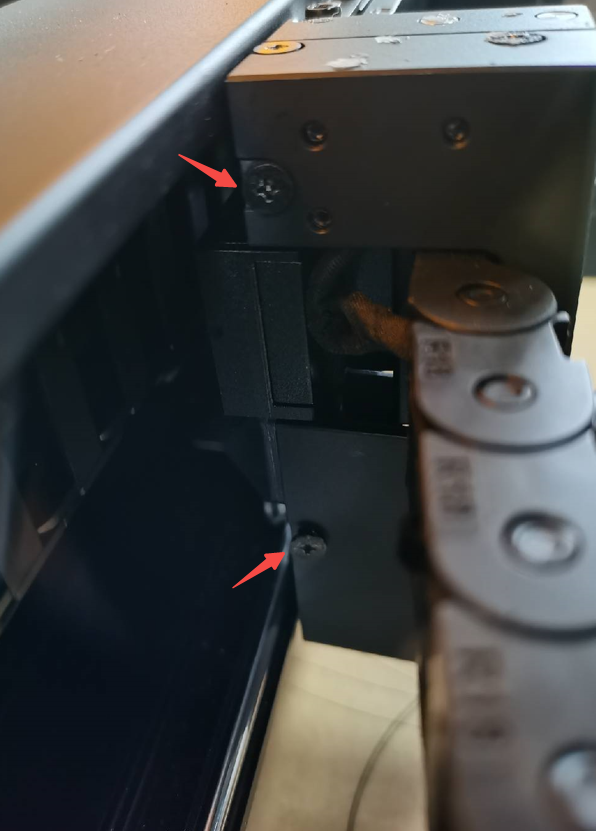
出现这种情况,可能是和机器底板或者增高台(如果安装了增高台)的固定螺丝安装异常有关。
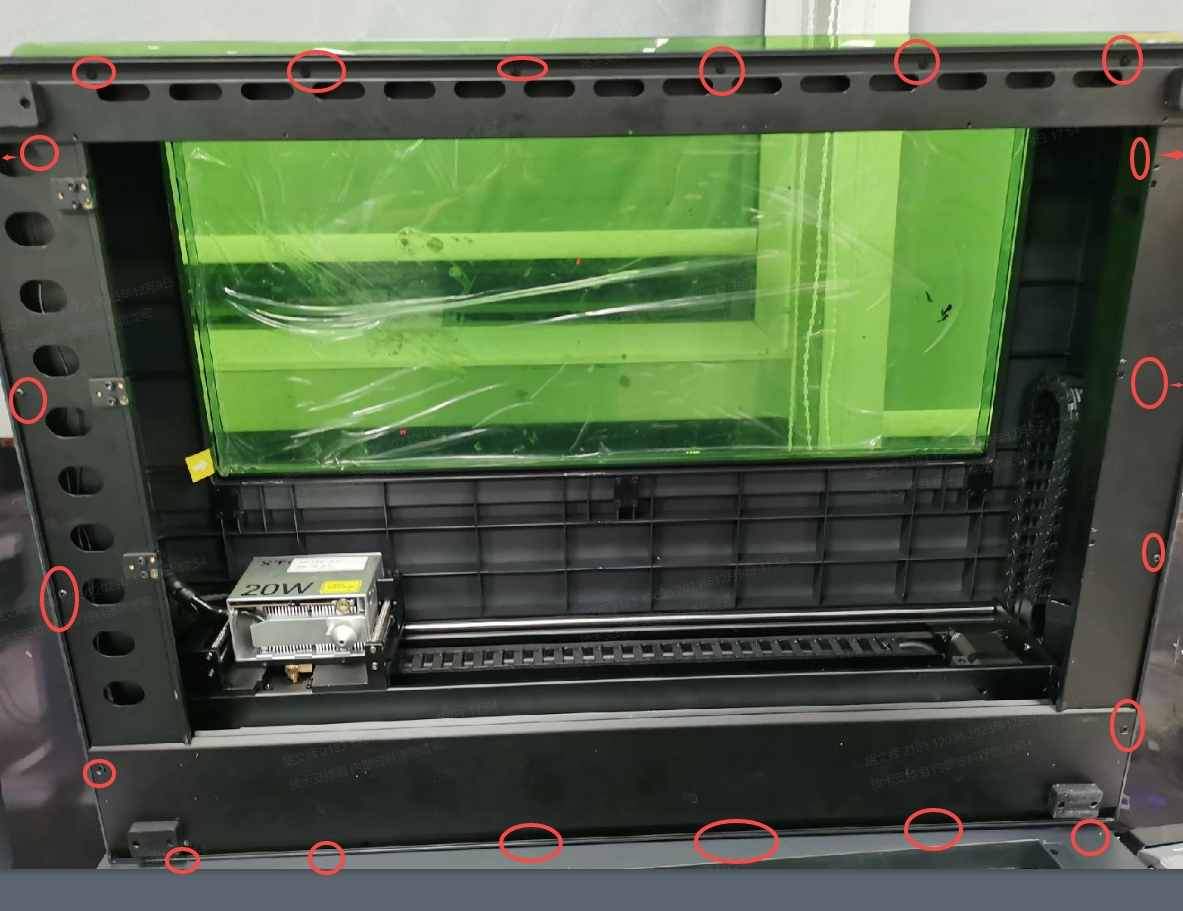
如下图所示,底板的左右两侧分别有3颗螺丝,请检查底板的螺丝和增高台的螺丝是否安装到位,您可以参考这个视频进行辅助排查:https://www.bilibili.com/video/BV1Vw411x7Jz/?spm_id_from=333.999.0.0
当所有的螺丝正确安装后,机器的指示灯会变成绿色,您也可以通过机器指示灯的状态来辅助判断底板和增高台的螺丝是否正确安装。
没有安装增高台时,请检查底板处的下面3颗螺丝

安装了增高台后,请检查下面的3颗螺丝是否正确安装
机器内部:

如果您有任何疑问请联系Xtool售后团队
¶ 四、如何进行手动测量
本文适用于:S1所有型号
当您的机器的距离传感器出现异常,无法使用自动测量功能,可以使用手动测量的方式。
说明:
1.当激光头的焦距无法设置或者设置错误,激光头在Z轴下降,激光焦点无法正确打在耗材表面进行雕刻。当自动测量异常,需要严格按照手动测量的步骤,测量并得到焦距值。
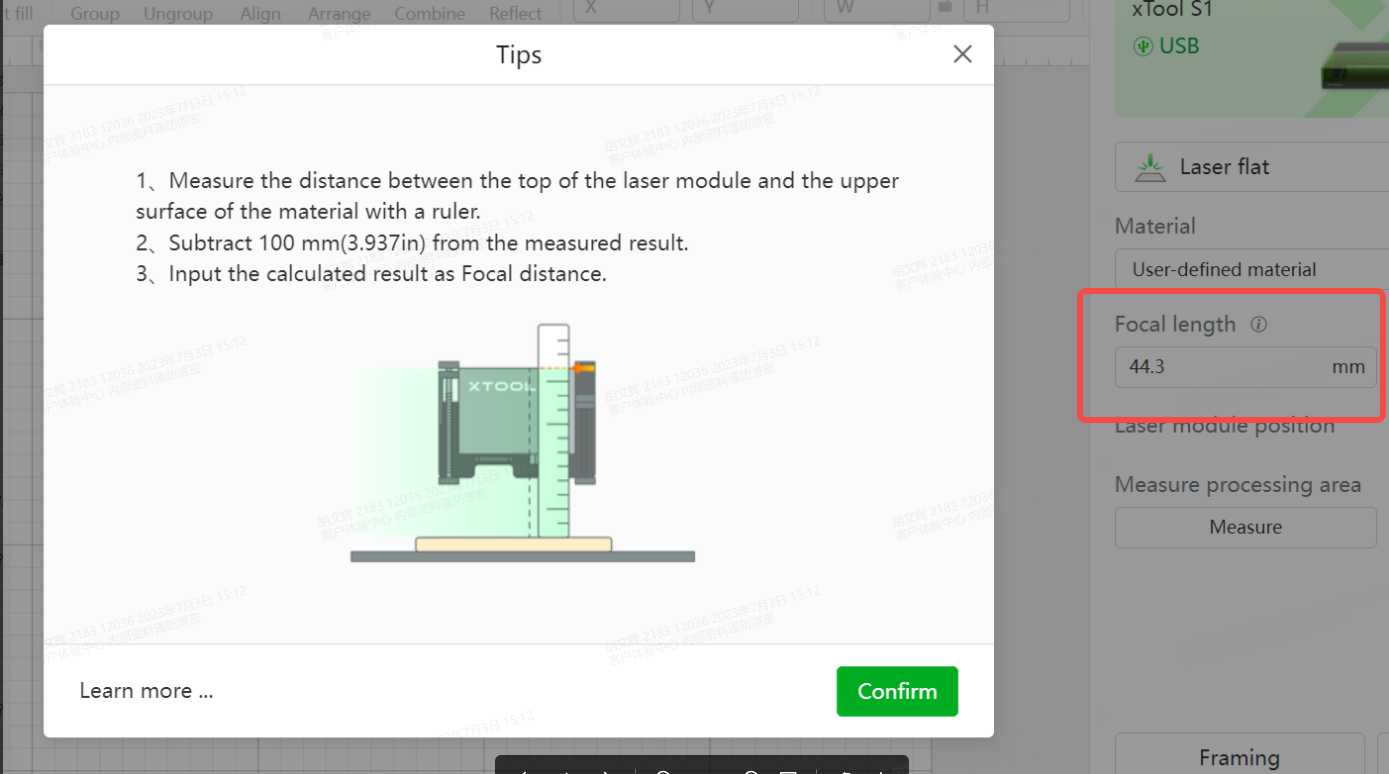
2.焦距说明:XCS上显示的焦距,等于激光模块Z轴向下探测的距离+探针下探收缩的距离+机器结构公差,同时也等于激光头顶部到耗材表面的高度-100mm
3.手动测量模式不支持进行曲面加工,只支持在平面雕刻和旋转附件模式下加工。
具体的检测步骤:
1.测量距离
首先需要使用直尺或者其他测量工具,测量激光头顶部到耗材表面的距离值。为了确保手动测量的值是正确的,请确保您的机器处于通电状态,同时确保耗材放置水平。
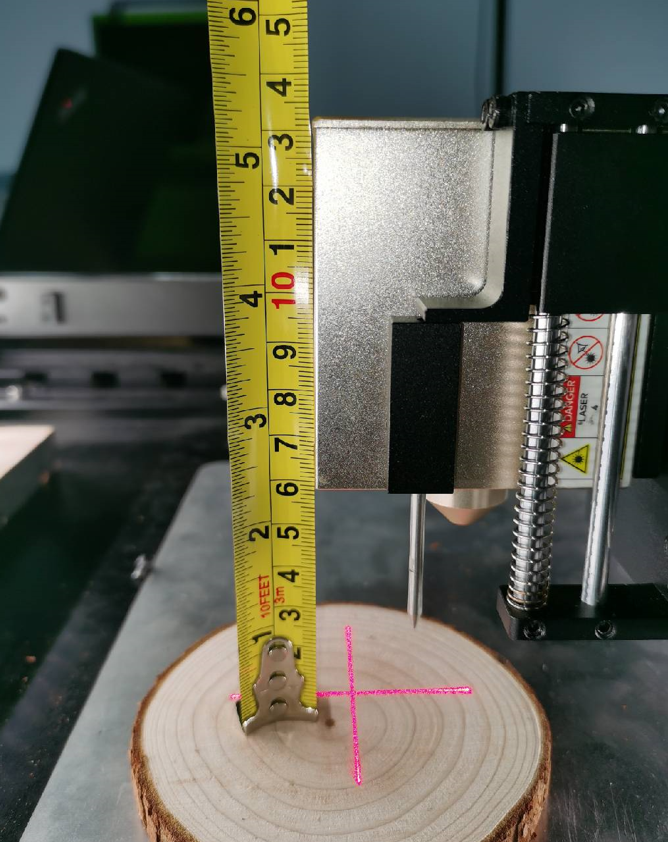
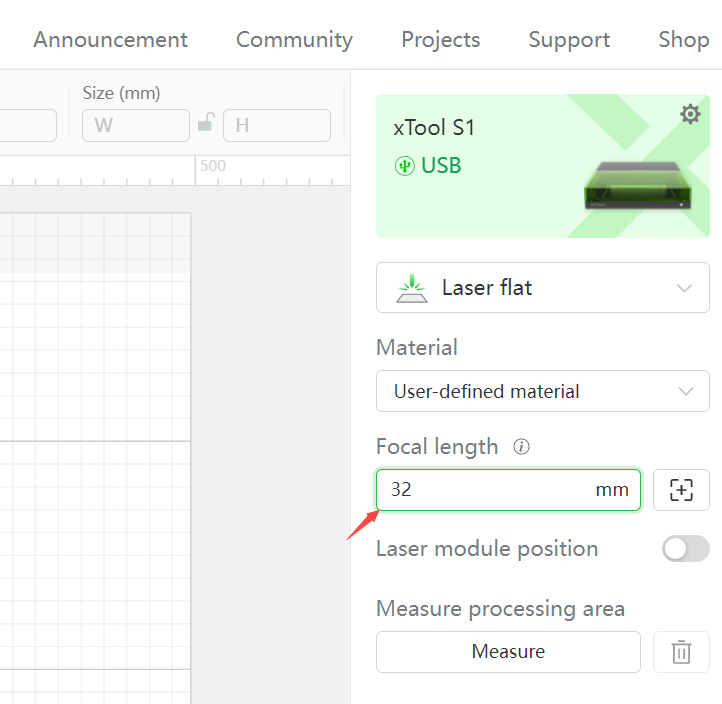
2.输入焦距
在XCS软件上设置焦距值等于激光头顶部到耗材表面的距离值-100mm,如果您的XCS使用的单位是英寸,XCS软件设置的焦距值等于激光头顶部到耗材表面的距离值-3.937in
如上图所示,激光头顶部到耗材的距离值为132mm,在XCS软件中,我们需要输入的焦距值为32mm
3.进行加工
输入焦距值后,点击加工,查看最终的雕刻效果是否清晰,如果雕刻效果异常请多次测量焦距值。
您还可以参考这个视频进行手动测量:https://www.bilibili.com/video/BV1Az4y1P7Fu/?spm_id_from=333.999.0.0
如果您有任何疑问请联系Xtool售后团队。
¶ 五、如何对S1进行固件升级?
本文适用于S1所有型号。如果你在使用机器的时候,需要升级机器的固件,或者升级过程中遇到问题,请参考这篇文章的指导。
说明:
**1.**为了避免Wi-Fi网络波动导致升级失败,提高固件升级的成功率,我们建议您使用USB连接。
2.S1有三个部分需要进行固件升级,分别是主控板,激光头,Wi-Fi模组;固件升级的过程,需要先删除旧固件,然后再下载上传新的固件,请确保整个过程机器和电脑的连接没有发生断开,且机器保持通电状态。
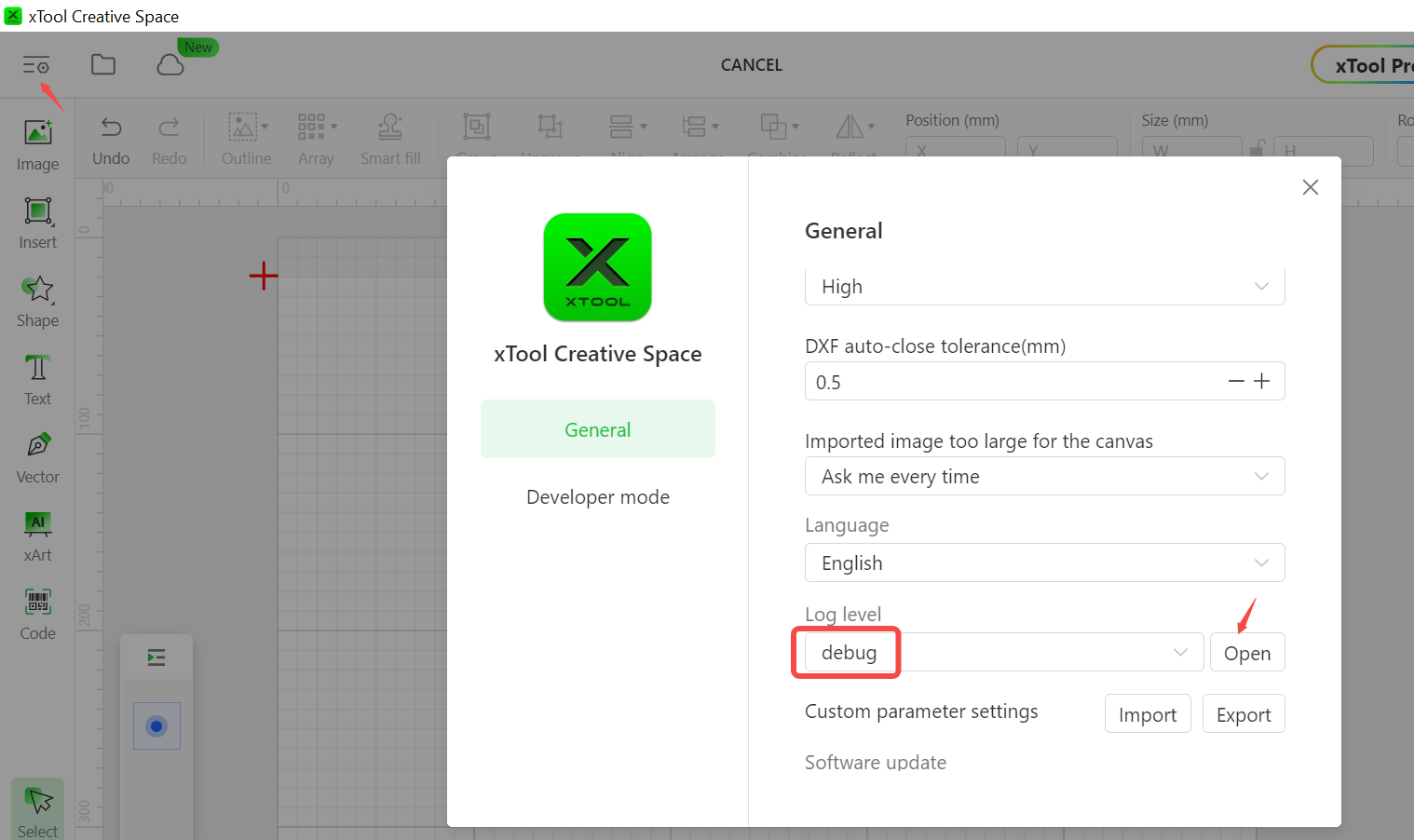
3.在升级前,请先确保您的XCS软件版本已经最新**。在升级固件过程中,如果出现异常情况,请尝试重启机器再次升级。**
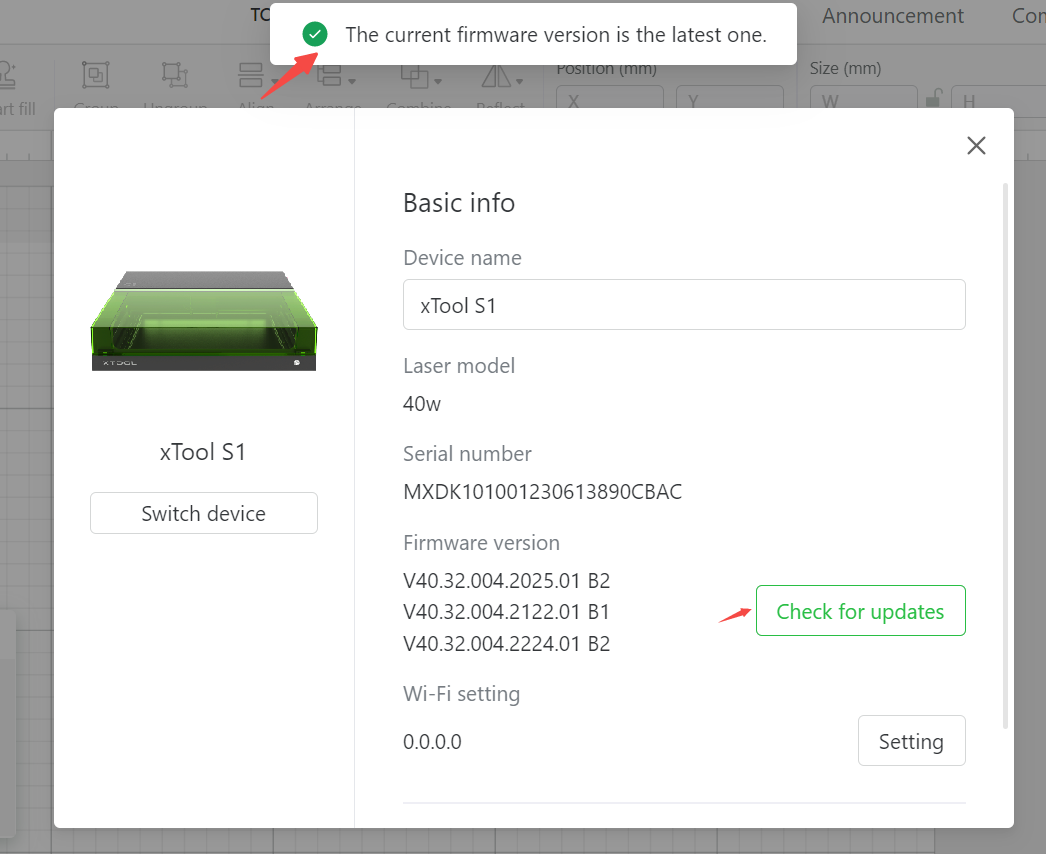
¶ 方案一:在XCS界面点击检查更新
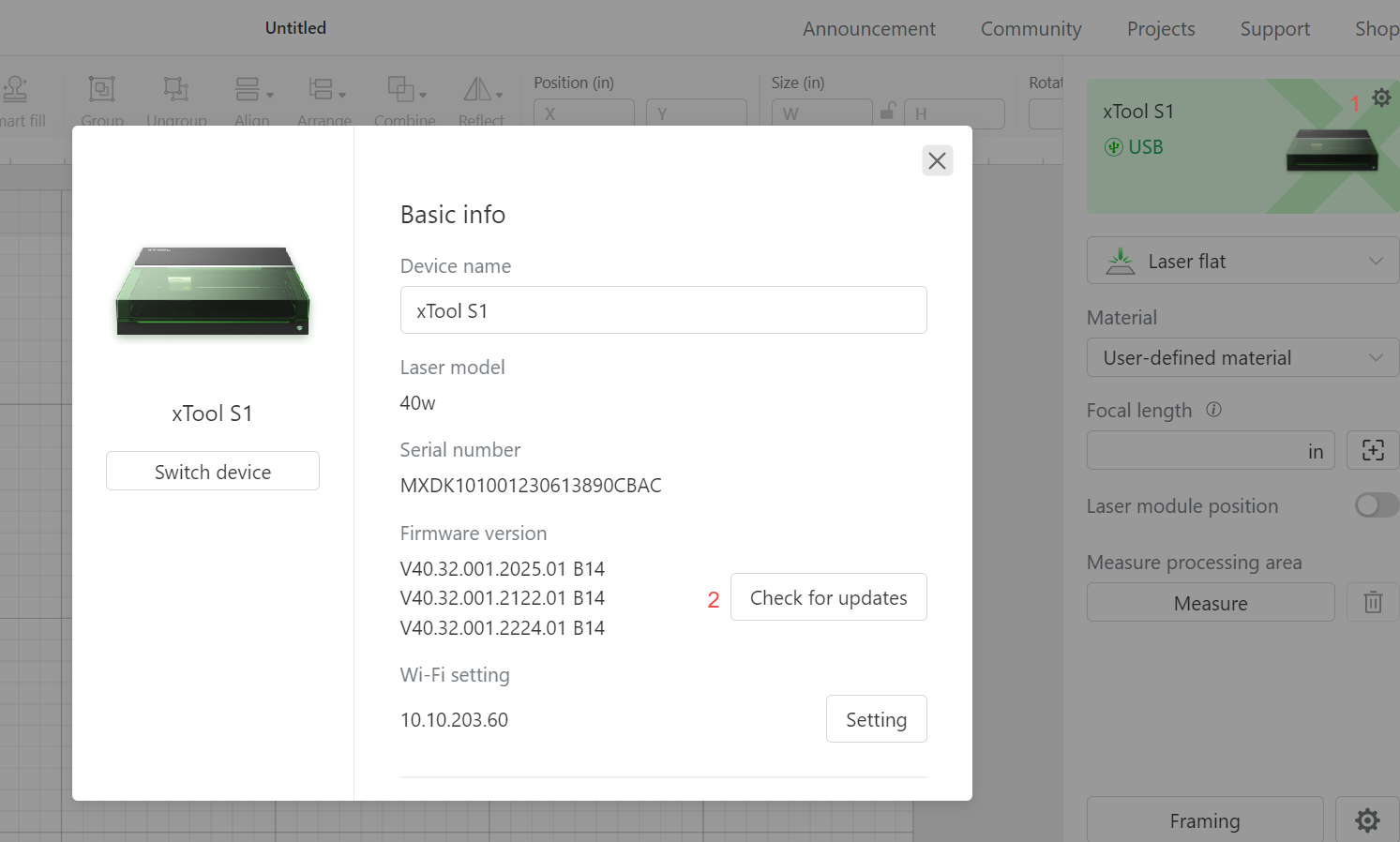
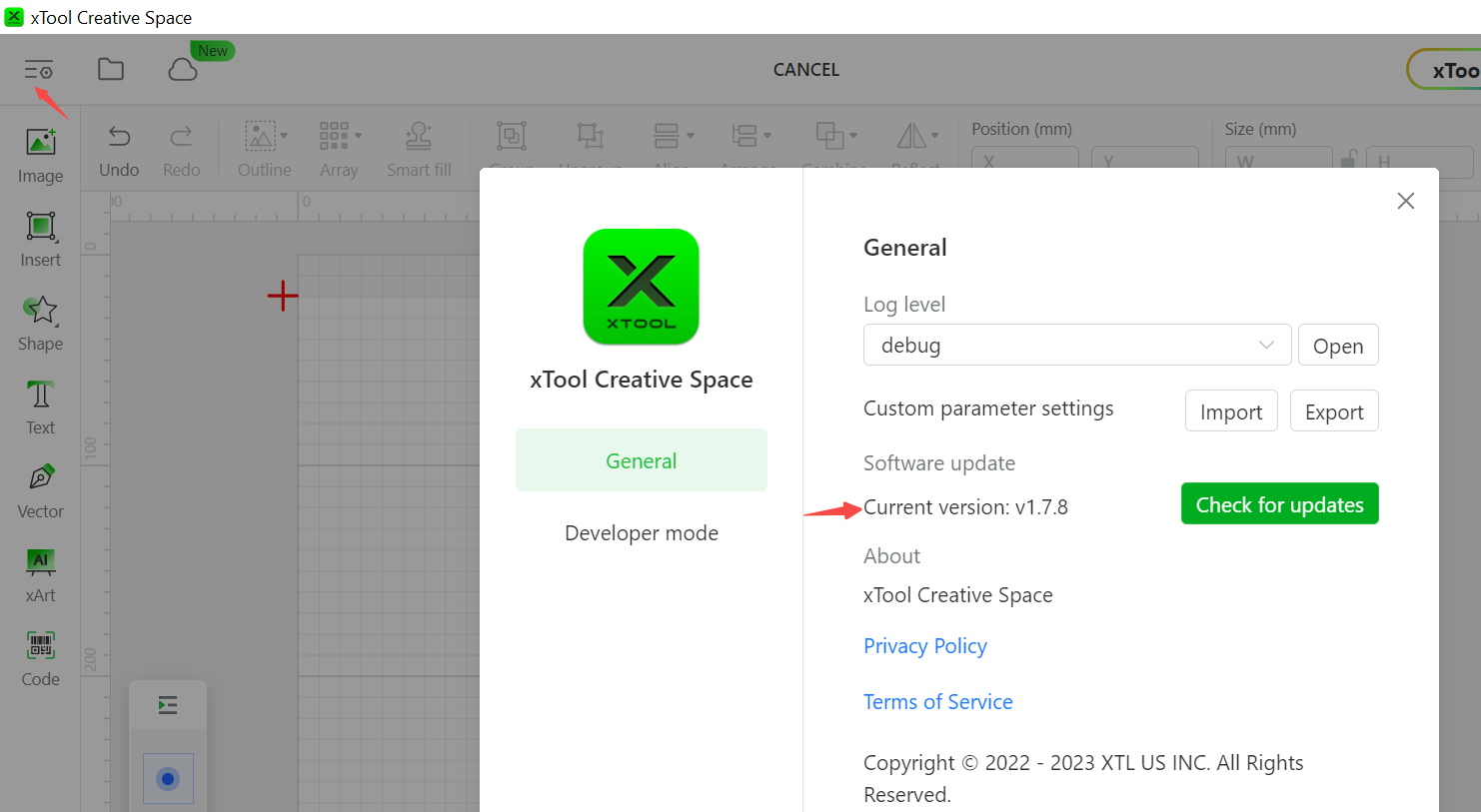
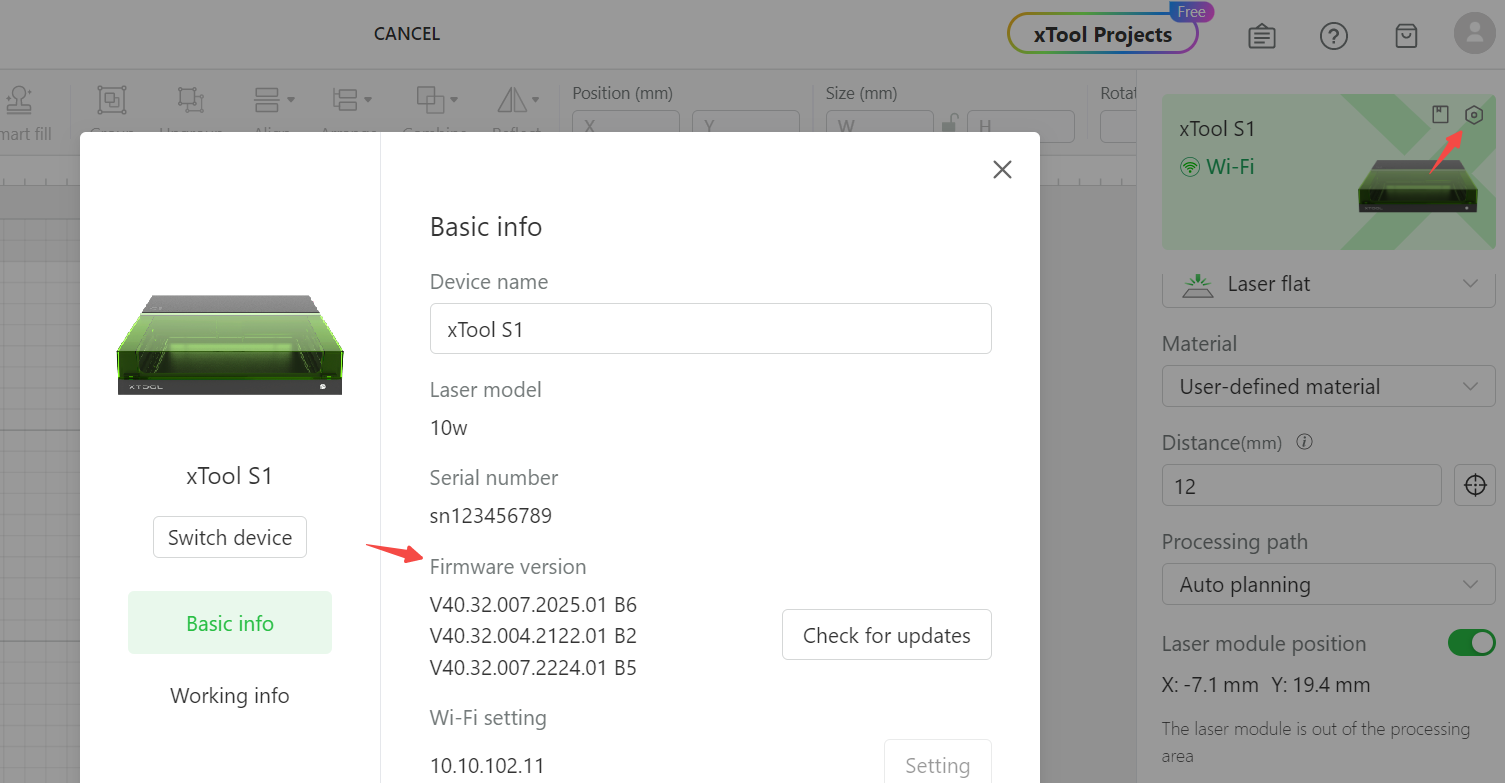
该方式需要确保您的电脑处于联网状态。打开XCS,在机器设置--固件版本,点击check for updates,如果发现新版本的固件,即可进行固件升级。
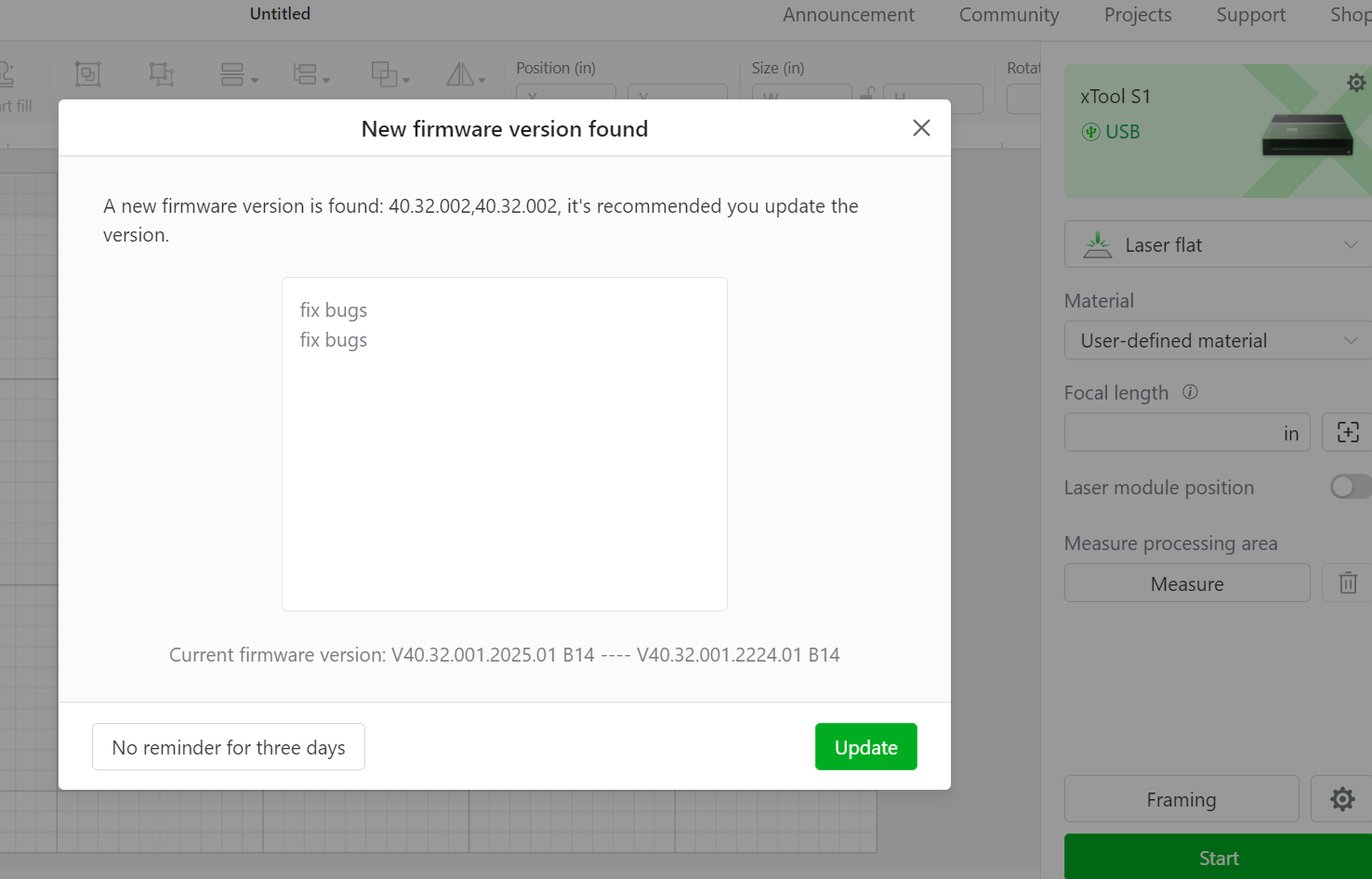
1.检查固件
点击设别设置--固件版本--检查更新
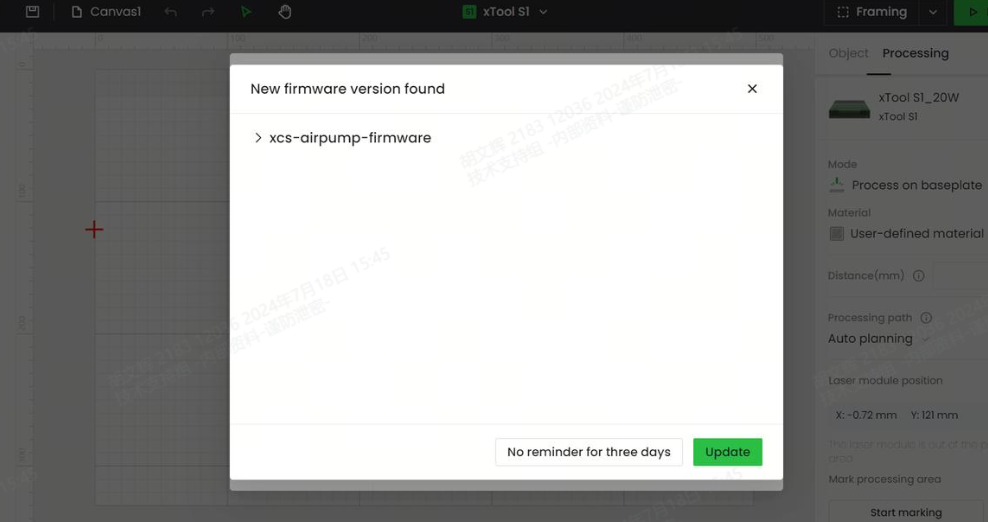
当XCS软件检测到当前固件非最新版本就会提示下载更新
2.下载固件
点击更新后,XCS软件界面首先会执行固件下载
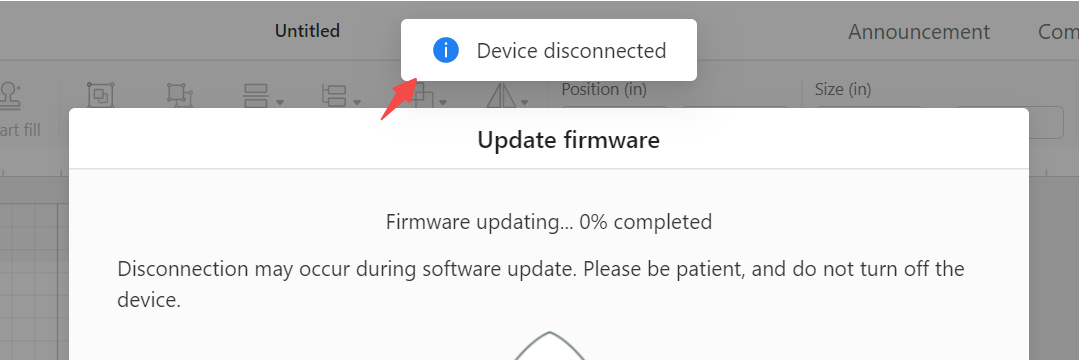
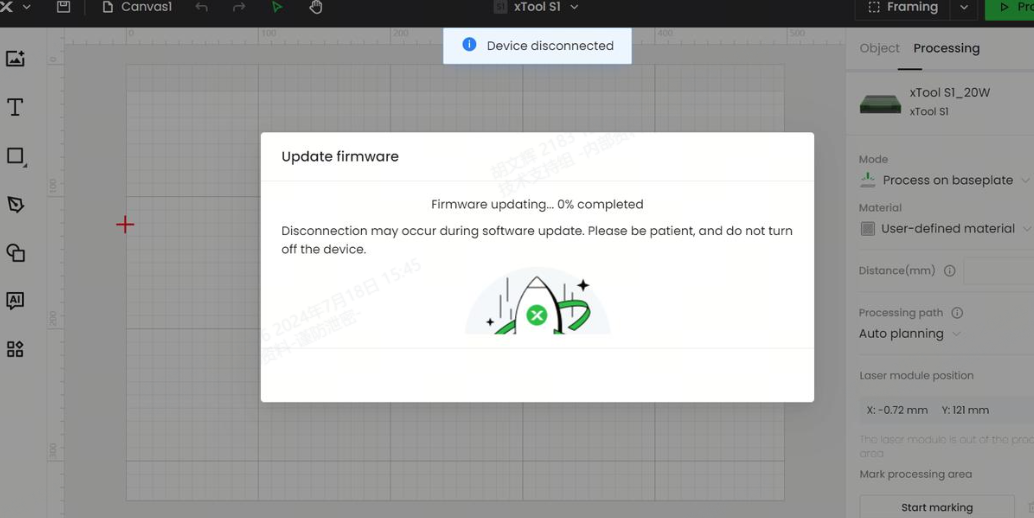
3.升级固件
固件下载结束后,开始升级固件。
如果升级主控模块固件,XCS会提示断连,同时机器的内部灯带熄灭,升级WiFi模块固件或者激光头固件,内部灯带不会熄灭。
固件升级中机器指示灯会紫色闪烁,最终维持在白色恒亮状态。
当主板升级成功后,进度条会到100% ,同时激光头会回到左上角进行归位。
4.异常情况
请注意在升级固件中不要断开机器USB连接或者将机器关机,否则会提示固件升级失败。如果在升级的过程中提示升级失败,请重启机器再次升级。
5.升级结束
升级结束后会提示固件升级成功。
升级结束后您可以再次回到固件界面,检查当前固件版本是否最新,如果检查固件版本最新,说明固件升级成功了。
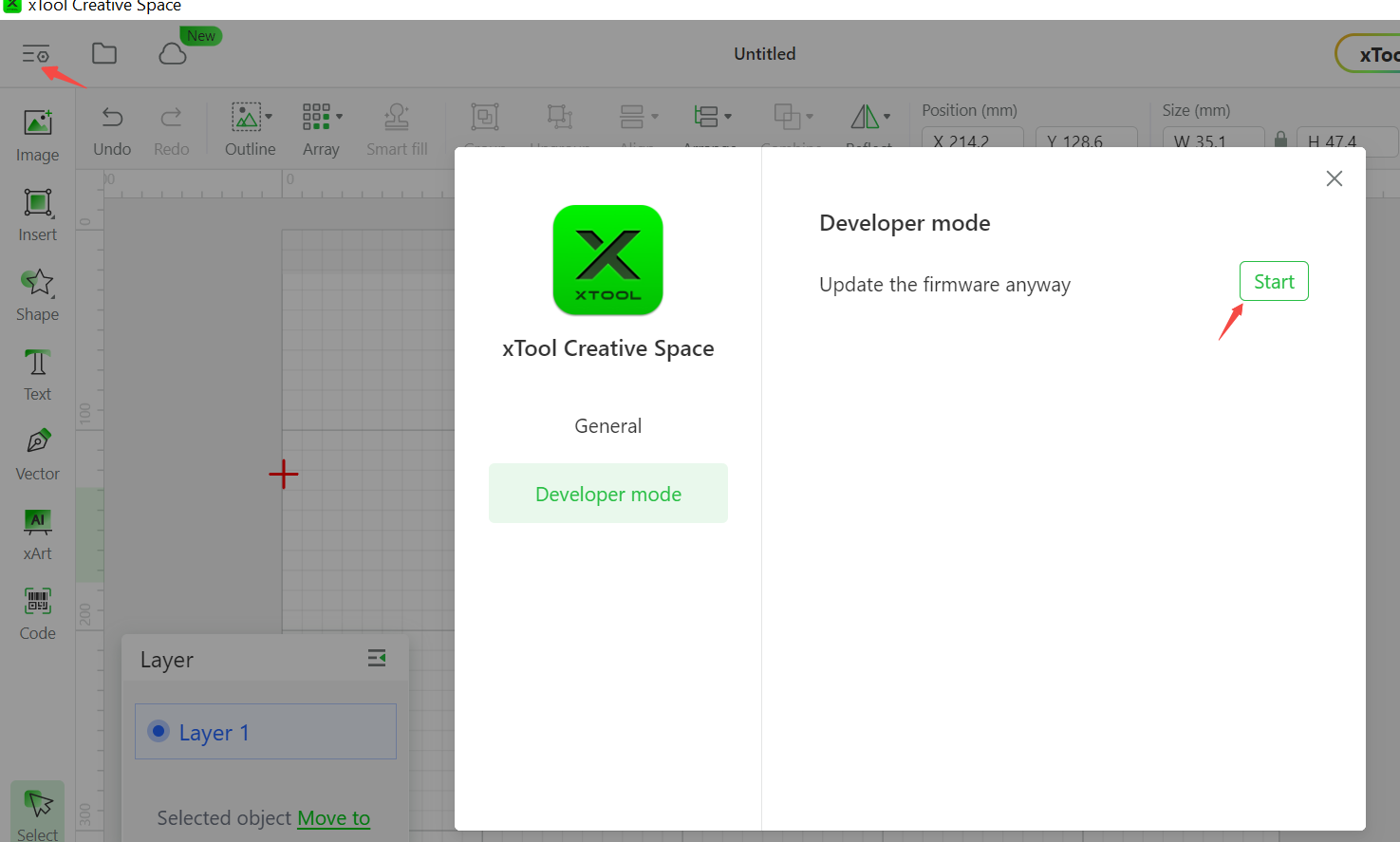
¶ 方案二:使用XCS开发者模式进行升级
XCS软件提供强制固件升级的方式进行升级
说明:
固件升级时,XCS软件上不需要识别连上机器,只需要将USB线连接电脑和S1即可;
使用XCS软件的开发者模式升级最新固件,需要确保您的电脑已经连接了网络;
使用XCS软件的开发者模式升级本地磁盘的其他固件,不需要将电脑连接网络;
S1主控板最新固件:
xtool_d2_gd470_V40.32.007.2025.01.V01 B6.bin.zip
S1 Wi-Fi模组最新固件:
xtool_d2_esp32_s3_app_V40.32.007.2224.01.V01_B5.bin.zip
S1激光头最新固件:
V40.32.004.2122.01.V01 B2.bin.zip
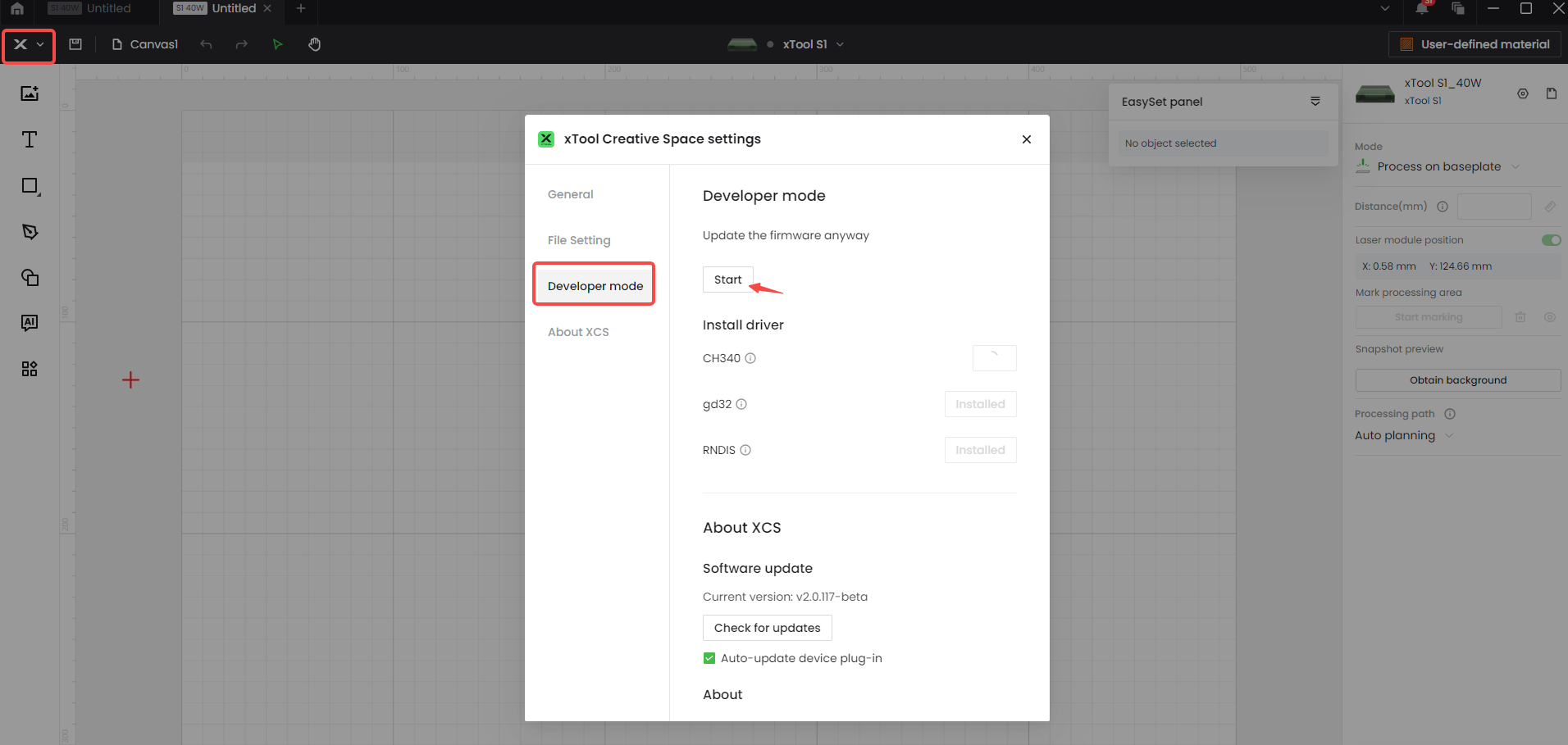
1.进入开发者模式
点击XCS上的Settings-Developer mode--Start
2.选择机器和参数。
1)根据您的机器的型号,选择S1
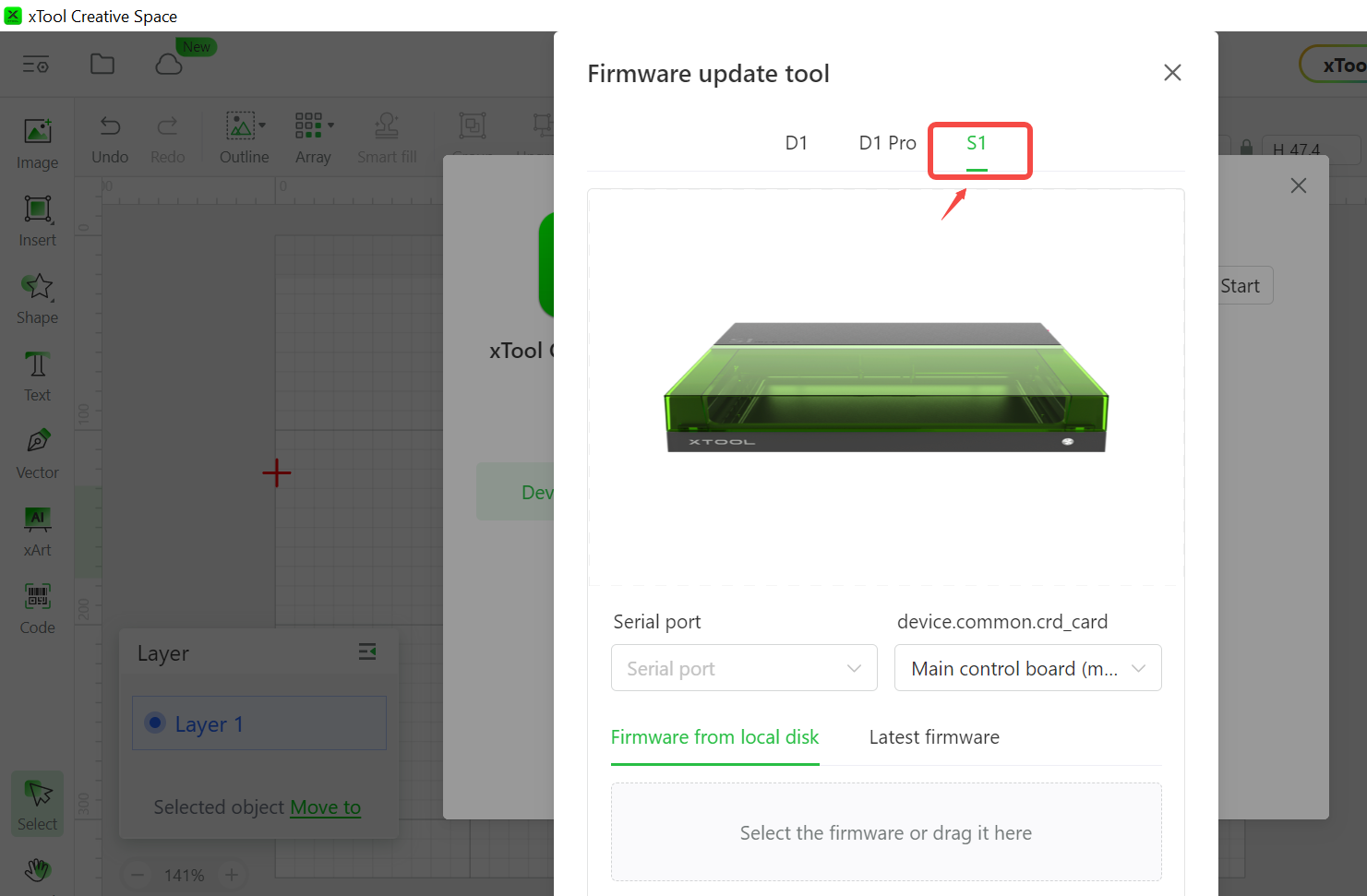
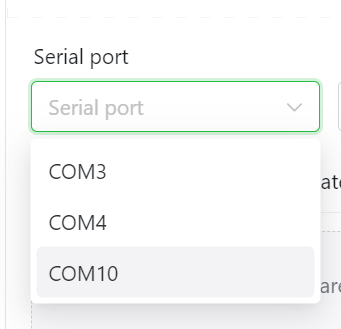
2)选择Serial port
对于Windows 电脑:
在搜索框输入 device manager,点击并且打开。
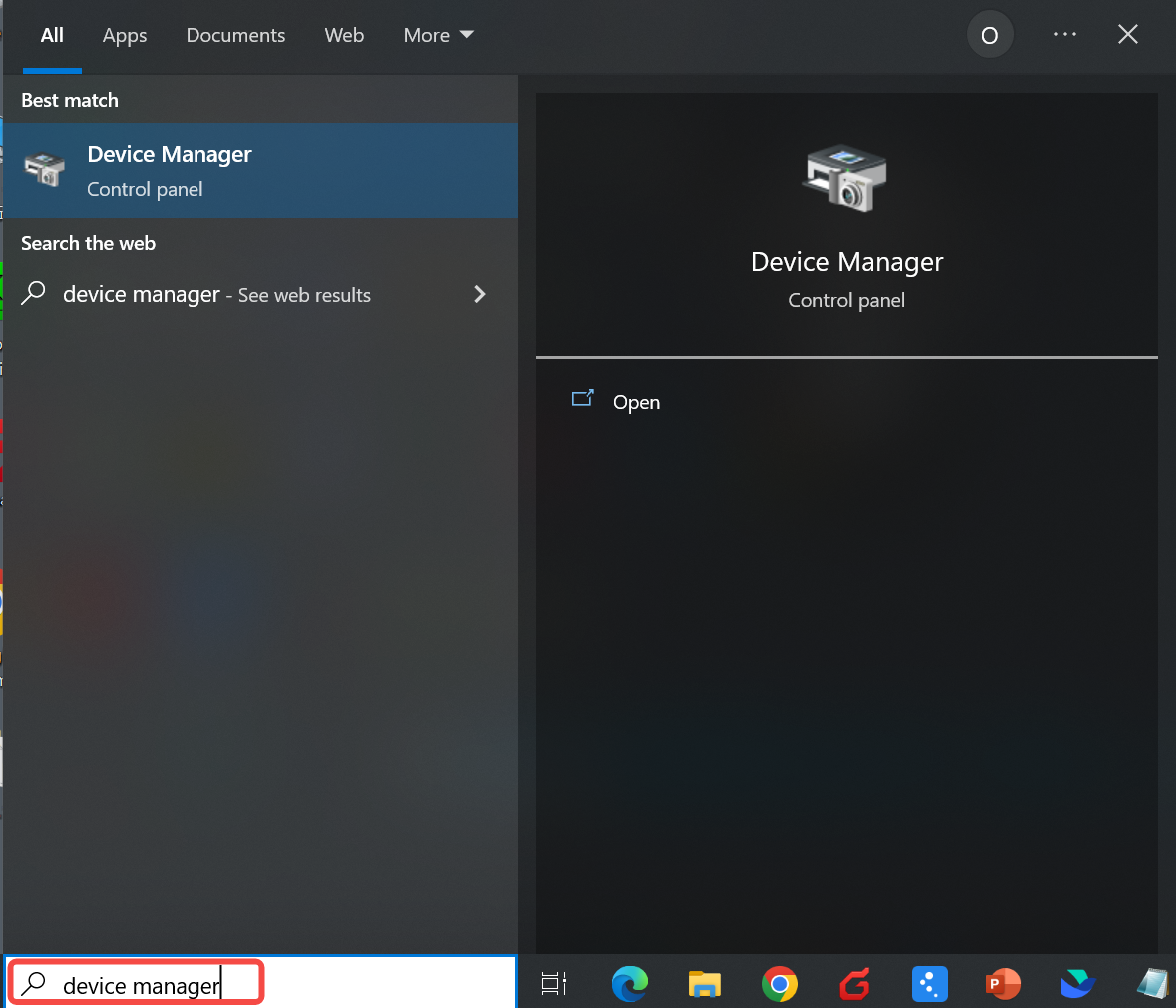
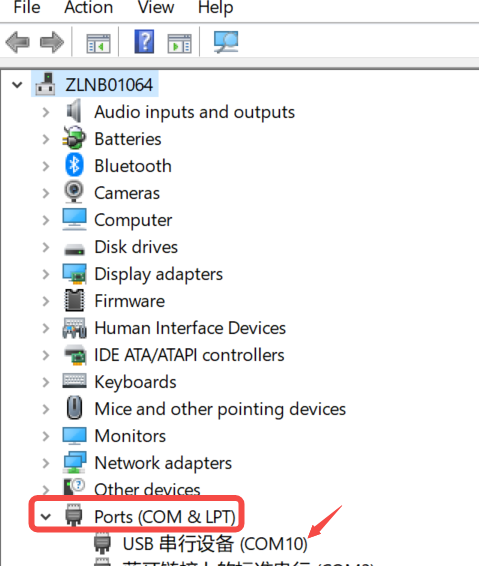
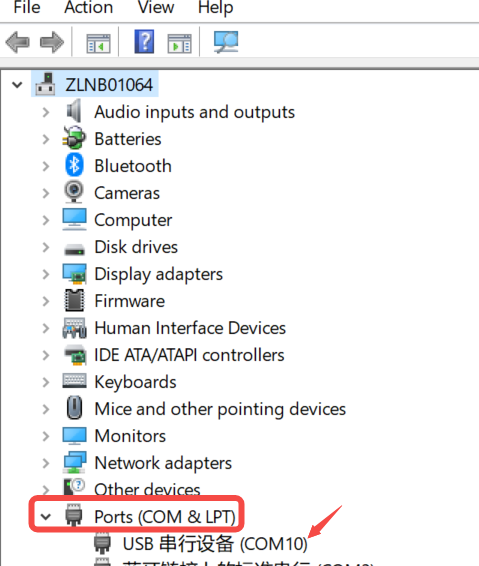
然后找到Port--USB Serial port, 找到后面的com口。如下图,电脑识别的是COM10
对于MAC电脑:
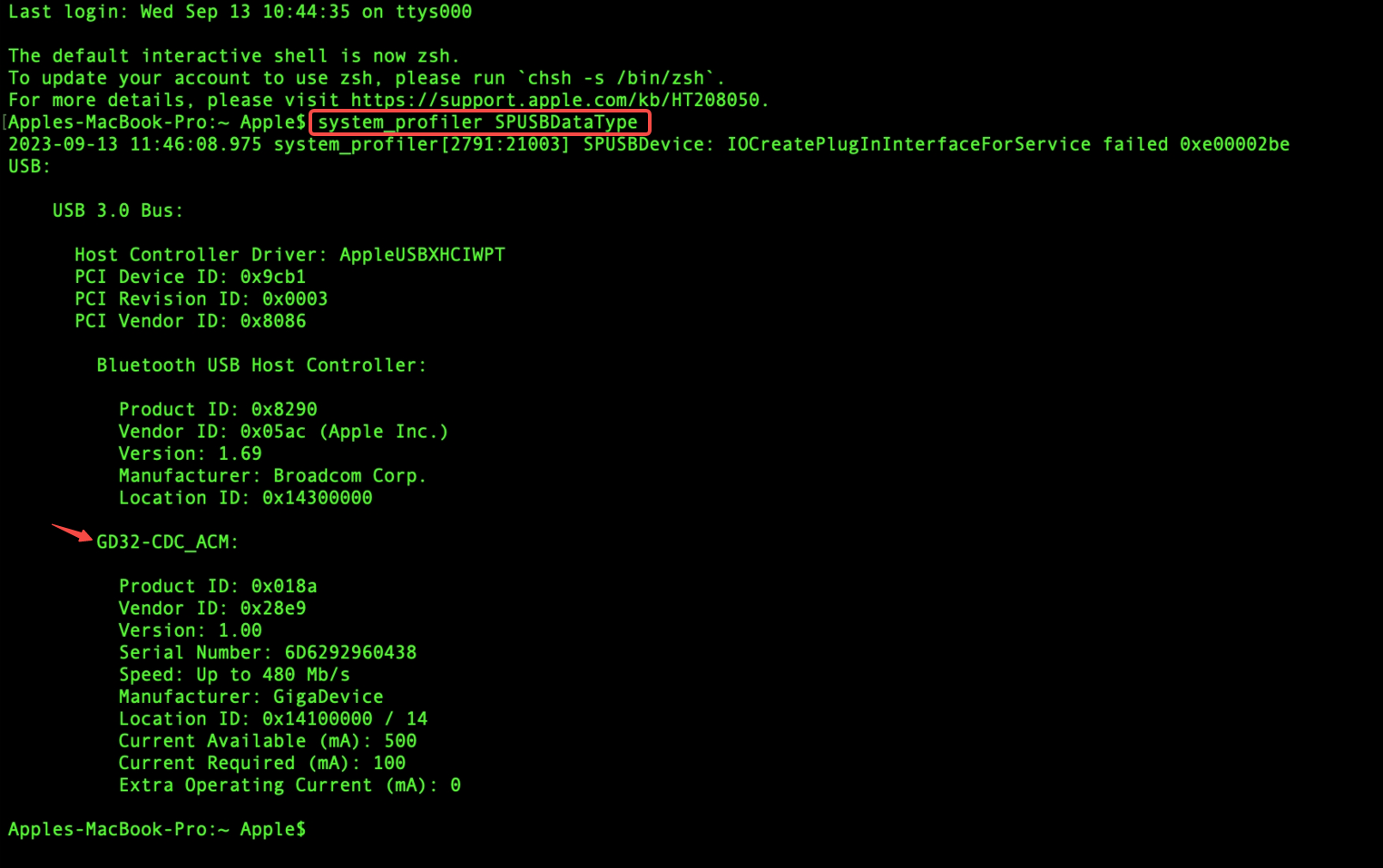
点开Serial port选项,选择/dev/tty.usbmodem6D69CAF714351

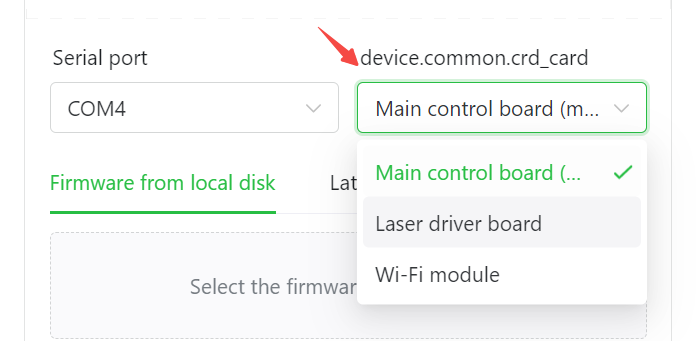
3)输入COM口选择升级模块
找到COM口之后,在Serial port中选择上一步查找到的COM口号。然后选择需要升级的模块,按照需求选择升级主控、Wi-Fi模组、激光头。
3.更新固件
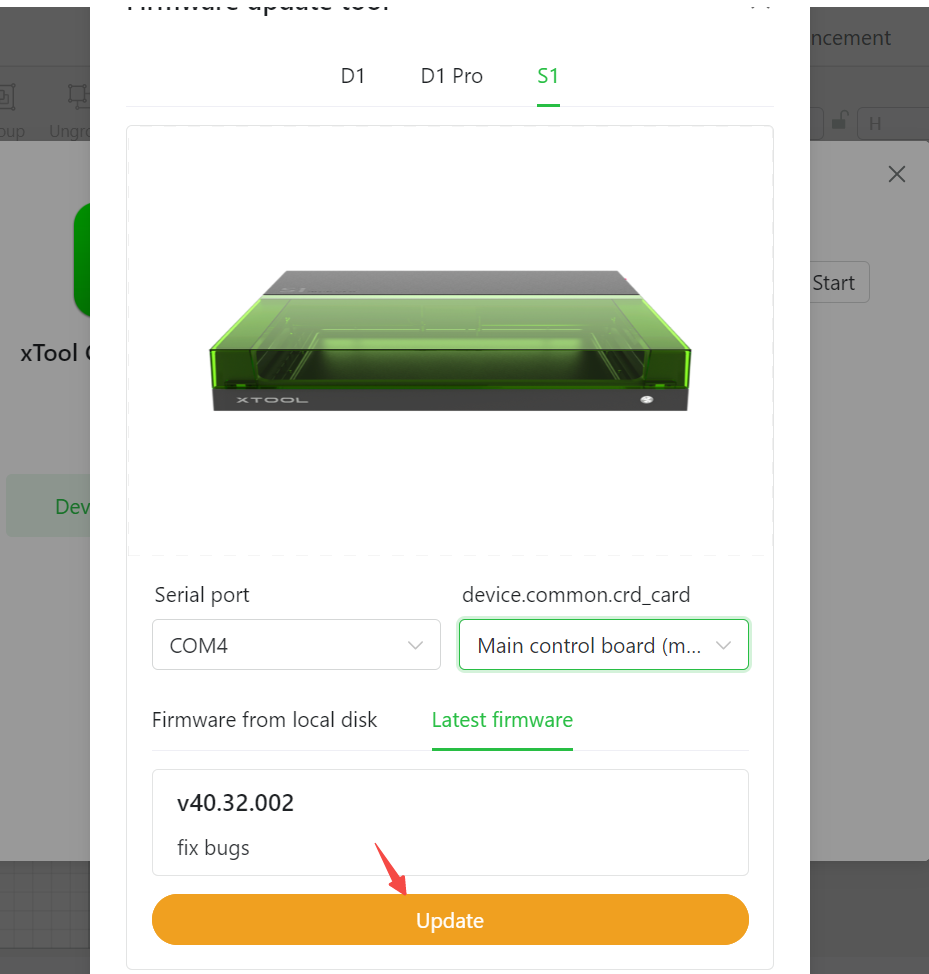
1)如果要升级XCS开发者模式上显示的最新固件,需要确保您的电脑已经连接网络。选择Latest firmware,然后点击update,等待固件升级结束即可。
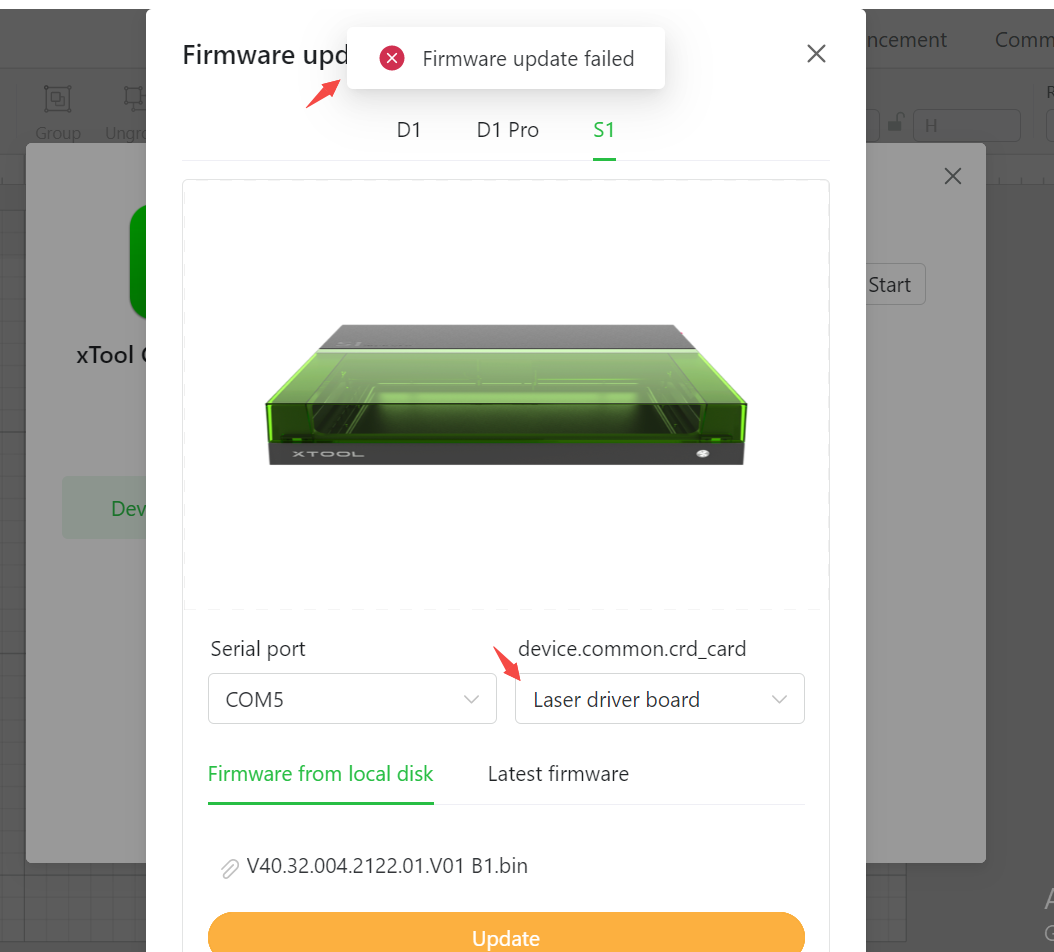
2)如果要升级本地磁盘的其他固件,不需要您的电脑有网络。在某些情况下,如果您需要回退旧版本的固件/升级还未发布的新固件,需要使用这个方式进行升级。
选择需要升级的模块,导入本地磁盘已经下载好的目标固件,然后点击update,等待固件升级结束即可。

请注意:请确保您选择的本地固件文件和需要升级的设备的模块是一致的,不要出现,在需要升级主板的固件,但是选择了激光头的固件文件的错误情况。
3)如果在升级激光头模块出现固件升级失败的提示,可能是激光头和主板之间的通信出现了异常,请检查激光头连接线是否松脱。
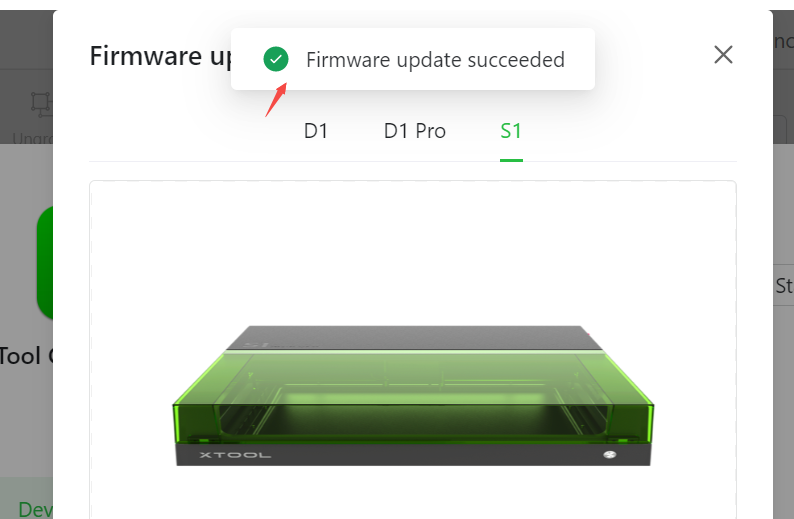
4.更新成功
固件升级结束后会提示升级成功
如果您在升级固件中遇到任何问题,请联系Xtool售后团队。
¶ 六、XCS软件提示过温保护应该怎么办?
本文适用于:S1机器+2W红外激光头。
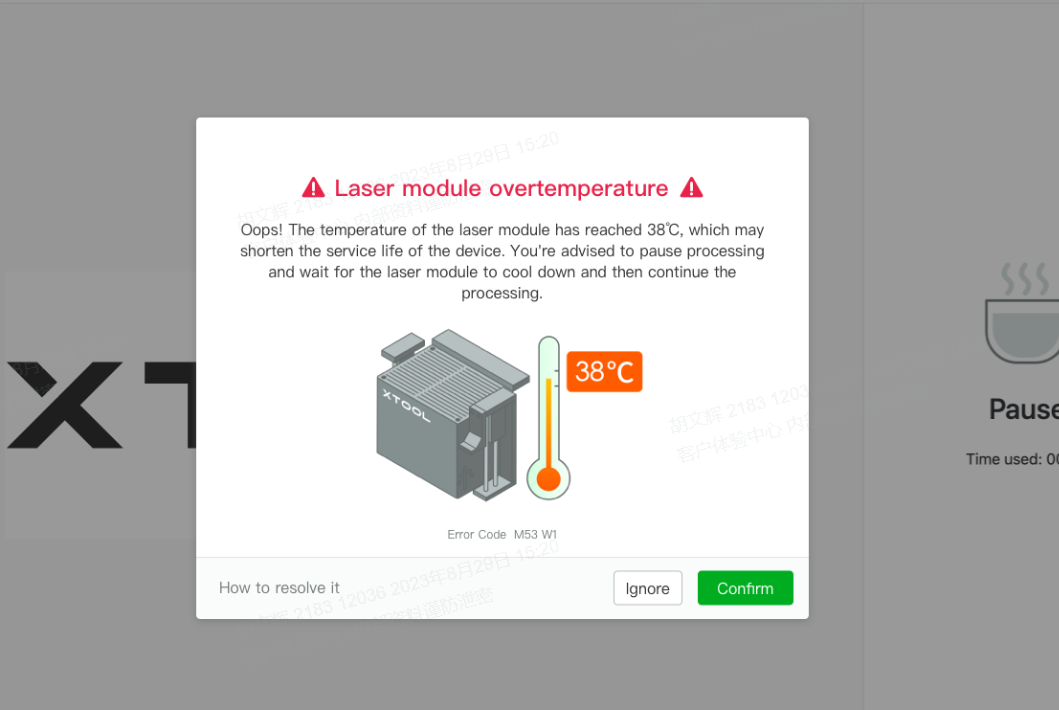
对于S1的2W红外激光头,存在过温保护的功能,当1064 nm 2W红外激光头温度超过38度或者40度时,XCS软件会弹出对应的提示。使用10W 20W 40W激光头不存在过温保护提示。
当激光头的工作温度超过38度,XCS软件会跳出提示,您可以选择是否暂停加工;当激光头的温度降低后,提示语消失。
如果当激光头温度超过了40度,机器会被强制暂停,当激光头的温度降低后,可继续使用机器。
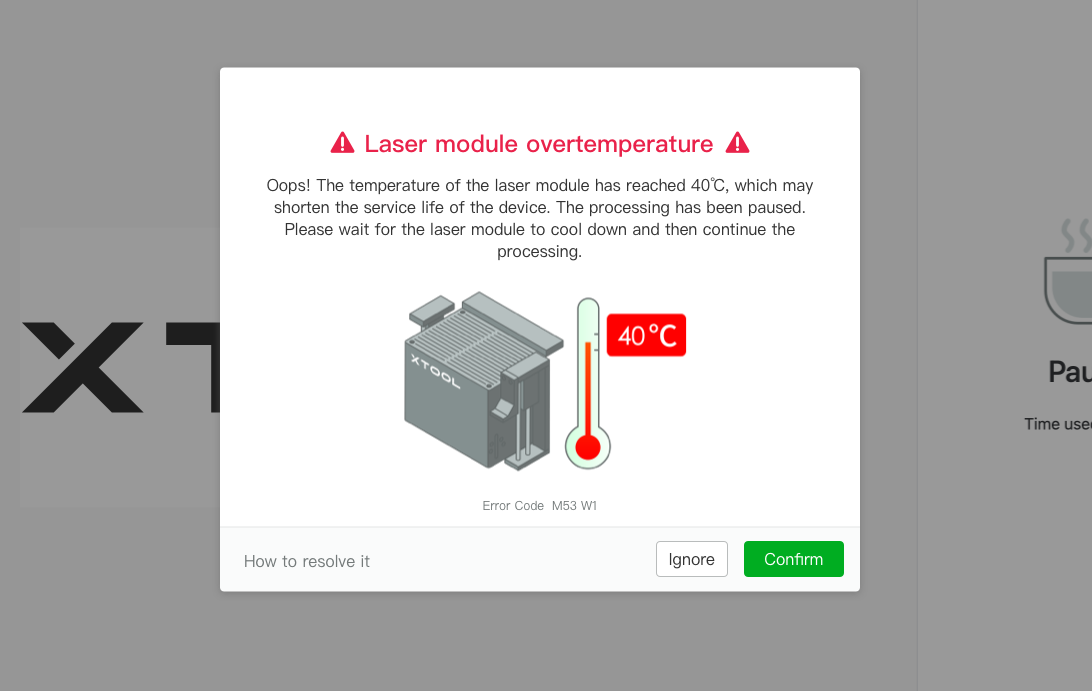
在高温下使用激光头,会缩短激光头的使用寿命,也会影响实际加工的功率和加工效果。为了保证2W激光头的寿命和功率不被影响,我们建议您,当XCS软件弹出了温度提示之后,请暂停使用2W红外激光头,直到激光头的温度降低后再次加工。
机器有暂停续打功能,请不用担心当前您加工的材料被浪费,待温度降低后,按下机器加工按键可继续加工剩下的文件。
¶ 七、如何在机器上设置焦点下沉
本文使用于:S1,配合所有型号的激光头使用
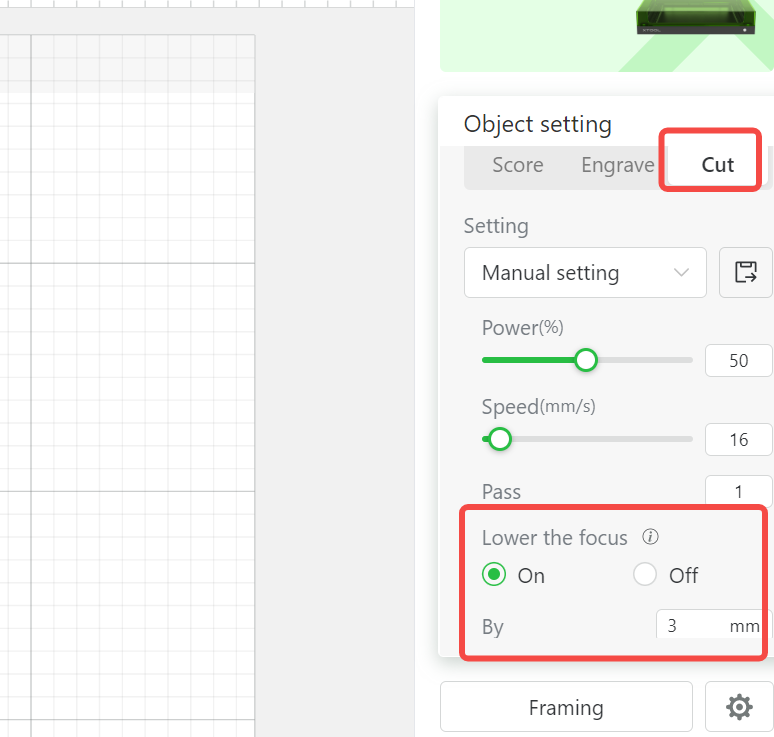
在使用机器进行切割材料时,某些场景下,我们需要将激光头的焦点下沉,从而达到更好的切割效果。本文将介绍为何需要设置焦点下沉,以及对如何设置焦点下沉提供指导。请注意,焦点下沉功能只有在矢量图的切割模式下才能使用。
为何需要设置焦点下沉?
激光头的光斑是聚焦光斑,当激光光束在远离焦点位置时,光斑会变粗,能量密度会变小。在激光雕刻时,我们往往将激光对焦于材料的表面,以期获得最小的光斑尺寸用于精细雕刻。但对于较厚材料的切割,激光光束照射在材料下表面时,由于上下表面的巨大高度差,光束往往会变得很粗而致使其能量密度难以较好地切穿材料。
此时,通过设置焦点下沉,将焦点下移至待切割材料的上下表面之间,能够更好取得上下表面位置光束光功率密度的“均衡”,从而更好释放激光本身的切割能力。
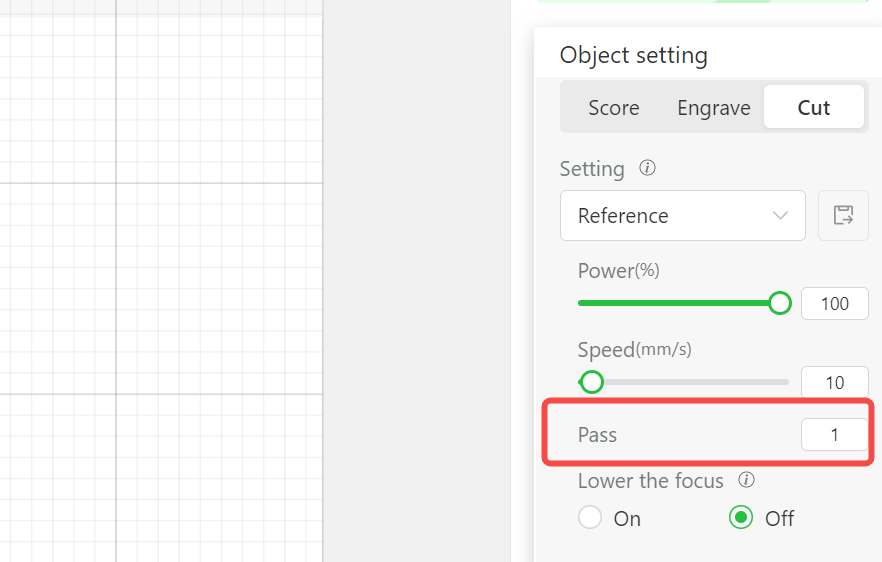
如何设置焦点下沉?
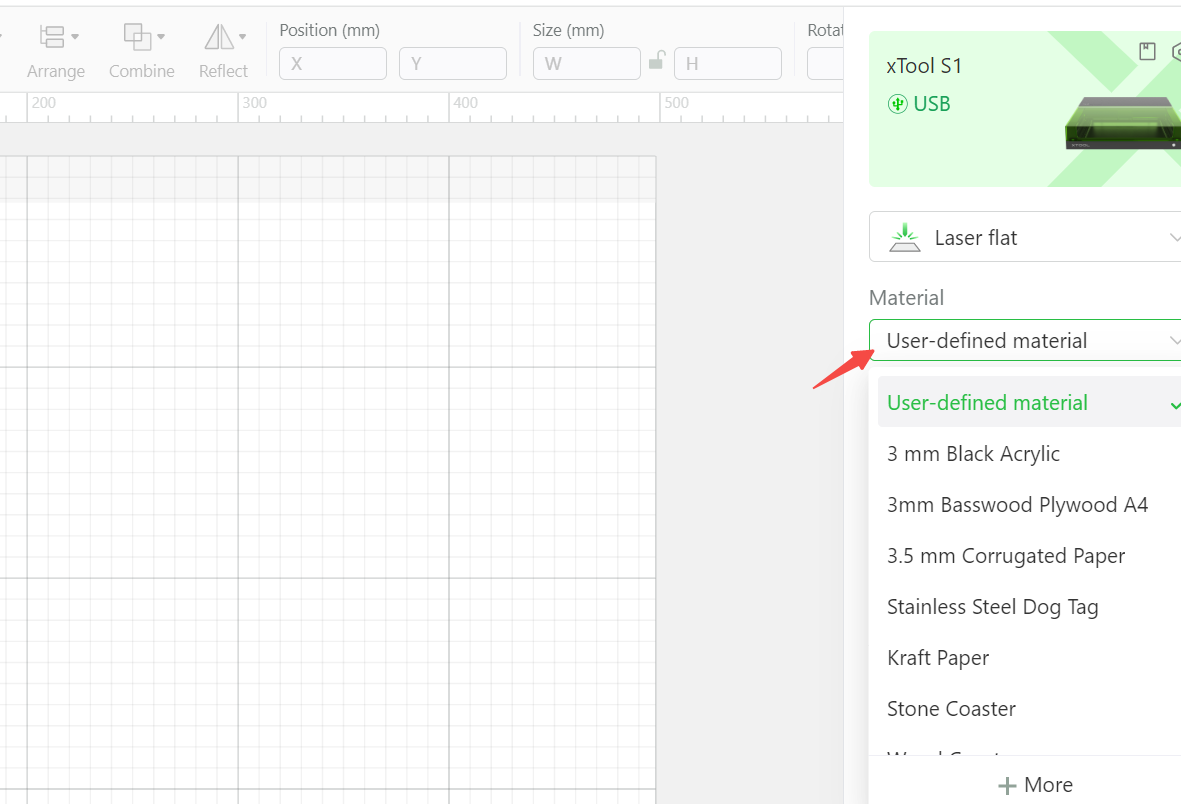
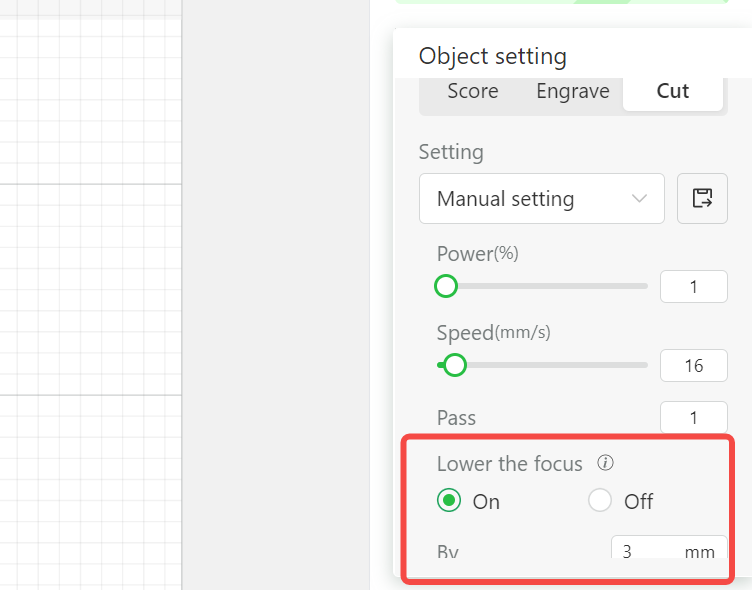
我们可以打开XCS软件,在设置界面,找到焦点下沉选项,可以输入您需要的下沉距离。
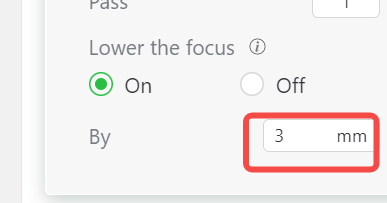
对于下沉的最优距离,客观上受多种因素的影响。材料本身的厚度、特性,激光头的功率、对应的聚焦镜焦距、聚焦后的光斑尺寸,都会对最优的下沉距离造成影响。基于大量实测的经验数值,在大多数场景下,下沉3mm都可以对切割效果有提升。
对于3mm难以覆盖的场景,需要您进行一系列专项测试,以找到专属你自己的最优下沉距离。
如果您有任何疑问,请联系Xtool售后团队。
¶ 八、未关闭上盖提示
本文使用于:S1所有型号
在执行加工任务过程中,为了符合一类激光的需求,避免激光头在加工时对眼睛造成伤害,机器的上盖需要被关闭。如果在XCS出现上盖未关闭的提醒,请参考本文指引。
¶ 可能原因一:上盖未关闭
如果出现上述报错,请先检查机器的顶盖是否关闭,检查顶盖和机器之间是否有异物卡住
当机器在加工中,如果您尝试将顶盖轻微抬起1-2mm左右,机器仍然能继续加工。因为开盖检测是通过顶盖内部磁铁与霍尔开关的接触达到触发阈值,所以轻微抬起机器能继续加工。
¶ 可能原因二:机器固件未升级
请检查机器的固件是否是最新版本,如果固件不是最新版本,请升级机器的固件。
您可以参考:如何对S1进行固件升级
¶ 九、机器无法开机应该怎么办?
本文适用于:S1所有型号
当你在使用S1的时候,如果发现机器无法开机,请参考这篇文章进行指引。
¶ 可能原因1:急停开关未释放
机器的急停开关被按下,相当于给机器断电。请检查急停开关是否释放。


¶ 可能原因2:TF卡异常
当主板上的TF卡出现异常,主板指示灯会亮,但是前后挡板灯带,环形加工状态指示灯,激光头红十字灯都不亮。
出现该问题,请先尝试拔出TF卡,如果拔出TF卡后,问题现象消失,插入TF后问题又复现,TF卡出现异常,需要更换新的TF卡。
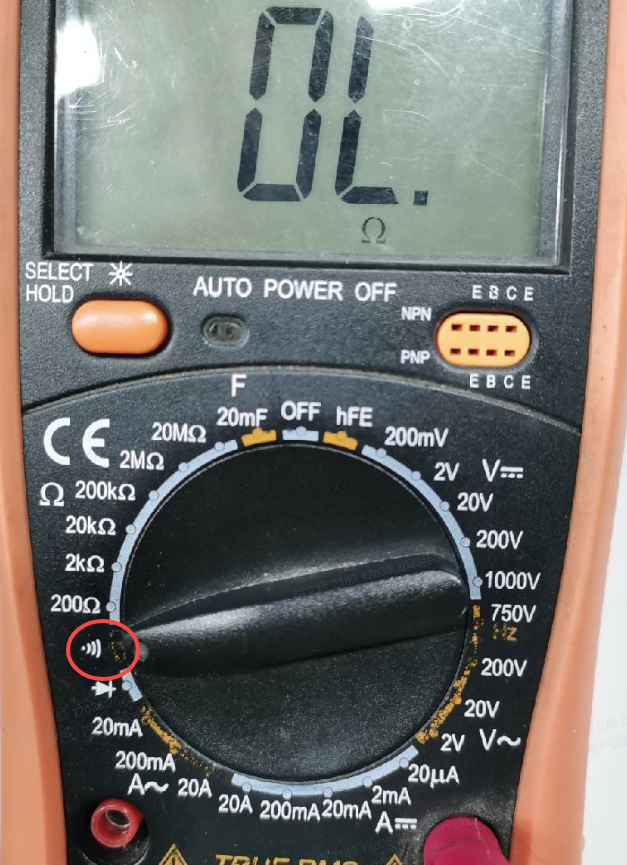
为了进一步确定问题,您可以取出TF卡,观察TF卡是否边缘出现弯曲;同时可以使用万用表,将万用表调整至蜂鸣档,检测表笔接到TF的下面的两个长针脚,如果万用表报警鸣叫,则TF卡出现短路。

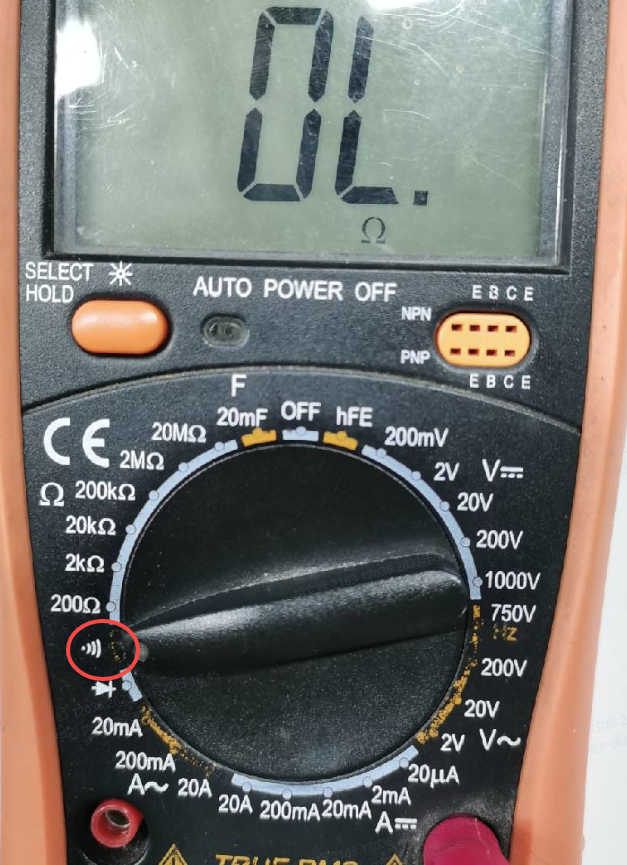
如果TF卡出现了弯折,或者用万用表检测出现了蜂鸣报警,需要更换新的TF卡
TF卡的格式是FAT32,容量小于32G,由于市面上TF未经过测试,我们不保证您自行购买的TF卡能正常和机器适配。出现此问题建议您联系Xtool售后团队。
你可以参考这个视频更换TF卡:https://www.bilibili.com/video/BV12c41197en/?spm_id_from=333.999.0.0
¶ 可能原因3:适配器异常
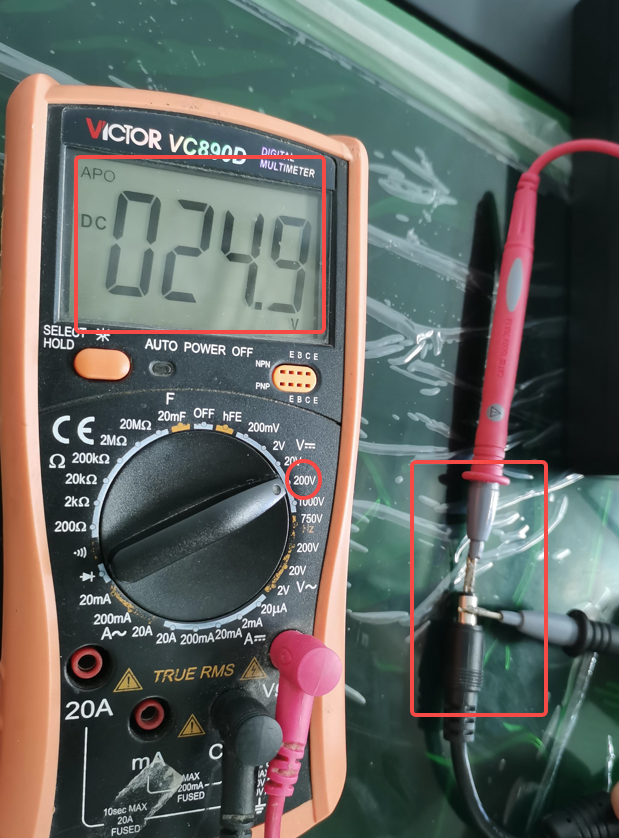
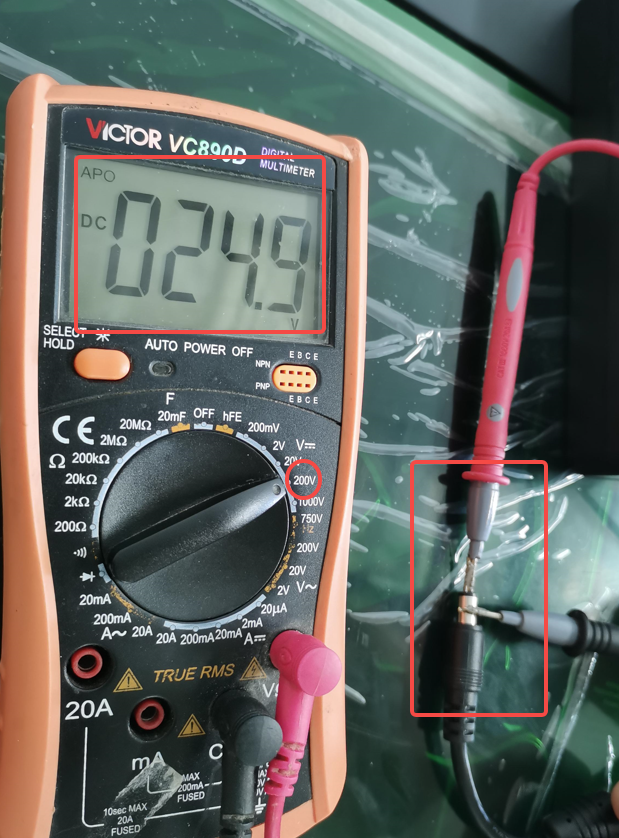
请观察机器适配器的电源指示灯是否亮起,或者亮度是否明显。您可以按照下面的检测方式,使用万用表的直流电压档,检测输出电压是否为25V。
¶ 可能原因4:主板异常
上述问题点排查完后,如果问题依旧,可能是主板异常。
您可以按照如下的方式进行检测,您可以参考该视频检查:https://www.bilibili.com/video/BV1ee411X7TF/?spm_id_from=333.999.0.0
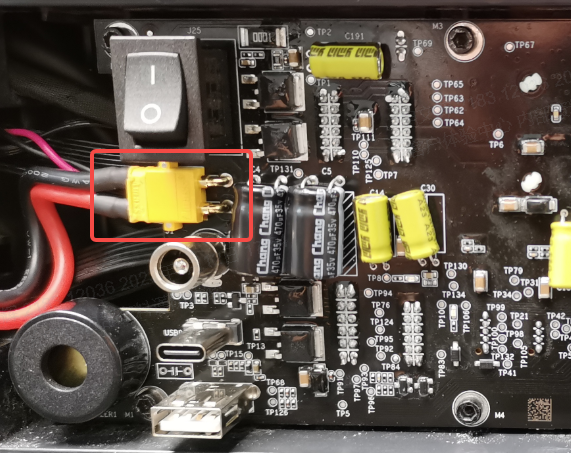
2)将适配器连接到主板,同时将急停开关接到主板上。
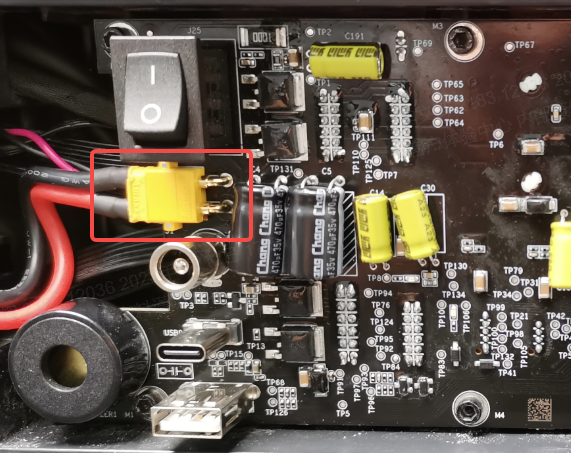
使用万用表电压档检测如下两个位置,正常的测量电压范围在3.2V~3.3V之间,否则主板异常
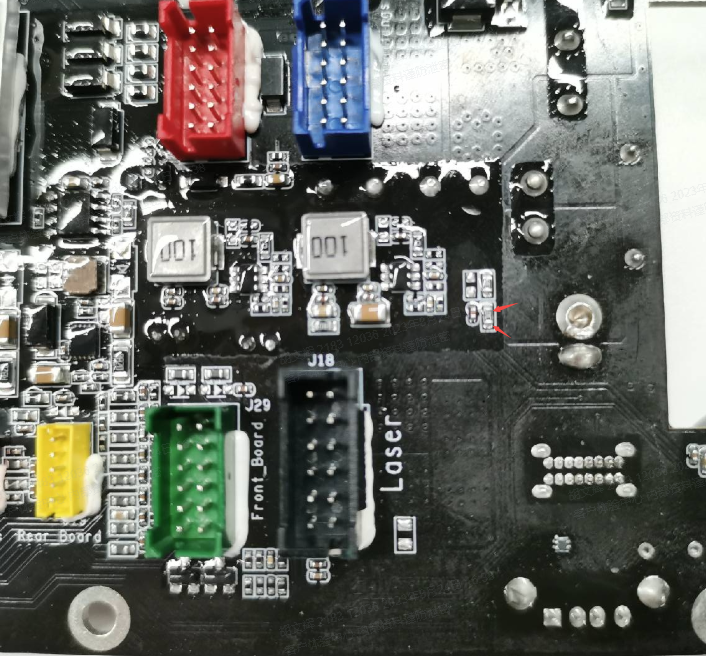
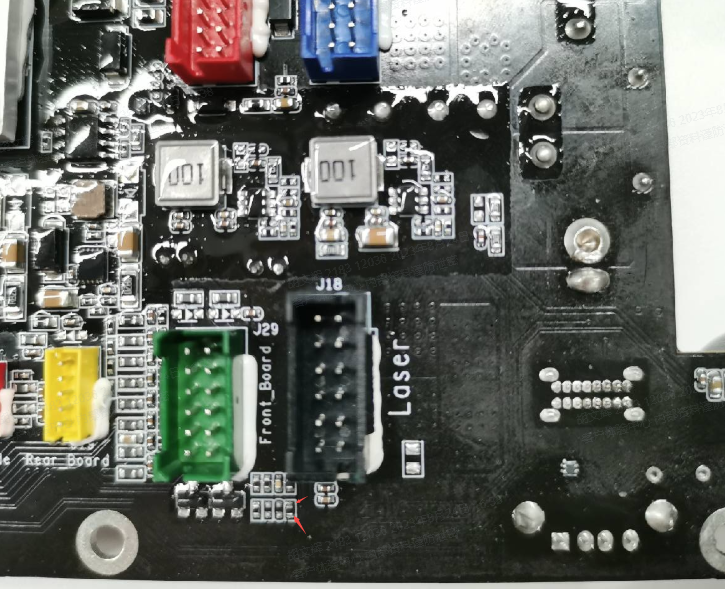
3)将适配器连接到主板,同时将急停开关接到主板上。
使用万用表的蜂鸣档,分别检测主板如下两个接点,如果蜂鸣器出现鸣叫,主板发生短路,需要更换主板。
¶ 十、关于S1机器激光头偏移量的介绍
本文适用于:S1所有型号
在使用S1激光雕刻机的时候,偏移量是一个非常重要的参数,比如,红十字-加工偏移量,红十字-距离检测偏移量。目前S1激光头取消弱光定位模式,不存在弱光--距离检测偏移量。
不同型号的激光头的这些偏移量数值也不同,对于实际的加工中有不同的作用,本文将向您介绍不同的偏移量的含义以及区分。
¶ 红十字--加工偏移量:
如下图所示:激光头下侧是红十字光标出光点,上侧是激光加工出光点。
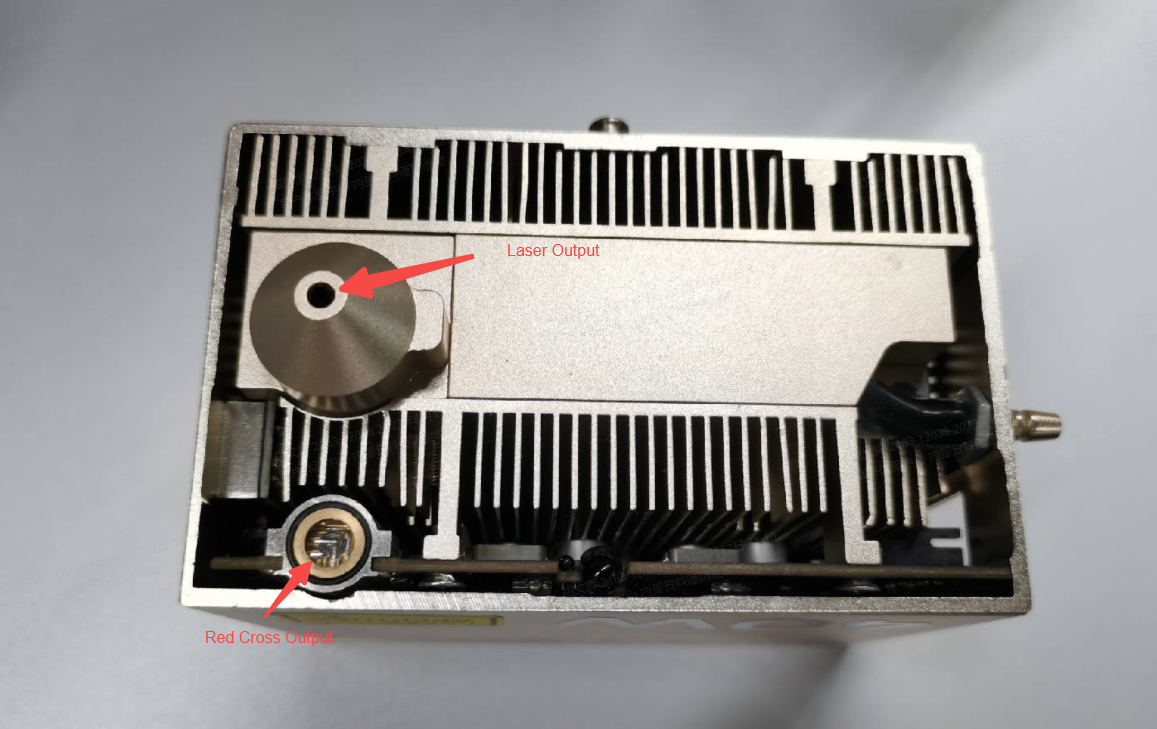
二者的距离叫做** 红十字--加工偏移量**。在走边框中使用红十字点确定了加工范围后,开始加工前,激光头会先移动一定距离,让激光加工出光点移动到红十字光标移动的起始点处,确保实际加工范围和红十字光标定位范围保持一致。
不同型号的红十字--加工偏移量如下:
S1 10W:Y轴-21.8mm
S1 20W:Y轴-21.8mm
S1 40W:Y轴-26.4mm
S1 2W红外激光头:Y轴-20mm
红十字--加工偏移量不需要在XCS软件上进行额外的设置,如果您使用的是lightburn,请参考Lightburn使用指南:如何使用Lightburn加工S1
¶ 红十字--距离传感器偏移量:
如下图所示,激光头下侧是红十字光标出光点,左侧是距离传感器。
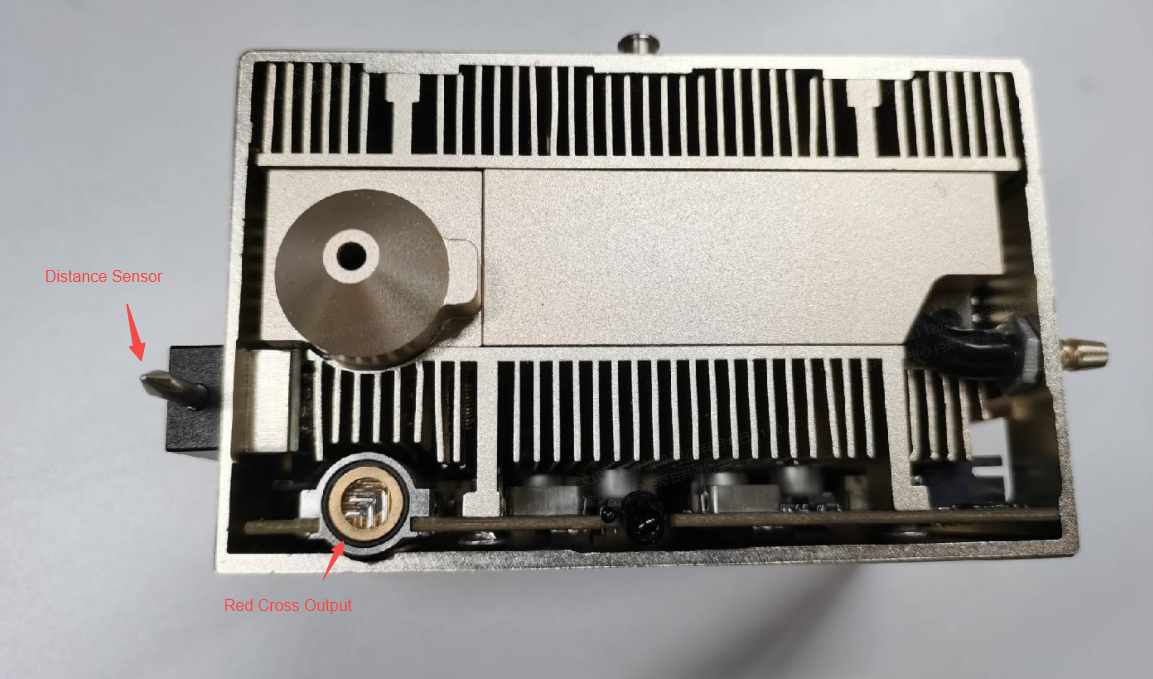
二者的距离叫做 红十字--距离传感器偏移量。机器在加工前需要进行自动测焦确定下探距离。
由于红十字出光点和探针下沉点不在同一位置,自动测焦时,激光头会先移动一定距离,让距离传感器的探针移动到红十字光标起始点处,确保探针下探位置和红十字光标位置保持一致。
不同型号的 红十字--距离传感器偏移量如下:
S1 10W:X轴-21.5mm
S1 20W:X轴-21.5mm Y轴 +0.5mm
S1 40W:X轴-21.5mm Y轴+12.9mm
S1 2W红外激光头:X轴 -29mm Y轴 +2mm
红十字--加工偏移量不需要在XCS软件上进行额外的设置,如果您使用的是lightburn,请参考Lightburn使用指南:如何使用Lightburn加工S1
如果您有任何疑问请联系Xtool售后团队。
¶ 十一、USB无法连接S1应该怎么办?
本文适用于:S1的所有机型
当你在使用USB连接线将机器连接到电脑上,打开XCS软件后,如果出现XCS软件没有办法发现设备,会导致机无法使用。如果出现这个情况,请参考本文指引。

¶ 可能原因1:USB线未完全连接好
**解决方法:**请尝试重新拔插USB线两端插头,将USB的两端分别与电脑和设备的端口相连,并推至最底部,使其完全插入。
如果出现了下面的报错,请检查USB线是否完全插紧。
¶ 可能原因2:USB线材或电脑USB接口故障
**解决方法:当USB线材或电脑USB接口故障,设备之间无法建立连接,**请尝试更换数据线、USB插口或电脑进行连接。
¶ 可能原因3:驱动异常
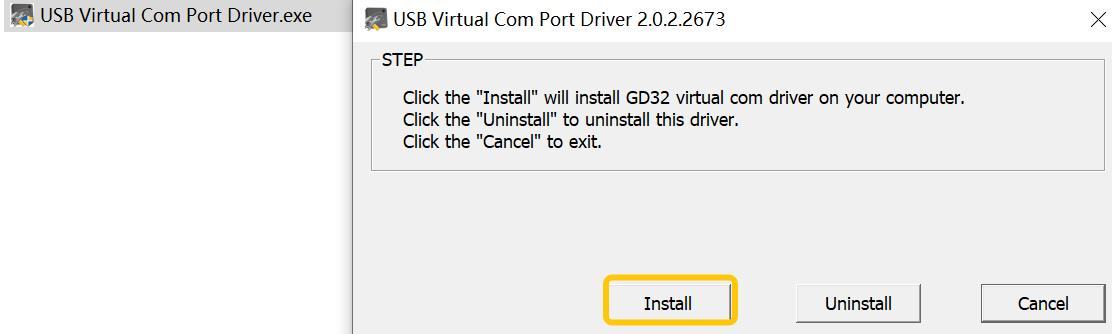
1)对于Windows7系统,请下载下面的驱动安装包,下载后点击Install安装驱动:
USB_Virtual_Com_Port_Driver_v2.0.2.2673.rar
2)对于Windows8系统,暂时不支持使用
3)对于windows10及以上系统,以及MAC系统,无需额外安装驱动
S1通过USB和设备建立连接后,您可以通过下列查看端口状态的方式,确定连接是否正常。
对于windows:
在设备管理器--Port (COM & LPT),查看是否出现了USB串行设备的COM口,如果出现,机器和电脑的物理连接就正常。
对于mac:
打开Ternimal,执行system_profiler SPUSBDataType指令,就可以看到连接的usb设备。如果出现下图,机器和电脑的物理连接正常。
或者打开Terimal,执行指令ls /dev/tty.*
如果能看到列出的串行设备(名称通常以 "/dev/tty." 开头,例如 "/dev/tty.usbserial".),则usb连接正常。
¶ 可能原因4:防火墙和杀毒软件异常
当您在尝试了上述的排错之后,XCS软件上还是没有办法通过USB发现设备,请将您电脑的杀毒软件和防火墙功能关闭,然后重启XCS软件,再次尝试使用USB连接。
¶ 可能原因5:端口占用
避免同时打开多个占用端口的应用软件。在使用XCS前,如果也同时也打开了Lightburn或者其他会占用USB端口的软件,导致XCS无法通过USB识别机器。
请将电脑重启强制退出所有软件,然后再打开XCS软件尝试连接。
¶ 可能原因6: 电脑的版本太低
我们的XCS软件对于电脑的版本是有配置需求的,我们的最低电脑配置参数您可以参考:
| 最低配置 | 推荐配置 | |
|---|---|---|
| 处理器 | Intel Core i5-6200U | Intel Core i5-11600或更高 |
| 操作系统 | Win10 (64位) Mac 10.14 |
Mac 10.15或更高版本 |
| 内存(RAM) | 8GB | 16GB或更高 |
| 显示器分辨率 | 1280*720 | 1920 x 1080或更高分辨率 |
| 硬盘空间 | 8GB | 12GB或更高 |
¶ 可能原因7: XCS软件缓存导致无法连接
请参考下面的指引,将电脑中的XCS软件缓存删除。
1)退出XCS软件
2)访问保存缓存文件的文件夹("XXXX"是用户名):
win:C:\Users*XXXX*\AppData\Roaming\xTool Creative Space\Local Storage
mac:/Users/XXXX/Library/Application Support/xTool Creative Space
3)删除Local Storage文件夹里面的所有文件
4)重启XCS软件
¶ 可能原因8:转接口问题
如果您使用的是Mac版本电脑,电脑上没有USB口,这个情况下需要使用type-c 转USB的转换器。
由于市面上的转换器的质量难以管控,有可能您的转换口会导致XCS软件无法识别S1。如果你在经历这个问题,请尝试更换新的转接口。
如果上面的所有操作您都进行了问题还是没有解决,请联系XTool售后团队
¶ 十二、XCS软件的错误代码合集
本文适用于:S1的所有机型
当你在使用机器的时候,XCS软件可能会出现不同类型的报错提示,导致机器加工中途停止,您可以参考这篇文章作为指引。
请注意,如果出现下面的提示,会导致加工中的文件被暂停;如果出现了加工中途停止的情况,您可以按下机器的启动键,继续执行未完成的文件。
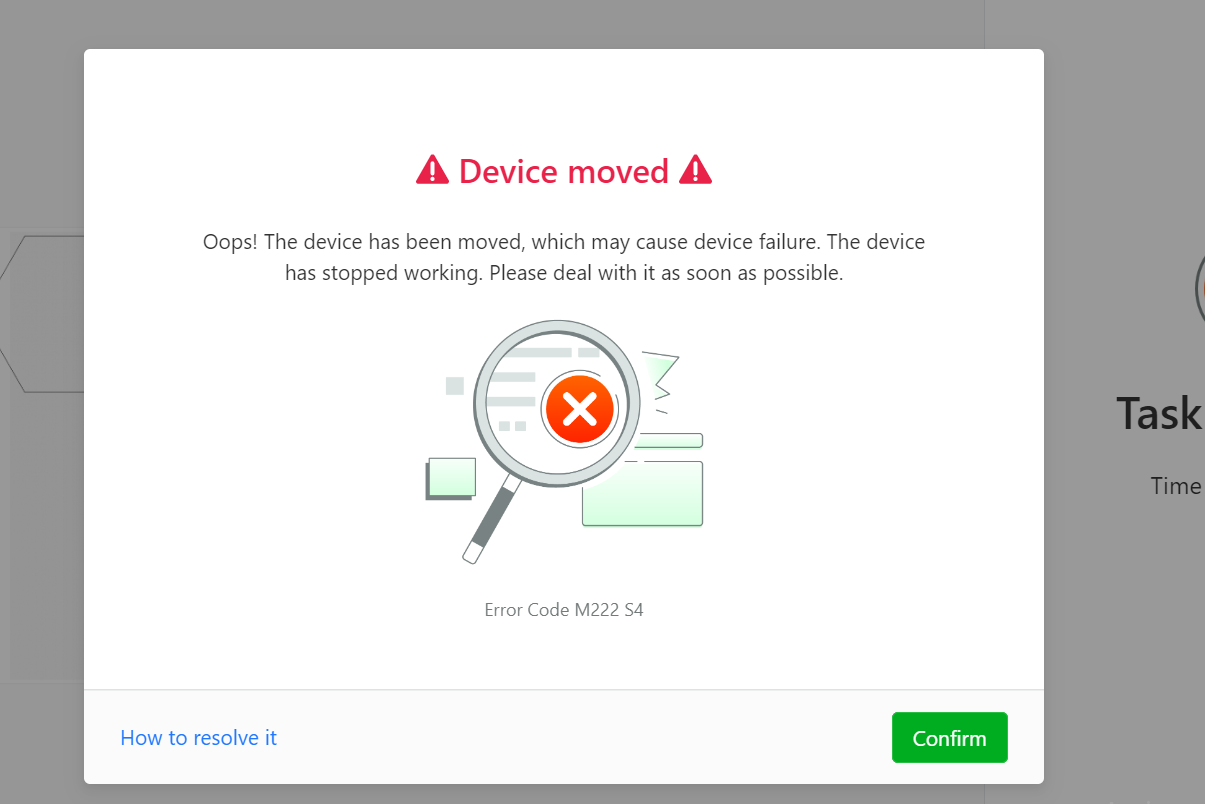
¶ 代码: m222_s4: 检测到移动
当机器在加工中,如果机器突然被移动或者被抬起,则会触发这个报错。请将机器放置在水平平面,避免机器在加工时颠簸倾斜,并确保机器在加工中不被抬起和移动。同时请确保您的机器的固件升级到最新。
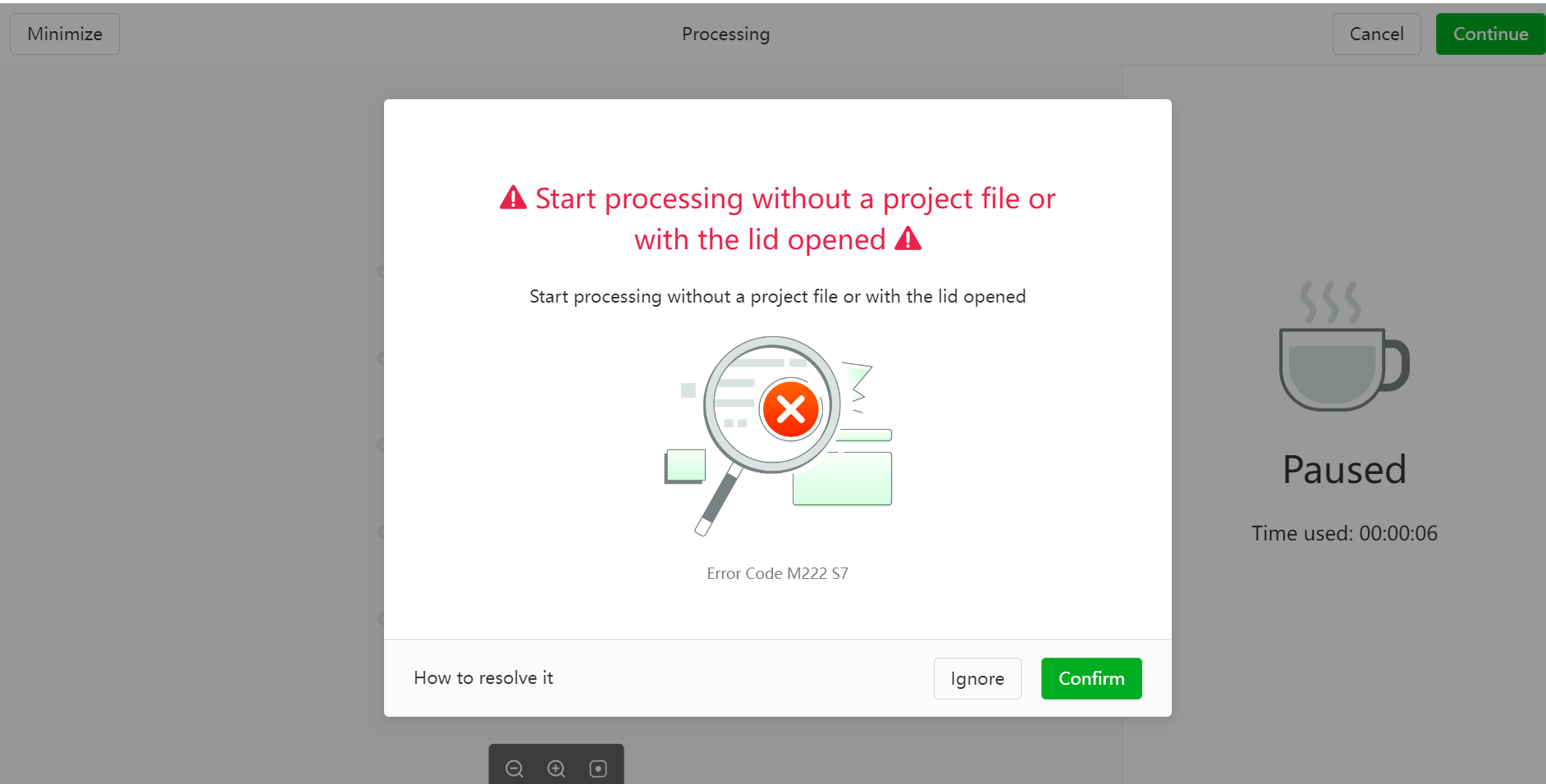
¶ 代码:m222_s7:未关闭机器遮罩
机器执行加工任务的时候,如果顶盖遮罩没有关闭,或者遮罩在关闭的时候被异物卡住导致无法完全盖紧。请检查并确保S1机器的遮罩已经关闭。同时也请检查机器的固件版本是否已经升级到最新。
如果关闭顶盖,且固件已经升级,还会有该错误提醒,可能是内部的霍尔传感器异常,请联系Xtool售后团队。
¶ 代码:m53_t0:SD 卡异常或损坏
XCS软件出现这个报错,一般和SD卡有关系。SD卡对于S1加工非常重要,当SD卡出现异常,XCS软件中的文件可能会无法发送到机器的TF卡中,机器在加工时也会出现异常移动的情况,机器也可能无法开机。
请尝试将机器关机,然后重新拔插SD卡。
如果您在拔插SD卡时,请确保将机器关机,否则SD卡可能会出现异常,可以尝试将SD卡格式化。
如果拔插SD卡后还有问题,请更换新的SD卡。
¶ 代码: m222_s9:检测到火焰
如果使用蓝光激光头,出现了这个报错,代表机器在加工的过程中检测到了火焰,请及时关注您的机器使用情况并及时扑灭火焰。激光雕刻机在加工的时候很容易出现着火的问题,根据我们的测试,易燃烧高到低依次为:瓦楞纸>轻木>椴木板>松木>皮革>亚克力>牛皮纸。
如果没有出现起火现象,请确认您是否使用了1064 2W激光头模块,使用2W激光模块,工作的波长和火焰传感器的检测波长一致,会触发火焰检测报警。
请注意:不要在无人值守的环境下使用机器,可以搭配灭火配件一起使用产品。
¶ 代码:m222_s20: 加工过程中触发限位
如果触发了这个报错,代表机器触发了限位功能,由于XCS软件采用的是绝对坐标的定位方式,XCS中的文件不能超出加工的画布,正常情况下机器不会触发限位报警。
出现问题,请在XCS软件上打开激光头位置,观察激光头撞边的时候XCS软件显示的激光头显示位置是否也在对应区域。该问题可能是XCS生成的Gcode出现异常,请尝试关机拔插TF卡,更换Wi-Fi网络,再次加工。
限位触发也有可能和限位传感器,限位连接线,主板有关系。请为我们提供问题视频,观察触发报警时激光头移动的状态。
¶ 代码:m222_s21:WiFi模组与主控通讯异常
如果触发这个报错,请先尝试重启机器和XCS软件,同时避免将多个设备连接机器,并将机器的固件升级到最新版本。
如果问题还继续发生,请告知我们问题的发生频率和问题的发生场景,必要时请联系Xtool售后团队。
¶ 代码: m222_s23: 安全锁拔出警告
如果出现这个提示,请检查安全锁是否插入到机器上。同时确保您的机器的固件已经升级到最新版本。
我们会在机器的工具盒中额外提供一个安全锁,您可以将机器关机,然后尝试使用另外一个安全锁。如果已经测试了两个钥匙锁后问题依旧,请联系售后团队。
¶ 代码:m8: 电机驱动芯片报错
出现这个问题请重新拔插电机连接线,同时可以观察电机连接线是否出现断裂破损。
您可以根据激光头的运动方向,判断是X轴、Y轴还是Z轴方向的电机出现异常。例如:在XCS的画布中添加X轴方向的直线,如果激光头移动不会报错,但是在XCS软件输入Y轴方向直线出现报错,问题和Y轴电机的关系更大。这个时候请拔主板端和Y轴电机端的电机连接线。
重新拔插后问题依旧,可能是主板出现了异常,请联系售后部门
¶ 代码:M222 S22激光头和主控通讯异常
如果出现这个问题,请参考本文指引:激光头和主板通讯异常
¶ 十三、如何使用Lightburn加工S1
请注意,在Lightburn上使用一键对焦功能,需要使用V2版本的Lightburn的配置文件,同时机器固件升级到005及以上。
lightburn支持基础的加工流程,支持功能如对焦(单点)、走边框、加工、旋转附件。请查看具体帮助文档进行相应设置。由于lightburn是第三方软件公司,无法做到完美支持,因此lightburn不支持功能如激光头位置、测量材料区域、曲面模式。如果要使用该功能,请使用XCS软件。
¶ XCS和Lightburn功能对比
| 软件使用功能 | XCS | Lightburn |
|---|---|---|
| 一键测焦 | 支持 | 支持 |
| 曲面雕刻 | 支持 | 不支持 |
| 旋转附件雕刻 | 支持 | 支持,操作步骤复杂 |
| 红十字偏移量设置 | 无需手动设置 | 每次加工文件前,都需要手动设置红十字偏移量 |
| 智能气泵联动 | 支持 | 不支持 |
| 桌面空气净化器联动 | 支持 | 不支持 |
| 火焰检测 | 支持 | 支持 |
| 测量加工区域 | 支持 | 不支持 |
¶ 配置文件
V1版本:xTOOL_S1.lbdev.zip
¶ 对焦模块
S1对焦模块可以探测当前位置下的焦距。
¶ V1配置文件使用说明
¶ 焦距探测
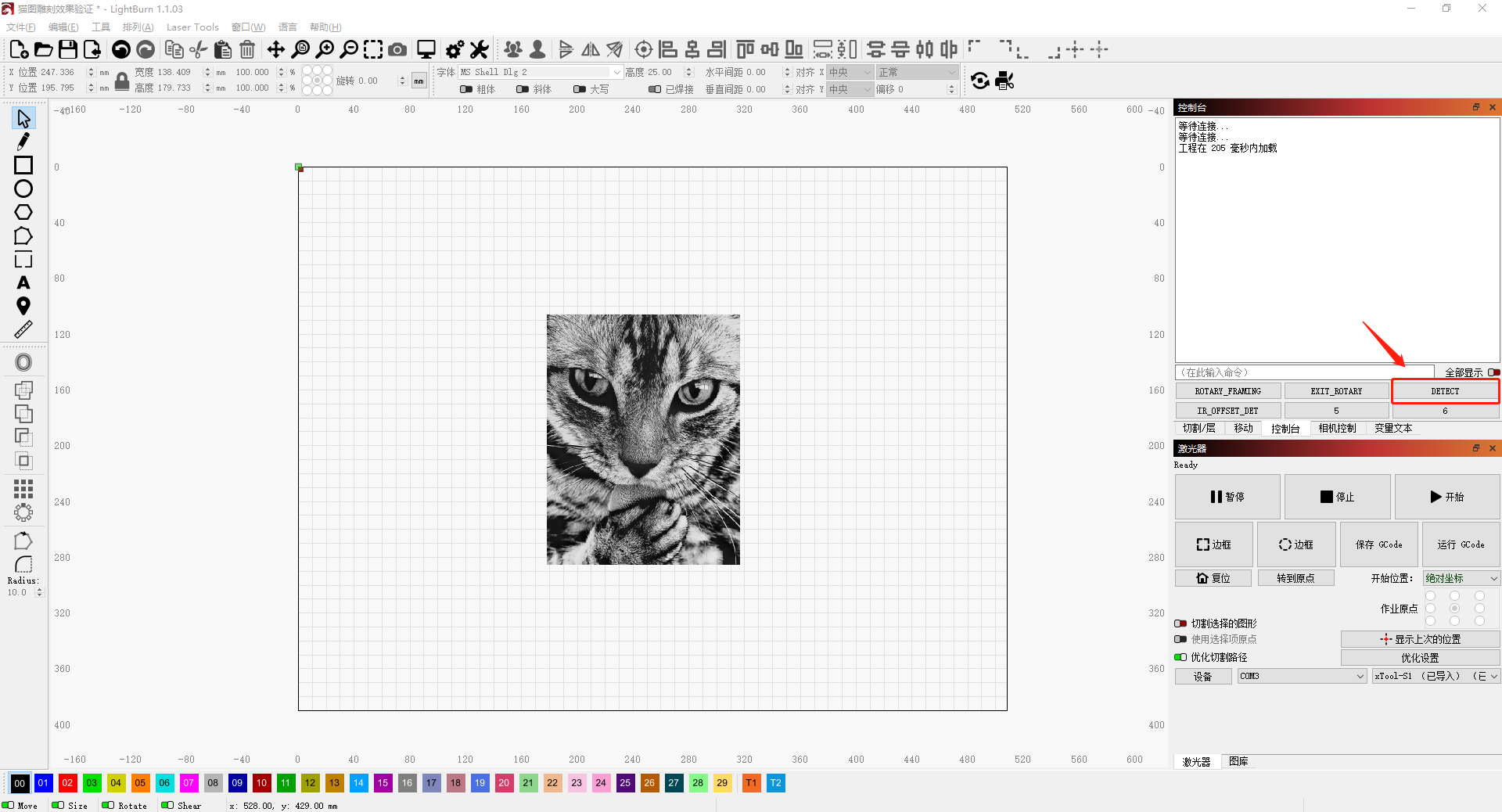
第一步,点击ENTER_FOCUS_MODE按钮,进入对焦模式,此时lightburn会向下位机发送M312 S1, 指示灯变为白色闪烁。
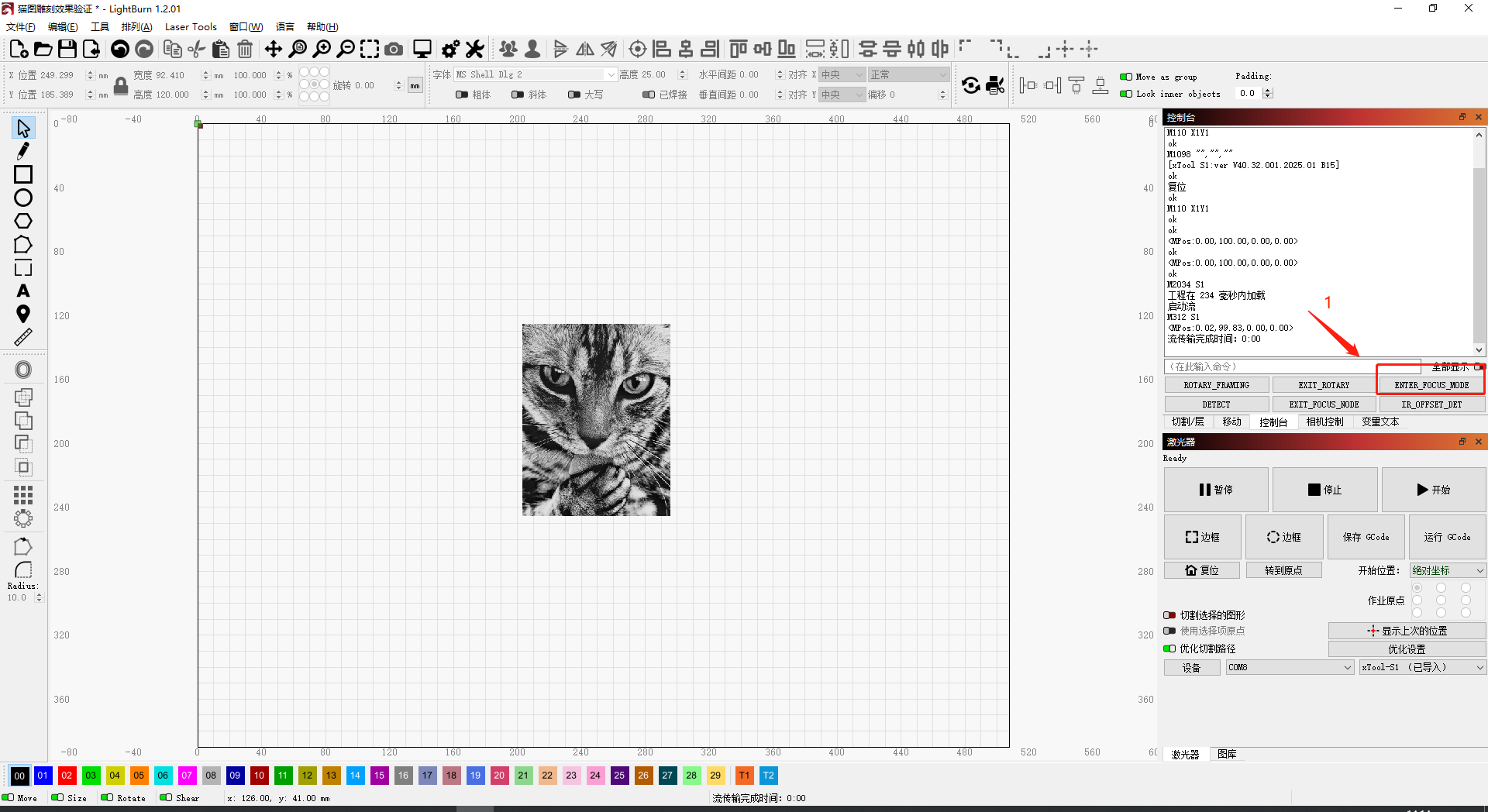
第二步,点击DETECT按钮,进行一键焦距探测,此时lightburn会向下位机发送M311 T0进行焦距探测,此时控制台会打印焦距信息M313 Zxxx,如下图焦距为38.827。
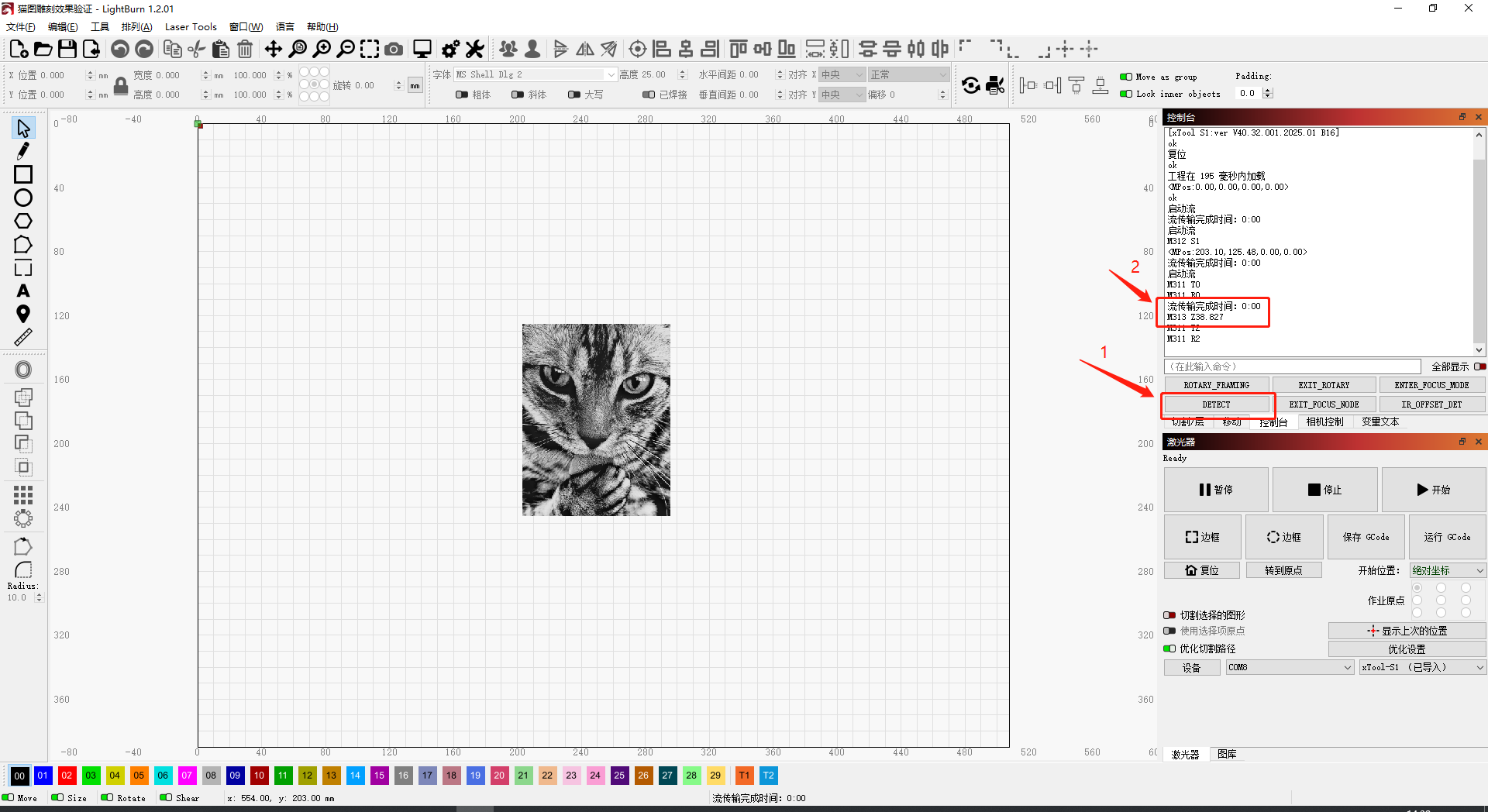
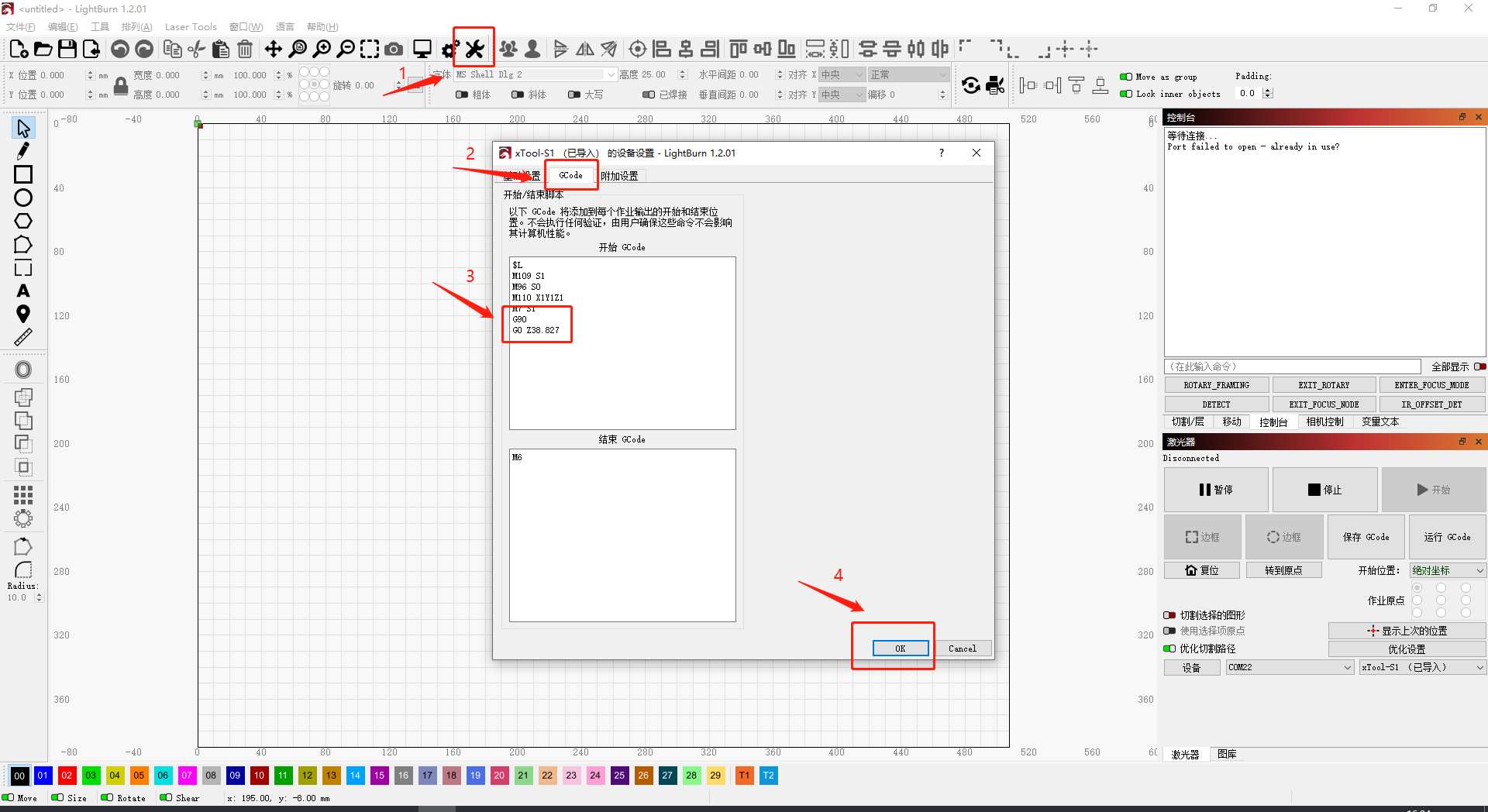
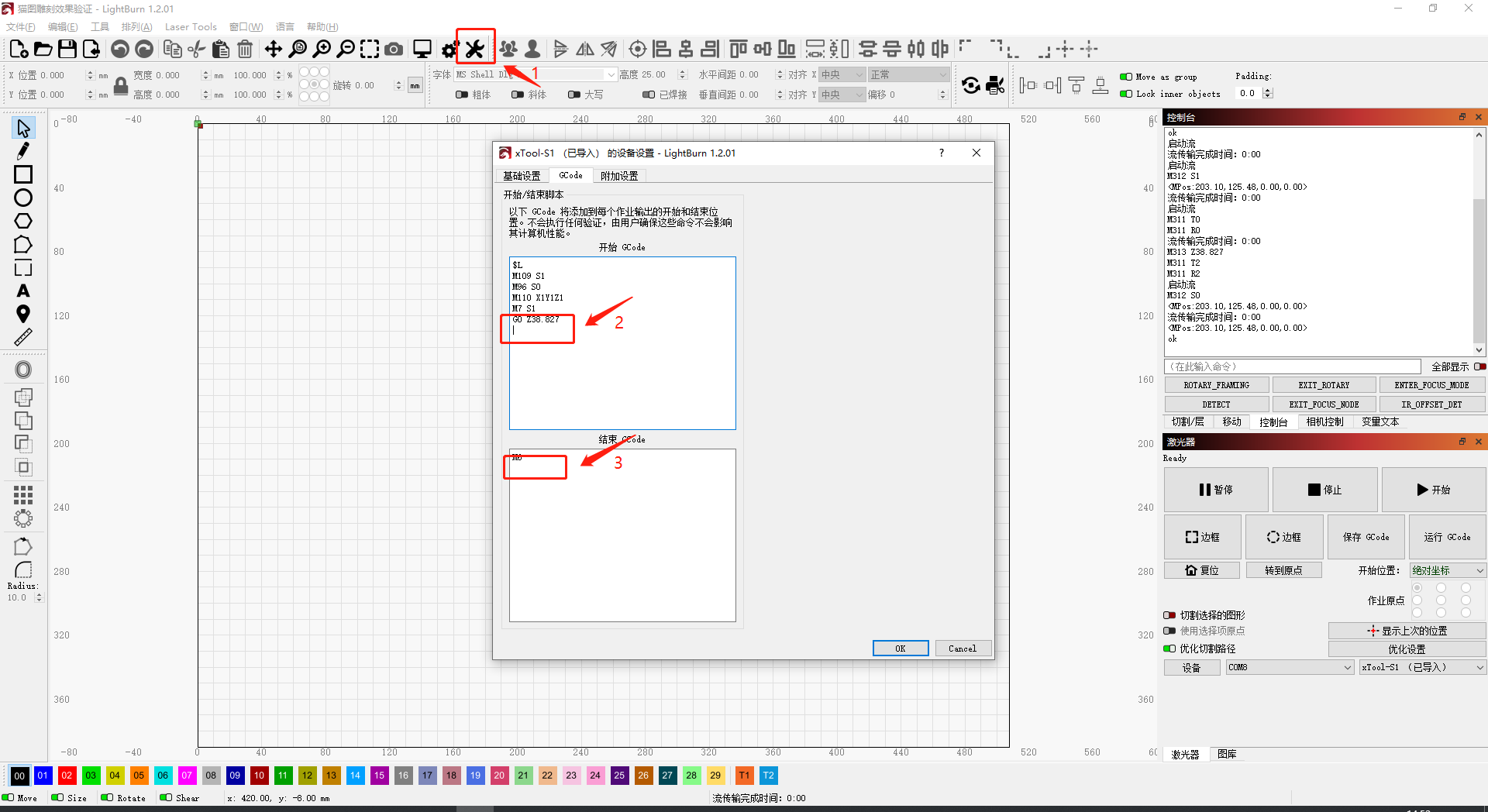
第三步,打开设备设置的Gcode设置功能,在开始Gcode的输入框末行,添加指令"**G0 Z38.**827"。注意前面需要添加“G90”指令来把后续指令执行为绝对定位模式。
第四步,点击EXIT_FOCUS_MODE按钮退出对焦模式
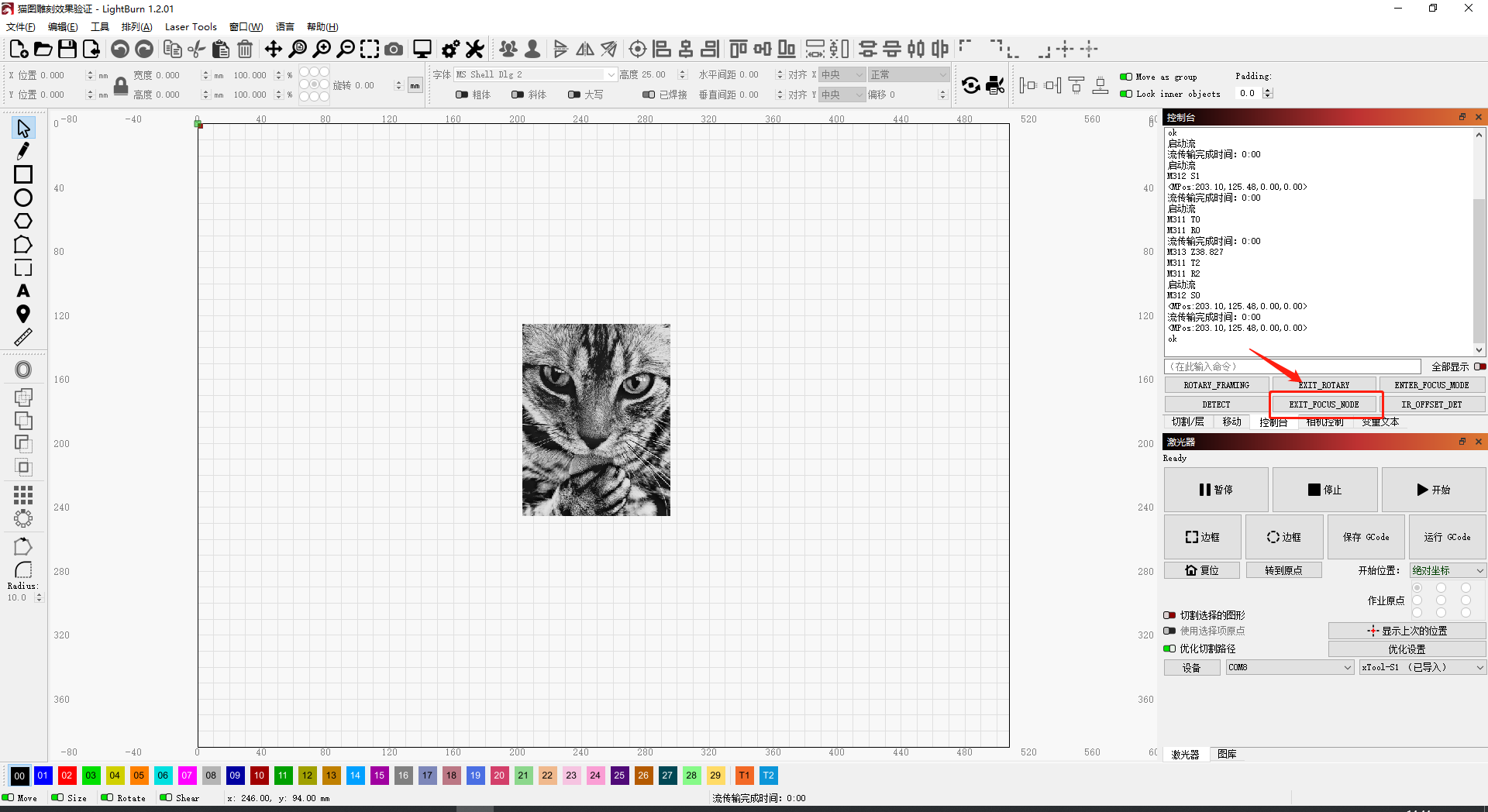
完成设备设置后,点击开始按钮即可进行加工。
¶ 指令说明
M312 S0与M312 S1分别是退出对焦模式和进入对焦模式,所有探测需要在对焦模式下进行;
M368为一键对焦指令,会自动进行对焦和探针归位,返回焦距信息。
¶ V2配置文件使用说明
¶ 焦距探测
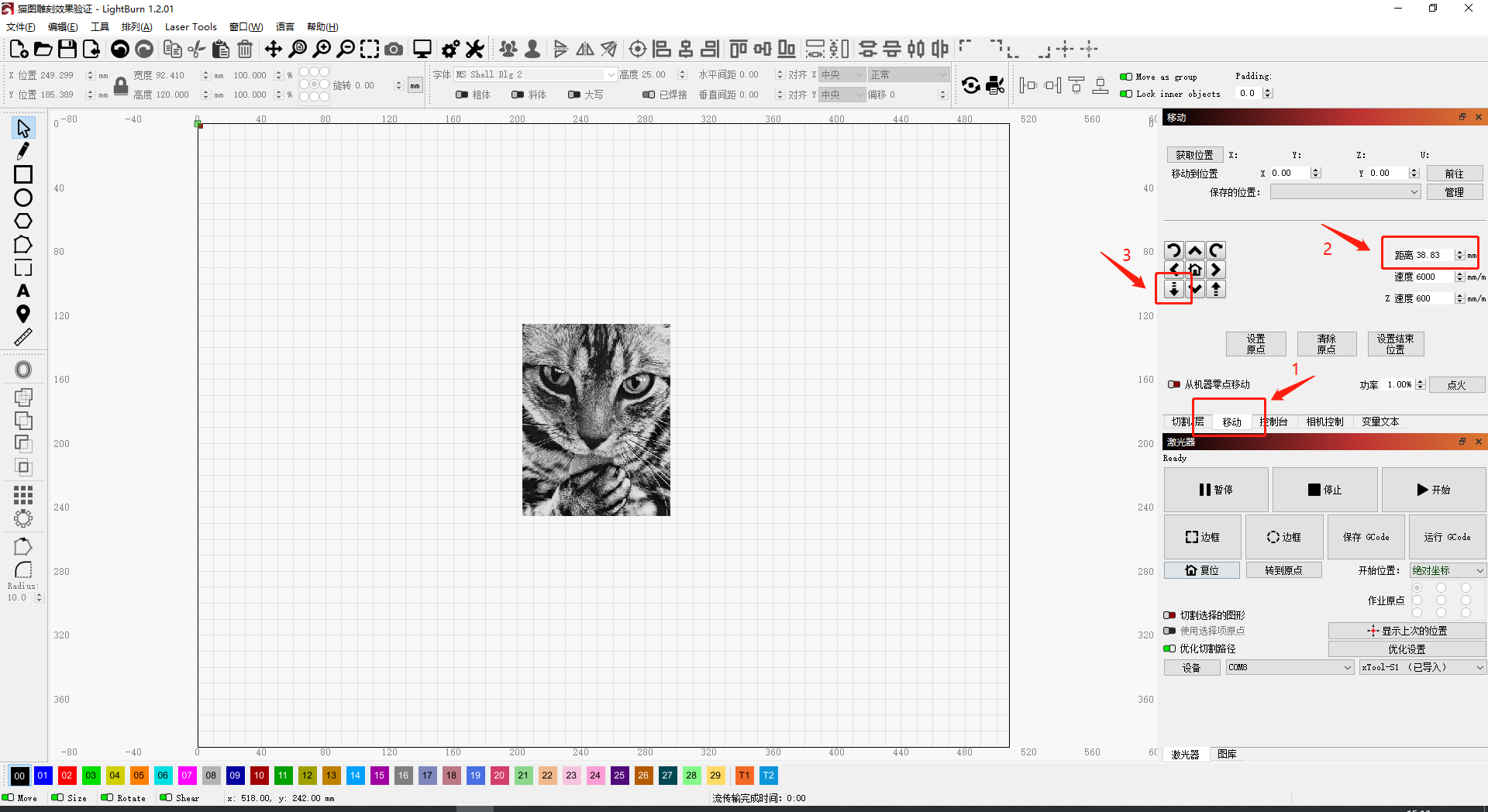
V2版本只需要点击一键对焦宏开关即可完成焦距探测与移动到焦距位置。(固件版本需要大于004)。
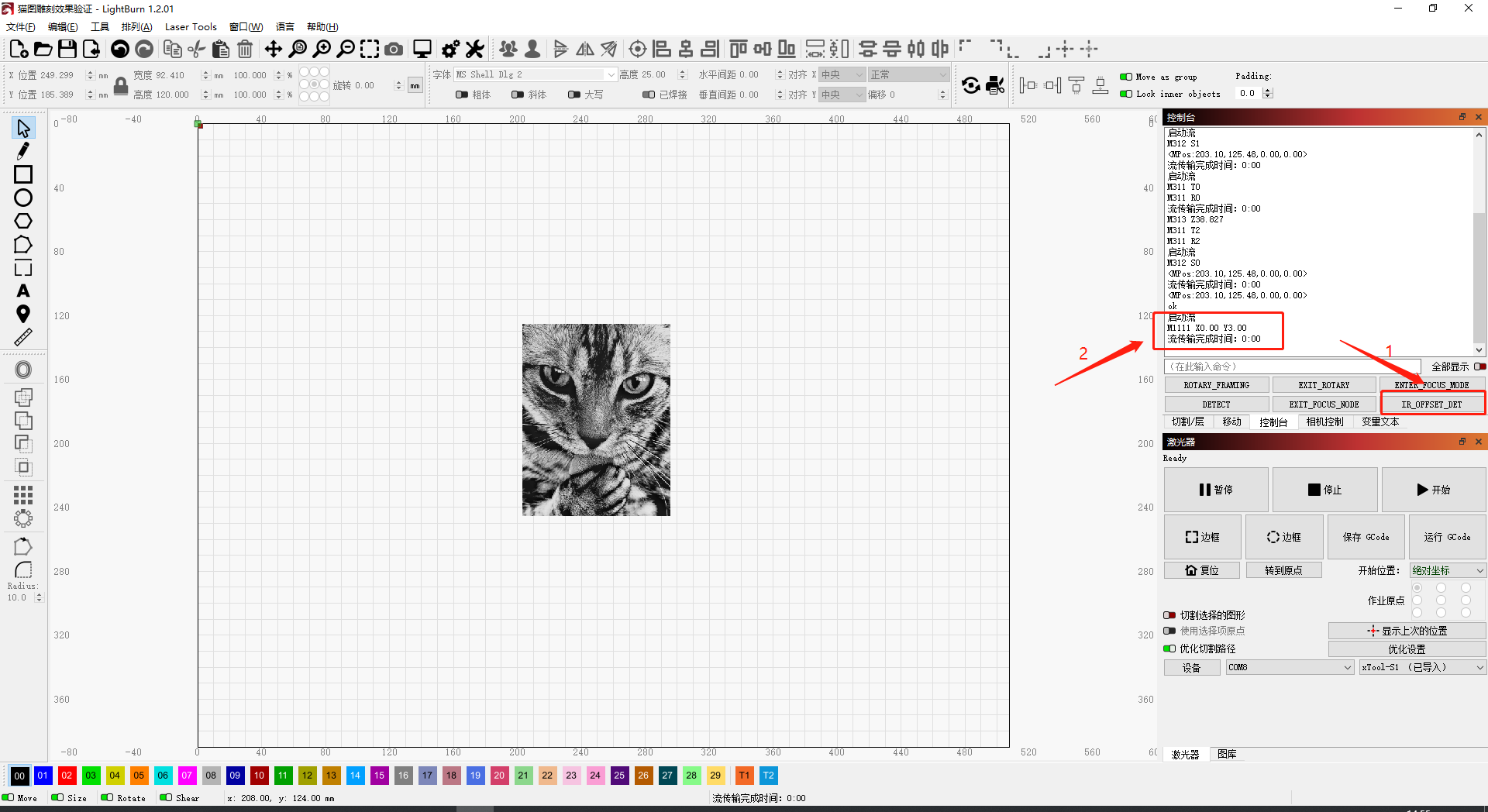
¶ 红外偏移检测
红十字定位下激光头不同位置红外偏移值不同,设定当前高度XY轴红外安装偏移量,确保对位精准。
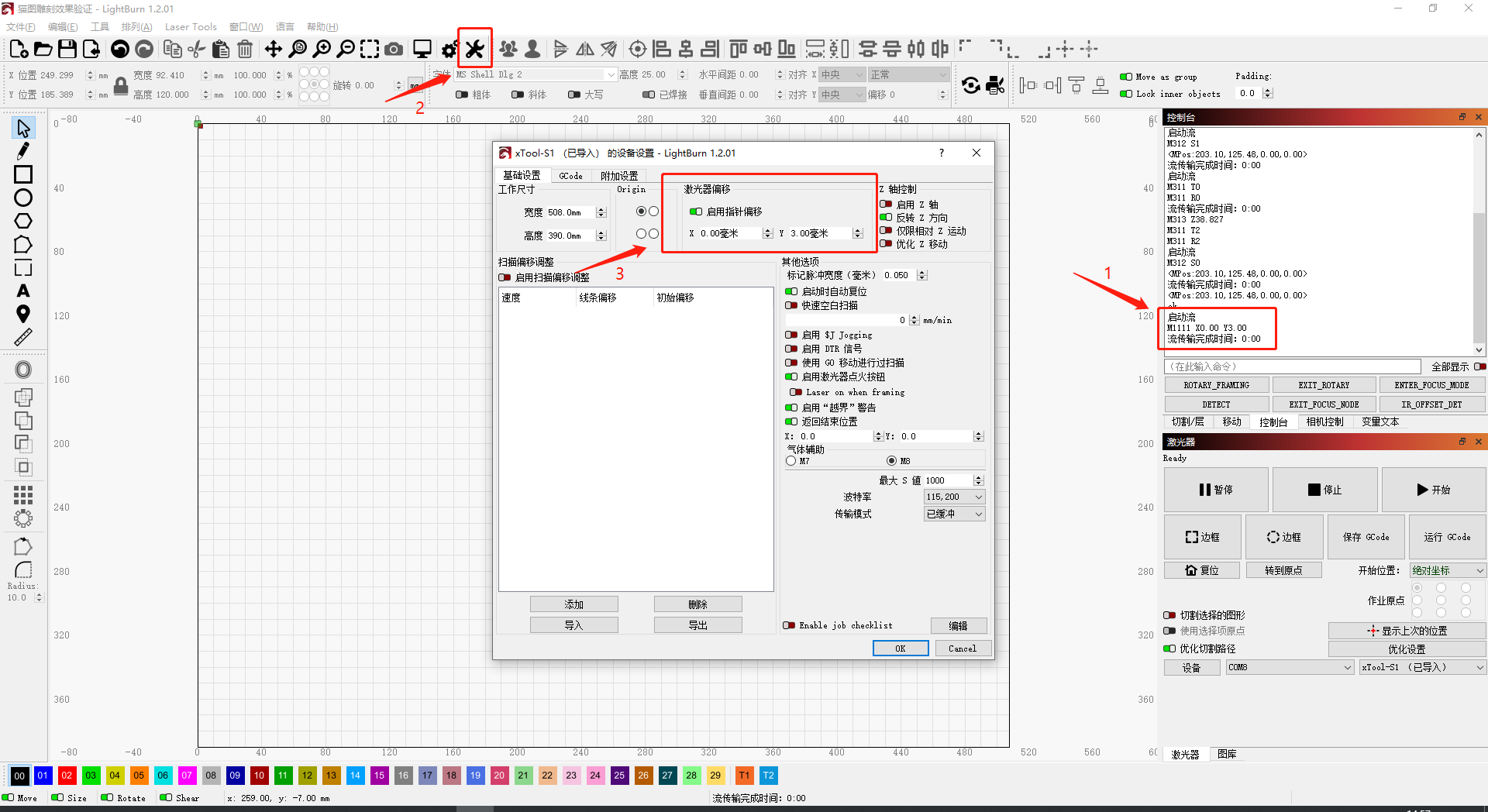
激光偏移配置实际配置的是用户定位的位置和激光出光位置的偏移,比如红十字定位的位置和激光出光位置的距离为6mm。如果不配置这个地方,那么激光加工的位置和实际用红十字定位的位置相差6mm。配置X参数偏移为6mm后,生成的gcode会自动移动6mm后然后再出光。
如果使用弱光定位,则无需配置此参数。
¶ 偏移量设置
第一步,根据对焦模块打印的焦距信息,比如上面的Z38.827,设置为当前高度
第二步,点击IR_OFFSET_DET按钮,查询当前高度下的XY轴红外安装偏移,此时lightburn会向下位机发送指令M1111,这个时候会上报当前位置XY轴对应的偏移量
第三步,打开设置,手动输入上报的偏移量,点击确定即可
¶ 指令说明
指令M1111的作用是用来查询当前高度下的XY轴红外安装偏移。
¶ 旋转附件
S1使用U轴电机驱动旋转附件,即Gcode指令需要有U轴坐标,由于lightburn上没有U轴的概念,因此我们通过把lightburn中的旋转轴设置为Y轴,并通过下位机实现lightburn生成的gcode中关于Y轴转换为U轴的功能实现。
¶ lightburn旋转功能
lightburn软件支持开启旋转的功能,当该功能开启时,需要设置对应的旋转轴,可设置为Y/Z/A轴。开启后,生成的Gcode文件的坐标由X轴和旋转轴组成。当前下位机已经实现轴替换的功能,使用S1的时候选择Y轴,然后在Gcode文件的开始位置,增加相应的轴替换指令M117 A2B4,即可将旋转轴替换为下位机的U轴,实现lightburn对旋转附件进行加工的功能。
¶ 设备设置
¶ 1.开启旋转
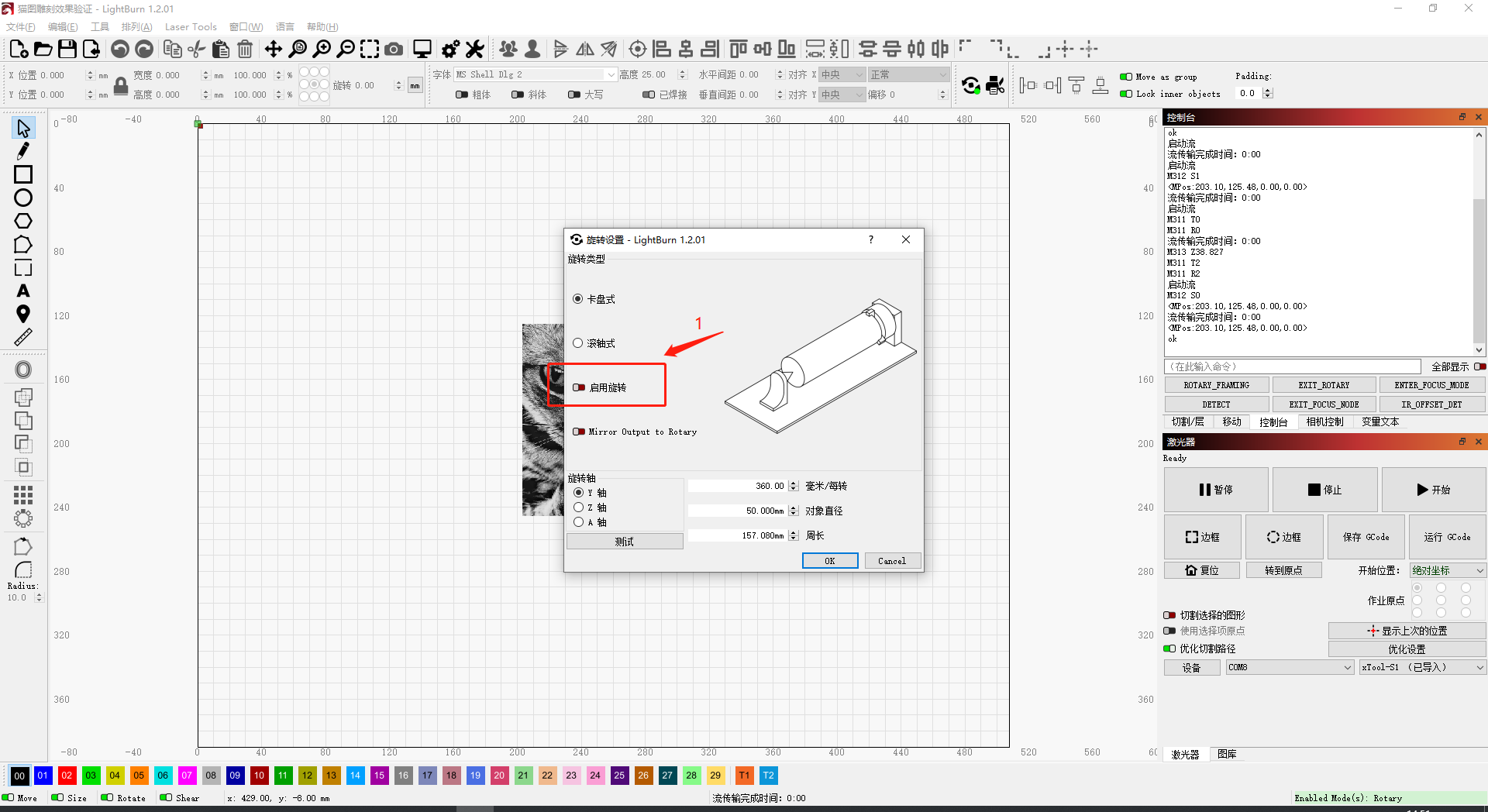
第一步,先进入旋转轴设置页面,开启旋转功能,并设置旋转轴为Y轴。
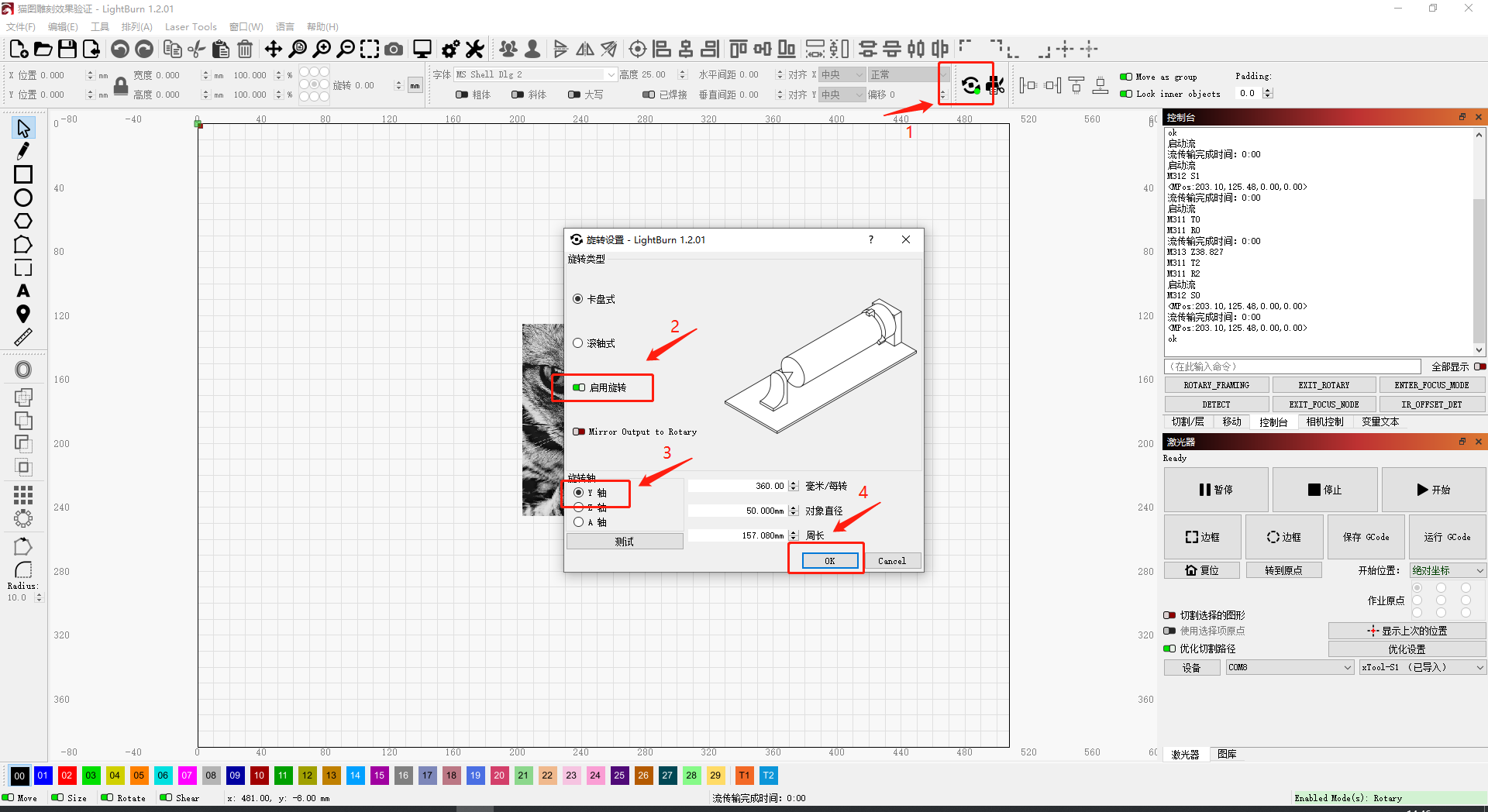
第二步,打开设备设置的Gcode设置功能,在开始Gcode的输入框末行,添加指令"M117****A2B4",注意行首不能有分号,否则该指令被屏蔽。在结束Gcode的输入框首行,添加指令"M117 A2B2";

完成以上步骤即可开启旋转附件加工的功能。
¶ 2.关闭旋转
首先需要关闭旋转,然后将之前添加的指令进行删除
¶ 旋转附件走边框
旋转附件走边框,必须严格按照以下操作顺序:
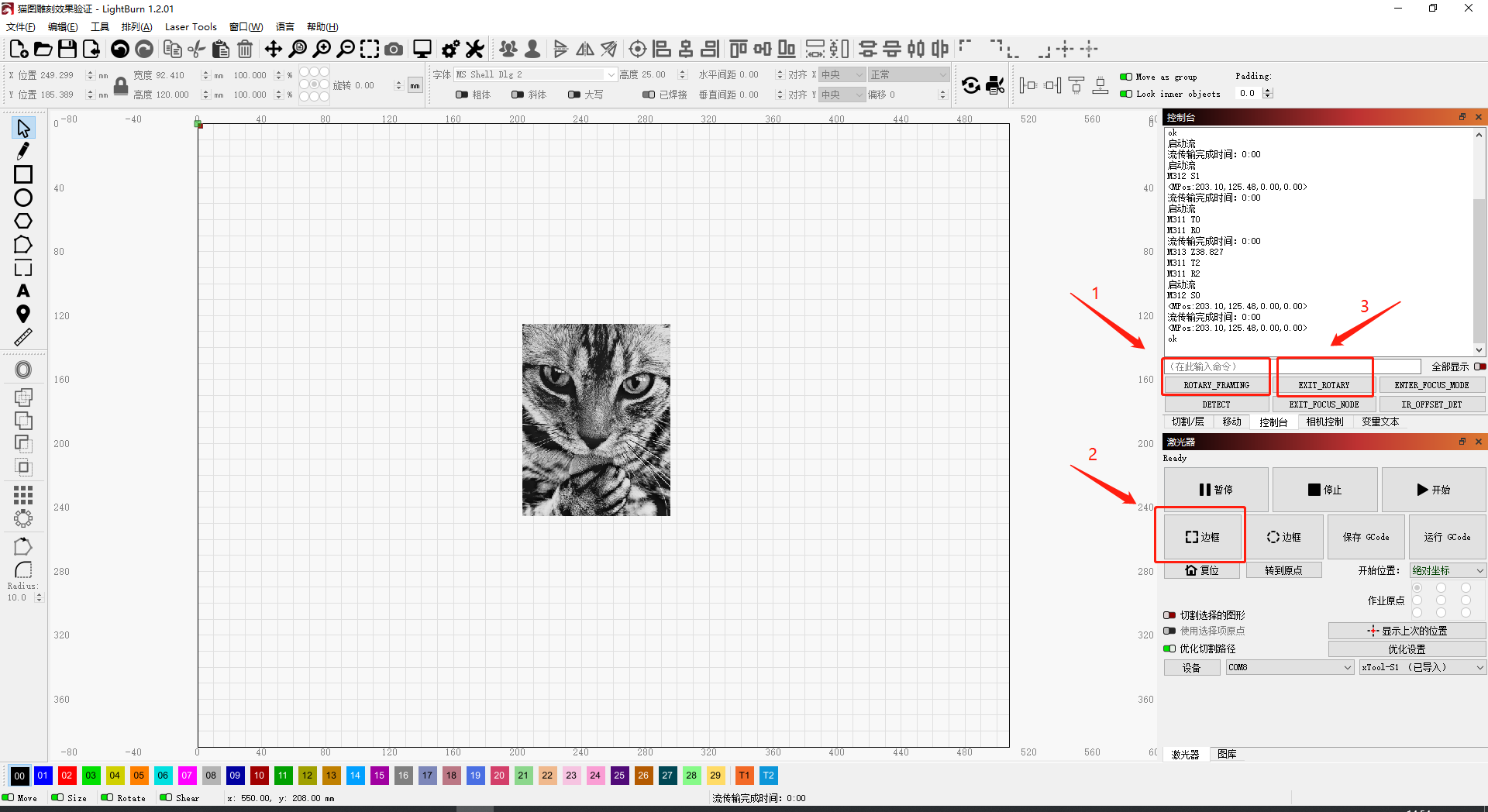
一、点击ROTARY_FRAMING按钮,此时lightburn会向下位机发送轴替换指令"M117 A2B4";
二、点击走边框按钮,lightburn下发Gcode指令,控制下位机进行走边框。
三、点击EXIT_ROTARY按钮,此时lightburn会向下位机发送轴替换指令"M117 A2B2",取消轴替换;
注意,旋转模式走边框时,都需要先启动轴替换功能,且回到平面模式时必须取消。否则后续走边框会出现异常。
¶ 旋转附件加工
完成设备设置后,点击开始按钮即可进行旋转附件的加工
¶ 指令说明
指令M117AaBb的作用,是进行轴替换。即,将a轴替换为b轴,其中a、b可能的值为
±1,±2,±3,±4,分别表示X,Y,Z,U,正负描述方向,但a的符号没有意义。
M117A2B4表示用Y轴来当作U轴,可以实现旋转附件的加工
¶ 十四、为什么红十字光标在定位的时候会产生轻微偏差?
本文适用于:S1所有型号
目前S1所有激光头,只有红十字光标定位功能,没有弱光定位的功能。为了确保激光头的雕刻起始点和目标位置重合,加工前需要进行走边框,确定加工范围。
有的时候我们会发现,激光头的红十字光标的中心,在走边框执行前,激光头先往Z轴下降,下降中红十字光标逐渐变窄,且红十字中心会有轻微偏移。或者加工完成后,发现再次走边框范围红十字和加工痕迹不重合。
由于激光头红十字出光点的结构设计问题,红十字光标在上下移动中,打在材料表面的中心点会随Z轴移动而改变,该误差值为0.5mm。
我们通过XCS软件进行了距离补偿,在走边框时,只要您确保激光头下沉前,选择好了激光头红十字起始点,那么实际加工起始点就和激光头下沉前的红十字中心完美重合。
如果您有任何疑问请联系Xtool售后团队。
¶ 十五、S1主板的接口的类型和作用
本文适用于:S1所有型号
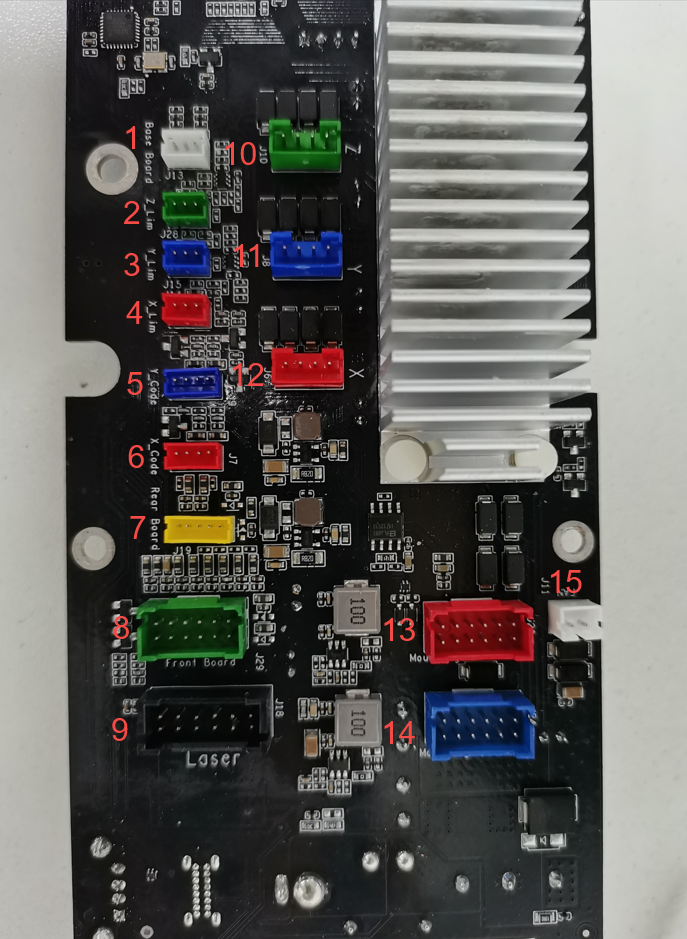
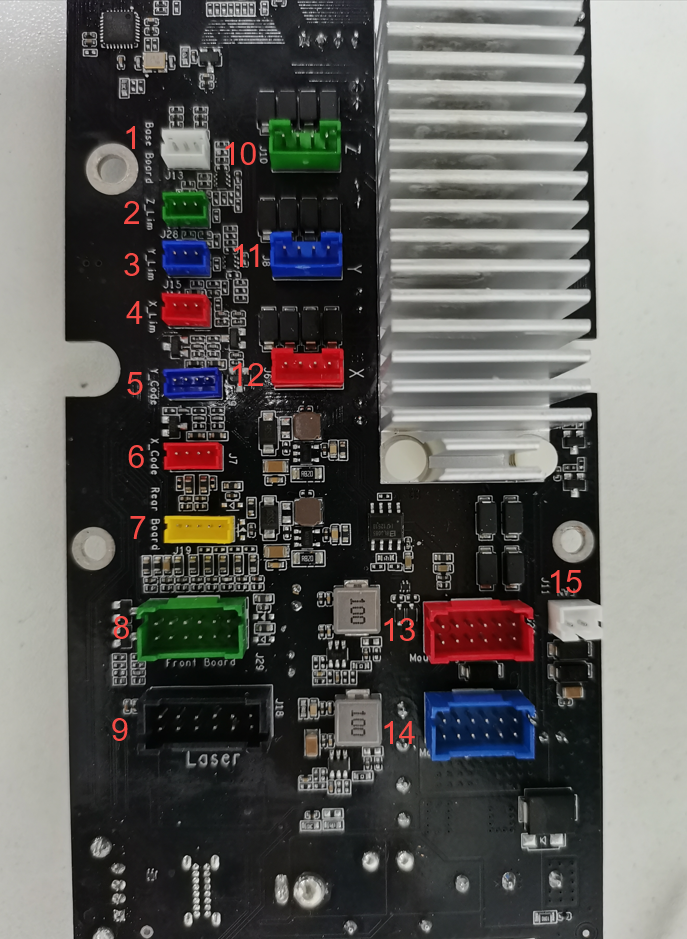
本文将向您介绍S1主板的各个端口的作用。您在使用S1时,在某些场景下,我们会建议您检查主板端某些连接线是否插紧破裂,或者将机器关机然后对连接线进行拔插。
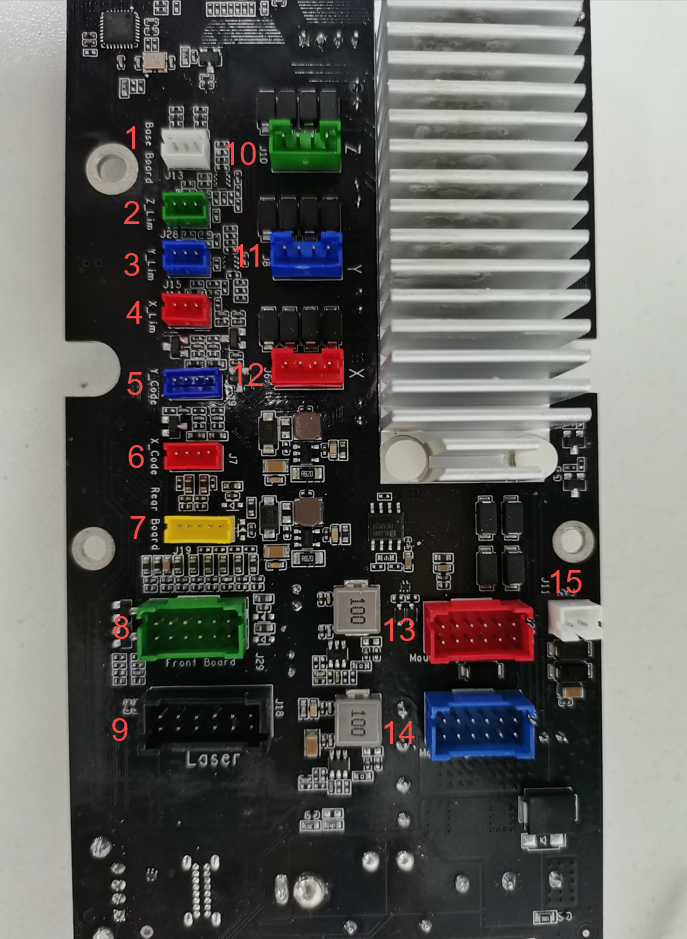
1.底板检测连接口 ;
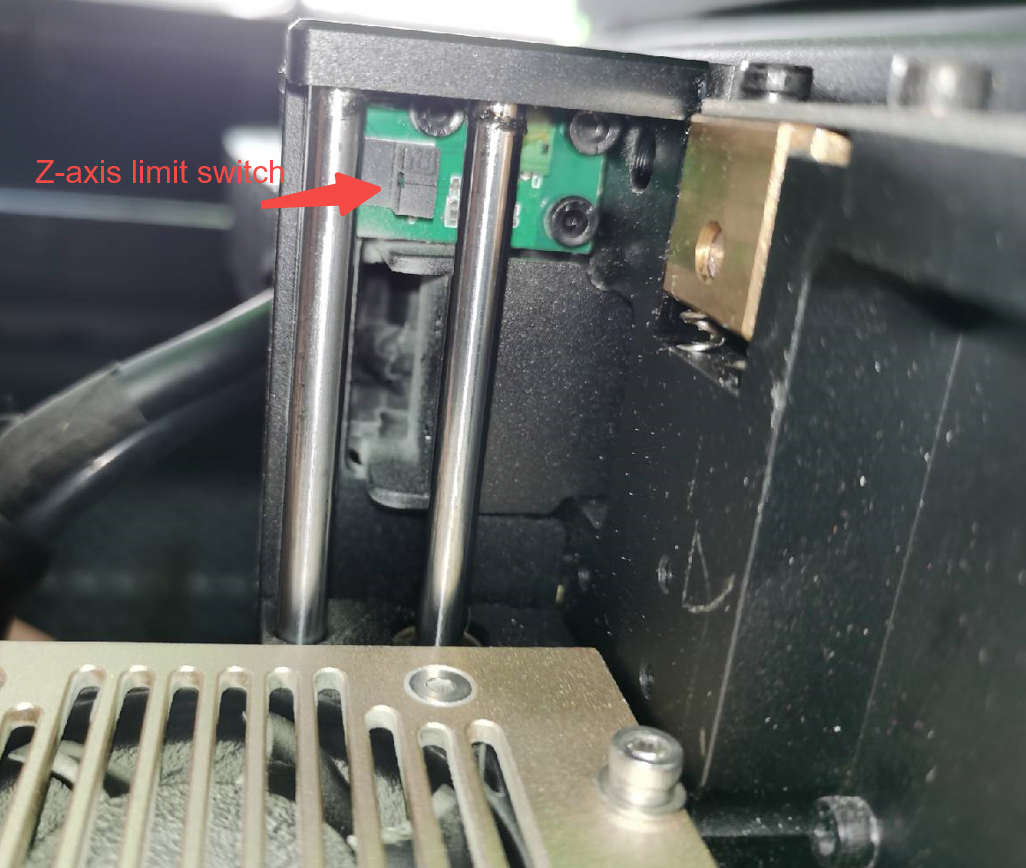
2.Z轴限位连接口;
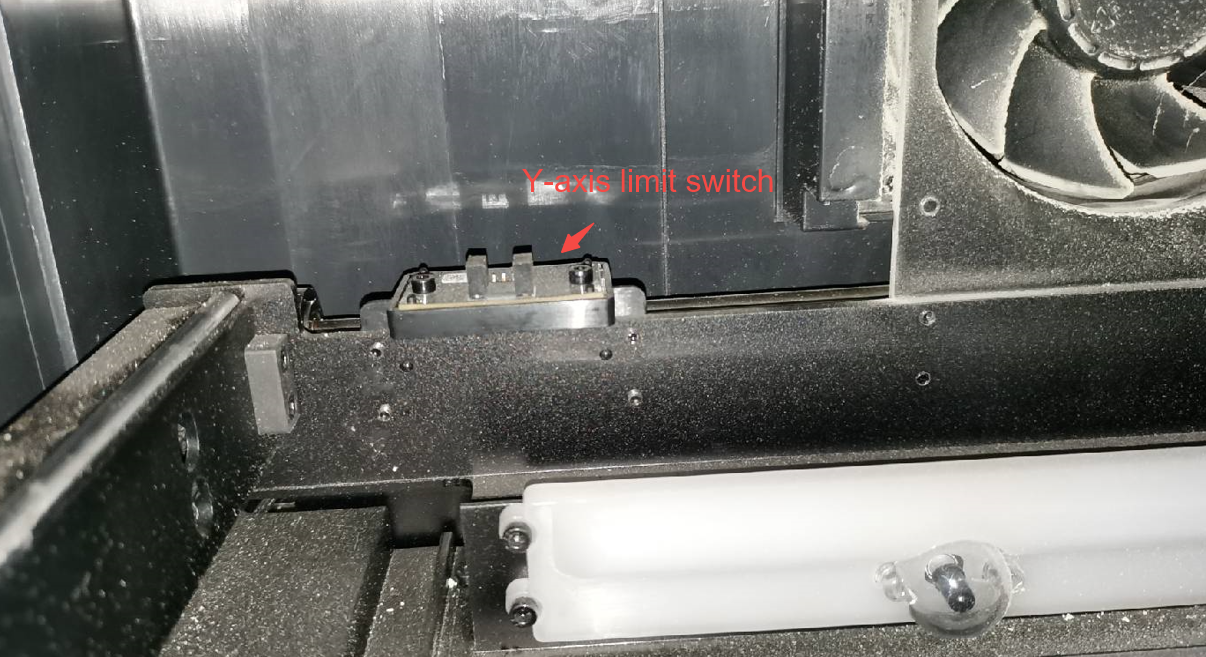
3.Y轴限位连接口;
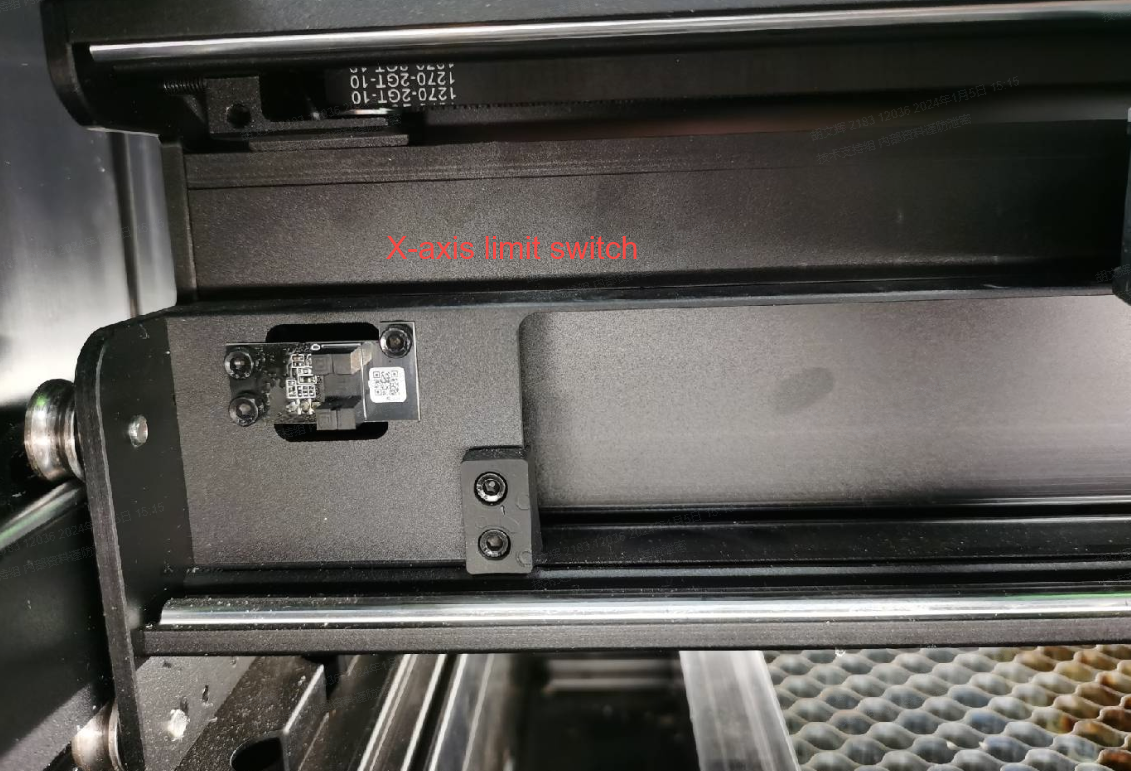
4.X轴限位连接口;
5.Y轴电机编码器连接口;
6.X轴电机编码器连接口;
7.后灯板连接口;
8.前灯板连接口;
9.激光头连接口;
10.Z轴电机线连接口;
11.Y轴电机线连接口;
12.X轴电机线连接口;
13.后接口板连接口 ;
14.前接口板连接口;
15.机器风扇连接口
当您在使用中,出现了异常情况,可以先将机器断电,根据问题现象拔插对应的连接线,例如:如果出现了X轴无法移动/X轴移动异响,重新拔插主板X轴电机连接线;出现了激光头Y轴复位失败,重新检查和拔插主板端Y轴限位连接线、Y轴限位传感器和Y轴限位连接线。
可以根据线材接头的大小颜色,与主板接口大小颜色进行匹配。
如果使用中有异常请联系Xtool售后团队。
¶ 十六、如何给S1建立Wi-Fi和IP连接?
本文适用于:S1的所有型号
对于S1,有三种连接方式,分别是USB、Wi-Fi和IP连接。使用USB方式连接需要使用自带的USB连接线,使用Wi-Fi或者IP连接则不需要使用USB线。如果你需要使用Wi-Fi或者IP连接,请参考这篇文章的指导。
- 建立USB连接
在将机器建立Wi-Fi连接或者IP地址连接之前,首先需要先建立USB连接
接上USB线后,点击Connect device,在USB界面连接机器;如果XCS无法发现设备,请参考:USB无法连接S1应该怎么办?
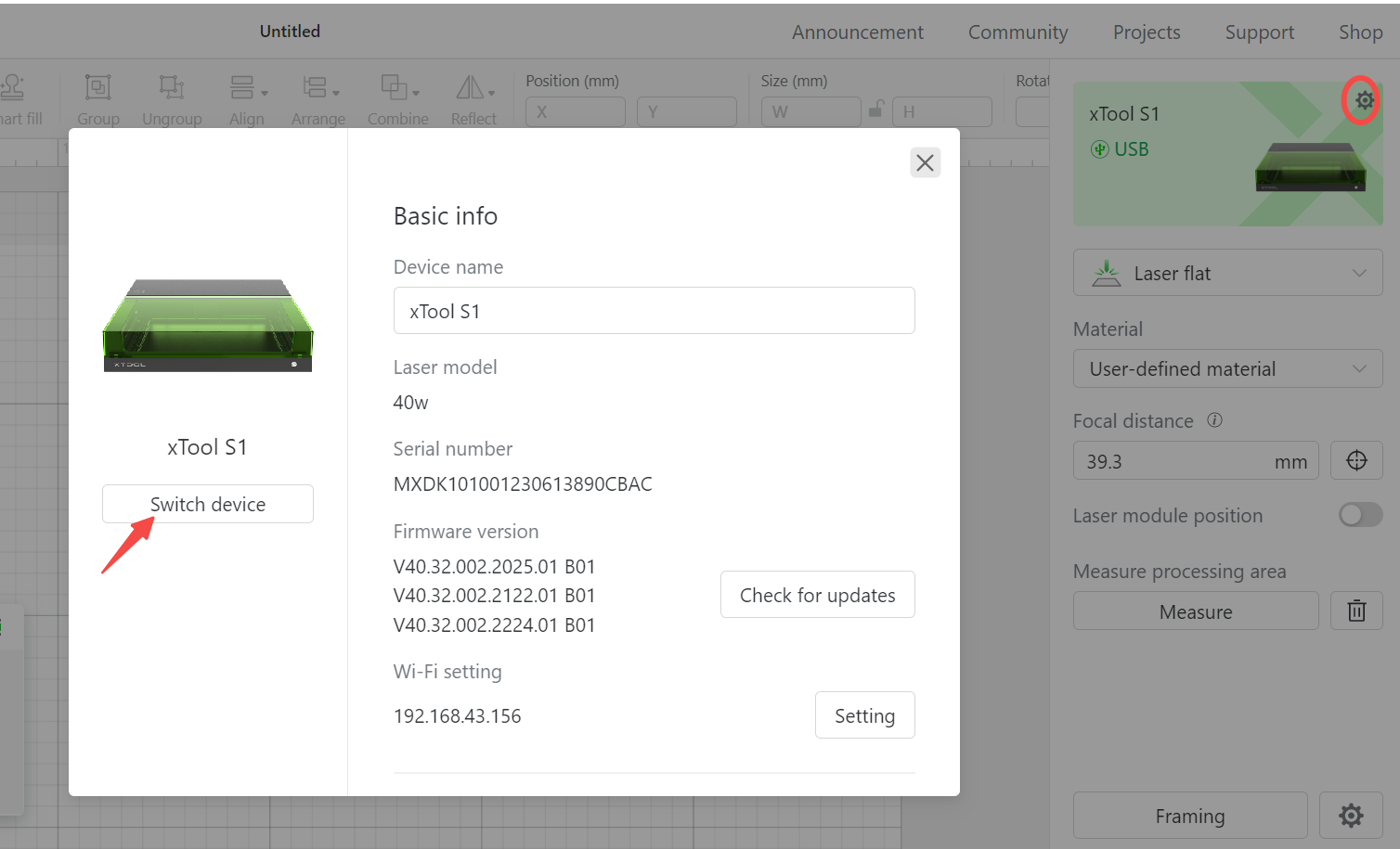
- Wi-Fi配置
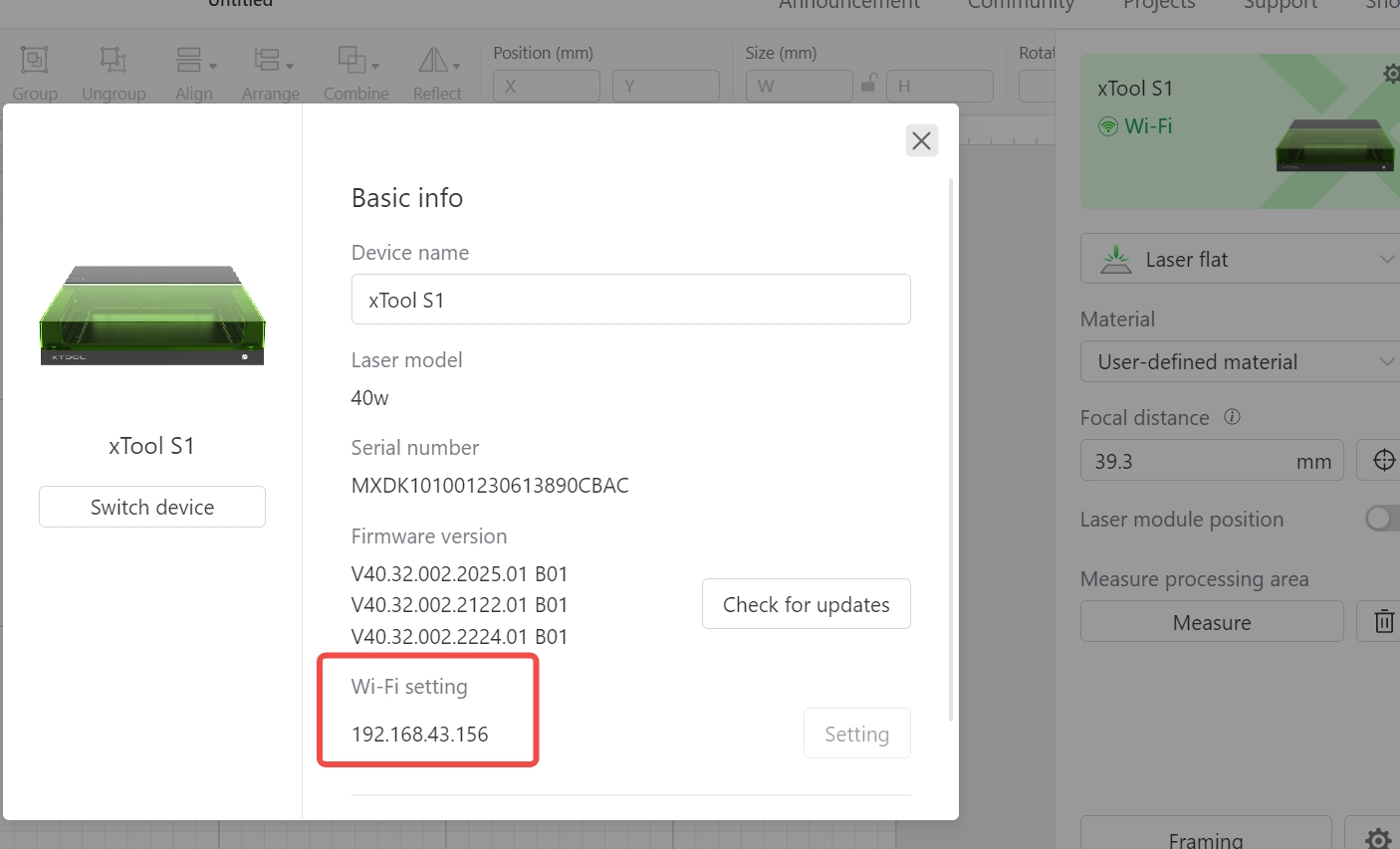
USB连接后,返回设备设置界面,在基本信息栏找到Wi-Fi设置,点击设置
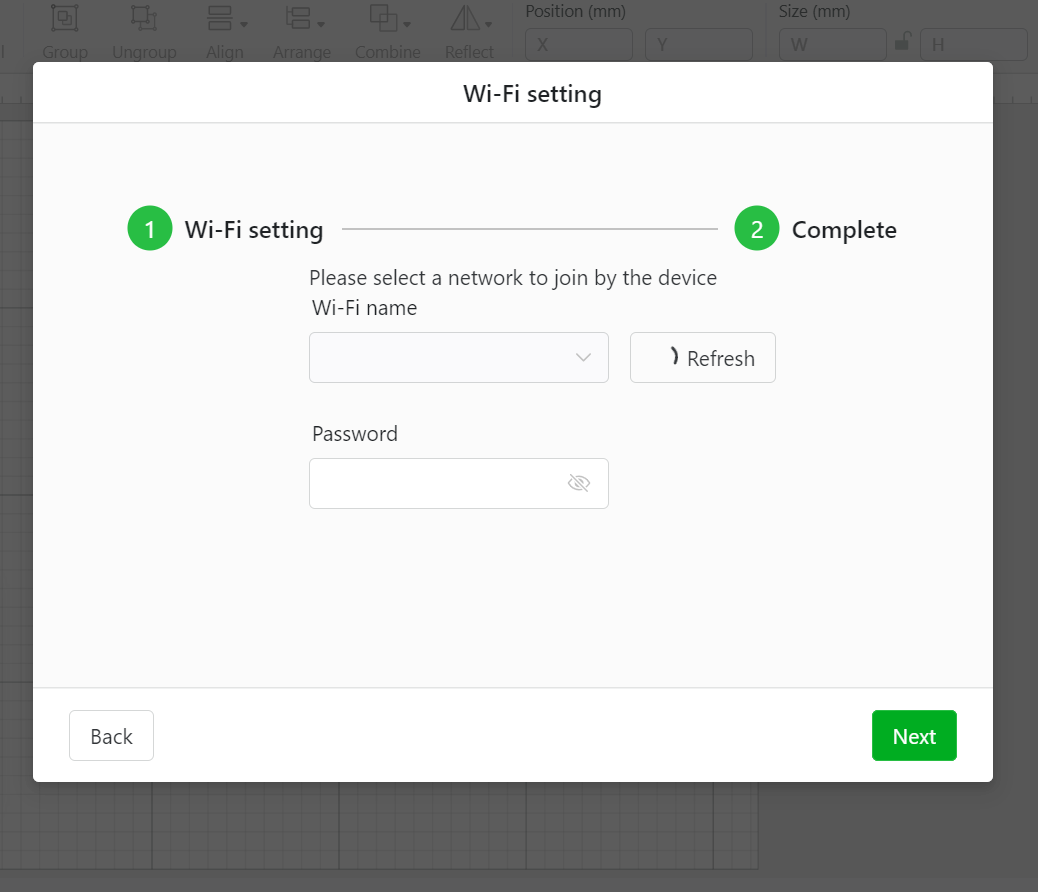
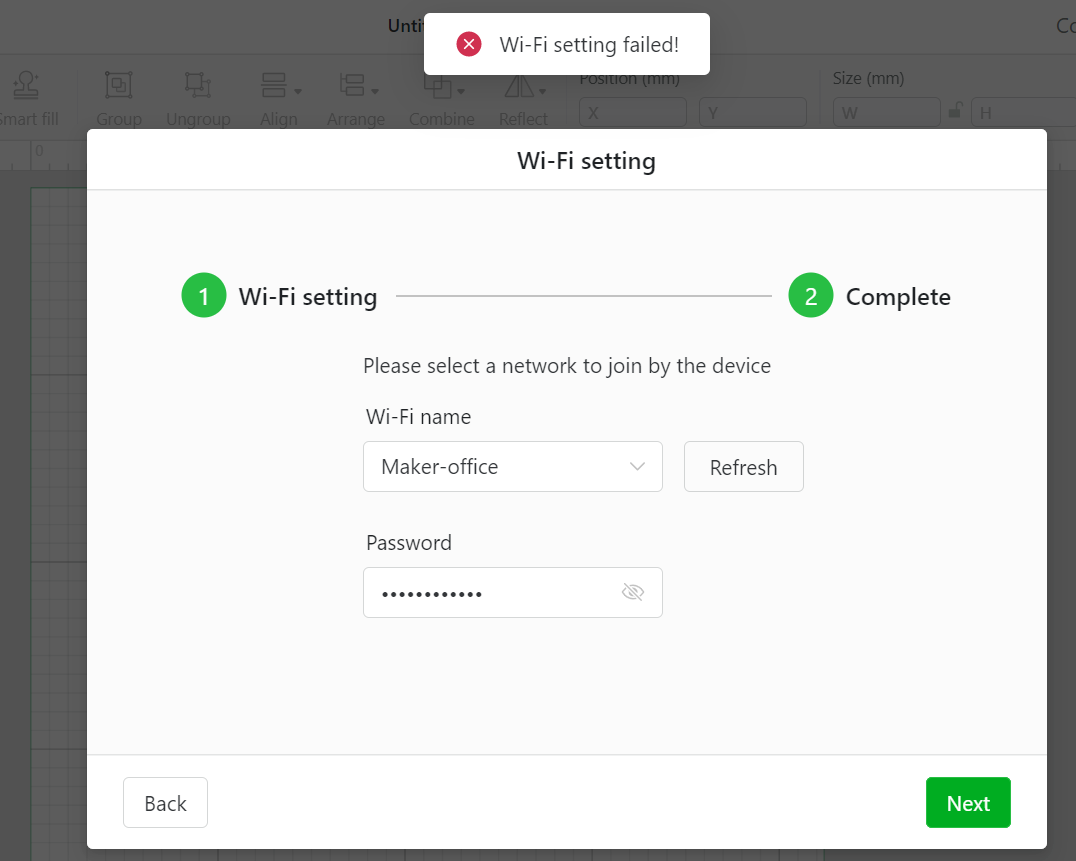
输入需要连接的Wi-Fi和密码,确保电脑也连在同一个局域网内
注意:请确保您的Wi-Fi名字和密码正确,XCS界面不会对您的Wi-Fi密码进行验证。当密码是"#!%&$等特殊字符,会影响到连接。
连接后XCS会显示完成
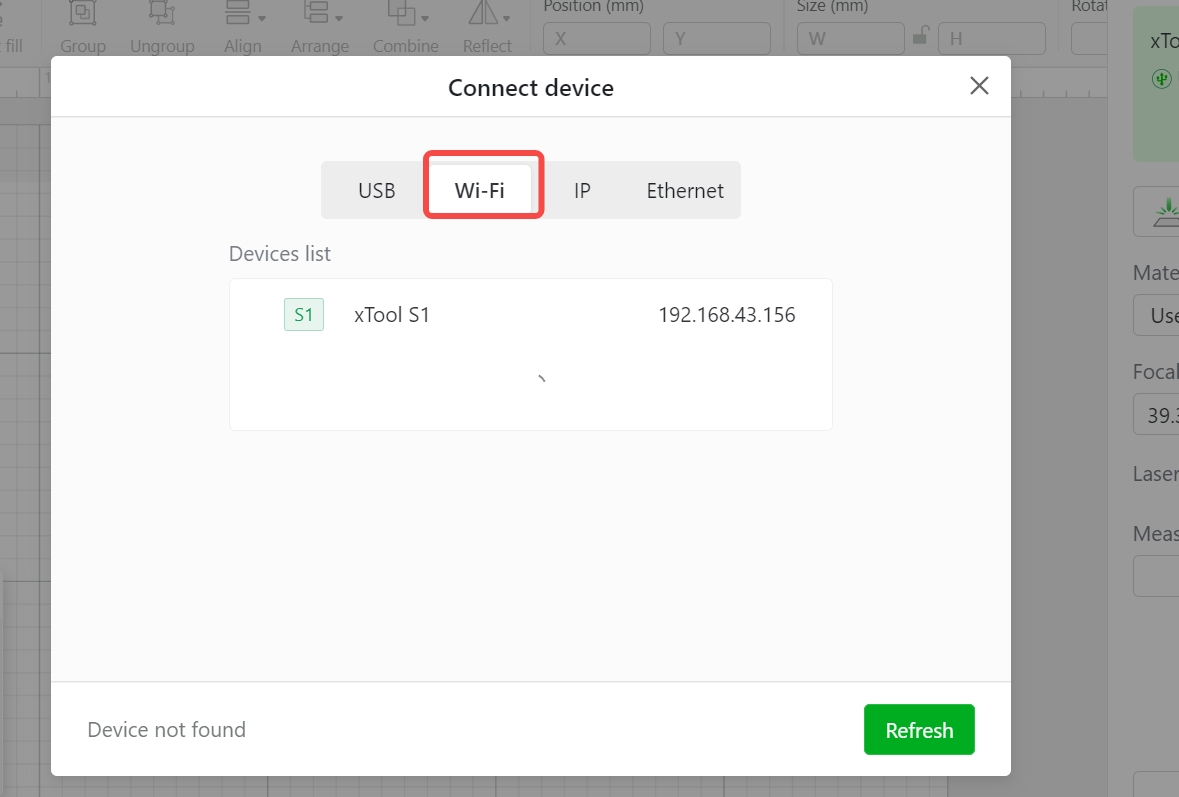
- 切换Wi-Fi连接
选择更换设备
点击Wi-Fi栏,然后在Wi-Fi列表中可以发现您的设备以及IP地址
连接后,可以看见连接状态切换成了Wi-Fi
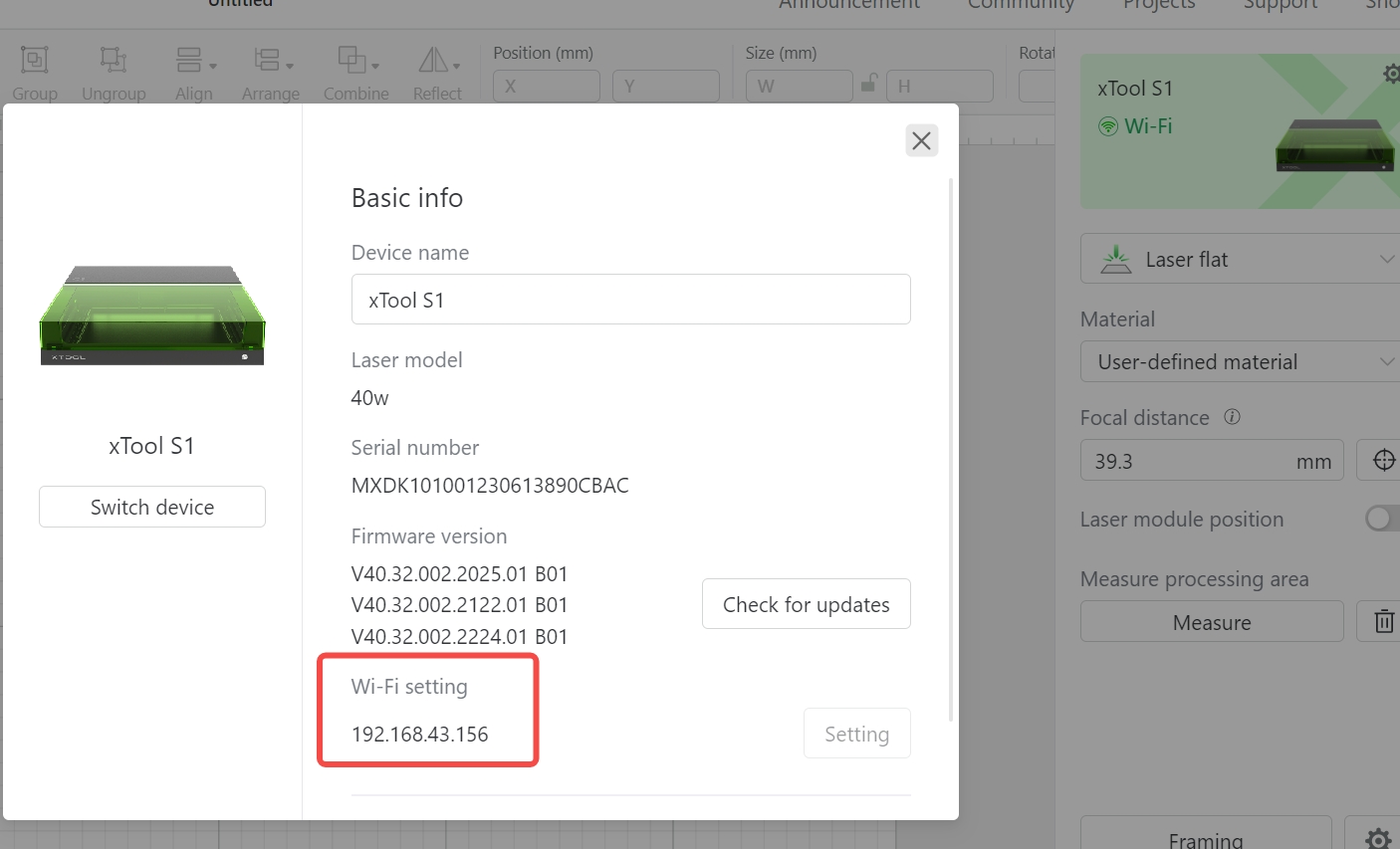
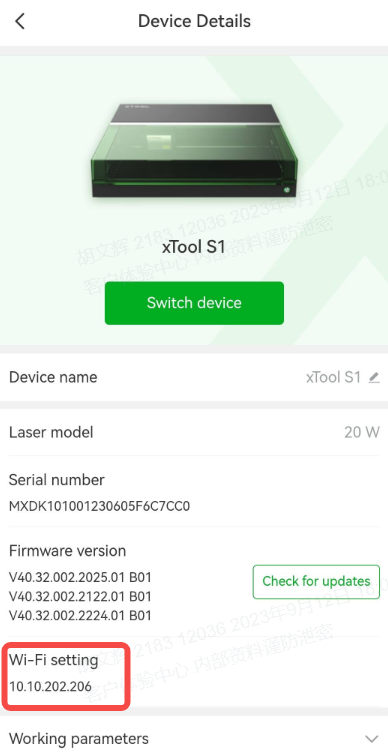
返回到设备的设置界面,在Wi-Fi设置中能够看见设备通过Wi-Fi成功连接,并且显示机器的IP地址,这样Wi-Fi连接就建立成功了
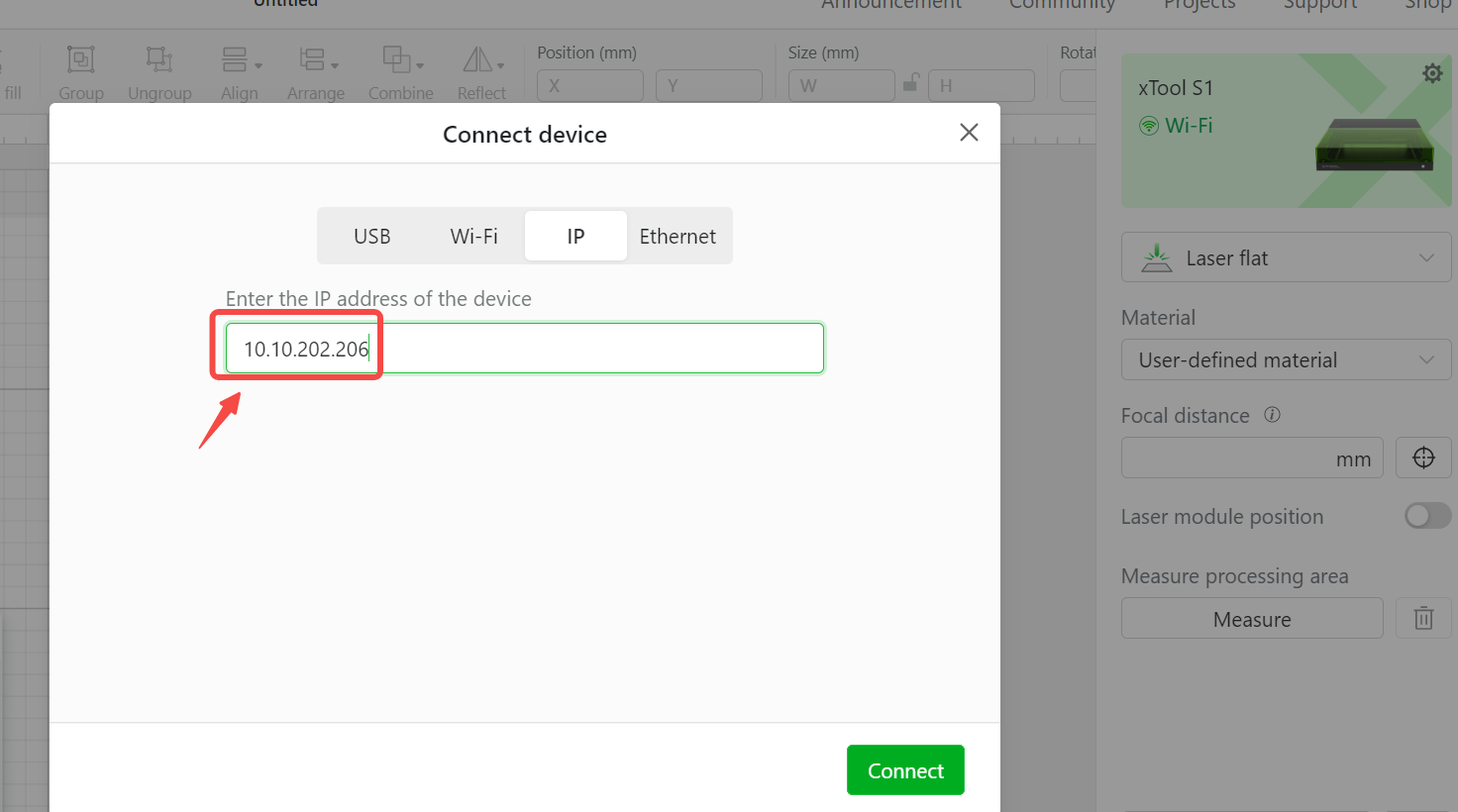
- IP地址连接
确保您的电脑和机器连接在同一个局域网,输入机器的IP地址
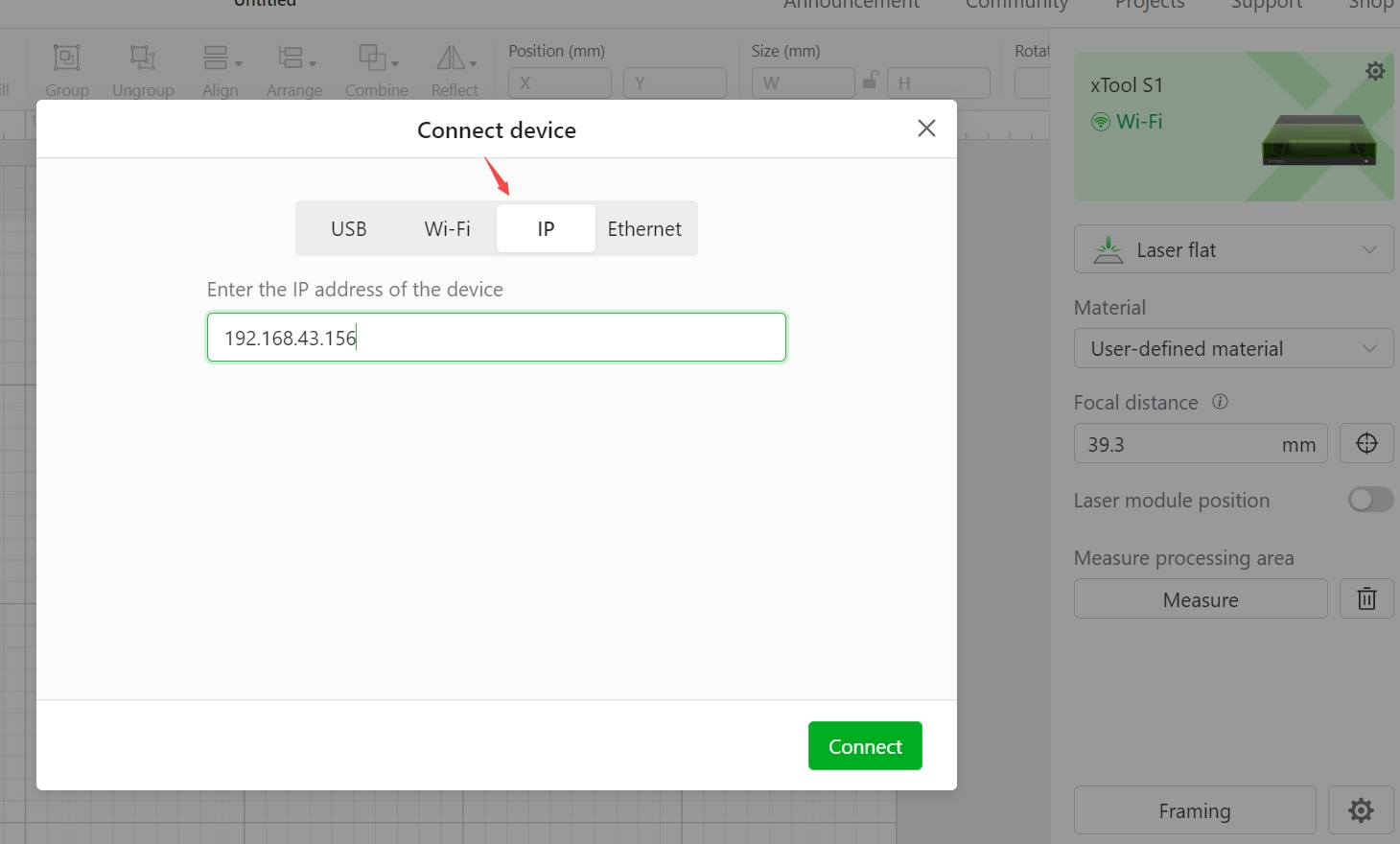
您可以在XCS软件,Wi-Fi连接界面找到机器的IP地址,或者在路由器的DHCP列表中找到
注意:由于路由器的IP地址分配会更新,每次通过IP连接前请先确定机器的IP地址。连接后,在机器设置界面也会看见机器通过IP地址成功建立连接。
如果您有任何疑问请联系Xtool售后团队。
¶ 十七、S1为什么无法通过Wi-Fi连接XCS?
本文适用于:S1的所有型号
如果您还没有建立Wi-Fi连接,请参考:如何给S1建立WiFi和IP连接。
¶ Case1:XCS界面无法发现Wi-Fi的名称
¶ 可能原因一:固件未升级
请检查您的固件是否最新,您可以参考如下指引检查和升级固件:如何对S1 进行固件升级
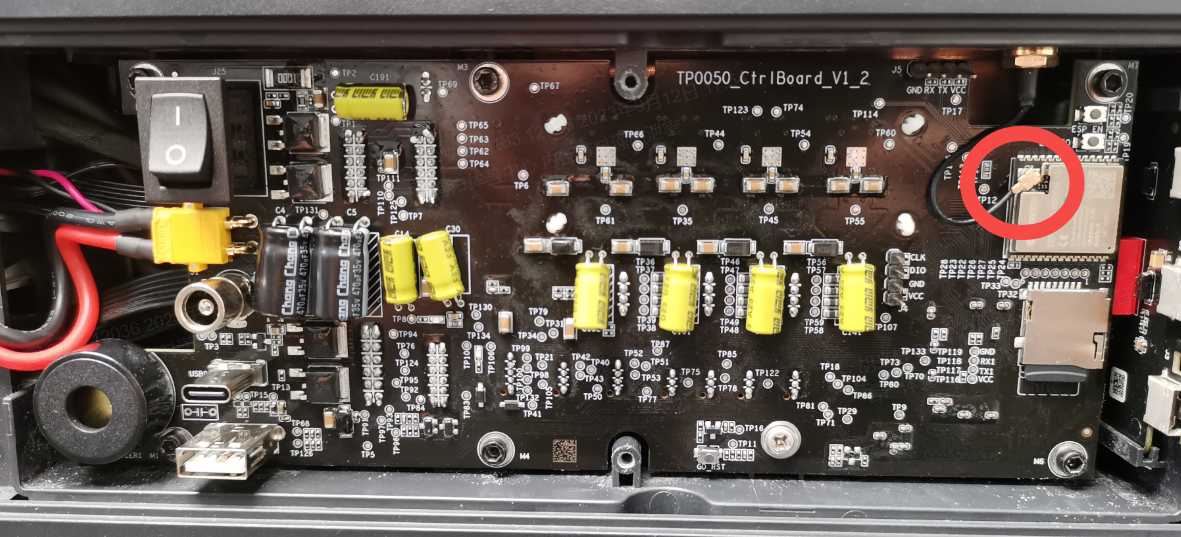
¶ 可能原因二:主板天线脱落
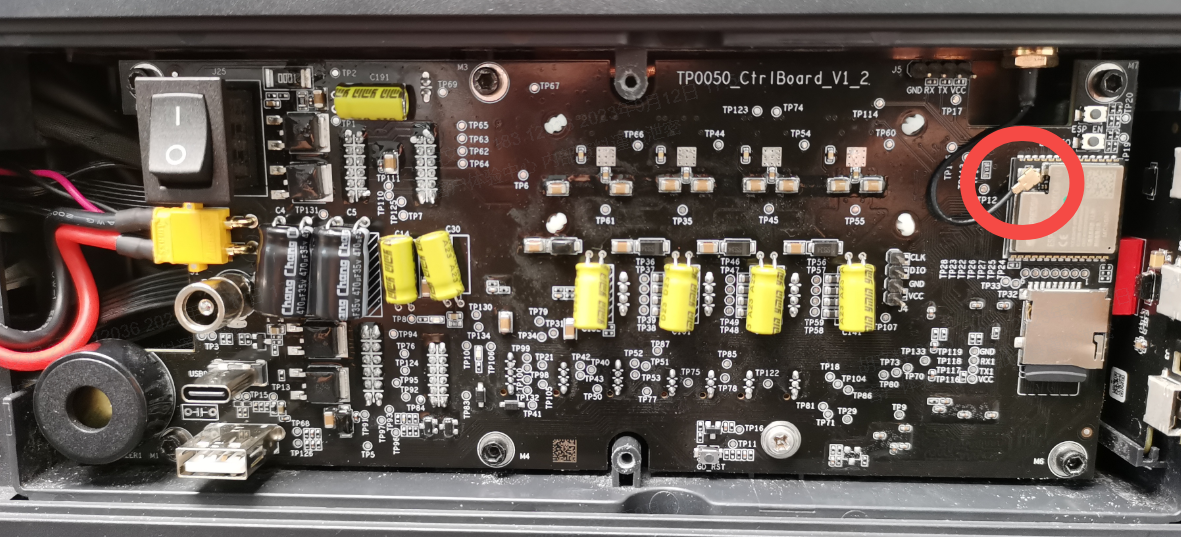
拆除S1主板的后盖,可以看到S1的主控板。
查看主板上的天线接口是否脱落,如果是请重新固定
¶ 可能原因三:网络异常
1)确保电脑连接的Wi-Fi和XCS上配置的是同一个Wi-Fi
2)确保Wi-Fi网络的名称和密码仅包含英文字母或数字,无特殊字符。您可以重置路由器WiFi的名字和密码,重启XCS软件,然后再次配置。
3)确保您连接Wi-Fi的密码是正确的;如果不正确,请将密码更改正确后重新配置连接。
4)确保当前的Wi-Fi网络不需要通过验证,只需要输入密码即可连接。
5)确保连接的Wi-Fi网络是2.4GHZ频段,而不是5GHZ频段。如果您使用的是2.4G和5G频段合一的Wi-Fi,请单独创建一个2.4G网络尝试配置连接。
上述网络情况排查后,如果还是无法通过Wi-Fi连接,请打开手机热点,并将手机放置在S1机器旁边。
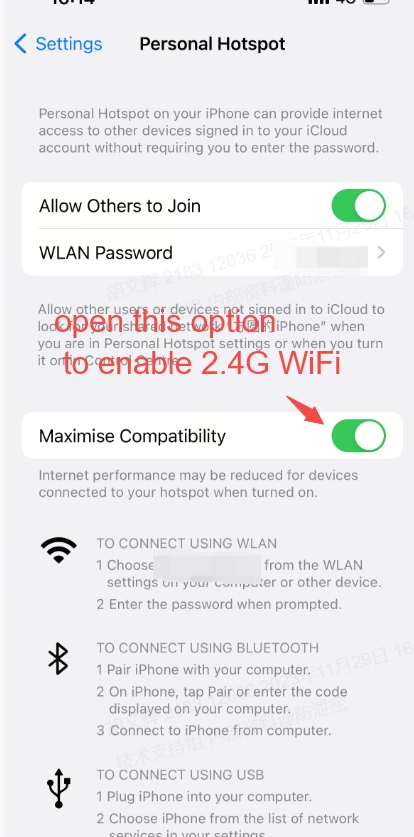
如果您使用的是iPhone手机,默认情况下打开热点是5G频段WiFi,需打开下面选项开启2.4G频段;安卓手机则无此限制。

¶ 可能原因四:WiFi信号强度弱
XCS无法检测到WiFi信号和WiFi信号强度有关,请确保您的路由器不会距离机器太远,尽量避免出现机器和路由器之间隔墙,防止信号衰减。
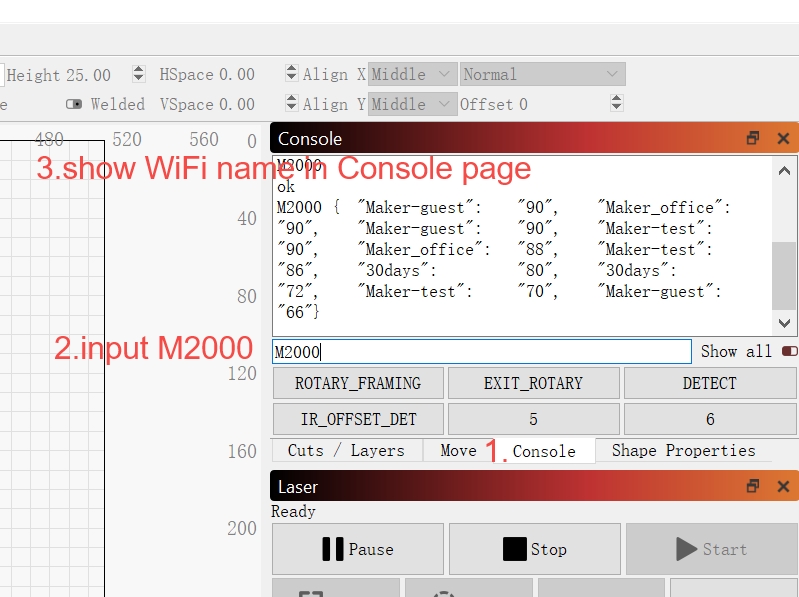
您可以关闭XCS,打开Lightburn,参考Lightburn和S1一起使用连接的教程连上机器:
https://www.yuque.com/makeblock-help-center-zh/xtool-s1/mouc2znadqdkzydf
连上机器后,在Lightburn的Console界面,输入指令M2000,可查看当前机器检测到的WiFi名字,辅助判断信号强度。
¶ 遇到PC端无法发现WiFi名字的问题,您可以尝试:
1.遇见机器和WiFi连接异常的问题,可以重启机器和XCS软件。如果您发现机器的加工状态指示灯是紫色恒亮,但是在XCS的WiFi列表下无法发现机器的名字。您可以尝试长按机器的按键,进入紫灯闪烁后,再长按机器按键,进入紫灯常亮后再进行连接。
2.您可以使用移动端XCS,使用AP配网功能,在移动端连接成功之后,在移动端会显示设备的IP地址。
关于AP配网,您可以参考:https://www.yuque.com/makeblock-help-center-zh/xtool-s1/aiw2dehyuaw8eubu#yOCZU
将电脑连接移动端配置的Wi-Fi后,返回到PC端XCS,在IP连接界面输入移动端的IP地址进行连接。
¶ Case2:配置Wi-Fi的时候提示设置失败
¶ 可能原因一:固件未升级
请检查您的固件是否最新,您可以参考如下指引检查和升级固件:如何对S1 进行固件升级
¶ 可能原因二:主板天线脱落
拆除S1主板的后盖,可以看到S1的主控板。
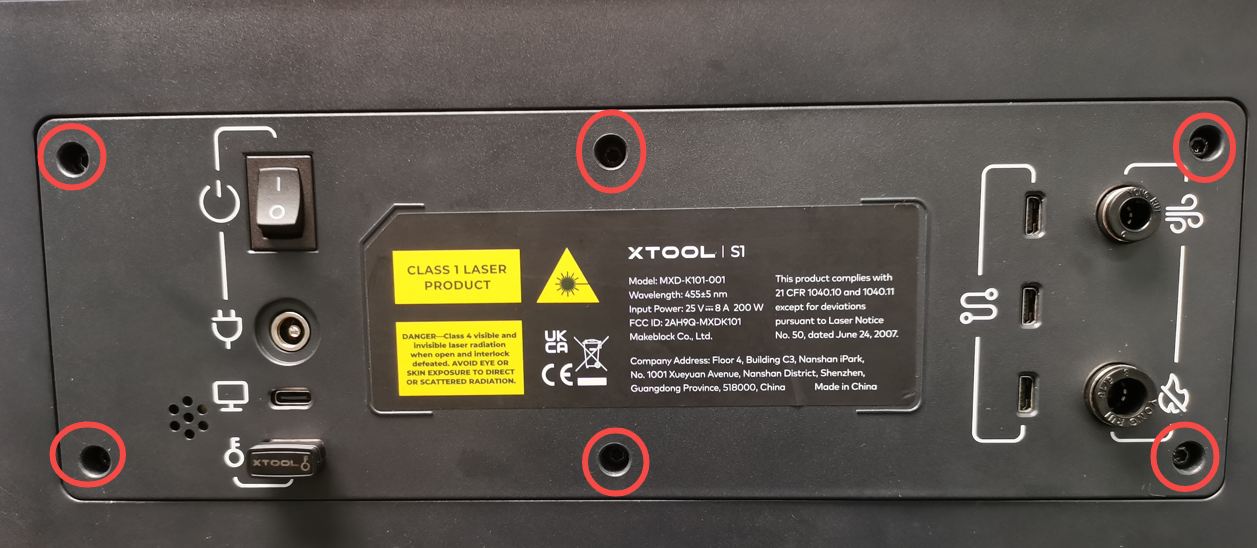
查看主板上的天线接口是否脱落,如果是请重新固定
¶ 可能原因三:网络异常
1)确保电脑连接的Wi-Fi和XCS上配置的是同一个Wi-Fi
2)确保Wi-Fi网络的名称和密码仅包含英文字母或数字,无特殊字符。您可以重置路由器WiFi的名字和密码,重启XCS软件,然后再次配置。
3)确保您连接Wi-Fi的密码是正确的,如果不正确,请将,密码更改正确后重新配置连接。
4)确保当前的Wi-Fi网络不需要通过验证,只需要输入密码即可连接。
5)确保连接的Wi-Fi网络是2.4GHZ频段,而不是5GHZ频段。如果您使用的是2.4G和5G频段合一的Wi-Fi,请单独创建一个2.4G网络尝试配置连接。
上述网络情况排查后,如果还是无法通过Wi-Fi连接,为了避免因为网络信号不佳导致Wi-Fi连接失败,请尝试更换一个新的Wi-Fi网络(比如可以尝试连接手机的热点),然后再次连接。
¶ 可能原因四:VPN防火墙杀毒软件
电脑的VPN,防火墙,杀毒软件功能会影响XCS通过Wi-Fi连接机器,请关闭电脑VPN,防火墙,杀毒软件功能,并重启XCS和机器。
¶ Case3:XCS已经建立了Wi-Fi连接,但是在Wi-Fi界面找不到机器


遇到述的情况,请参考下面的解决方案:
¶ 可能原因一:机器IP网段和电脑IP网段不一致
当您在XCS界面配置完网络之后,指示灯会变成紫色恒亮状态,代表WiFi连接已经成功,如果在WiFi列表下无法发现机器,可能是您的路由器给S1和电脑分配了不同网段的IP地址,导致XCS无法搜寻到设备。
例如:电脑的IP是10.10.100.218,但是路由器给S1分配的IP是10.10.101.218,由于网段不同,导致XCS无法跨网段找到S1

我们将在后续的固件版本中,优化跨网段无法发现设备的问题。
如果您有任何疑问请连接Xtool售后团队。
¶ 十八、为什么S1会加工重复的文件?
本文使用于:S1的所有型号
当您在使用XCS加工S1的时候,有时候会发现机器加工的是重复的旧文件。如果出现了这个问题,请参考下面的教程。
¶ 可能原因一:机器处于待机状态
对于S1,机器需要使用TF卡,且TF卡具有储存功能。S1在工作的时候,需要将XCS画布中的元素全部传输到TF卡中。
如果您在操作XCS时,加工文件前没有点击Start将文件发送给机器
机器的加工指示灯是白色待机状态(USB连接)或者紫色的待机状态(Wi-Fi连接)

这个时候误按下加工按键,机器的就会执行TF卡中已有的文件而不是画布中的文件。
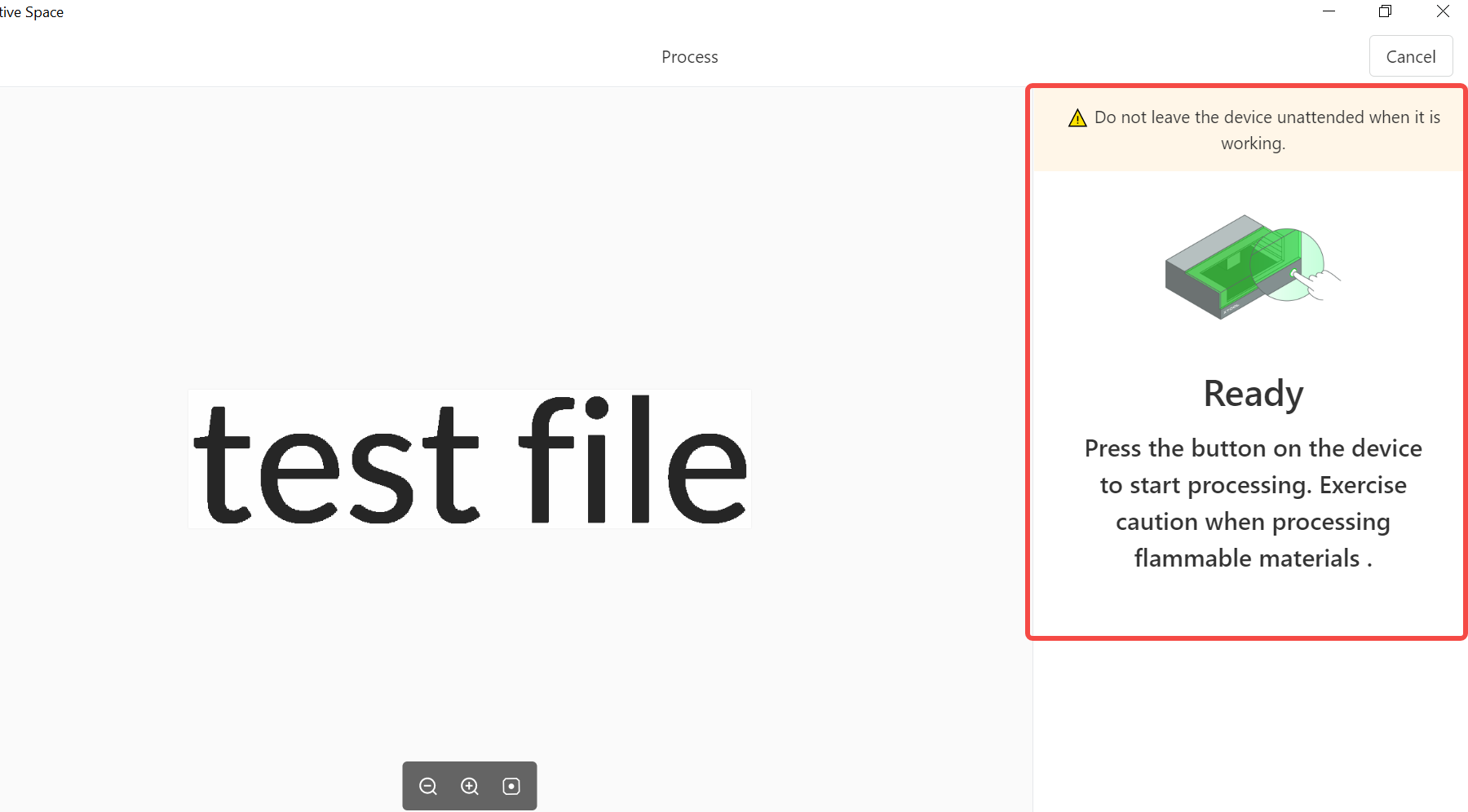
注意:如果出现加工重复文件的问题,请确定加工预览的图案是目标图案,且加工状态指示灯是蓝色恒亮就绪状态。
并确保加工前,XCS出现展现了Ready的就绪状态。
¶ 可能原因二:TF卡异常
如果你确定XCS软件就绪界面的元素和目标元素一致,同时机器的加工状态指示灯是蓝色恒亮,但是加工还是执行之前旧的文件。这可能和机器的TF卡异常有关系,请将机器关机,然后重新拔插机器的TF卡。您可以参考这个视频更换机器的TF卡:https://www.bilibili.com/video/BV12c41197en/?spm_id_from=333.999.0.0
关机拔插TF卡之后问题依旧,请将联系Xtool售后团队,并为我们提供XCS软件版本,机器固件版本,您的视频,现在的XCS文件,Gcode文件。
¶ 十九、机器在X轴移动出现异响/卡顿应该怎么办?
本文适用于:S1所有型号
在使用S1的时候,我们如果出现机器在X轴方向移动出现异响,或者在机器关机时,手动移动X轴非常卡顿的情况,请参考本文指引。
¶ 可能原因一:U型轴承未卡入X轴导轨
请将机器关机,观察Z轴模块是否和X轴之间不平行
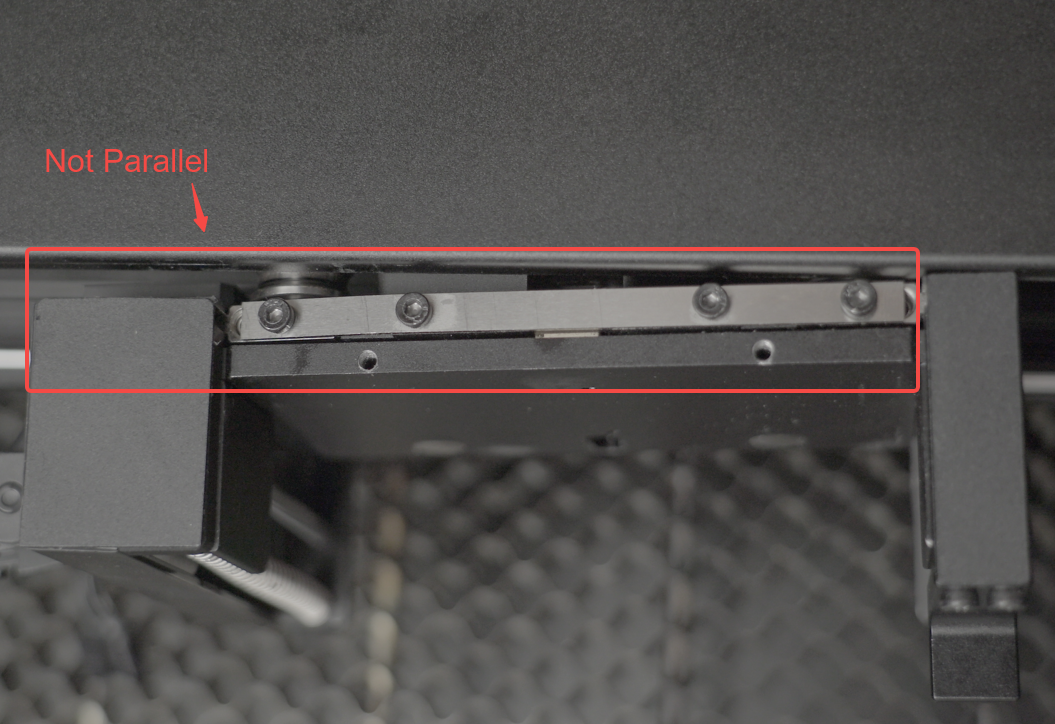
同时观察机器X轴的U型轴承和X轴导轨之间是否脱落
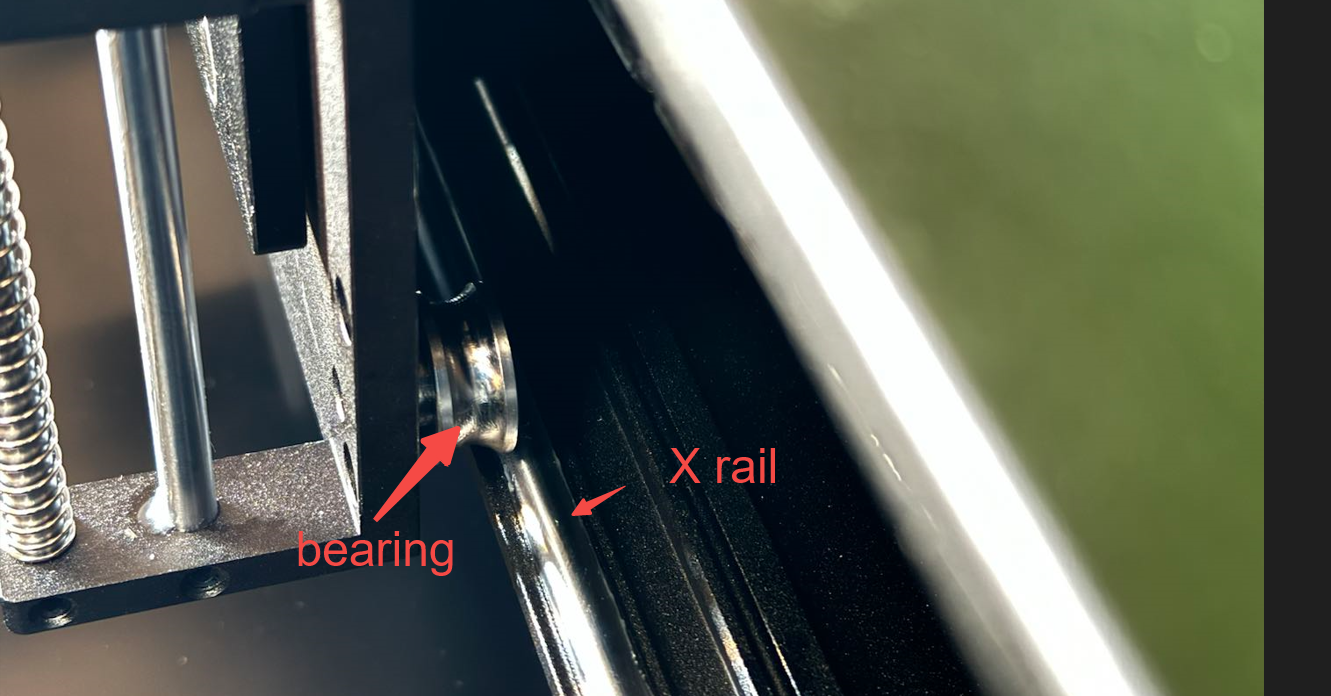
如果是,您可以参考本视频的前半部分调整U型轴承:https://www.bilibili.com/video/BV19g4y1R777/?spm_id_from=333.999.0.0
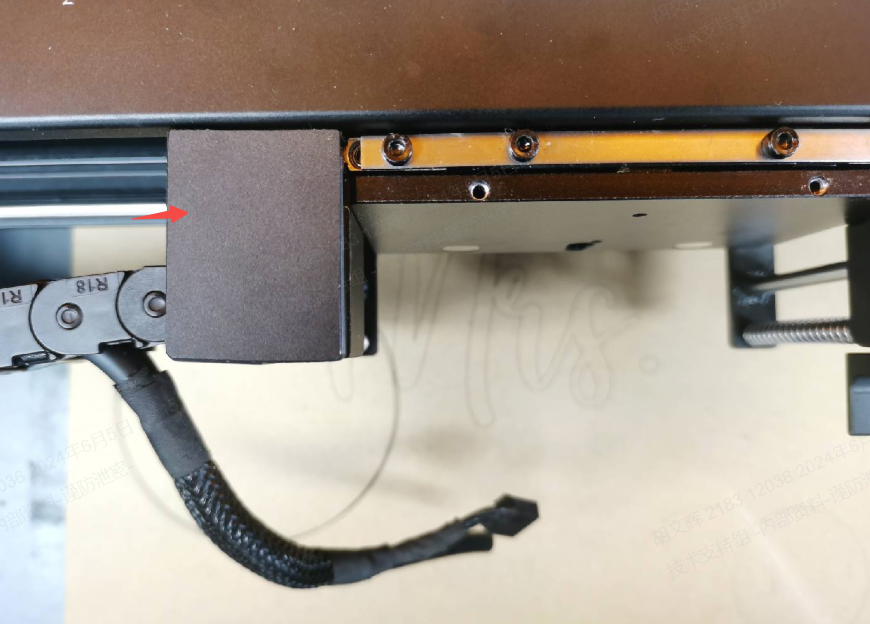
¶ 可能原因二:皮带紧固件异常
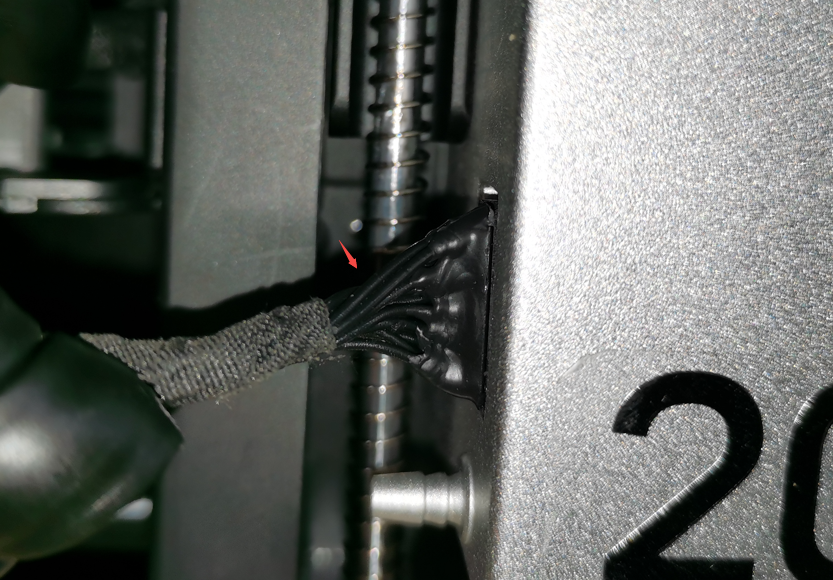
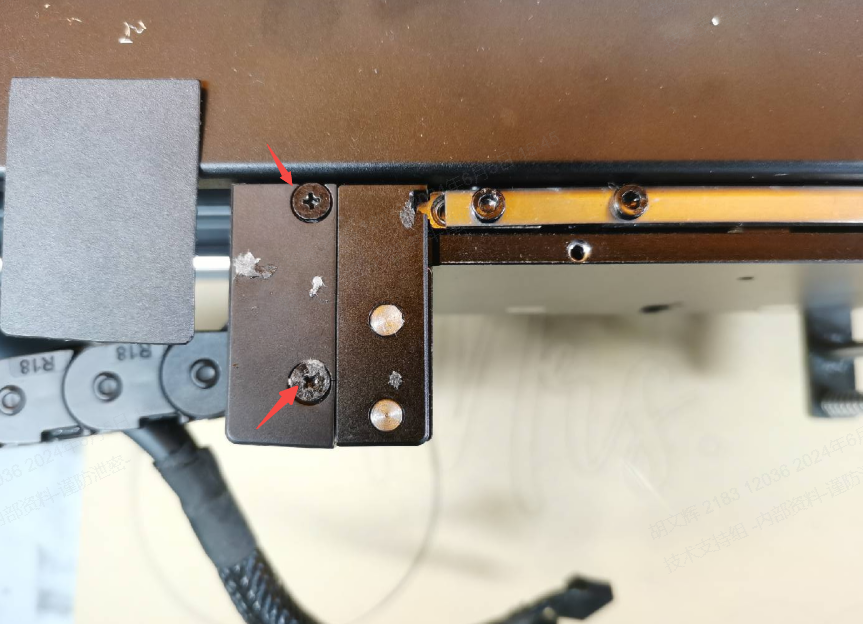
取下激光头,按下机器的黑色背板,并将如下所示的两颗螺丝拆除

分离Z轴底板和皮带紧固件
分离之后,左右移动Z轴底板观察是否出现移动异常;同时左右移动皮带紧固件,观察皮带在移动的时候是否出现卡顿现象。
最后将皮带紧固件取下,观察皮带紧固件是否弯曲变形

您可以参考本视频的后半部分取下检查皮带紧固件:https://www.bilibili.com/video/BV19g4y1R777/?spm_id_from=333.999.0.0
¶ 可能原因三:X轴电机/电机线异常
将机器关机,找到X轴横梁背部的电机保护壳,拆除保护壳的四颗螺丝

检查电机连接线是否出现断裂和破损,并检查电机连接线是否出现弯折。您可以尝试重新拔插电机上的连接线。

¶ 可能原因四:主板X轴电机连接线异常
将机器关机,检查主板上的6(X轴编码器)和12(X轴电机)连接线是否断裂,并重新拔插这两根线。同时检查这主板上这两个端子是否出现弯折。
如果您有任何问题请联系xTool售后团队。
¶ 可能原因六:黄铜块、法兰轴承惰轮、X轴皮带和紧固件异常【不发布】
黄铜块弹起和外壁碰撞、法兰轴承惰轮损坏、X轴的皮带和紧固件扣异常的部分不提供给用户排查。
¶ 二十、S1搭配Lightburn使用注意事项和常见问题
¶ 前言
Lightburn软件不是Xtool团队自行研发的,Lightburn软件和我们自研的XCS软件,在传输文件,处理文件Gcode的逻辑有所差异,尽管我们已经在自己的实验室配合Lightburn做了很多测试,并通过机器的固件去做对应兼容,但是某些问题上,使用Lightburn可能会出现差异。
在使用Lightburn时需要注意:
1.如果您在使用Lightburn中出现任何的使用和雕刻异常,请关闭Lightburn软件,并打开XCS进行尝试。
2.Lightburn软件和XCS软件不能同时打开;在使用其中一个软件加工时,也不能再打开另外一个软件。
¶ Case1:Lightburn上出现乱码应该怎么办?
当您在使用Lightburn软件,如果在lightburn的console界面出现乱码,如下图:
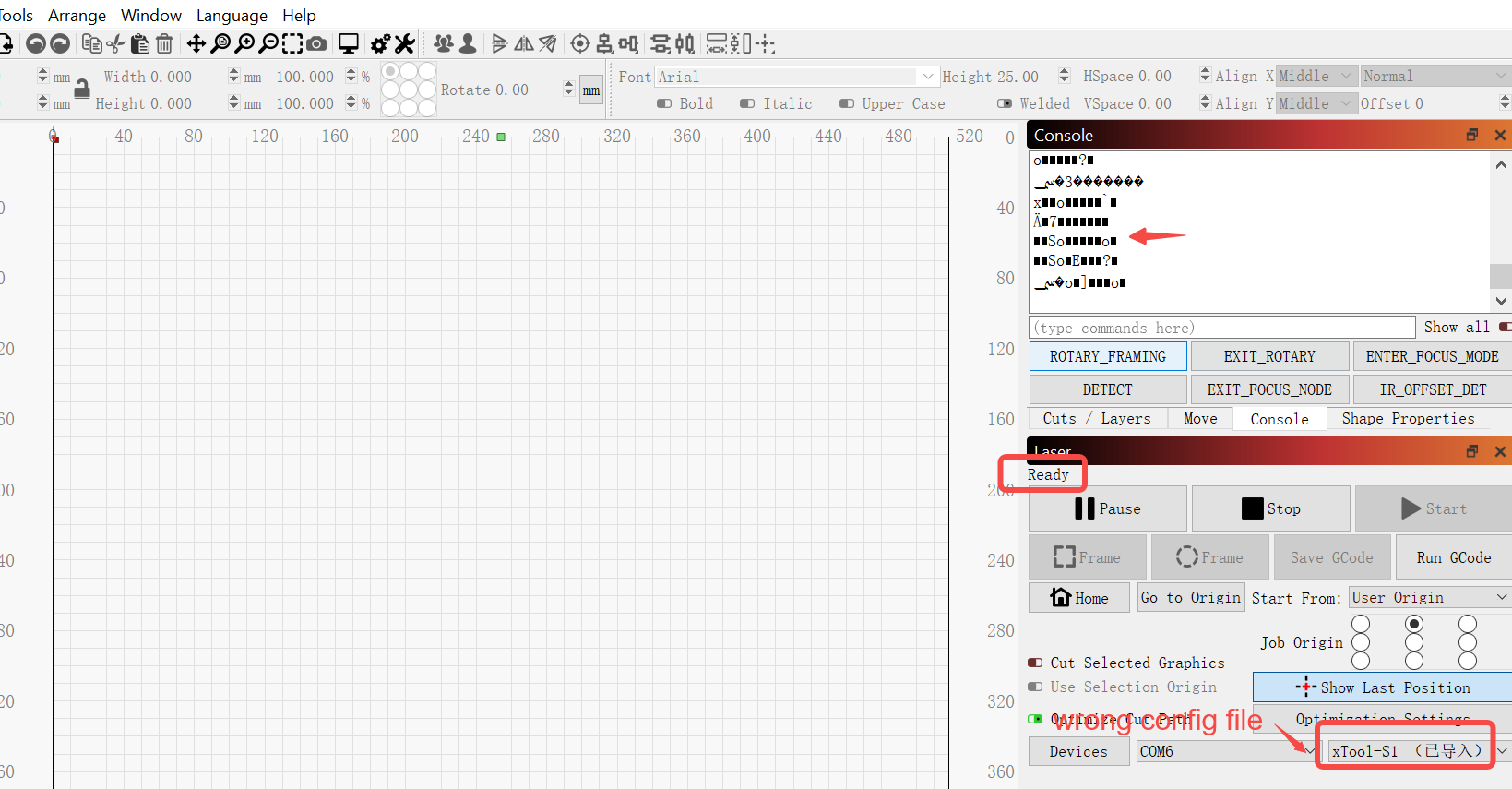
如果出现这个情况,一般是Lightburn选择了错误的配置文件,请检查Lightburn界面的右下角,确认导入的机器的配置文件是否正确。
¶ Case2:使用lightburn雕刻位图,移动出现卡顿,雕刻深浅不一
由于Lightburn生成的Gcode文件和XCS软件生成的Gcode文件有所区别,导致激光头在移动的时候,移动出现卡顿,如果您遇到这个情况,请使用XCS软件进行加工。
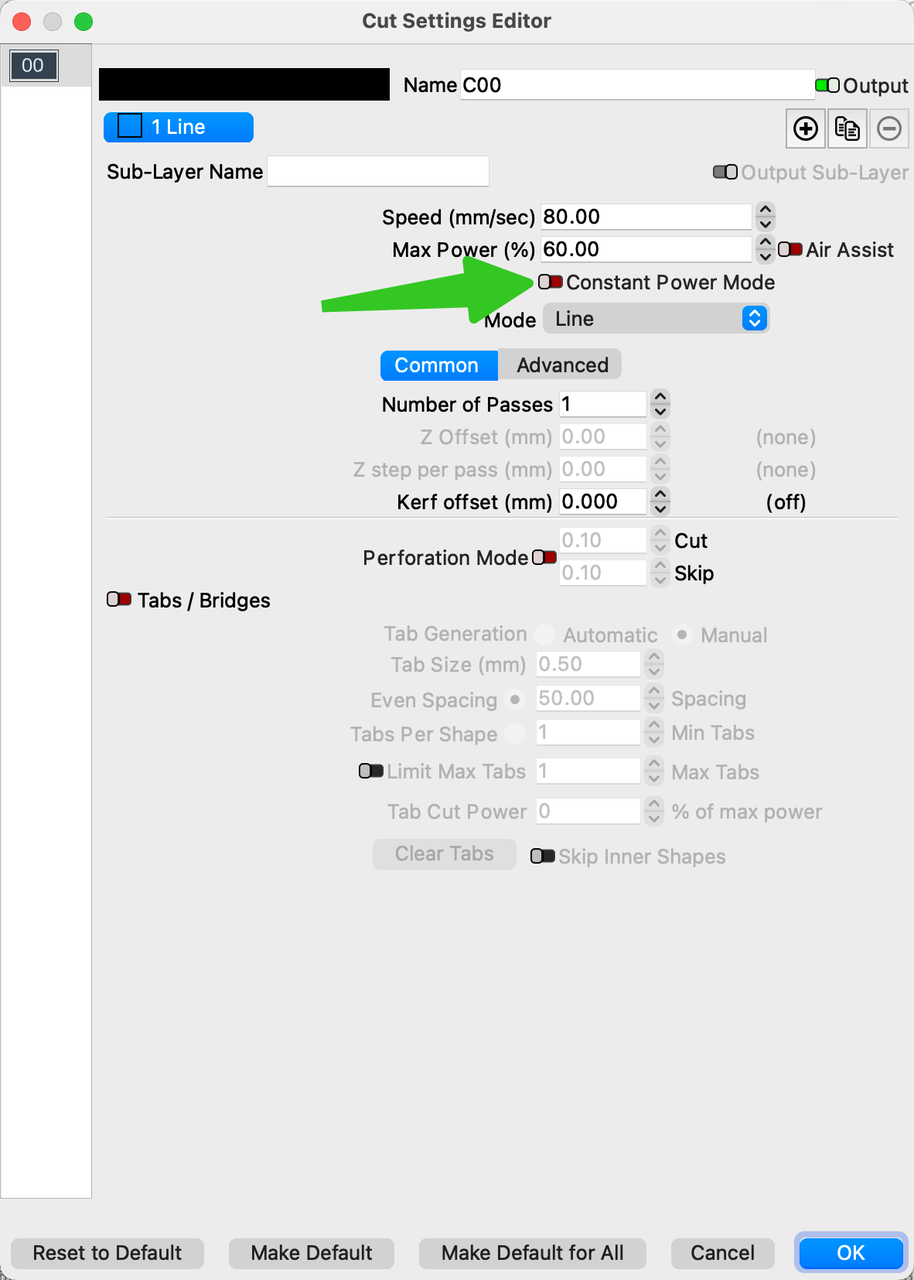
使用Lightburn出现雕刻变深的情况,是因为在Lightburn开启了恒功率模式,激光头移动到减速部分,出光功率恒定,就会出现加工痕迹变深的现象;
如果您需要使用Lightburn加工位图,请在Lightburn软件上将恒功率模式关闭。
¶ Case3:Lightburn点击暂停续打,Lightburn的状态和机器加工状态指示灯不一致
如果您在使用Lightburn加工中,点击暂停,出现了机器实际工作状态和加工状态指示灯不一致的情况,例如:Lightburn上会显示设备处于暂停状态,机器加工环形指示灯是加工中的状态,且激光头暂停工作。
该问题由于Lightburn相关指令没有及时传输到机器中,出现这个故障现象,请使用XCS软件进行加工。
¶ 二十一、激光头不出光应该怎么办?
本文使用于:S1所有型号
在使用S1的时候,激光头有时候会出现不出光的问题,导致你在使用机器的时候,没有办法完成加工。如果你正在经历这个情况,请参考本文指引。
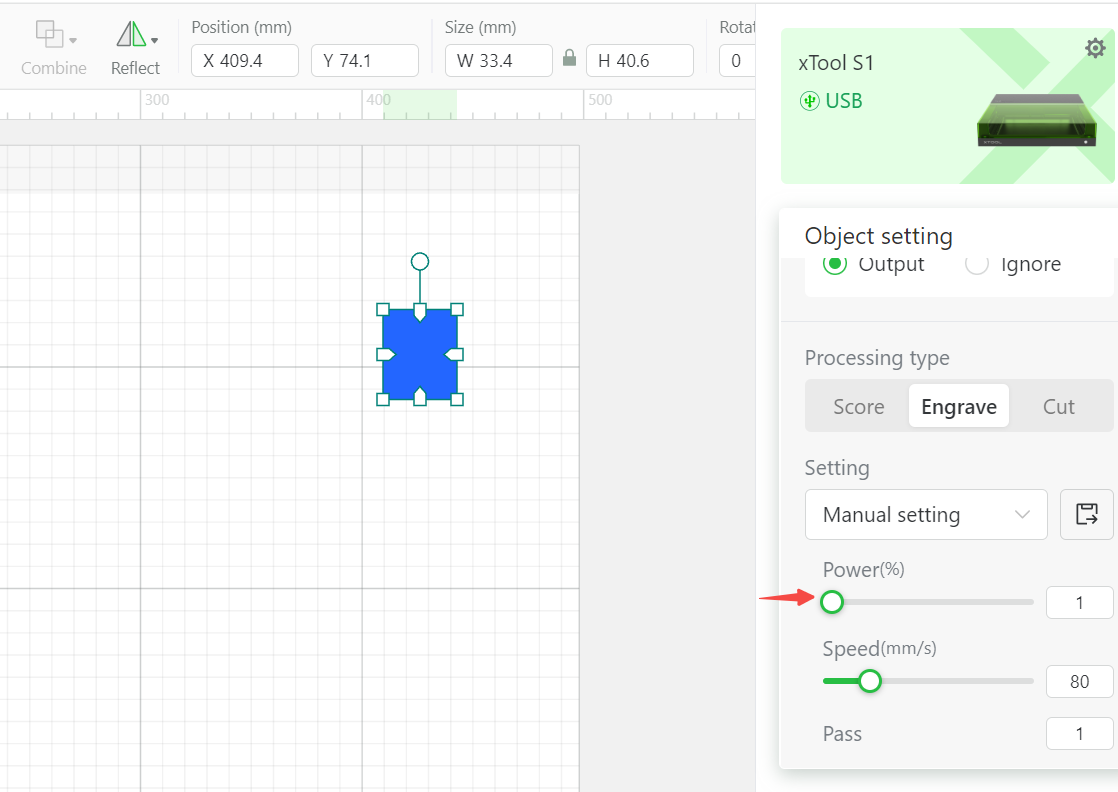
¶ 可能原因一:加工功率太低
检查机器在XCS上的加工参数,如果功率值太低,设置一个高的功率值。如果功率值没有问题,请参考后续步骤。
¶ 可能原因二:激光头连接线和激光头连接异常
首先检查激光头连接线是否插紧,您可以将机器关机然后重新拔插激光头连接线;
其次,检查激光头接线端子是否弯曲,线材是否破损。

如果出现连接线松脱或者激光头座子弯曲,在XCS软件也可能会提示“激光器与主控通讯异常”。
¶ 可能原因三:文件原因
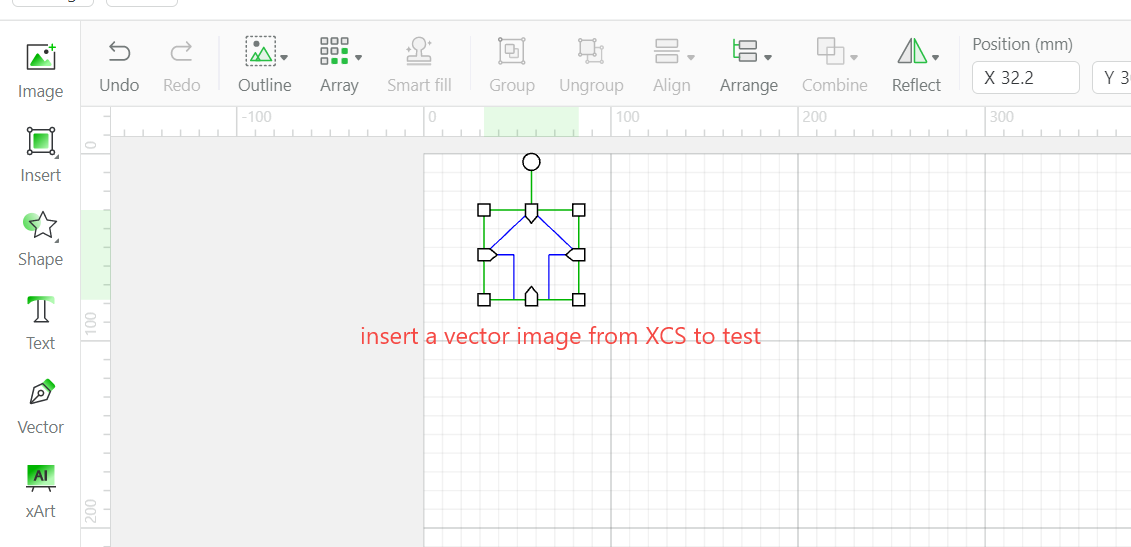
对于某些位图,如果文件的起始部分是空白区域,由于激光头是一行行运动加工,激光头运行到位图起始的空白区域,是不会出光的。
你可以尝试使用XCS软件内置的矢量图案进行加工,确认是否是由于文件问题导致的激光头不出光。
¶ 可能原因四:激光头镜头异常
请检查并清洁激光头保护镜和内镜是否出现脏污和灼烧。您可以参考本视频检查和清洁:https://www.bilibili.com/video/BV1WC4y1U7qx/?spm_id_from=333.999.0.0

如果出现脏污请使用酒精和无纺布及时清洁,如果保护镜出现破裂请更换新的保护镜,如果内镜出现异常,请联系Xtool售后团队获得进一步支持。
¶ 可能原因五:焦距错误
XCS的Distance是支持手动输入的,如果是因为误操作,在Distance中填写了错误的数值,会导致激光头下移后焦点无法正确地打在材料上。
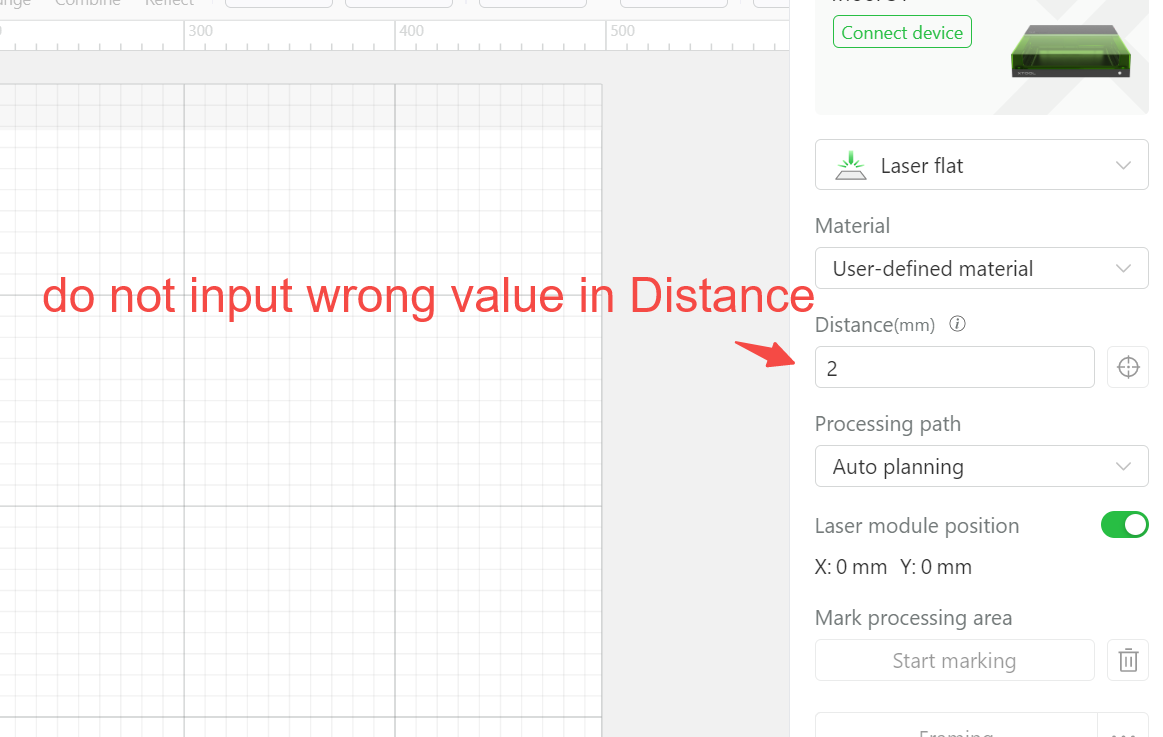
请重新点击自动测焦,让激光头自动获取正确的焦距后,再次加工。
¶ 可能原因六:激光头短路
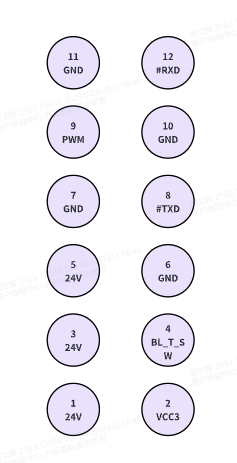
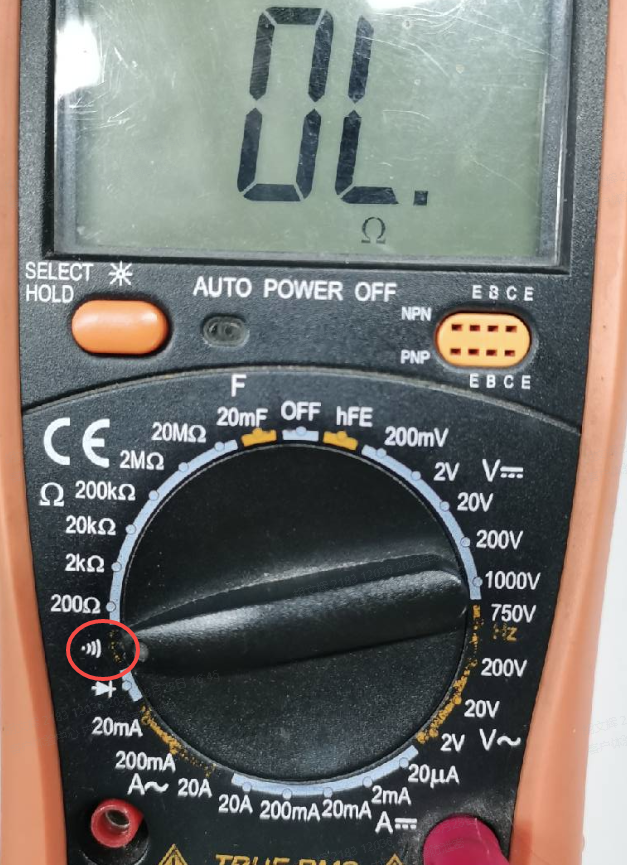
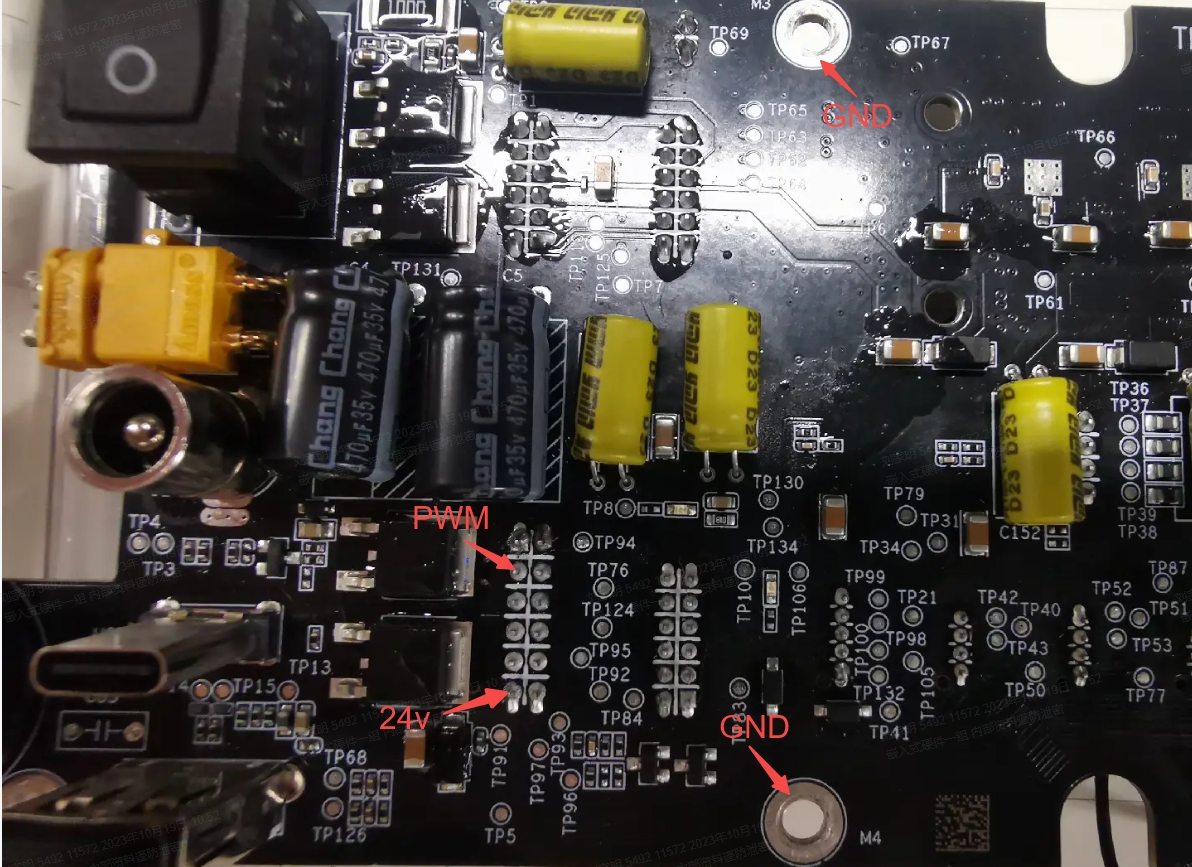
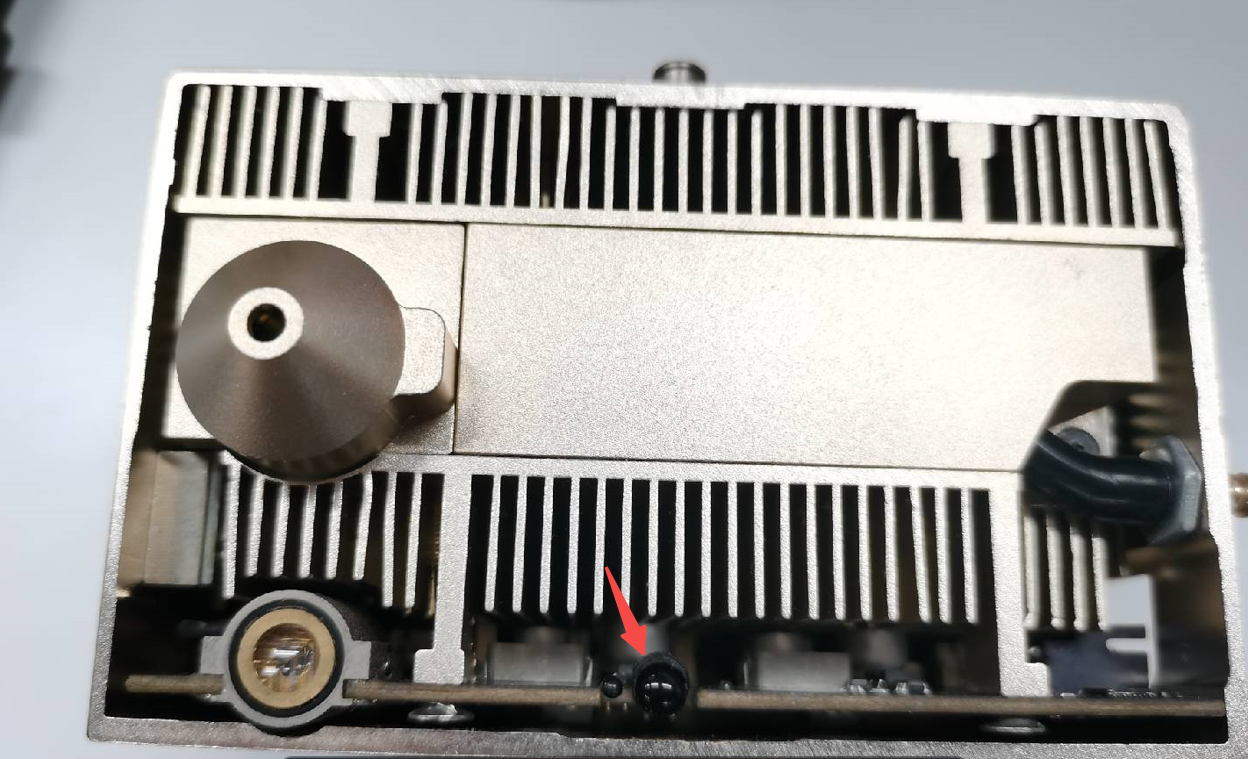
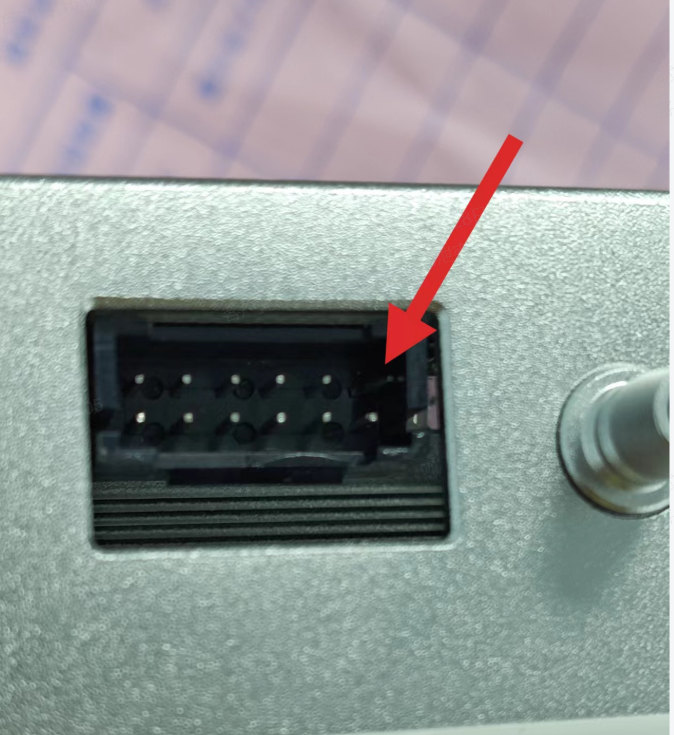
如下图所示,展示了激光头不用针脚的接口类型,您可以将万用表调整到蜂鸣档。然后将万用表的两个针脚分别介入GND和非GND的接口。
例如,您可以检测11-12,11-9,11-8,11-5,11-3,11-4,11-1,11-2 但是不能检测11-10,11-7,11-6,或者其他的任意两个GND针脚
如果,检测到GND和非GND的针脚后,万用表出现了鸣叫,激光头出现短路,需要更换新的激光头。

¶ 可能原因七:适配器异常
请观察电源适配器的指示灯,适配器的指示灯需要绿色恒亮。如果出现异常,需要更换电源适配器,为了进一步确定问题,请使用万用表,按照下面的指引检测适配器的电压。
¶ 可能原因八:主板异常
当主板出现异常,也可能会导致激光头不出光,因此我们需要使用万用表来检测主板的功能是否正常。
1)将适配器连接到主板,同时将急停开关接到主板上。
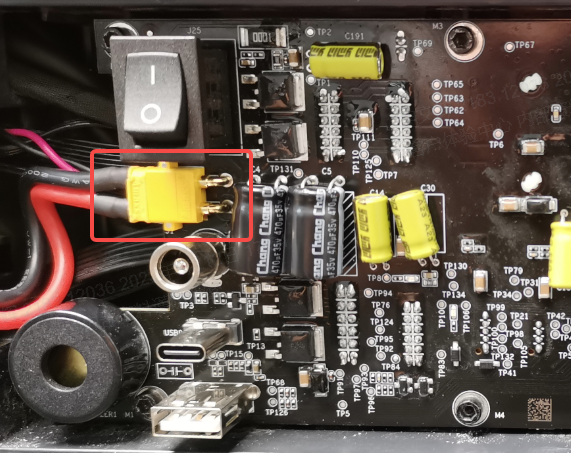
使用USB连接线连接S1主板和XCS软件,在XCS软件上放置一个文件,功率设置100% 执行加工任务。
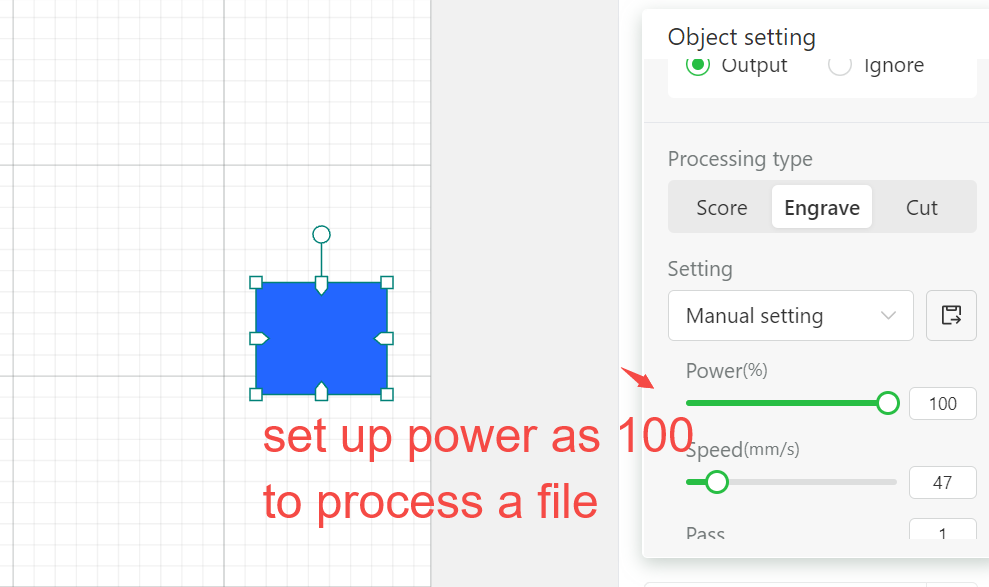
当激光头在加工的时候,使用万用表的直流电压档,针脚检测如下的PWM和GND档位,正常的数值是3.2V-3.3V;如果检测电压不是3.2V-3.3V,主板出现异常。
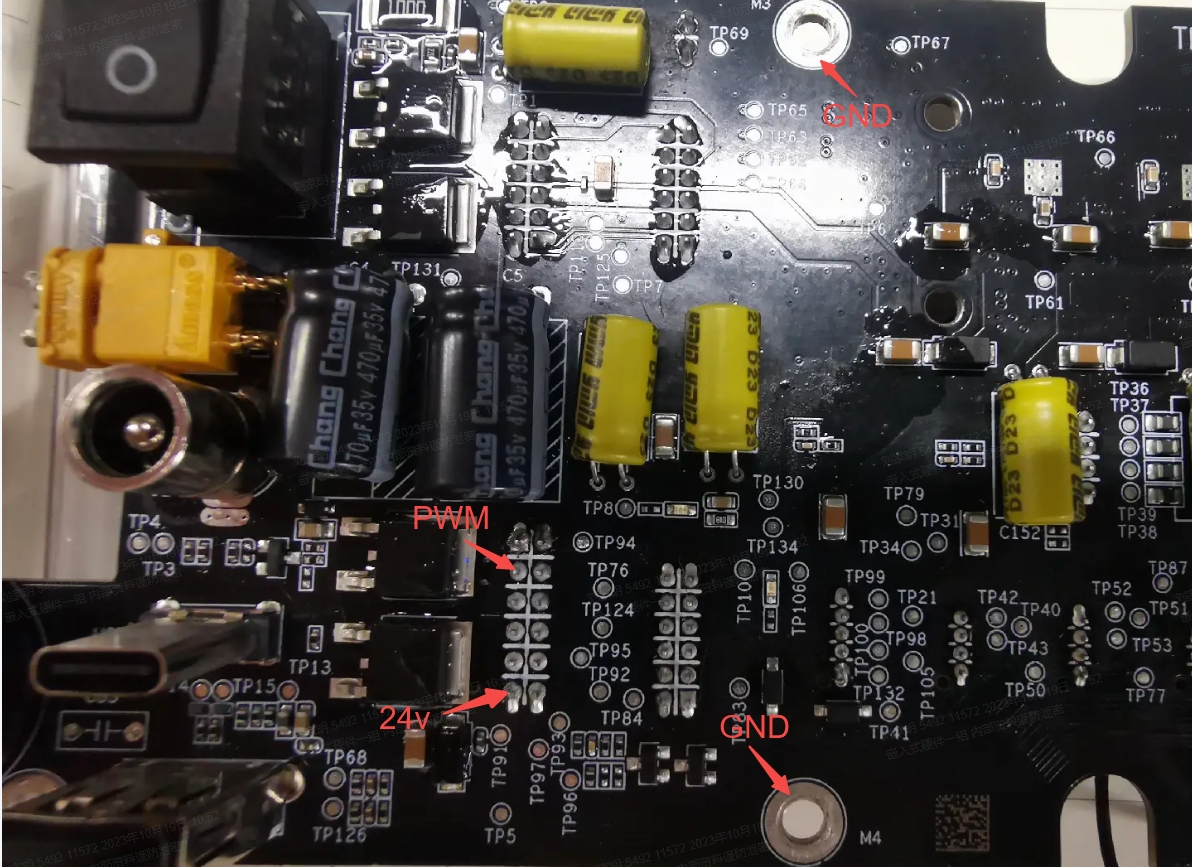
2)同时使用万用表的直流电压档,针脚检测如下的24V和GND档位,正常的数值是24V;如果检测电压不是24V,则主板出现异常。
如果您有任何疑问,请联系Xtool 售后团队
¶ 二十二、为什么在XCS的界面提示该区域无法自动测量?
本文适用于S1所有产品
当你的机器在执行走边框的指令,如果激光头处于机身范围的最左边、最右边、最下面,点击走边框后,会出现下面的提示。
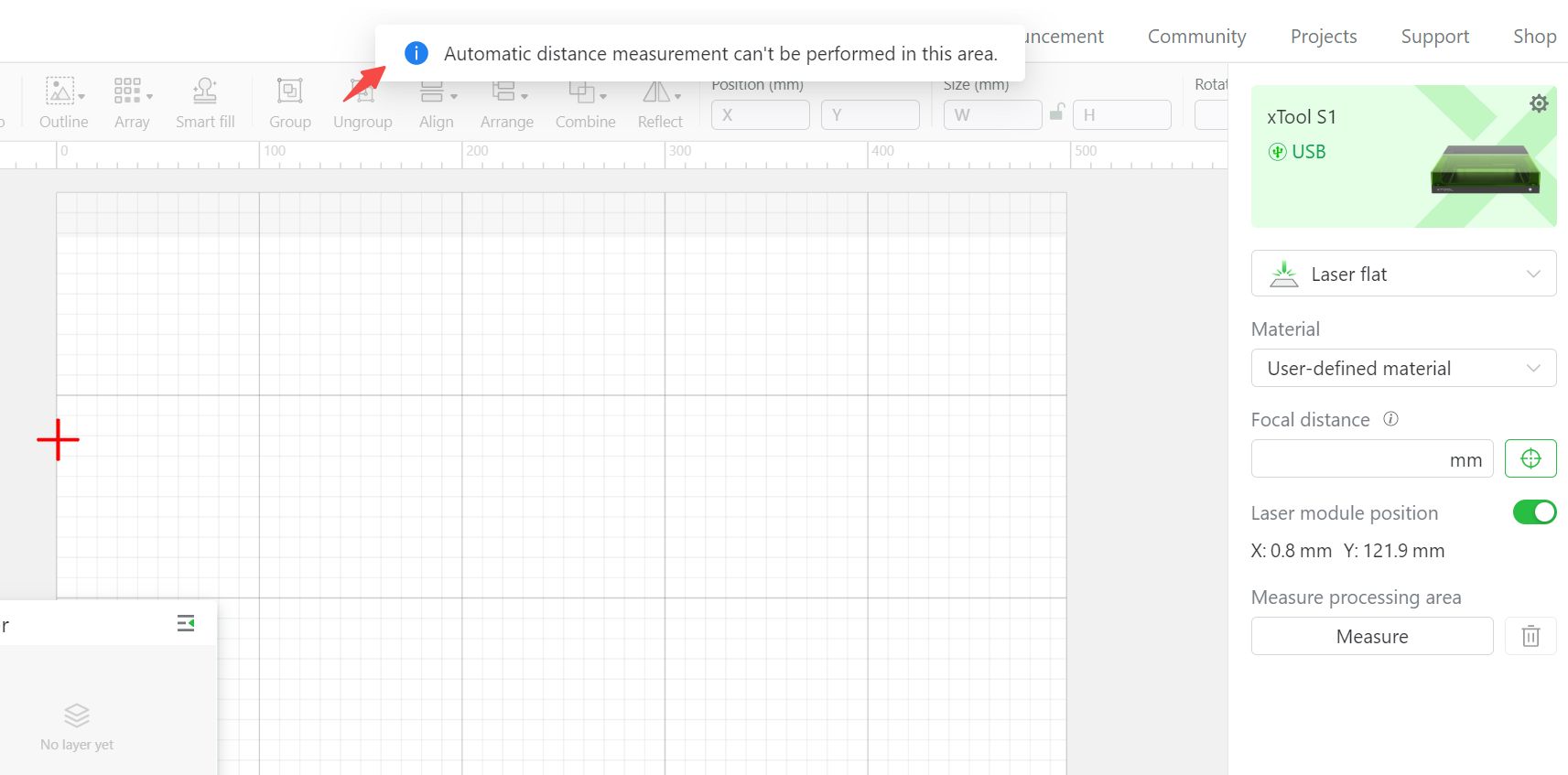
由于激光头的出光点,红十字出光点,距离传感器所处的位置不一致,当激光头在移动的时候,对应模块所能加工的区域不一致。
如下图所示,绿色区域是距离传感器可以测量的范围;蓝色区域是激光可加工范围,红色部分是红十字可以定位范围。
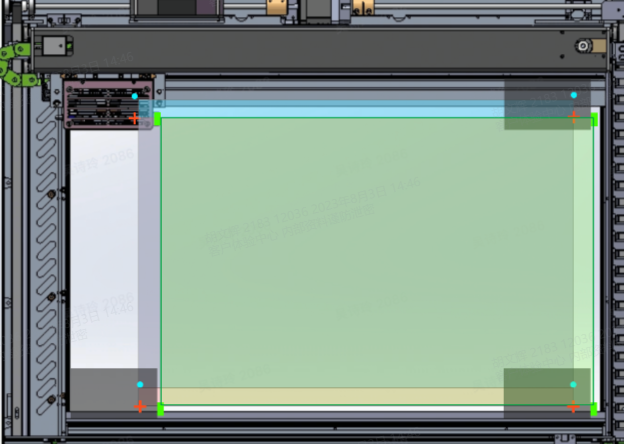
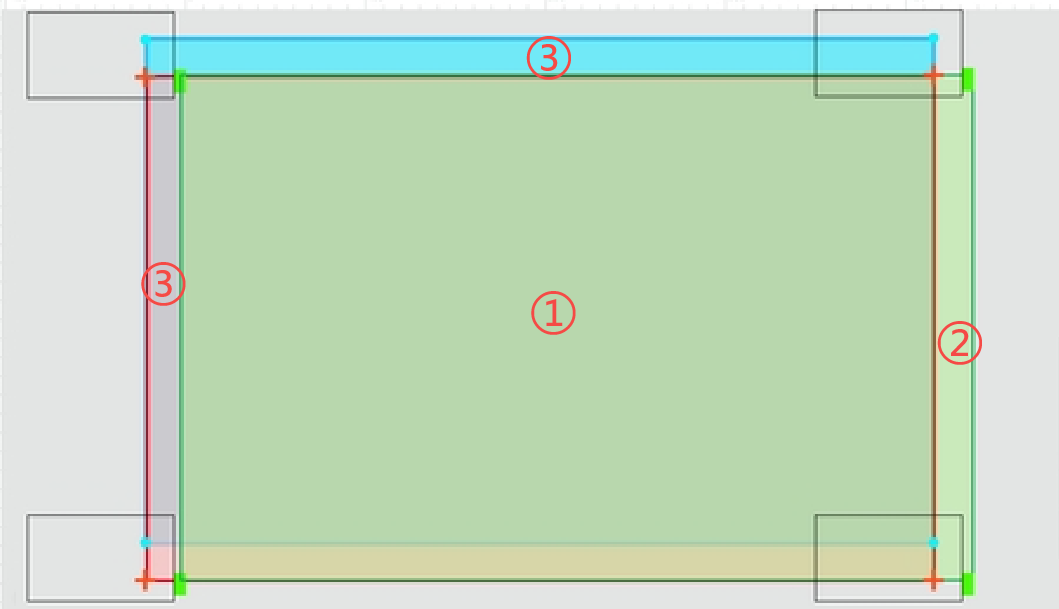
实际可测量的范围只有在图中的位置①
在②处,已超出红十字的幅面,因此XCS软件会限制不能在②处使用距离传感器测量。
在③处由于硬件结构限制,距离传感器的探针无法到达该位置测量。
因此将激光头移动到最上,最左,最右的位置,在XCS上点自动测量按钮时,弹出提示““该区域无法自动测量”。
如果出现这个提示,请重新选择加工位置进行加工。
如果您有任何疑问请联系Xtool售后团队。
¶ 二十三、XCS提示“激光器与主控通讯异常”应该怎么办?
本文适用于:S1所有型号
当您在使用机器的时候,如果在XCS出现激光器和主控通讯异常的报错,该问题主要由于激光头和主板之间的连接突然断开,导致激光头无法及时将信号传递给主板。
出现该问题时,有可能也会同时出现“距离传感器异常”的报错。
如果机器出现该问题,为了避免您的机器暂停导致加工的材料被浪费,您可以尝试按下机器的加工按键,继续执行加工。
¶ 可能现象一:文件被暂停,按下机器加工按键,继续执行任务
当机器在加工时,激光头连接线和激光头座子之间的连接可能会出现松动,信号暂时被中断,但是可以自动恢复。您可以按下机器加工键,继续加工被暂停的文件。
¶ 可能现象二:文件被暂停,按下机器加工按键,不会继续执行任务
当机器在加工时,激光头连接线和激光头座子之间的连接可能会出现松动,信号暂时被中断,但是不能自动恢复。您按下机器加工键,机器无法继续加工被暂停的文件。
出现上述两种情况,请按下下面的步骤进行排查。
¶ 可能原因一:激光头连接线端子异常
请检查激光头座子内部的针脚是否出现弯曲、破损,并检查激光头连接线是否出现破损。如果出现异常,请联系Xtool售后团队。

¶ 可能原因二:激光头连接线和座子松动
当机器在移动加工的时候,激光头连接线和激光头座子之间的连接可能会出现松动。
1)请确保您已经将连接线插紧到激光头中,并尝试将激光头连接线重新拔插,避免线材拱起和机器框架摩擦。
2)如果重复出现该报错,您可以尝试使用胶布或者胶水将激光头连接线和激光头之间固定好;请注意,如果您需要更换激光头,在确保使用的胶水和胶布时,不会对更换其他激光头产生影响。
3)尽量将加工文件放置在画布的中心位置开始加工,减少激光头在全幅面加工使用的频率,可以减少线材松动的风险。
4)如果该问题频繁发生,您可以参考下面的走线方式,进行走线调整:https://www.bilibili.com/video/BV1He411X7g2/?spm_id_from=333.999.0.0
¶ 二十四、S1和旋转附件一起使用的注意事项
本文适用于:S1的所有型号
当您在使用旋转附件的抓盘模式的时候,和S1一起使用,可能会出现下面的问题:
¶ 1.距离传感器在对焦时被撞掉
在使用旋转附件的时候,距离传感器也需要下探测量焦距。当激光头的起始位置放置不正确,会有可能出现,距离传感器在下探的时候,碰到旋转附件的侧边,导致距离传感器的脱落。
出现这个情况,请重新选择正确的加工起始点然后进行测焦。请注意,S1在使用旋转附件加工时,不支持曲面模式,需要您确保加工材料放置水平。
¶ 2.激光头移动时碰撞卡爪
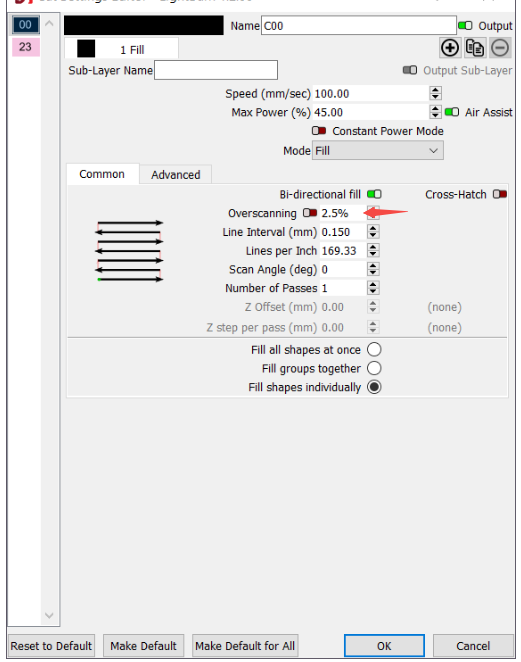
由于机器在雕刻的时候,有个加速--匀速--减速 的过程,激光头只有在匀速阶段才能出光雕刻,加速和减速的移动过程,称作为过扫描。
由于激光头在走边框的时候,红十字光标只能扫描需要加工的范围,即红十字光标不会经过过扫描的区域。如果激光头走边框时太靠近旋转附件的卡爪,会导致实际加工的时候,激光头碰撞到卡爪。
因此,您在使用旋转附件的卡爪模式,注意走边框的范围不要完全贴近卡爪,需要预留部分距离给激光头的过扫描运动预留运动空间。
¶ 3.抓盘模式加工,边缘出现雕刻缺失
使用抓盘模式加工圆柱物体,当加工某些特定文件下,出现边缘部分图案缺失或者痕迹变浅。出现该现象,请先尝试在平面模式下,使用相同的加工参数加工相同的文件,观察是否有异常。
如果平面模式异常,可能和TF卡及文件有关系,请联系Xtool售后团队;
如果平面模式正常,可能和XCS模式下,过扫描距离不够有关。机器在雕刻过程,有个加速--匀速--减速 的过程,激光头只有在匀速阶段才能出光雕刻,加速和减速的移动过程,称作为过扫描。目前XCS暂时不支持修改过扫描距离,您可以使用Lightburn,适当增加过扫描数值。
请注意,过扫描设置太大,有可能会碰撞到卡爪,需要调整好激光头的加工起始点。
¶ 二十五、S1机器的智能气泵为什么无法工作?
本文适用于:S1的所有型号+智能气泵
如果您在使用智能气泵,如果发现智能气泵突然无法工作,请参考本文指导。
¶ 可能原因一:连接线异常
S1智能气泵搭配S1主机使用,智能气泵直接从主机中获得电源。如果气泵和主机的连接线松脱,或者连接线出现异常,会导致气泵无法工作。
请检查连接线是否完全插紧,然后可以尝试使用其他连接线测试。请注意,在连接气泵和S1机器的时候,需要将S1主机关机,否则热拔插可能会对机器主板造成故障。

¶ 可能原因二:气泵连接线断裂
如果您发现,手动选择档位后,气泵无法出气/出气微弱,请拆开气泵的保护盖,观察气泵主板上的连接线是否断裂破损。
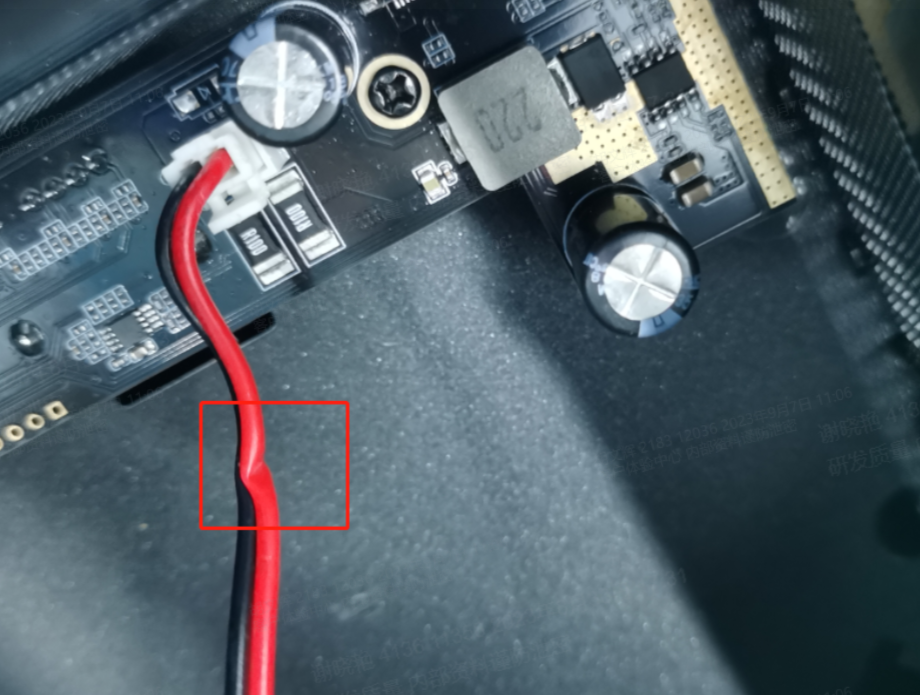
如果您的气泵的连接线卡在主板内部,智能气泵跌落可能会对主板连接线造成损坏,您可以自行尝试调整连接线走线方式。且将智能气泵放在平稳位置,避免因为跌落造成损坏。

如果您有有任何问题,请联系Xtool售后团队
¶ 二十六、智能气泵如何与S1主机进行联动
本文适用于:S1的所有设备+S1智能气泵
S1的智能气泵有两种工作模式,分别是手动模式和自动模式。本文将向您介绍S1智能气泵如何与S1主机使用。
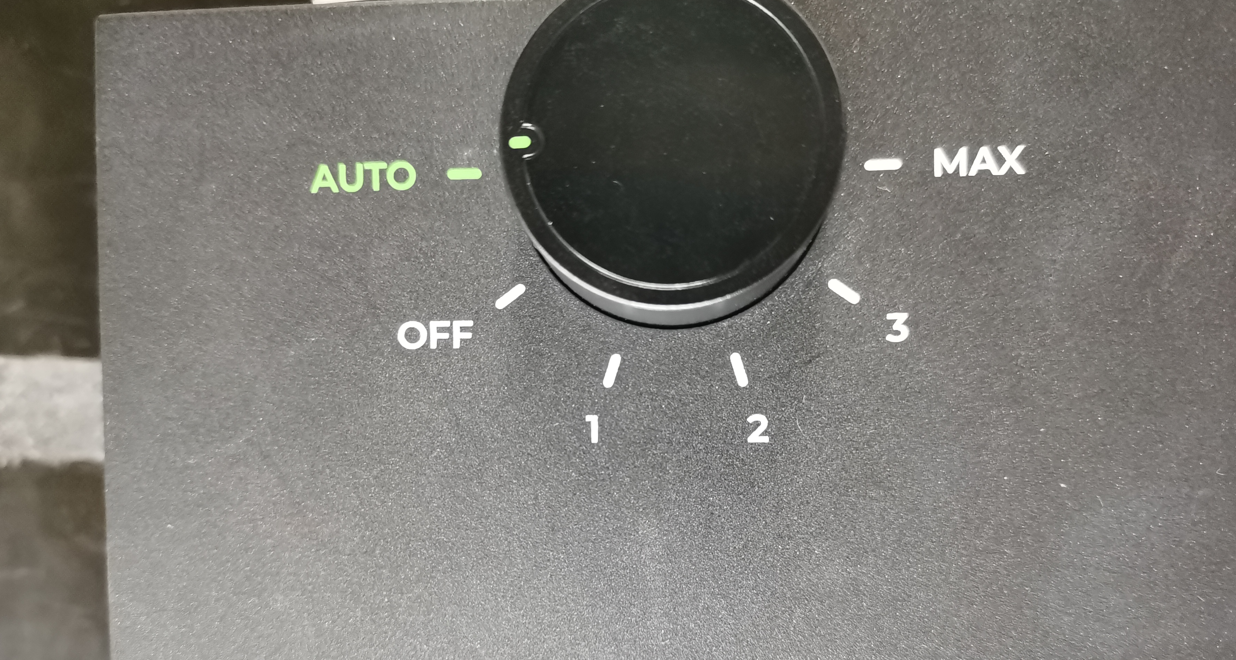
1.自动模式:
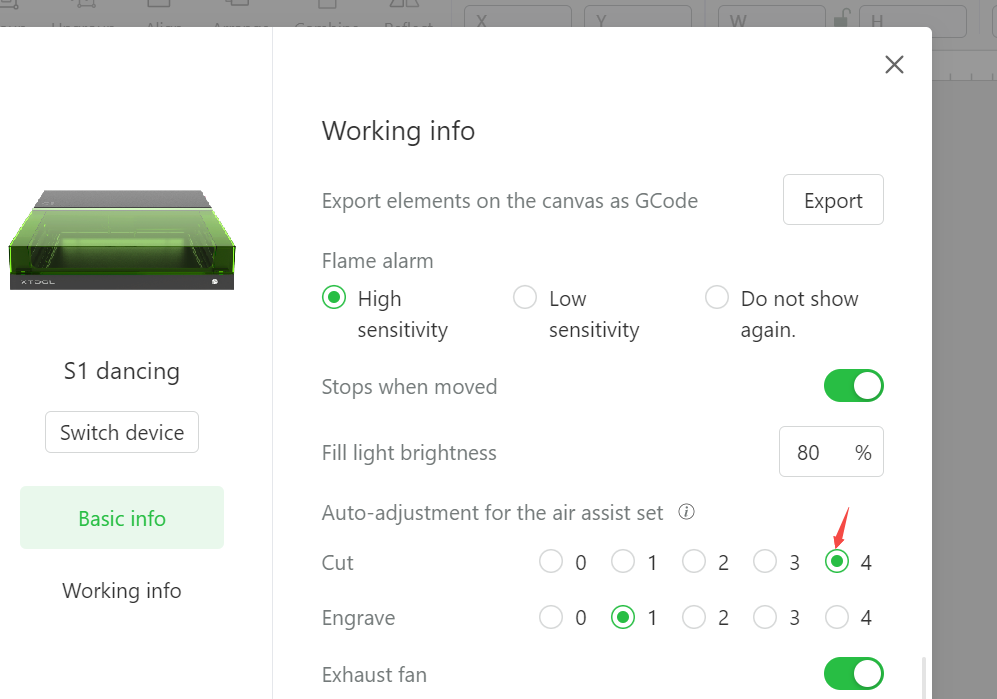
连接智能气泵和主机的配件接口,将气泵的气管接在机器的进气口。当智能气泵将档位调整到了AUTO,且XCS设置界面打开了气泵自动调节功能,即可实现智能气泵和机器的联动
在XCS软件界面,可以选择雕刻和切割出气档位。
如下所示,相关功能开启后,在雕刻模式下,气泵的出气档位为1档,在切割模式下,气泵的出气档位为4档。
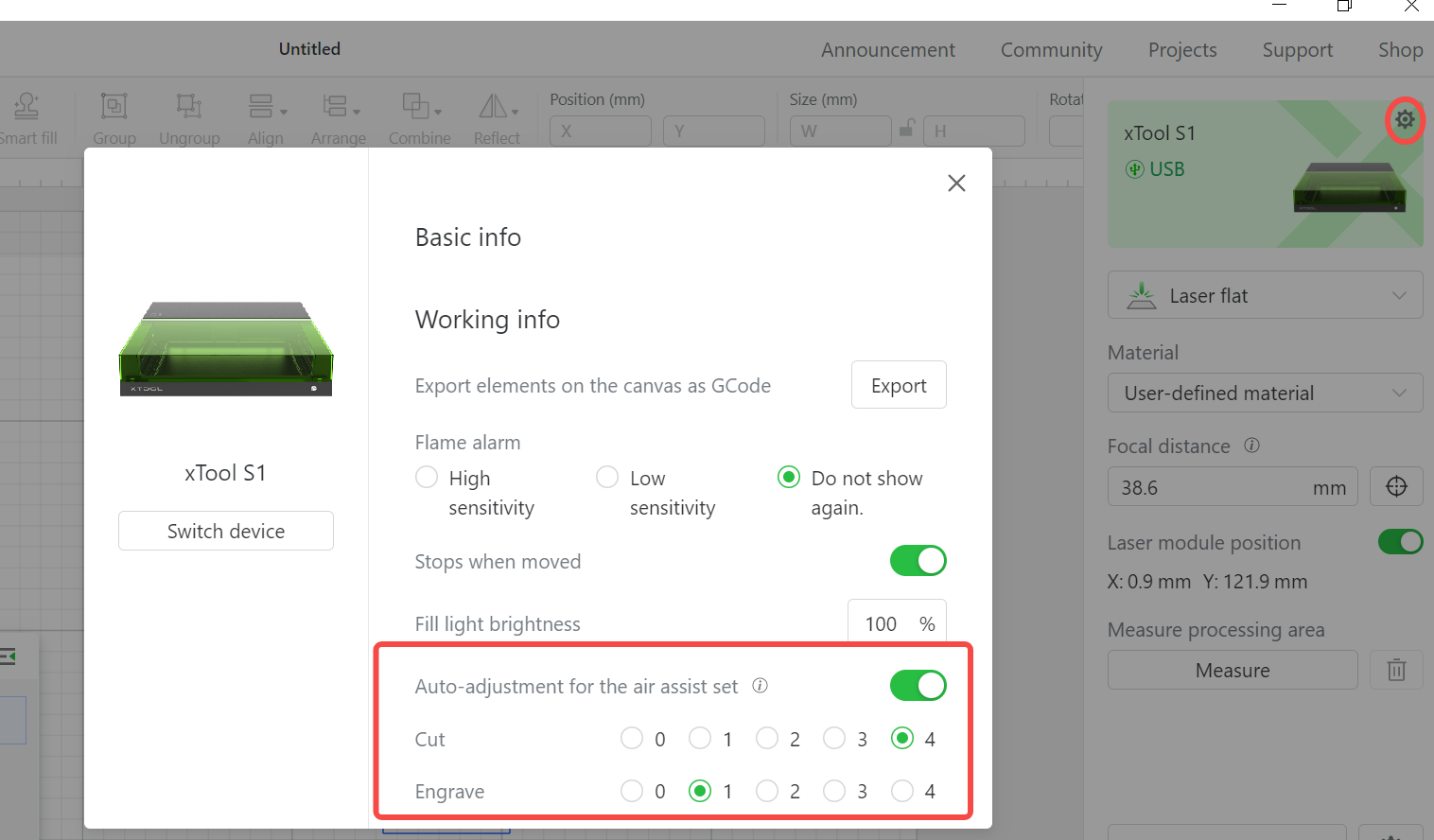
自动模式功能只支持在XCS上使用,Lightburn无法支持。
2.手动模式:
连接智能气泵和主机的配件接口,将气泵的气管接在机器的进气口,当智能气泵将档位调整到了1-4,气泵处于手动模式,无论你使用的是雕刻还是切割,智能气泵都以您手动选择的档位出气。
¶ 二十七、机器背部接口介绍
本文使用于:S1所有型号
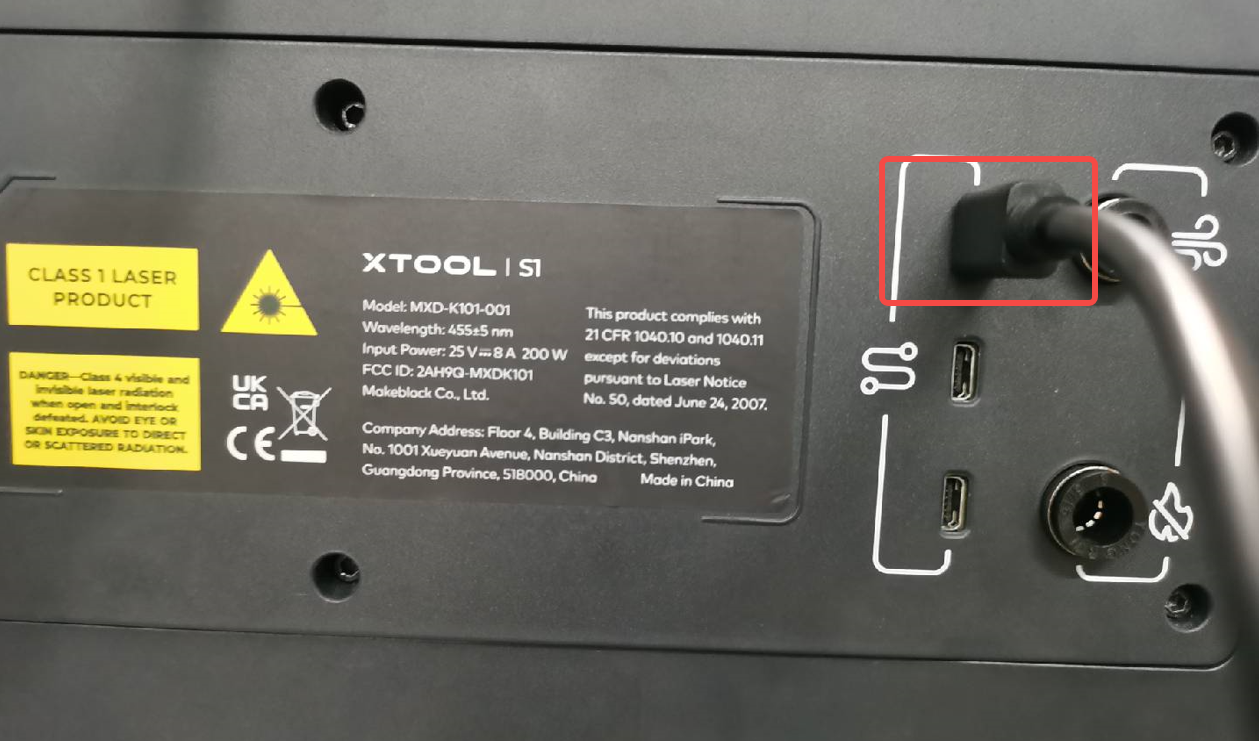
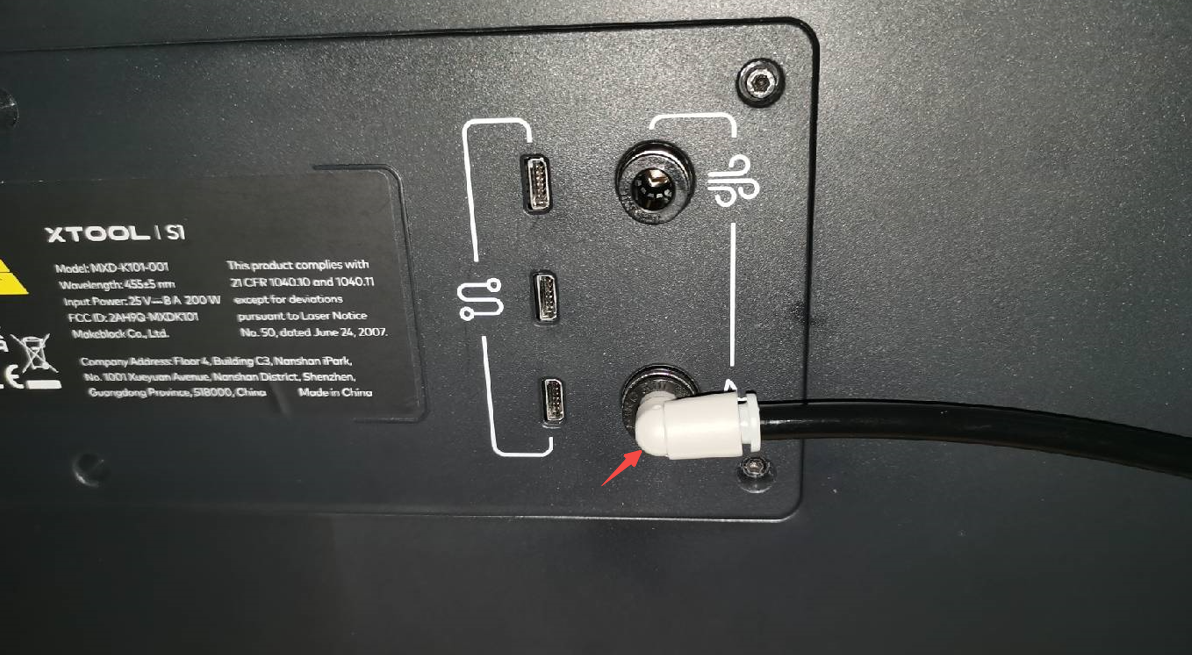
本文将对S1机器背部主板各个接口的使用进行介绍。如下图所示,各个接口的作用:

①主板电源开关
②主电源适配器接口
③主板USB连接口
④USB钥匙锁接口
⑤配件接口,可接智能气泵,灭火配件,桌面空气净化器,三个接口的作用一致
⑥智能气泵气管接口
⑦灭火配件气管接口
如果您有任何疑问请联系xtool售后团队
¶ 二十八、S1火焰传感器问题说明
本文使用于:S1 10W/20W/40W
在S1的机器中,和火焰检测功能相关的传感器有5个,其中火焰传感器只检测火焰光的波长,温度传感器只检测火焰温度,火焰+温度传感器同时检测火焰光的波长和温度。
其中4个火焰传感器在机器前后的两个灯带上
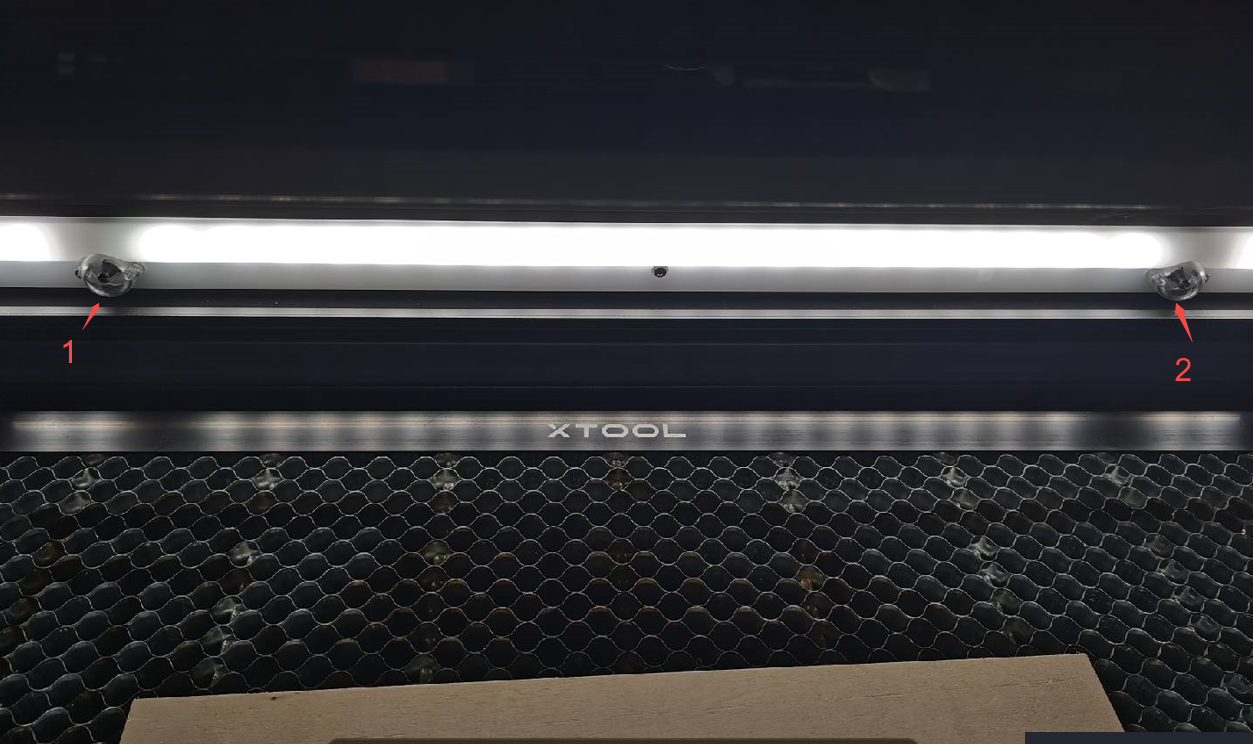

1个火焰+温度传感器在激光头上
为了让机器的火焰检测功能可以正常执行,请阅读如下注意事项:
1.XCS软件支持相关:
1).XCS软件版本低于V1.6,只有激光头上的火焰+温度传感器能起作用,检测到火焰机器会报警提示;连接了灭火配件后,无法和灭火配件进行联动,二氧化碳气瓶中的气体不会喷出
2).XCS软件版本大于V1.6,机器内的5个火焰传感器都能工作,大大提高检测火焰的灵敏度,检测到火焰机器会报警提示;连接了灭火配件后,可与灭火配件进行联动,才能喷出二氧化碳气瓶中的气体。
为了提高火焰检测的概率,我们建议您将XCS和固件升级到当前最新的版本。
2.灭火配件连接相关:
如果您之前已经购买了灭火配件,不需要使用智能开关,灭火盒子套件中的传感器,绕线夹,但是额外需要下面的线材
1)转接气管
将灭火盒子的气管
2)通用配件连接线
该线材连接S1主机和灭火配件,线材的类型和连接智能气泵是一样的
3.XCS火焰检测功能相关:
在XCS软件中,可以将火焰检测功能灵敏度调高,调低或者直接关闭火焰检测。关闭火焰检测的功能后,机器加工出现火灾将不会报警。
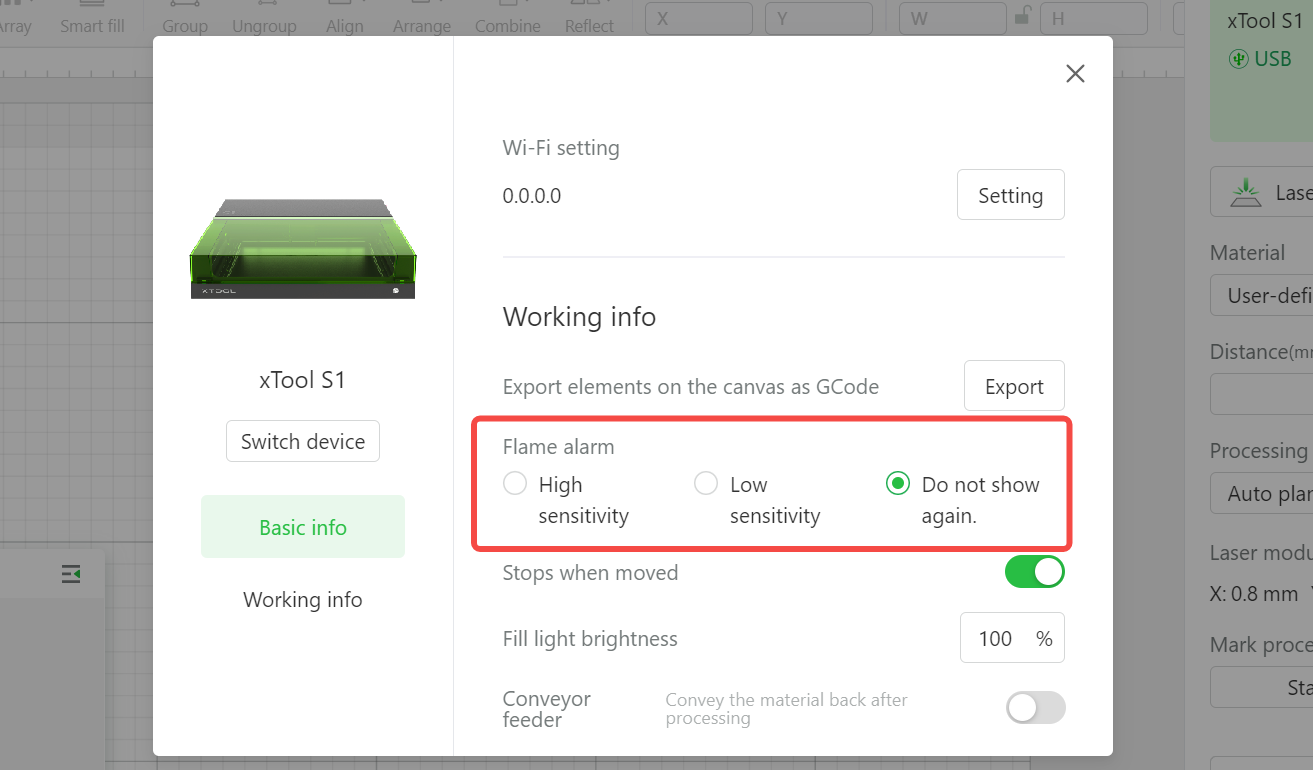
使用2W红外激光头时,由于2W红外激光头的波长(1064nm)在火焰传感器的检测范围之内,XCS界面将不支持火焰检测功能
4.报警等级:
由于灭火配件的气瓶是一次性消耗品,我们对灭火等级进行了一级和二级的区分。
当触发一级报警时(通常认为是很小的火焰),灭火盒子只报警不灭火,触发二级报警(通常认为是较大的火焰),灭火盒子会同时报警并执行灭火动作。
如果您有任何疑问,请联系XTool售后团队。
¶ 二十九、XCS无法识别激光头应该怎么办?
本文适用于:S1的所有型号
当您在连接机器的时候,发现XCS的界面无法显示激光头的型号,您可以参考本文排查。
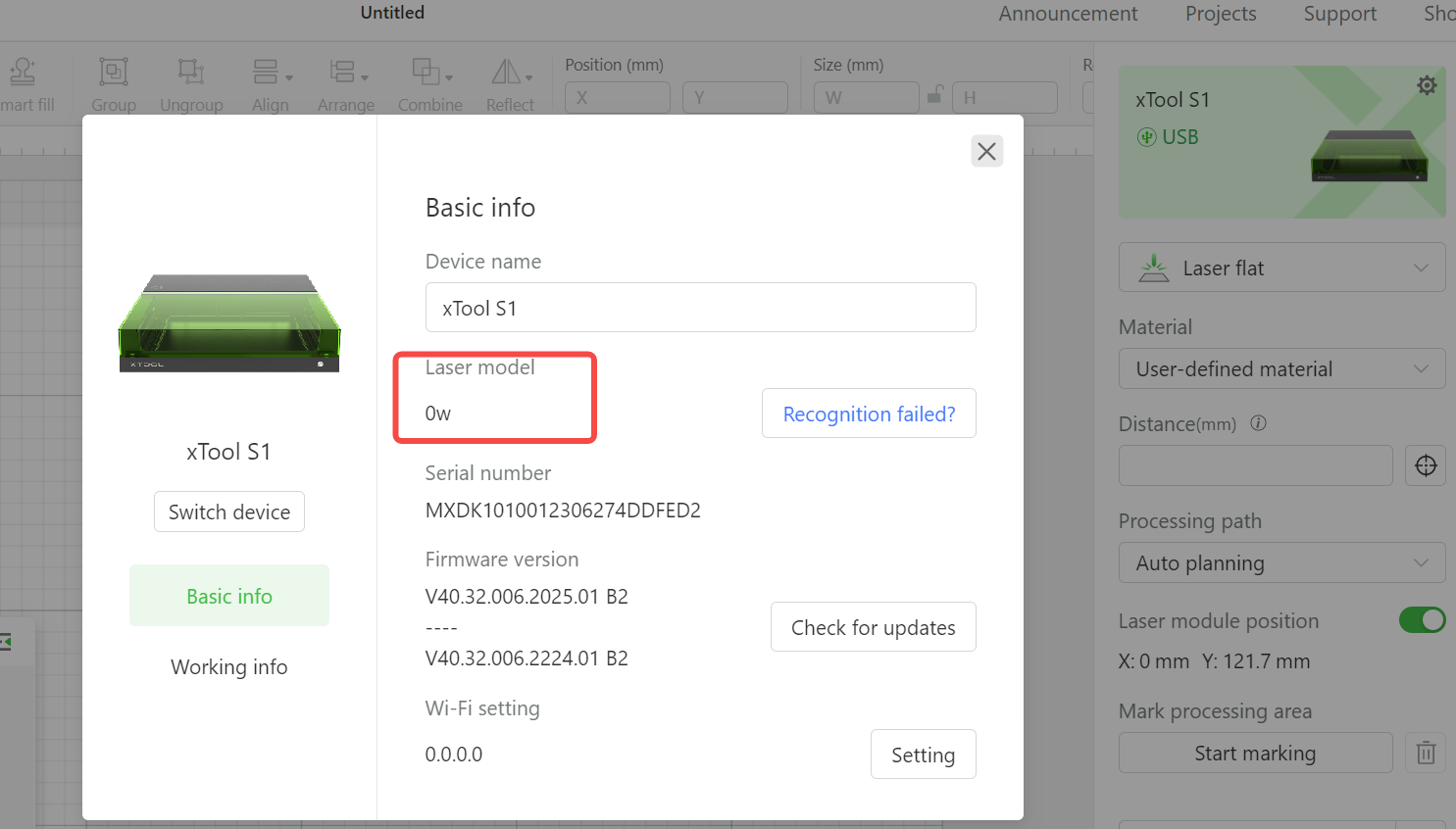
¶ 可能原因一:固件未更新
请检查机器的固件版本是否升级到最新,如果不是,请参考本文升级机器固件:如何对S1进行固件升级
¶ 可能原因二:激光头连接线松动
当机器在移动加工的时候,激光头连接线和激光头座子之间的连接可能会出现松动。如果出现了该问题,请关闭机器,重新拔插激光头连接线。
¶ 可能原因三:激光头连接线端子弯曲
请检查激光头座子内部的针脚是否出现弯曲、破损,并检查激光头连接线是否出现破损。如果出现异常,请联系Xtool售后团队。
如果您有任何问题,请联系XTool售后团队。
¶ 三十、如何导出S1机器TF卡中的Gcode和日志
本文适用于:S1的所有型号
当您在使用机器时,有的时候可能会出现故障,例如机器突然停止加工,机器出现了异常报警。这个时候,分析TF卡中的Gcode文件和TF卡中的日志就非常重要。如果您的机器出现异常现象,您可以参考本文,将卡中的TF卡和日志导出并联系我们。
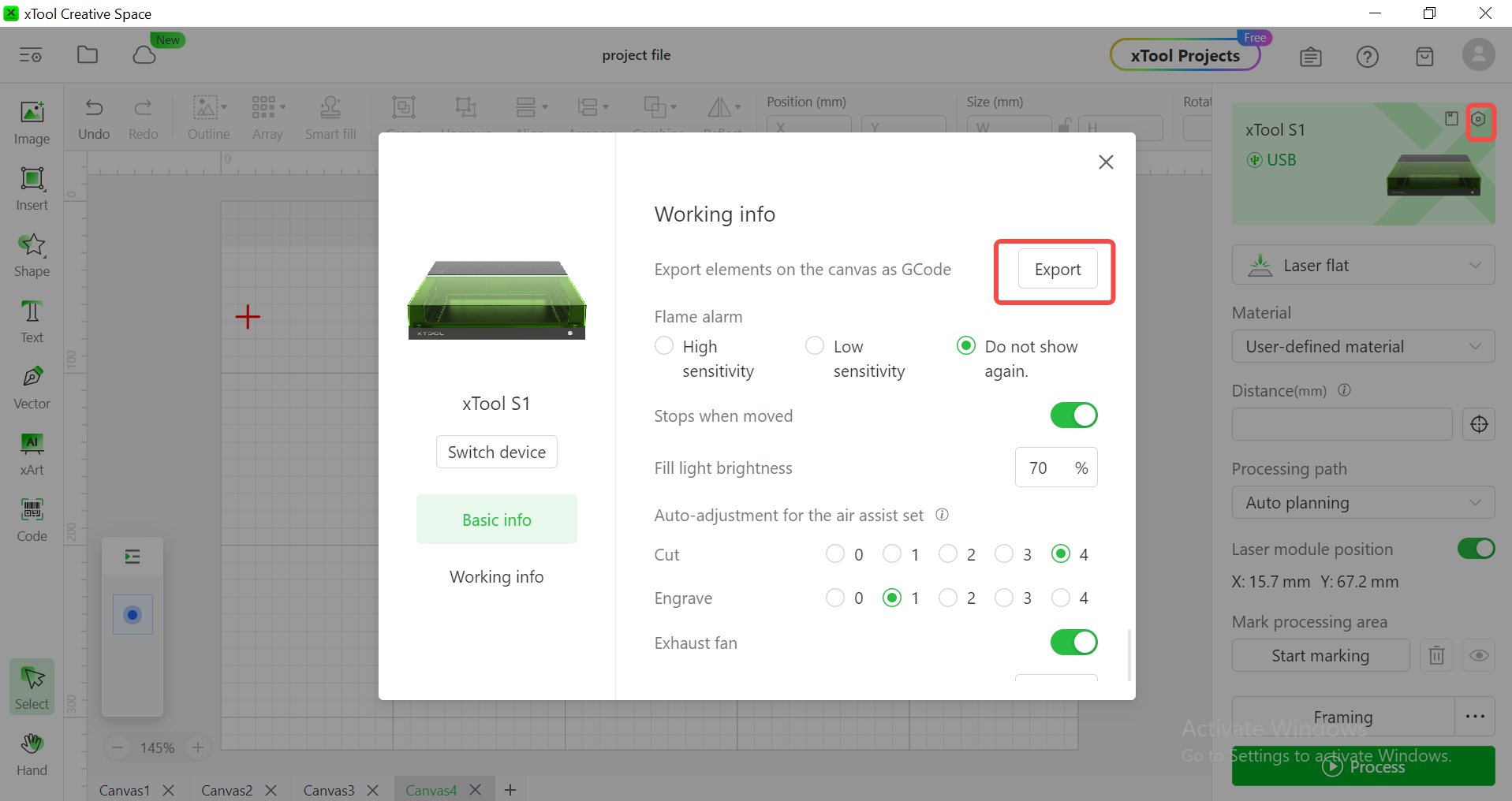
机器执行走边框和加工的任务,主要靠Gcode文件,Gcode文件先从XCS软件中生产,再传递到TF卡中,机器执行TF卡中的Gcode文件。
1.取出TF卡
您可以参考此视频取出机器主板的TF卡。请注意,拔插TF卡需要将机器关机,否则会损坏TF
取出TF卡: https://www.bilibili.com/video/BV12c41197en/?spm_id_from=333.999.0.0
2.将TF卡插入到读卡器中,读卡器连接电脑

3.打开我的电脑--USB Drive
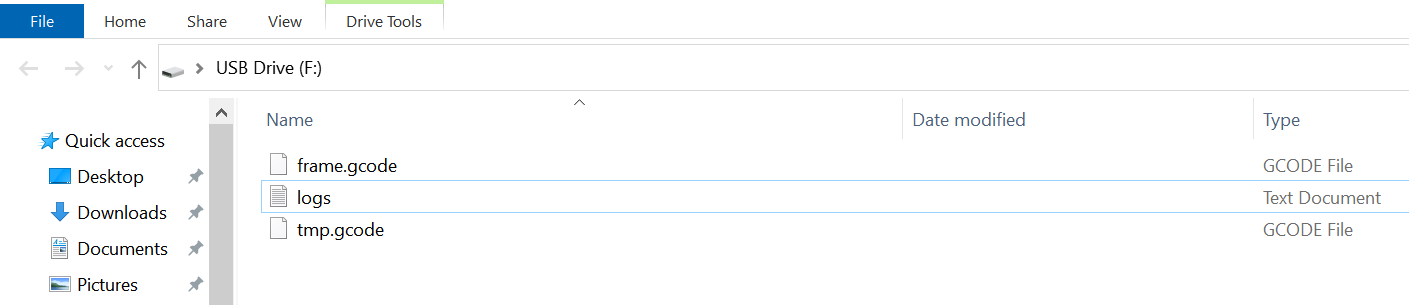
4.查看TF卡中的文件
frame.gcode--机器走边框的Gcode文件
tmp.gcode--机器执行加工任务的Gcode文件
logs--机器运动时的日志
请注意,XCS软件上也有日志和Gcode文件。XCS中的Gcode是由XCS软件生成的,需要传递给TF卡才能执行工作指令。
XCS中的日志主要显示软件下发的指令信息和下发动作,和TF卡中的显示机器实际运动的日志信息不同
如果您有任何疑问请联系Xtool售后团队。
¶ 三十一、机器开盖继续执行加工任务应该怎么办?
本文适用于:S1 的所有型号
当你在使用S1执行加工任务,为了符合一类激光器的认证标准,正常情况下,机器在开盖的时候,加工任务会被中断,且XCS软件会提示机器上盖未关闭。
如果您遇到了,机器在加工的时候打开上盖,但是加工任务未被暂停,请参考本文指引。
¶ 可能原因:开盖检测指令被屏蔽
在使用机器前,请确认您未使用任何串口工具或者Lightburn对S1发送指令,错误的指令发送行为将会屏蔽机器的开盖检测功能。我们可以使用Lightburn软件检查该功能是否关闭,并重新开启开盖检测功能。
1.Lightburn连接机器
您可以参考本文,连接S1和Lightburn软件:https://www.yuque.com/makeblock-help-center-zh/xtool-s1/mouc2znadqdkzydf
2.检测开盖功能是否屏蔽
在Lightburn的Console处,输入指令M802,电机Enter发送指令
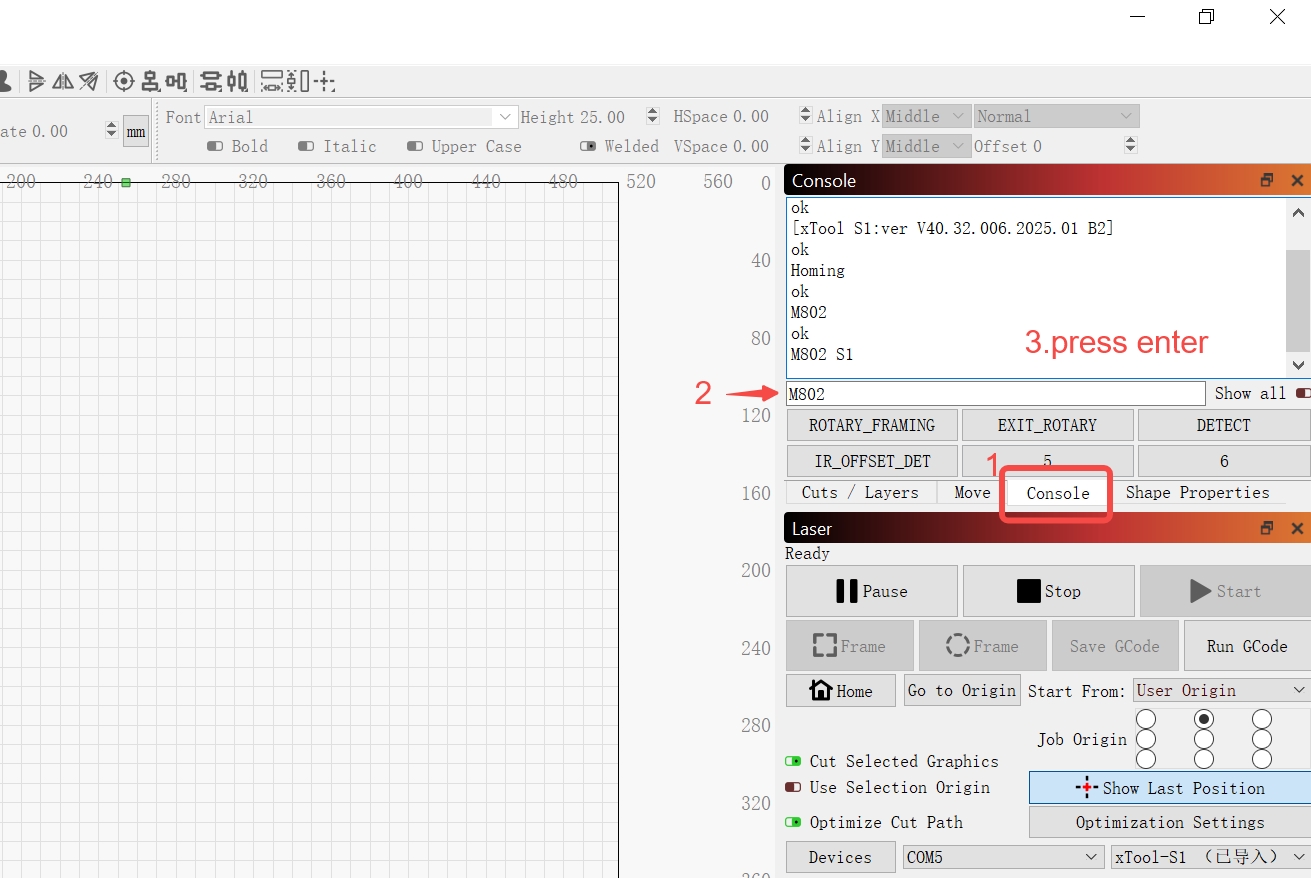
观察返回的指令
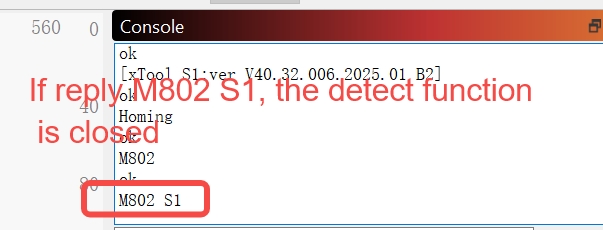
如果返回的是M802 S0,开盖检测功能开启;
如果返回的是M802 S1,开盖检测功能关闭,需要开启检测功能
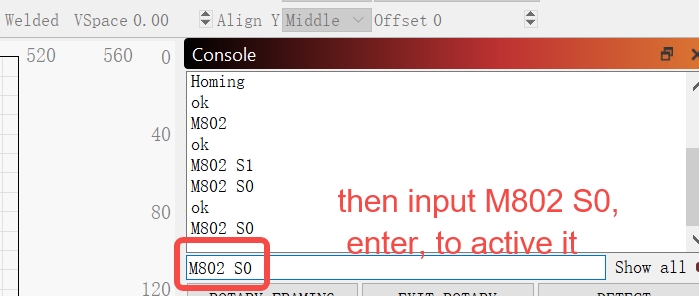
3.开启开盖检测功能
在Console界面输入M802 S0,重新将开挂检测功能开启
如果您的问题未解决了,请联系XTool 售后团队,并为我们提供机器的SN,Lightburn的指令的返回信息,机器的固件版本。
¶ 三十二、文件发送失败应该怎么办?
本文适用于:S1的所有设备
当你在使用S1加工文件的时候,如果点击Start后,出现文件发送失败,请稍后重试的报错,可以参考本文指引。
¶ 可能原因一:文件问题
机器在传输文件时,当Gcode文件大于500M,传输的速度会降低。如果您使用的是WiFi连接的方式,文件传输给机器还会受到WiFi网络波动的影响。
您可以使用USB连接,同时更换其他文件尝试发送,观察是否依旧出现文件发送失败请稍后重试的报错。
¶ 可能原因二:TF卡异常
1.您可以参考这个视频,取下TF卡 https://www.bilibili.com/video/BV12c41197en/?spm_id_from=333.999.0.0
您可以取出TF卡,观察TF卡是否边缘出现弯曲;同时可以使用万用表,将万用表调整至蜂鸣档,检测表笔接到TF的下面的两个长针脚,如果万用表报警鸣叫,则TF卡出现短路。

如果TF卡出现了弯折痕迹,或者用万用表检测出现了蜂鸣报警,需要更换新的TF卡
2.如果您有读卡器,可以将机器的TF卡插入读卡器并重新格式化,同时更换一张新的TF卡验证。
TF卡的格式是FAT32,容量小于32G,由于市面上TF未经过测试,我们不保证您自行购买的TF卡能正常和机器适配。
如果您有任何疑问,请联系Xtool售后团队,并提供您的XCS工程文件给我们测试。
¶ 三十三、S1 激光头取出小技巧
本文适用于:S1所有型号
当您在清洁或者更换更换激光头的时候,为了提高激光头取出的成功率,避免激光头取出时出现卡段,请参考本文的介绍进行操作。我们建议您,每次在拆除激光头的时候,都按照我们提供的标准进行操作。操作视频:https://www.bilibili.com/video/BV1NN4y1U7ZN/?spm_id_from=333.999.0.0
错误方式:
在取下激光头的时候,不可直接往外拔出,不可切斜拔出
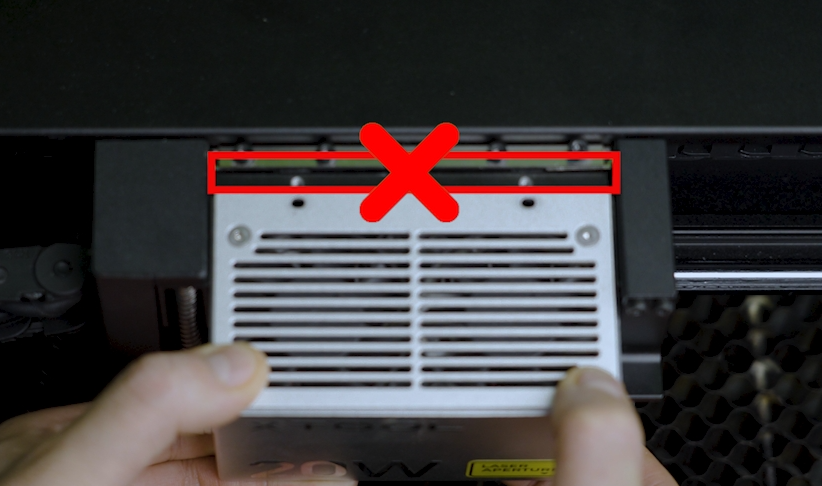
否则会激光头背部螺丝将会卡住无法取出
正确方式:
需要将激光头垂直向上移动,激光头和Z轴底板之间有一定的高度差后,再垂直向外取出激光头。
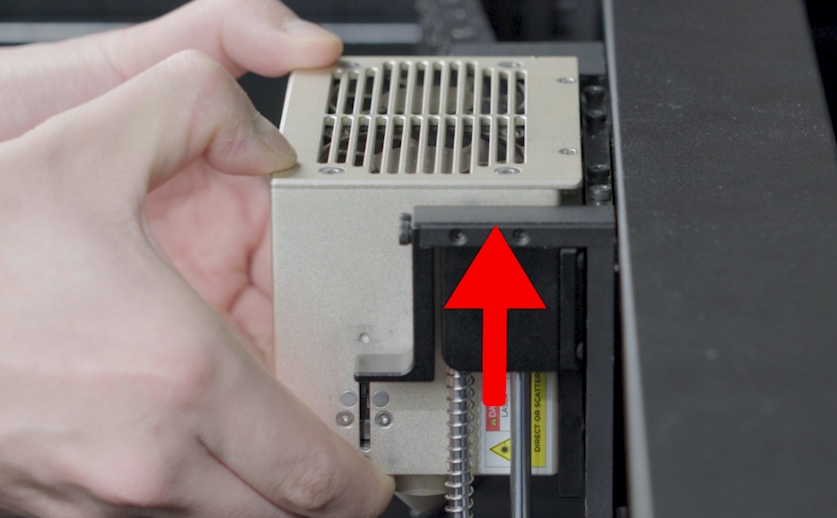
这样激光头背部螺丝将不会卡住,可顺利取出
如果您有任何问题,请联系XTool 售后团队。
¶ 三十四、S1激光头切不穿材料应该怎么办
本文适用于:S1 20W,40W
当你在使用S1 20W/40W切割材料时,如果出现某些材料无法切割,请参考本文指引。
¶ 可能原因一:参数问题
加工参数包括功率,速度,加工次数,焦点下沉。
- 如果您的材料在XCS上有加工材料参数,请选择XCS推荐的参数;
如果您的材料在XCS上没有,您可以适当增大加工功率和降低加工速度,适当增加加工次数
- 在切割模式下,会存在焦点下沉的选项,请选择输入下沉焦点3mm。关于焦点下沉的介绍,您可以参考:https://www.yuque.com/makeblock-help-center-zh/xtool-s1/xoid4uett25v00o7#QVETW
- 可以适当的增加加工次数,达到更好的切割效果
- 您可以尝试更换新的材料,观察相同的加工参数在不同的材料上的切割效果。例如:椴木板、瓦楞纸等
¶ 可能原因二:镜片问题
请参考下面更换清洁激光头镜片的视频,检查激光头的保护镜和内镜是否出现破损和脏污;如果是,请清洁镜片;如果保护镜灼烧,请直接更换新的保护镜;如果内镜出现灼烧破裂,请拍个照片并联系xtool售后团队

¶ 可能原因三:未配合智能气泵使用
在切割较厚的材料,或者难以切割的物体时候,我们建议您搭配使用S1的空气辅助,并在XCS上选择切割使用4档
如果您的问题依旧没有解决,请为我们提供您的工程文件,加工材料,您当前的切割加工效果图。
¶ 三十五、S1 红十字在XCS界面无法移动应该怎么办?
本文适用于,S1 的所有型号
当你在使用S1的时候,在XCS打开了显示激光头位置的选项,这个时候移动激光头,发现XCS红色十字无法在画布中移动,如果出现这个问题,请参考本文指引,并收集对应的信息。
¶ 可能原因一:电机和编码器异常
将机器关机,找到X轴横梁背部的电机保护壳,拆除保护壳的四颗螺丝。

检查电机连接线是否出现断裂和破损,并检查电机连接线是否出现弯折。您可以尝试重新拔插电机上的连接线。

并拔插主板上的电机线+编码器连接线。可参考本文指引,拔插主板的5、6、11、12接口:
https://www.yuque.com/makeblock-help-center-zh/xtool-s1/xoid4uett25v00o7#YLvTa
¶ 可能原因二:配件短路
如果您的S1机器上连接了智能气泵,灭火盒子,旋转附件,送料配件,请尝试将机器关机,然后将机器上的所有的配件都断开连接,再观察问题是否依旧。
¶ 可能原因三:机器热拔插
请确认之前在机器开机时,是否断开和连接激光头,智能气泵,灭火盒子等,这样操作可能会对机器造成损坏。并请注意后续在操作的时候,避免类似错误的连接断开方式。
如果问题还没有解决,请为我们收集下列信息:
1.机器的SN
2.日志文件
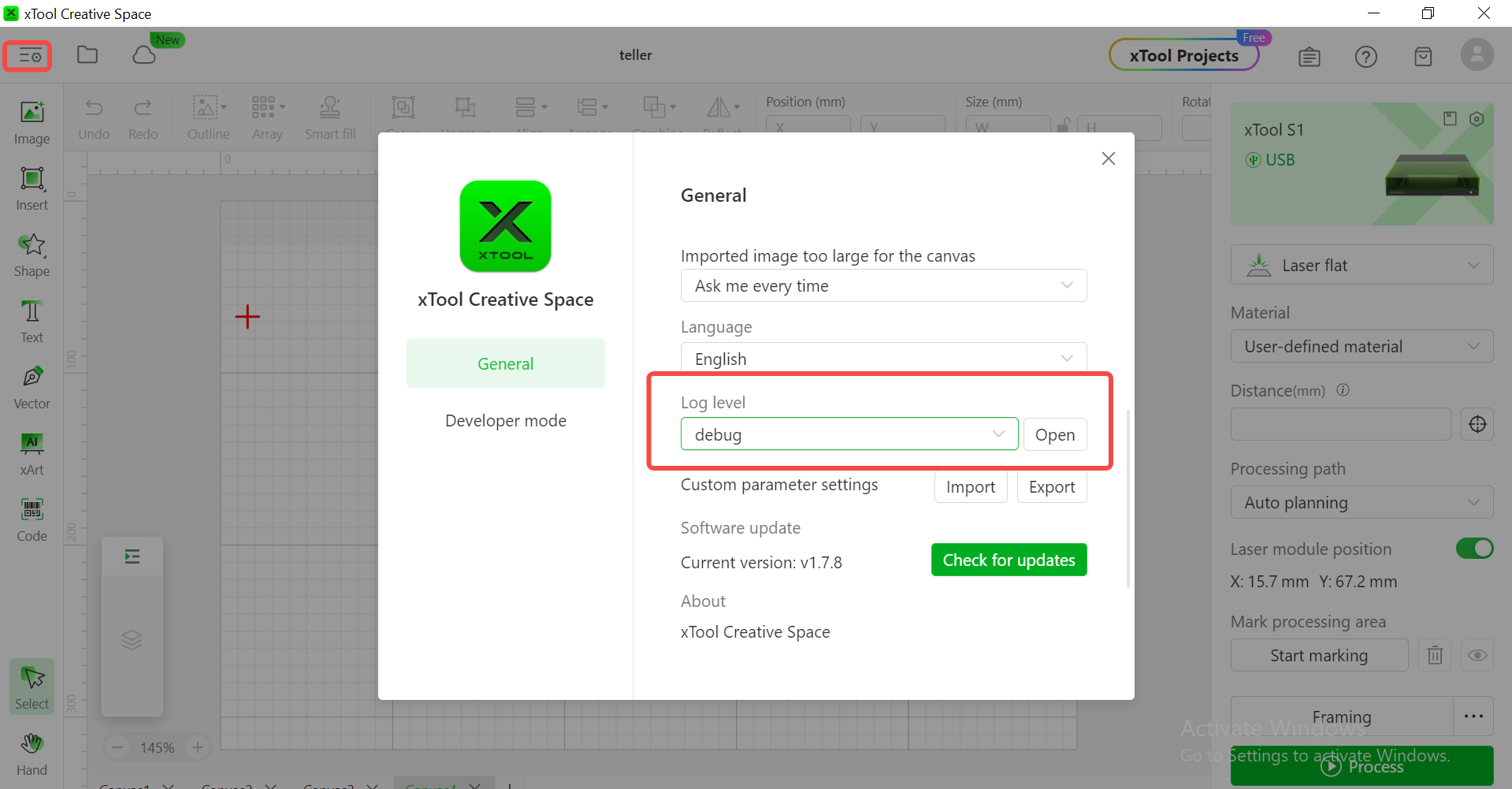
请提供XCS软件的debug日志和SD卡中的日志信息。并告知我们问题大概发生的时间
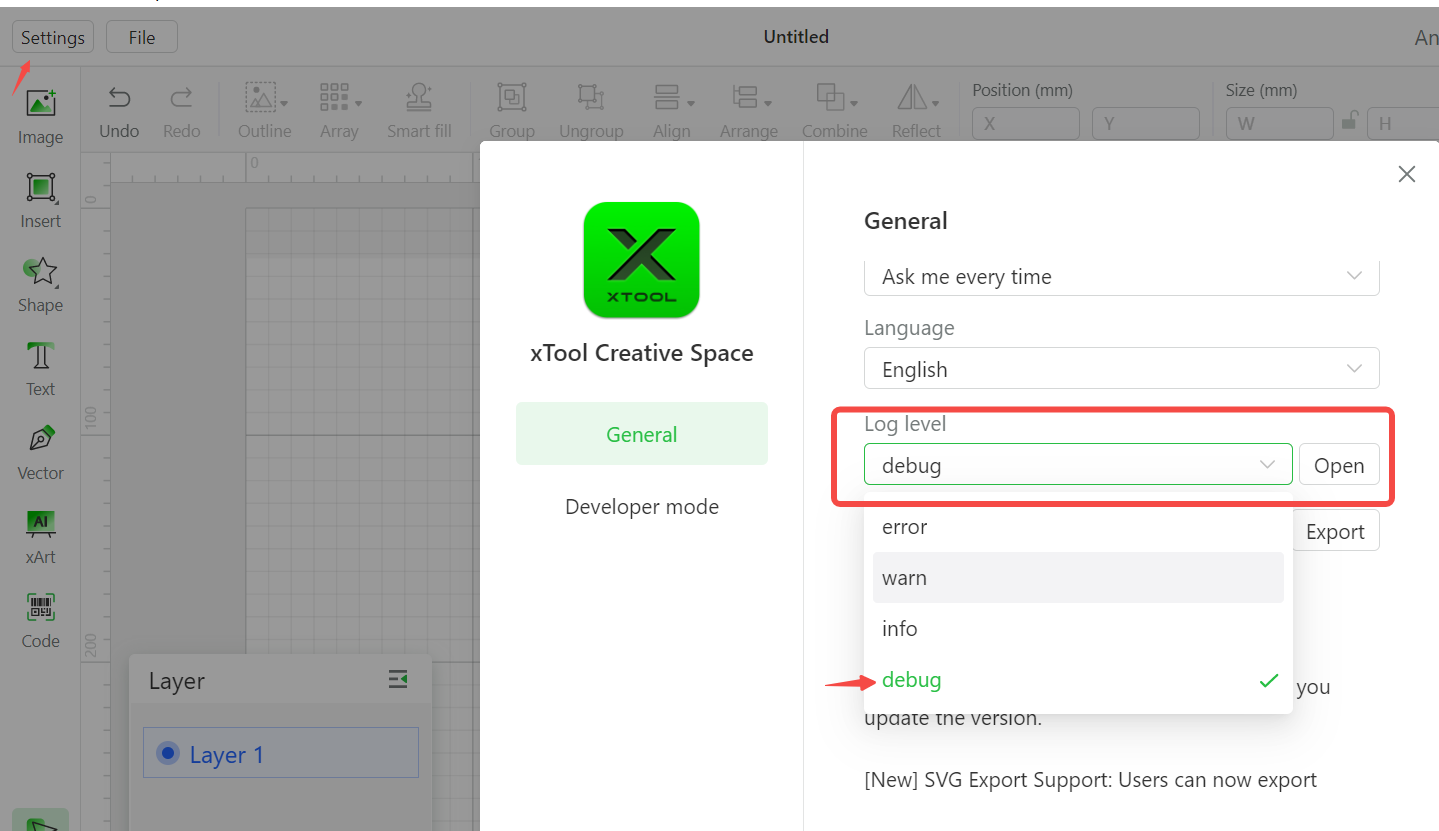
XCS软件的debug日志:
SD卡的日志获取方式:https://support.xtool.com/article/1104?from=xTool+S1&url=/product/24
3.确认当前激光头坐标位置
打开Lightburn,并参考Lightburn和S1使用的教程:https://www.yuque.com/makeblock-help-center-zh/xtool-s1/mouc2znadqdkzydf
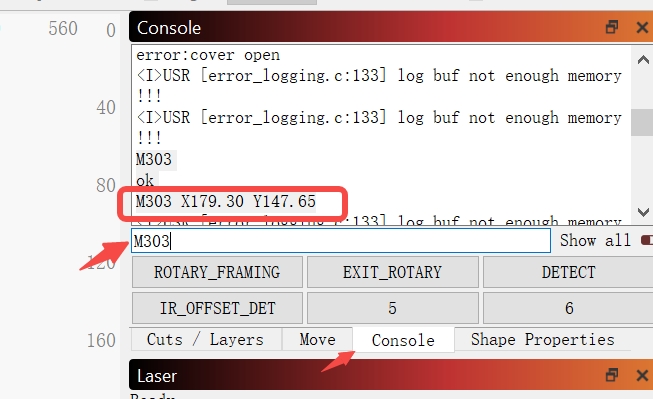
连接Lightburn后,将激光头移动到机器中间,将输入指令M303,观察这个时候Lightburn返回的坐标值
4.之前是否能正常工作过
如果是,在问题发生前,您是否有在机器开机时,执行过连接和断开激光头、智能气泵、灭火盒子的操作
(目前我们发现机器开机时断开和连接配件会对机器主板造成影响)
5.实际加工是否正常
XCS加工一个100mm的正方形,观察实际雕刻出来的图案是否和XCS画布一样是一个100mm的正方形。
6.指示灯状态
问题发生的时候,加工状态指示灯是否红色异常
7.固件版本和XCS版本
请确认当前的固件版本是否最新。您可以为我们截图。
在如果您有任何问题,请联系xtool售后团队。
¶ 三十六、提供信息帮助售后更好解决问题
亲爱的xToolers,感谢您选择我们的产品~
由于我们需要考虑许多可能性来找出您的机器到底发生了什么,因此您提供的信息越多,我们就越能了解情况,更快地提供建议并解决问题。
在本文中,我们列出了一些关键信息,这些信息可以极大地帮助我们解决问题,请发送给我们。
¶ #1 关于该问题的视频
当问题发生时,请拍摄视频。如果您错过了,请查看是否可以重现问题,然后拍摄视频并发送给我们。这样,我们可以看到与您相同的内容,并消除沟通过程中的任何歧义或信息丢失。请记住,一个好的视频比用一千个单词描述问题更好。
¶ #2 软件版本

¶ #3 固件版本

¶ #4 XCS调试日志
请告诉我们问题发生的时间。
¶ #5 SD卡日志
1.取出TF卡
您可以参考此视频取出机器主板的TF卡。请注意,拔插TF卡需要将机器关机,否则会损坏TF
取出TF卡: https://www.bilibili.com/video/BV12c41197en/?spm_id_from=333.999.0.0
2.将TF卡插入到读卡器中,读卡器连接电脑

3.打开我的电脑--USB Drive
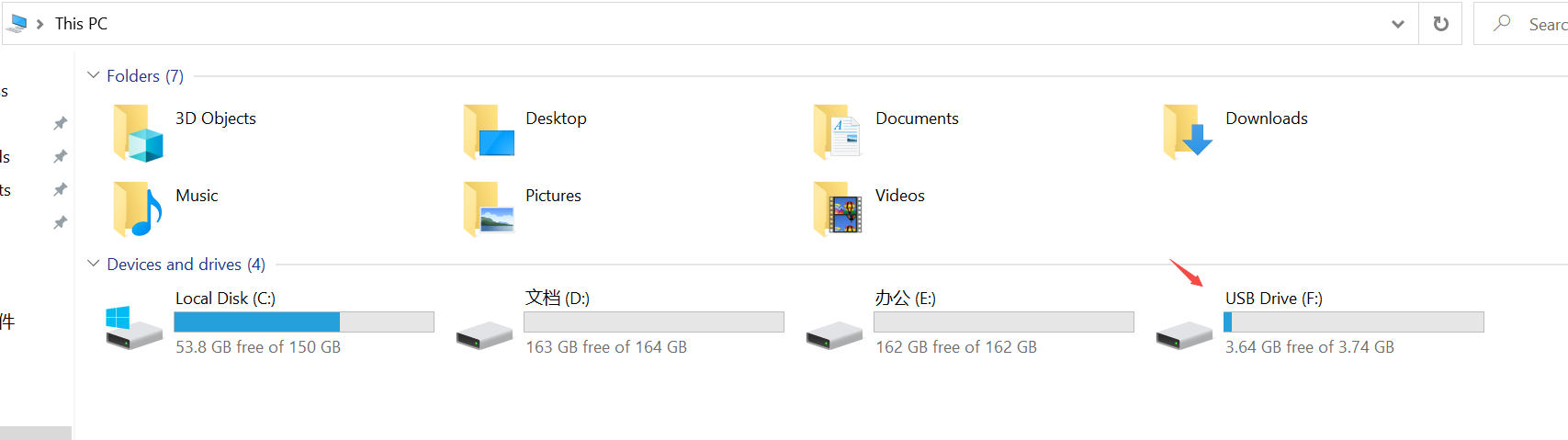
4.查看TF卡中的文件
frame.gcode--机器走边框的Gcode文件
tmp.gcode--机器执行加工任务的Gcode文件
logs--机器运动时的日志
¶ #6 XCS项目文件
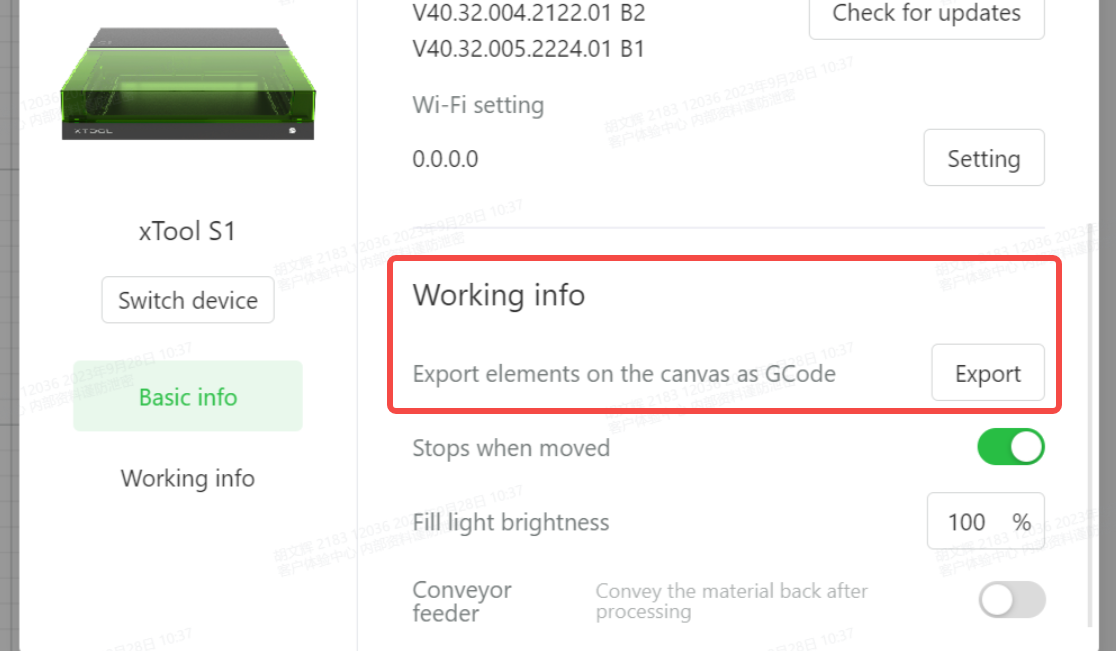
¶ #7 XCS Gcode文件
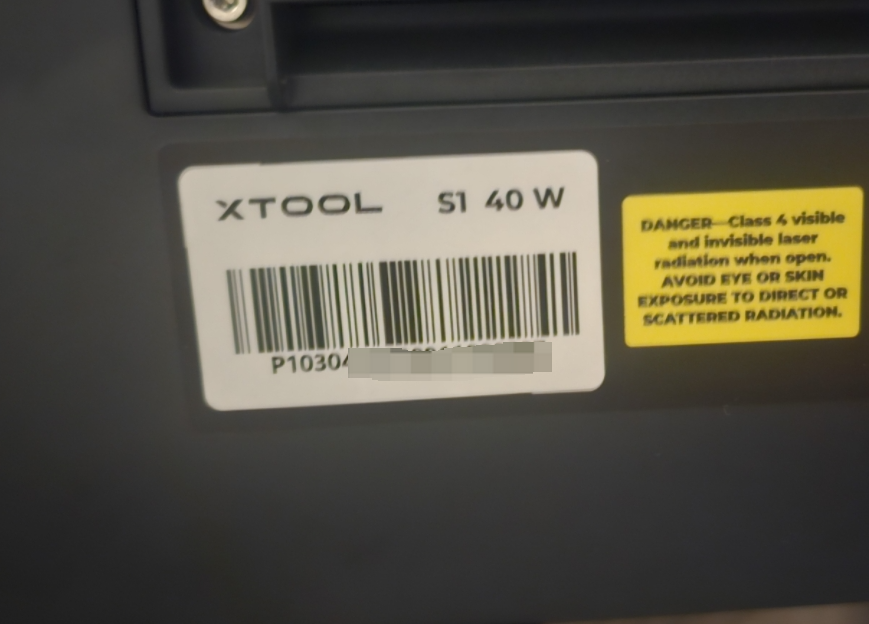
¶ #8 机器S/N码
请在机器后板上找到产品序列号。
¶ #9 计算机系统信息
对于Windows:
- 右键单击开始,然后单击运行。
- 输入**“dxdiag”并找到系统信息**。
对于macOS:
按照此路径获取信息:
Go>实用程序>系统信息
¶ 三十七、旋转附件或送料配件配合S1加工出现卡顿应该怎么办?
本文适用于:S1的所有型号,搭配旋转附件和送料配件使用。
当你在使用S1的时候,平面模式下加工没有问题,但是在使用旋转附件时出现转动卡顿,或者送料配件前后移动卡顿,如果遇到这种情况,请参考本文指引。
在开始前,我们确认几个概念:
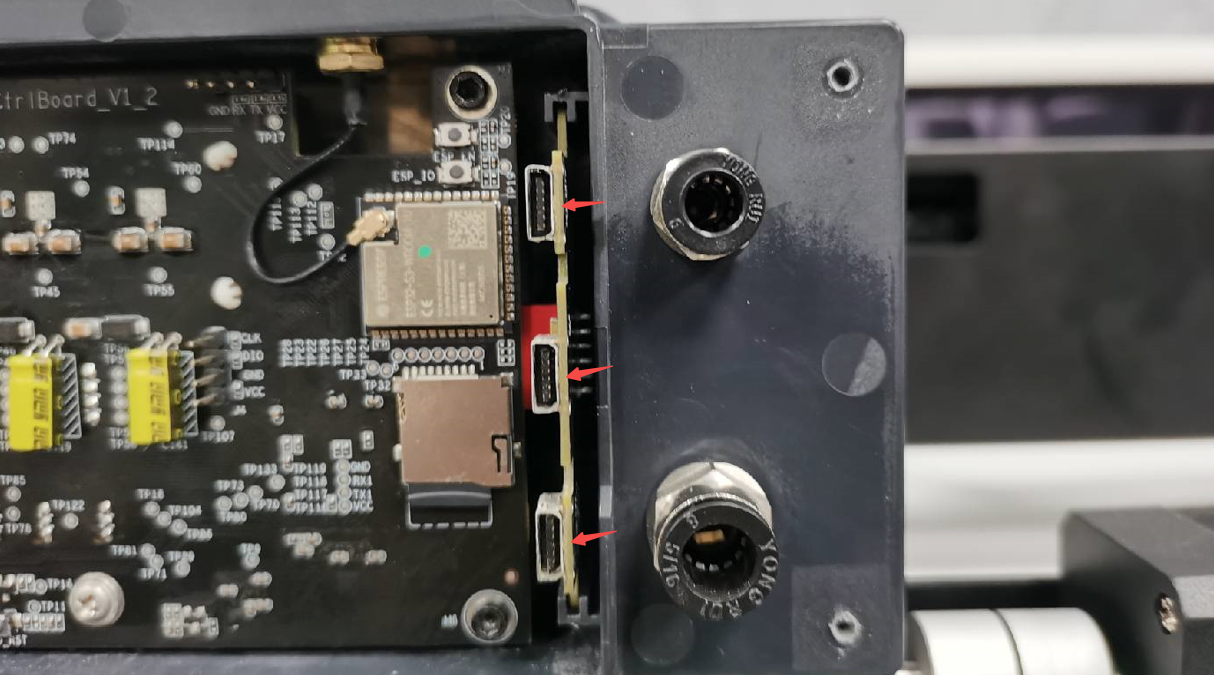
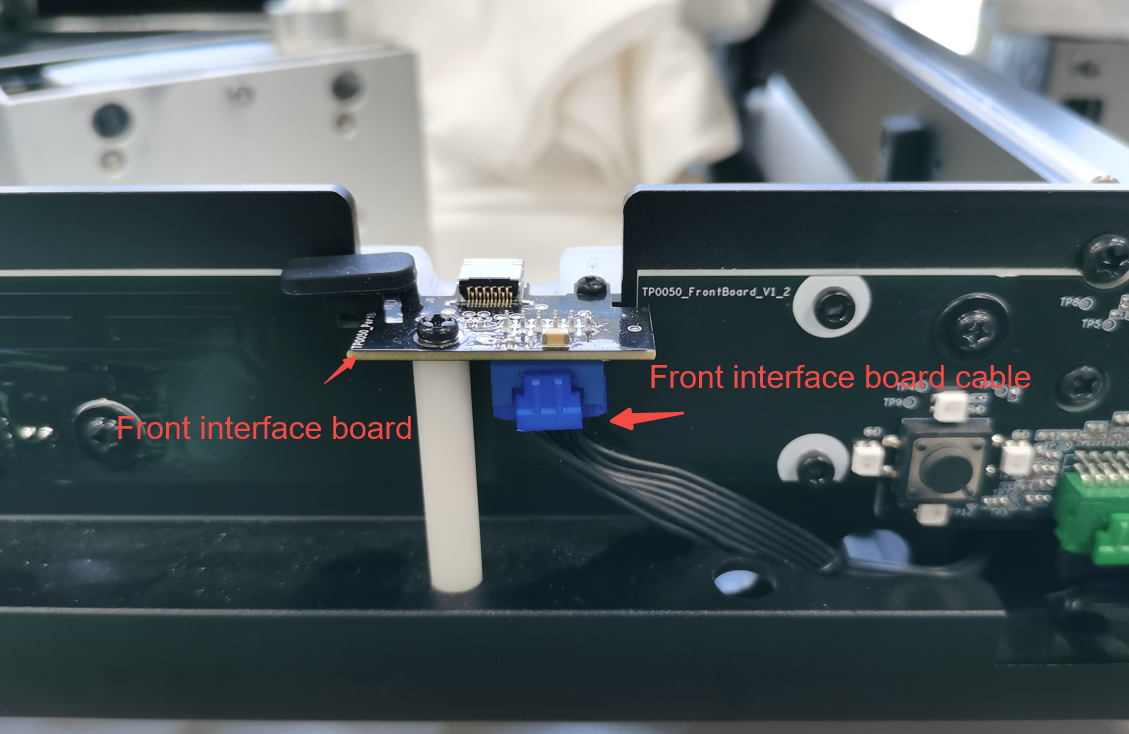
1.智能气泵,灭火盒子是接在后接口板,如下是后接口板的照片。

2.旋转附件,送料配件是接在前接口板,如下是前接口板的照片。

¶ 一、检查旋转附件或者送料配件
原因:旋转附件或者送料配件出现异常,导致加工出现卡顿。
解决方案:
1.请关闭S1主机电源,直接转动S1的旋转附件或者推动S1送料配件,在主机关机的情况下,如果也发生堵转发生,需要更换旋转附件或者送料配件。
2.请打开S1主机的电源,并连接旋转附件或者送料配件,手动转动旋转附件或者送料配件,观察是否出现堵转。如果是,请尝试更换一根新的旋转附件连接线。如果更换线不能解决,请参考下面的解决方案。
¶ 二、检查后接口板/后接口板连接线
原因:后接口板/后接口板连接线异常,导致加工出现堵转
解决方案:
1.断开智能气泵和灭火配件,观察旋转附件或者送料配件加工是否出现卡顿。
2.如果断开智能气泵和灭火配件后,工作正常,请参考本视频拆除主板保护盖:S1主板更换教程【xTool】_哔哩哔哩_bilibili,观察后接口板的三个接口是否出现变形,如果是,需要更换新的后接口板。
3.接着拔出主板旁边的后接口板,拔出后,再次观察旋转附件或者送料配件加工是否出现异常。

4.如果拔出主板旁边的后接口板正常,后接口板或者连接线出现了问题,需要先更换后接口板;如果更换新的后接口板还有问题,需要同时更换后接口板连接线。
¶ 三、检查前接口板和前接口板连接线前接口板异常
原因:拔出主板旁边的后接口板,旋转附件或送料配件依旧堵转,有可能是前接口板出现异常
解决方案:
1.请参考本文指引,拆除S1 的外壳:三十九、如何拆除S1主机外壳
2.检查前接口板连接线是否出现破皮、断裂的问题。如果断裂需要更换新的前接口板连接线或者换机
3.前接口板连接线正常,您可以尝试更换前接口板,再次测试。
¶ 四、检查主板
原因:主板也可能导致旋转附件或者送料配件加工卡顿问题。
解决方案:
如果上面所有步骤您都测试,还是出现问题,请尝试更换新的S1的主板测试。更换主板可以参考:S1主板更换教程【xTool】_哔哩哔哩_bilibili
如果您有任何疑问,请联系S1售后团队。
¶ 三十八、如何拆除S1的外壳
本文适用于:S1的所有型号
所需工具:
1.S1自带的螺丝刀
使用场景:
1.S1的限位功能出现异常,由于外壳的干涉,Y轴限位传感器较难拆除,您可以先参考下面的教程先将S1机器外壳拆除
2.S1搭配旋转附件或者送料配件出现卡顿的场景下,由于接口板被外壳保护,您可以先参考下面的教程先将S1机器外壳拆除
操作步骤:
1.拆除机器底板。
2.拆除底部固定螺丝。
将机器翻转,找到下面的这几颗螺丝,使用S1包装中自带的螺丝刀,依次拆除。
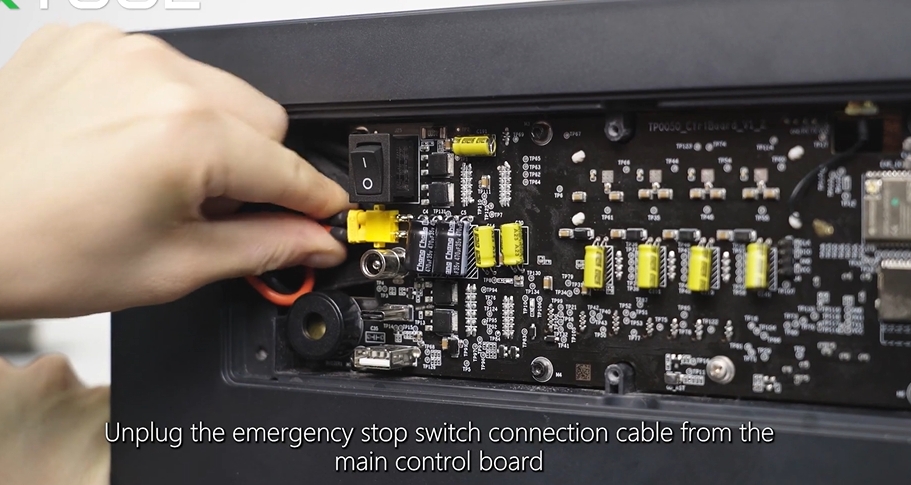
3.拔出主板保护壳和急停开关连接线。
参考下面的视频,将主板的保护外壳拆除,并将急停开关连接线拔出
4.取下主板旁边两个旋转接头。

5.取出外壳。
现在可以将外壳拆除了,你可以和你的朋友们一起将外壳抬出。请注意,您可以轻微的将外壳左右两侧中部往外拉,这样更加容易地取出S1机器的外壳。

6.找到你需要更换的元器件。
外壳被取出来之后,可以看到机器内部的结构。如下图,标记出了旋转附件转接板,Y轴限位传感器,Y轴电机的位置。

如果您有什么问题请联系Xtool售后团队。
¶ 三十九、机器限位功能异常应该怎么办?
本文适用于:S1所有设备
在使用机器时,正常情况,机器开机,会先上探,再往后,再往左复位到原点。如果您的机器在开机后,出现Z轴模块直接下探撞击材料,然后机器前移撞击前框架,出现这3种问题,可能是S1机器开机就立刻触发了限位信号,请参考本文进行排障。
¶ 1.检查Lightburn指令
为了判断您的机器是否出现限位功能异常,请使用Lightburn软件,参考本文指引,连接S1和Lightburn,请注意XCS和Lightburn不能同时打开:连接 LightBurn 使用 xTool S1 (yuque.com)
当机器刚开机的时候,在Lightburn软件的Console界面输入指令判断编码器是否异常
1)输入指令M25,点击发送
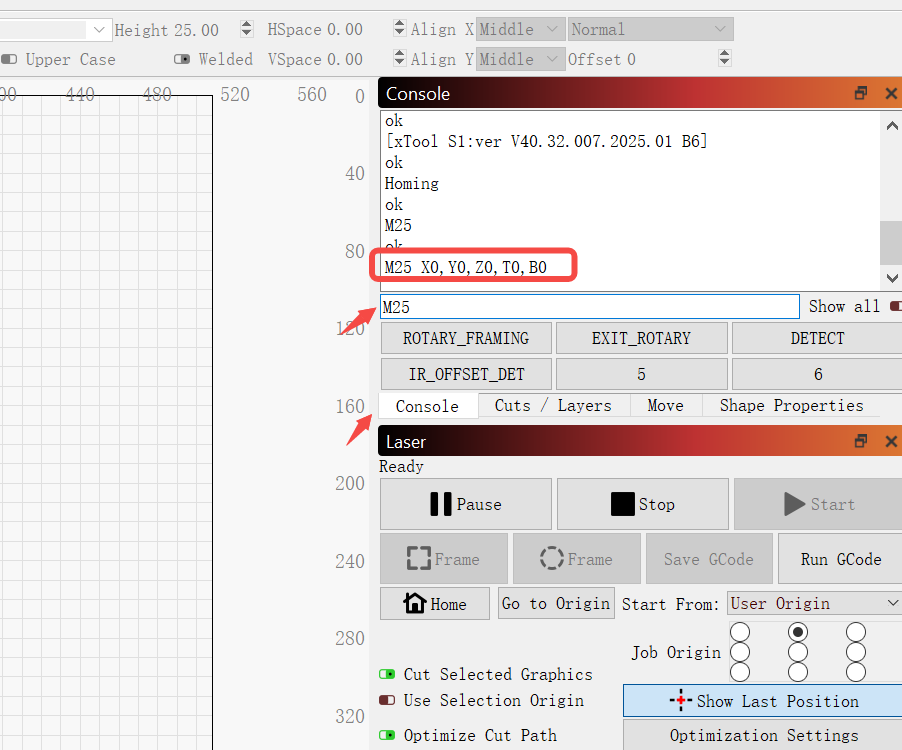
2)观察返回的数值,如果是X0 Y0 Z0代表没有触发限位信号,X1 Y1 Z1代表触发限位信号
¶ 2.检查限位传感器是否脏污
请观察X轴限位传感器,Y轴限位传感器,Z轴限位传感器是否有灰尘或者其他脏污。由于S1的限位传感器是光电传感器,如果限位表面有灰尘,传感器会认为已经触发了限位信号。开机触发限位信号,机器就会异常移动情况。
如果出现脏污,您可以使用吹风机,吸尘器,或者无纺布将表面的灰尘吹走,请不要使用任何液体进行擦拭。
1)X轴限位传感器在X轴横梁最左边
2)Y轴限位传感器在机器内部左上角位置
3)Z轴限位传感器需要将激光头往下推,在Z轴底板内部
¶ 3.拔插和更换限位传感器
如果清洁后,问题还是依旧,请拆除限位传感器的螺丝,并重新拔插限位传感器。如果需要更换请联系Xtool售后团队获取进一步的帮助。
如果你的机器出现了这个问题,请联系xtool售后团队获取进一步的支持。
¶ 四十、XCS界面提示task canceled报错应该怎么办?
本文适用于:S1所有设备
在使用S1时,如果您的XCS界面出现task cancel的报错,请参考本文指引。通常情况下,您也能观察到机器的指示灯黄色闪烁3次。
¶ 一、检查底板/增高台螺丝
如果您的机器底板/增高台的检测螺丝没有拧紧,在发送文件的时候,主板检测不到底板/增高台的信号,会直接出现Task Cancel的报错。
出现这个情况,请参考本文指引,检查底板/增高台的螺丝。
S1检查底板和固定高台螺丝教程【xTool】_哔哩哔哩_bilibili
注意:
1.请确保螺丝型号正确
2.请确保螺丝已经拧紧
3.可使用包装中的其他同型号的螺丝,或者更长的螺丝替换测试
¶ 二、检查SD卡
S1机器在处理文件的过程中,实际上是在加工和处理SD卡中的Gcode文件。机器的加工状态出现异常变化,一般和SD卡有关系。同时,如果机器的指示灯出现黄色三次闪烁,也代表着SD卡出现异常。
解决方案:
1.拔插SD卡。您可以参考本视频TF卡更换教程【xTool】_哔哩哔哩_bilibili,关机然后拔插SD卡,确认问题是否能消失。
2.拔插SD卡如果不行,请更换新的SD卡,您可以联系Xtool售后团队获取一张新的SD卡,或者您也可以自己购买一张新的SD卡,SD卡的格式是FAT32,容量小于32G。
如果新的SD无法解决这个问题,请将XCS软件的日志导致,并告知我们大概问题发生时间点来进一步定位。
¶ 三、无法解决?
如果您的问题无法解决,请联系Xtool售后团队,提供您的XCS软件版本,S1的固件版本,SD卡中的日志信息
¶ 四十一、SD卡异常报警
关于M53 T0的报错,不同版本的XCS出现的提示是不一样的。在XCS2.0版本之前,报错提示是SD卡异常
如果是XCS2.0之后的版本,报错提示是闪存出现异常
XCS软件出现这个报错,一般和SD卡有关系。SD卡对于S1加工非常重要,SD卡具有存储功能,XCS软件在执行加工的时候,需要将XCS画布文件转化成Gcode文件,然后存储在SD卡中,机器加工实际处理的是SD卡中被存储的文件。
如果当SD卡损坏,XCS软件中的文件无法发送到机器的SD卡中,或者存储的文件不完整,机器在加工时也会出现异常移动的情况,机器也可能无法开机。
一、请尝试将机器关机,然后重新拔插SD卡。
如果您在拔插SD卡时,请确保将机器关机,否则SD卡可能会出现异常,可以尝试将SD卡格式化。
二、断开配件
如果您的S1机器连接着配件(例如,智能气泵,空气净化器,灭火盒子),由于配件的连接可能会对主板产生静电的影响,您可以尝试先将机器和配件断电,将连接在机器上的配件断开。
如果断开配件后问题消失,但是接上配件后问题继续出现,请确保机器和配件的通电顺序。先打开S1机器的电源,再打开机器配件的电源。这样的开机顺序能避免出现SD卡故障的报错。
三、如果拔插SD卡后还有问题,请更换新的SD卡。
您可以参考本视频指导,更换或者拔插SD卡:TF卡更换教程【xTool】_哔哩哔哩_bilibili
¶ 四十二:S1开机后Z轴卡顿撞击应该怎么办?
本文适用于:S1的所有型号
当你的S1开机后,发现Z轴出现卡顿的噪音,类似于下面的视频:
暂时无法在飞书文档外展示此内容
如果你也遇见这个问题,请参考本文指引。
¶ 可能原因一:SD卡异常
一般情况下,这个问题可能会出现SD卡的报错,您可以点击本链接 TF卡更换教程【xTool】_哔哩哔哩_bilibili,选择自行更换新的SD卡,或者联系xTool售后团队进行更换。
请注意:SD卡的格式是FAT32,容量小于32G
¶ 可能原因二:Z轴限位连接线松脱
如果您已经更换了新的SD卡,但是问题依旧,请检查Z轴位置的限位传感器连接线。如果Z轴限位传感器连接线出现了松脱的情况时,也可能触发该问题的出现。
如何找到Z轴限位传感器连接线:
1)将激光头取下,您可参考:S1-更换激光头教程【xTool】_哔哩哔哩_bilibili
2)将Z轴顶部的黑色装饰贴纸撕掉
3)去掉固定Z轴保护壳的四颗螺丝
4)Z轴限位如下,绿色部分为Z轴限位传感器的接口

请检查Z轴限位传感器连接线是否松脱,您可尝试将机器关机后重新拔插该位置的连接线。
如果您有其他疑问请联系xtool售后团队
¶ 四十三、机器雕刻偏移应该怎么办?
本文适用于:S1的所有型号。
S1的软件中的两点定位具备精准定位的功能,通过标记材料的位置在软件上形成标记框,然后将加工文件放置在标记框对应的区域,实现精准雕刻。但是,如果您的雕刻效果出现了偏移的问题,请参考本文指引
¶ 一、检查定位方式
1.请确认您使用的是XCS界面的两点定位方式还是拍照定位方式。
对于拍照定位:拍照定位需要使用手机端的XCS,借助手机自身摄像头进行定位。如果是拍照定位功能出现雕刻偏移,当前拍照定位功能还在持续优化中,如果遇见问题,请尝试:
1)确保XCS软件版本是最新的,XCS软件一直在不断进行算法的优化,如果出现拍照定位偏移,请先确保软件版本最新
2)贴纸的粘贴位置尽可能大一些,保证在激光头可达到的区域内即可
3)贴纸标定的时候,要准确对准中心点
4)拍照时,尽量站在机器正前方,手机平行于底板拍照
5)待加工的元素,摆在画布中间会精度会更准
对于两点定位,请参考下面指引:
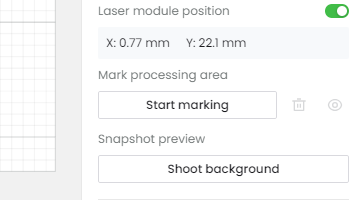
¶ 二、重新执行区域标记
如果执行两点定位,在按照严格的操作下,激光雕刻的时候是不会出现偏移的问题。
请尝试再次进行区域标记,并确保将激光头的红十字放置在材料文件的边缘。
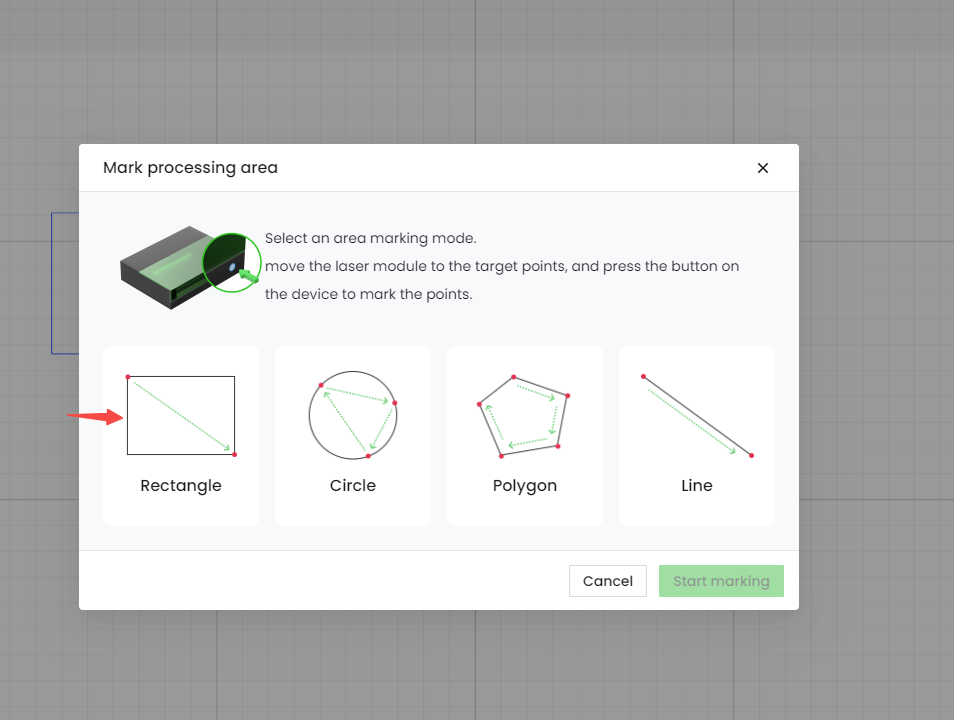
¶ 三、更换其他形状进行标记
如果上述步骤还是不行,请尝试更换标记区域的形状。
例如,如果您在使用了圆形定位出现偏移的情况,请尝试更换使用矩形定位标记材料加工区域。
¶ 四、更换新激光头尝试
如果您同时有455nm的蓝光激光头和1064nm的IR红外激光头,请尝试切换不同型号的激光头进行加工,确认是否依旧出现偏移的现象。
如果是单一型号的激光头出现了问题,请联系xtool售后团队,告知我们详细的信息并获取进一步的支持。
如果问题依旧没解决,请提供您的雕刻结果照片,XCS工程文件,和进行过的测试的结果,并联系XTool售后团队。
¶ 四十四、XCS提示Flame risk detected应该怎么办?(代码M3 F5)
本文适用于:S1的10W/20W/40W
当你在使用机器加工前,如果出现下面的提示,请参考本文指引。
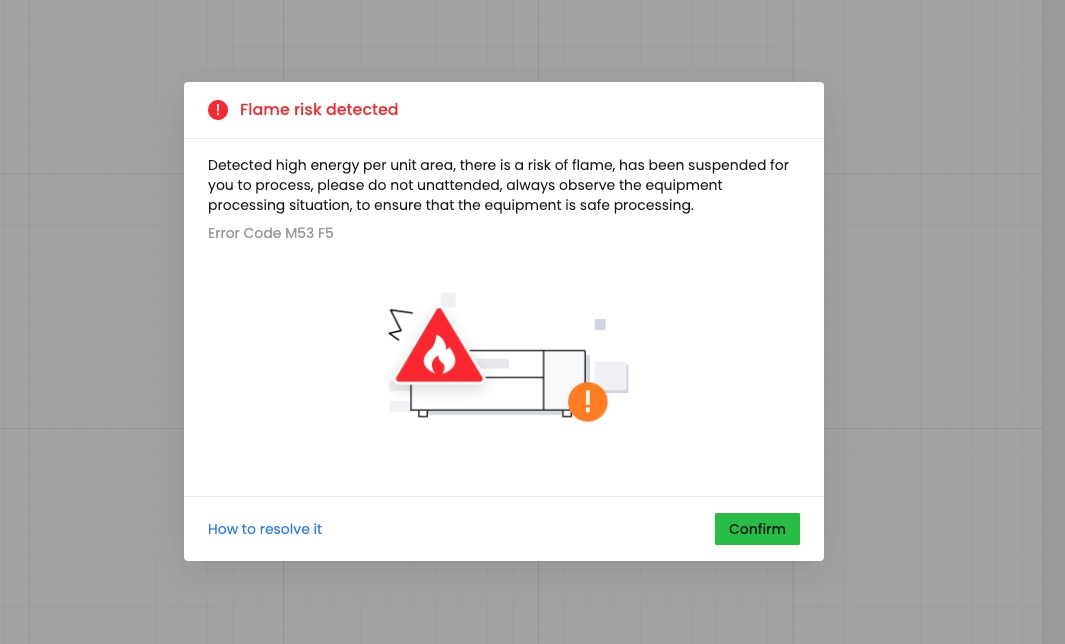
为了确保您的机器在加工时候减少起火的风险,前期我们在机身上增加避免无人值守和避免加工容易起火材料的贴纸,也在说明书上增加了消防安全和电气安全的提醒。
为了进一步降低机器加工时触发火灾的风险,在软件上我们也进行了优化。当S1主板固件升级到了011版本之后,XCS软件算法会根据您的文件的图案,加工功率,加工速度,计算出激光头是否长时间停留在一个位置,得出该参数下执行加工任务是否有起火的风险。
解决方案:
1.在加工的过程中,如果触发该报警提示,请立刻暂停加工,并观察机器当前是否存在起火的情况。如果是,请立刻将主机断电,并使用灭火器将火焰扑灭
2.为了提高使用安全性,我们建议您同时打开XCS软件的火焰检测功能,将火焰检测灵敏度调到最高,并且我们建议您购买并使用灭火盒子
3.出现该提示后如果需要再次加工,请对文件的参数进行修改。如降低加工功率,增大加工速度。
如果您有任何疑问,请联系xtool 售后团队。
¶ 四十五、XCS提示Light interference detected应该怎么办?(代码M53 I0)
本文适用于:S1的所有型号
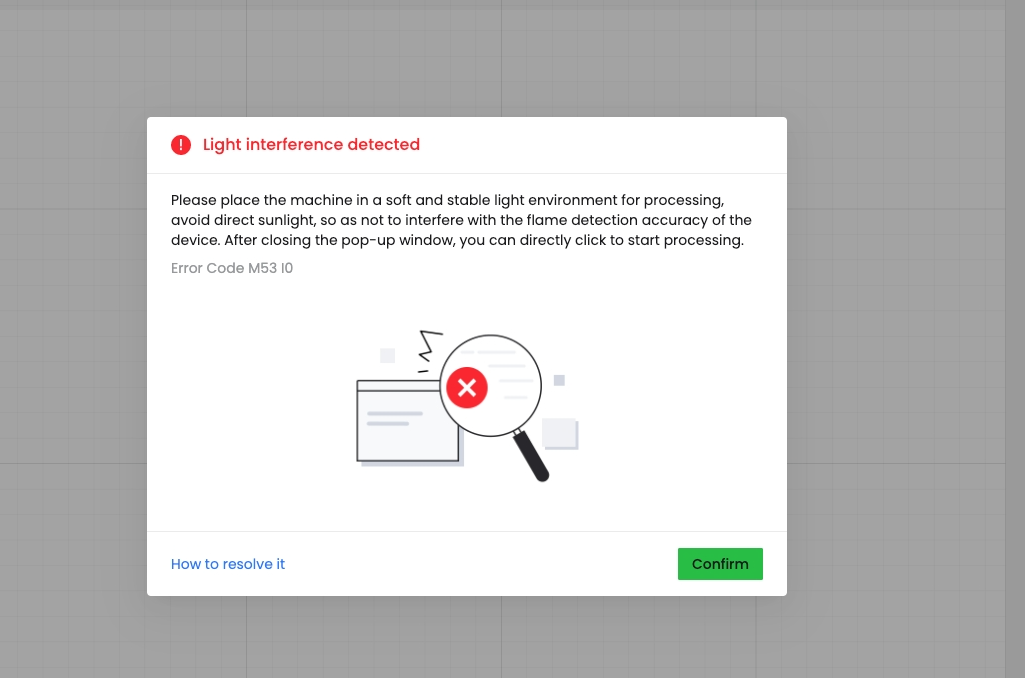
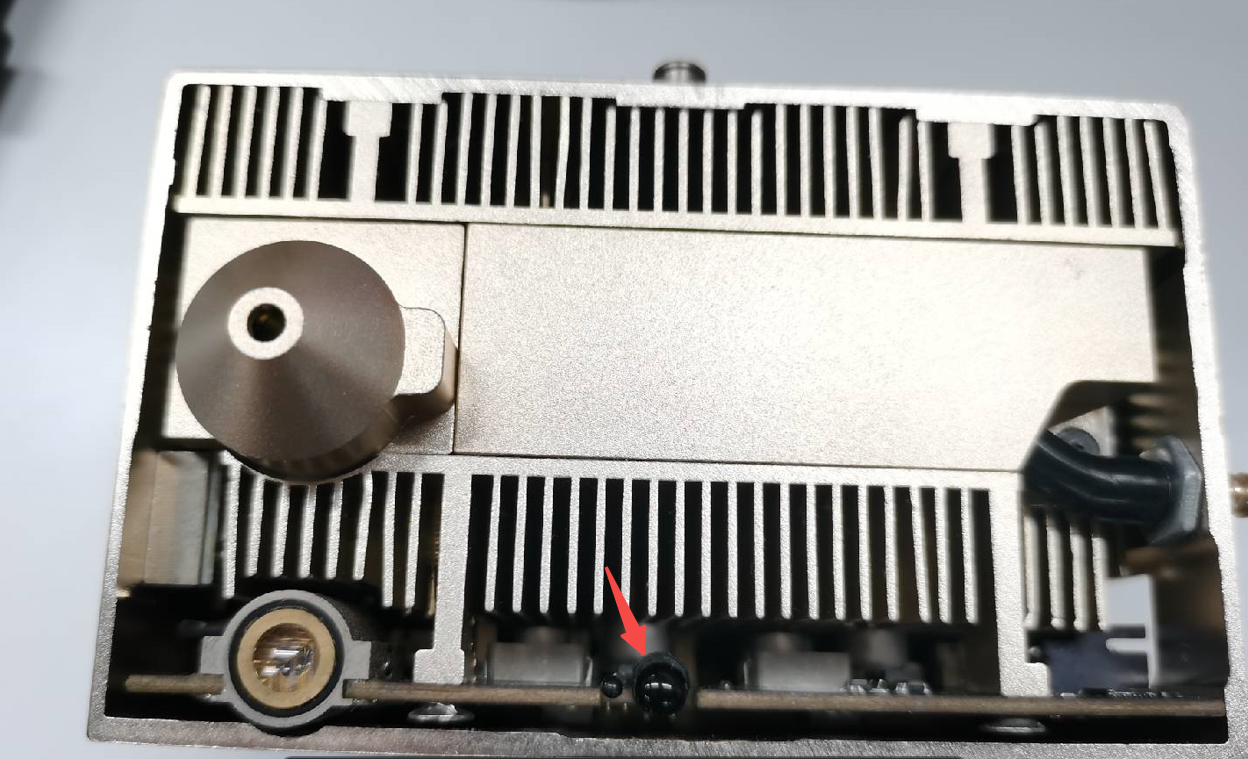
**报错原因:**为了降低机器在加工时触发火焰的风险,机器前后安装了4颗波长检测传感器,激光头上存在1颗温度+波长传感器。其中波长传感器检测火焰的波长,温度传感器检测火焰的温度。
4个波长传感器在机器前后的两个灯带处:
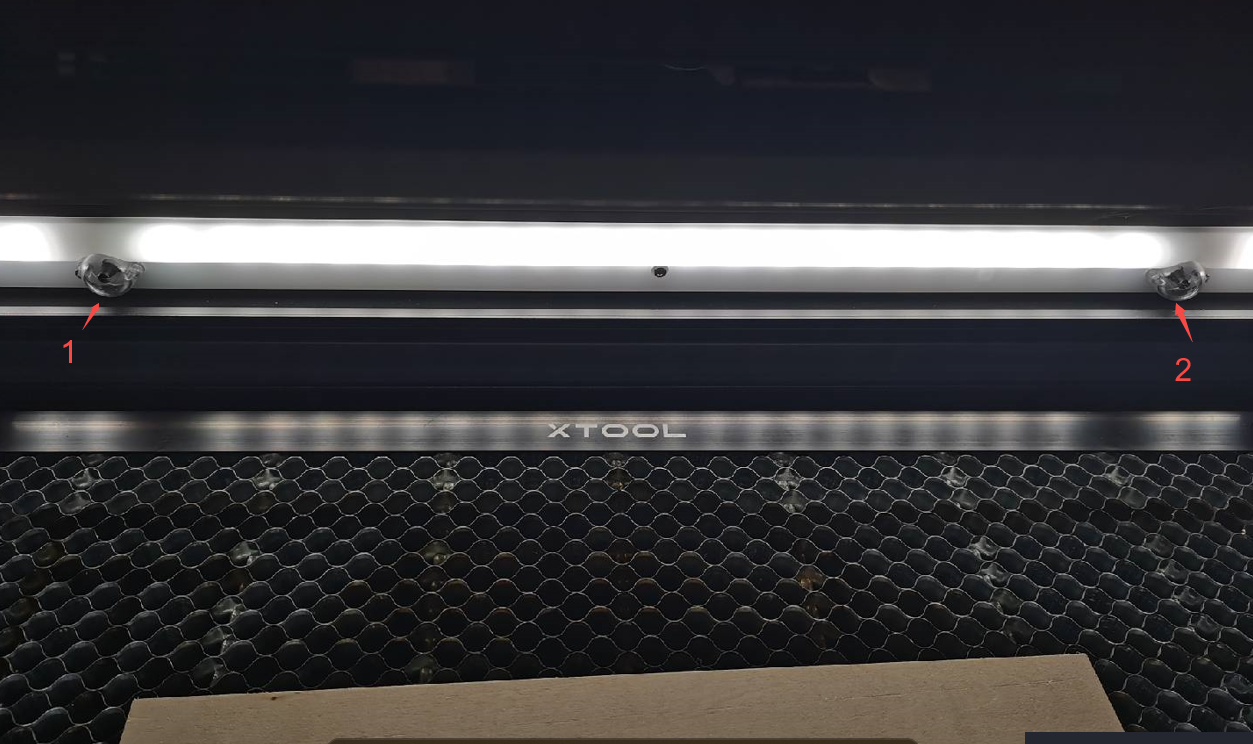

1个波长+温度传感器在激光头上:
由于太阳光线的波长和火焰波长存在部分重合,如果直接将机器放在光线下使用,光线会对机器的波长检测传感器产生干扰。在机器加工前,如果存在光线干扰,则会出现该报警提示。
解决方案:
请尽量将机器放置在避光环境,或者光线稳定的环境下加工。例如,避免将机器放置在窗前,阳台上等阳光照射明显的区域。
如果您有任何疑问请联系Xtool售后团队。
¶ 四十六、如何对智能气泵 2.0 进行固件升级
本文适用于:智能气泵2.0
对于气泵2.0 ,常见的升级方式有两种。
和S1/M1ultra一起使用:将2.4G dongle连接到机器后,XCS检测到最新版本固件后,将会自动升级
和其他产品一起使用:将USB数据线连接气泵和电脑,在XCS开发者模式升级
Case1: XCS界面直接升级(适用于S1和M1ultral)
1.连接2.4G dongle后,将智能气泵和主机配对
2.打开设备设置--配件--检查更新
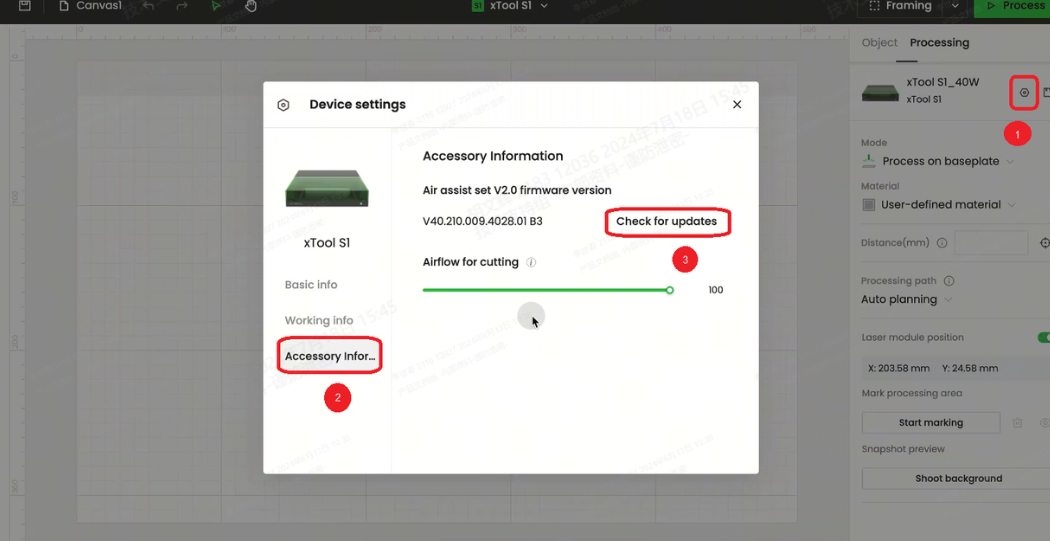
3.更新固件
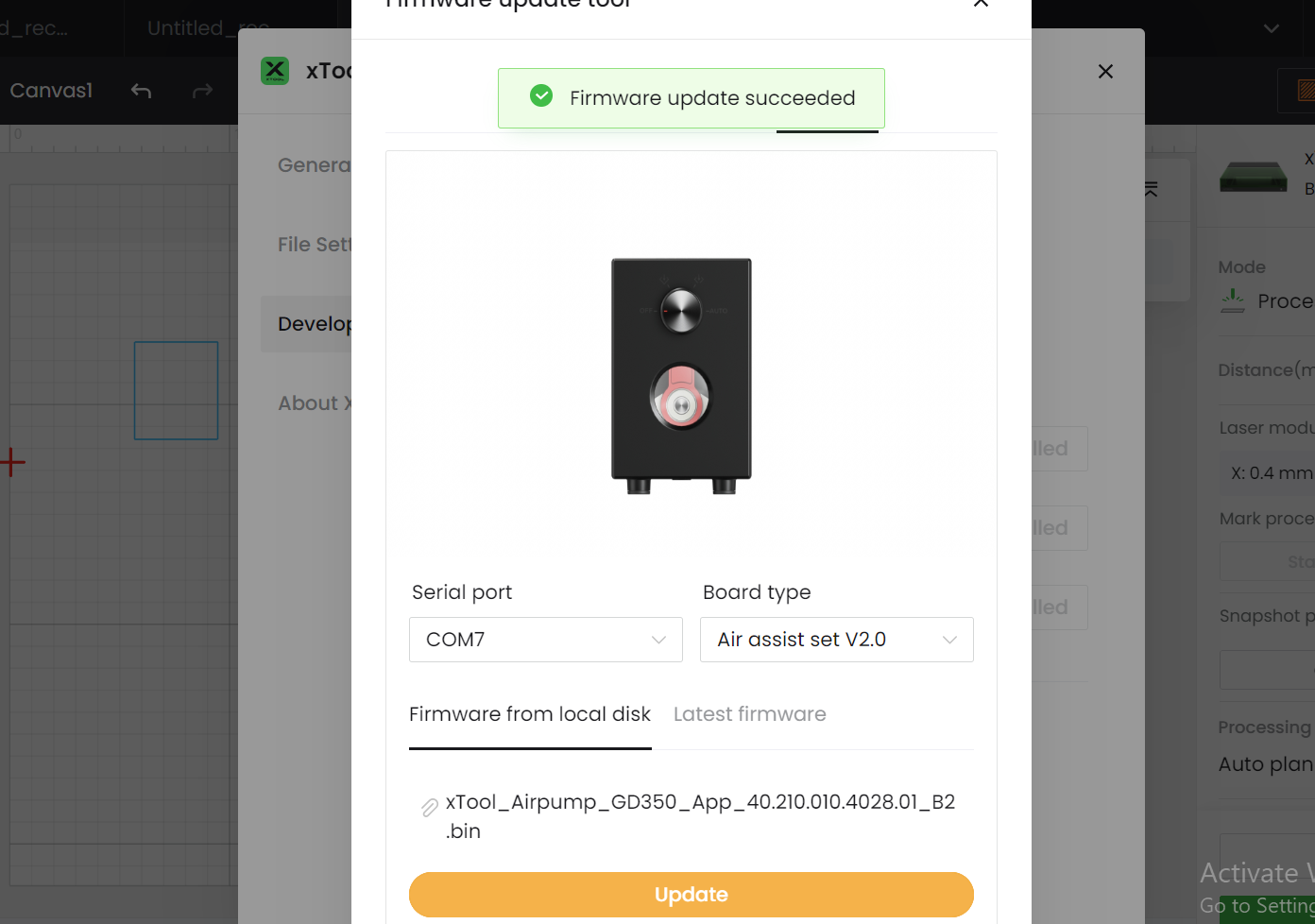
Case2:使用开发者模式升级(适用于所有型号设备)
1.使用原装的USB数据线连接电脑
2.打开XCS设置-开发者模式--配件
3.选择端口和配件信息
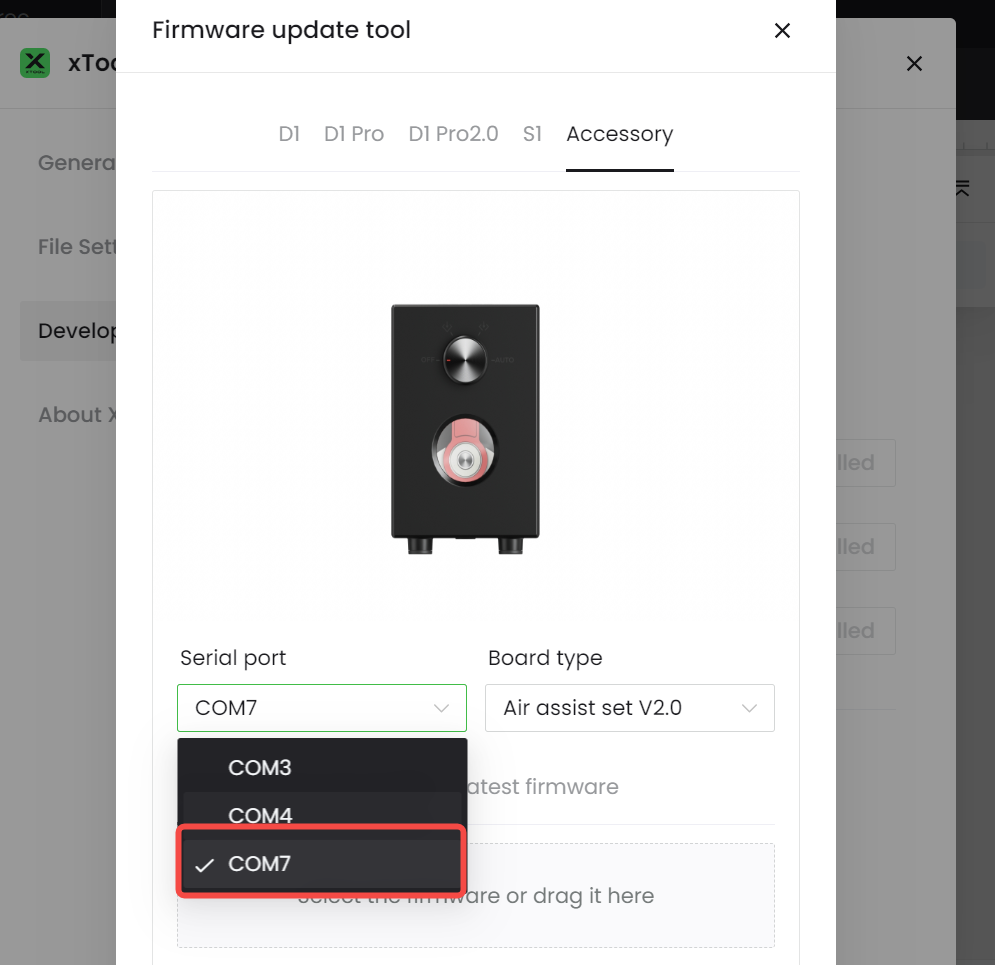
3.1选择Board type。
Board type选择Air assist set V2.0
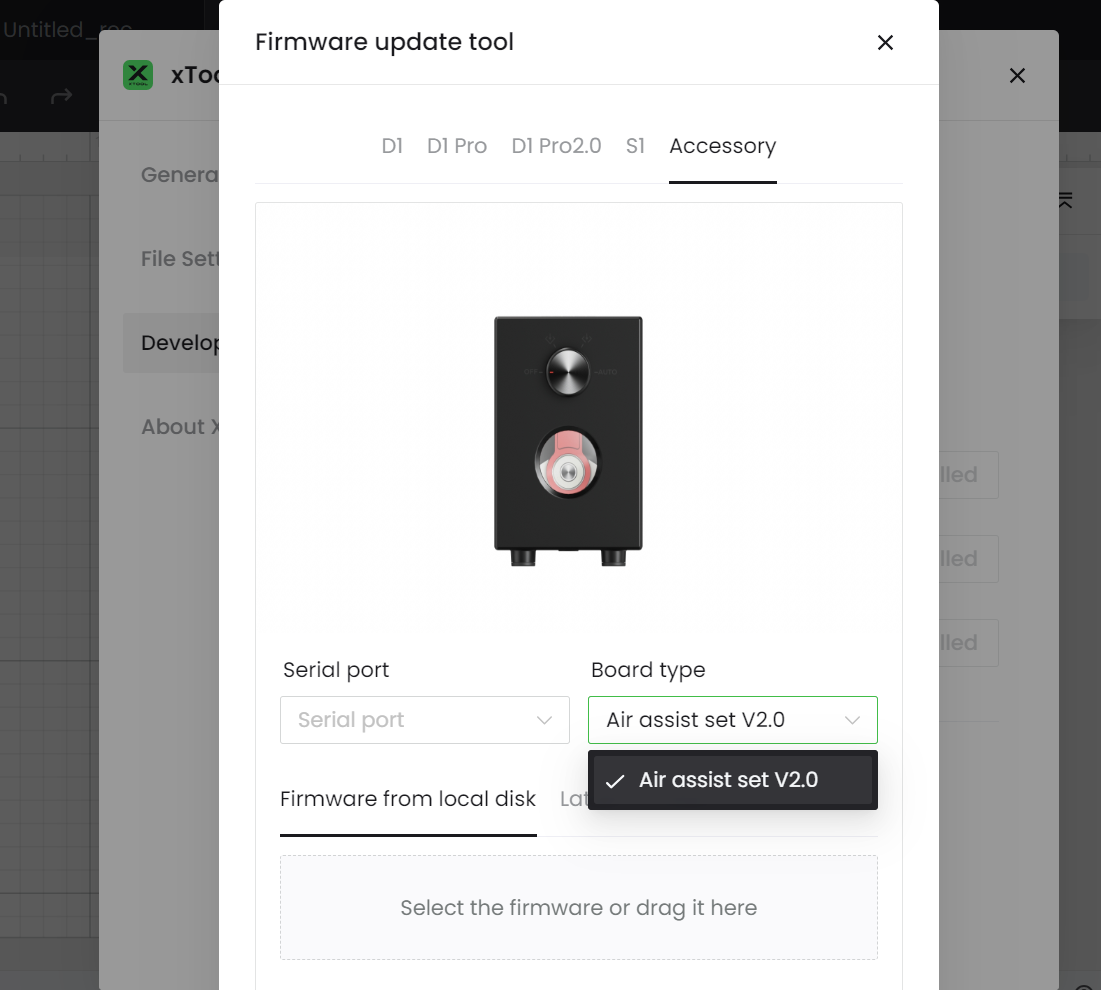
3.2选择Serial port
在电脑搜索栏输入Device Manager
3.3选择Port,找到USB-SERIAL CH340,确认显示的端口号
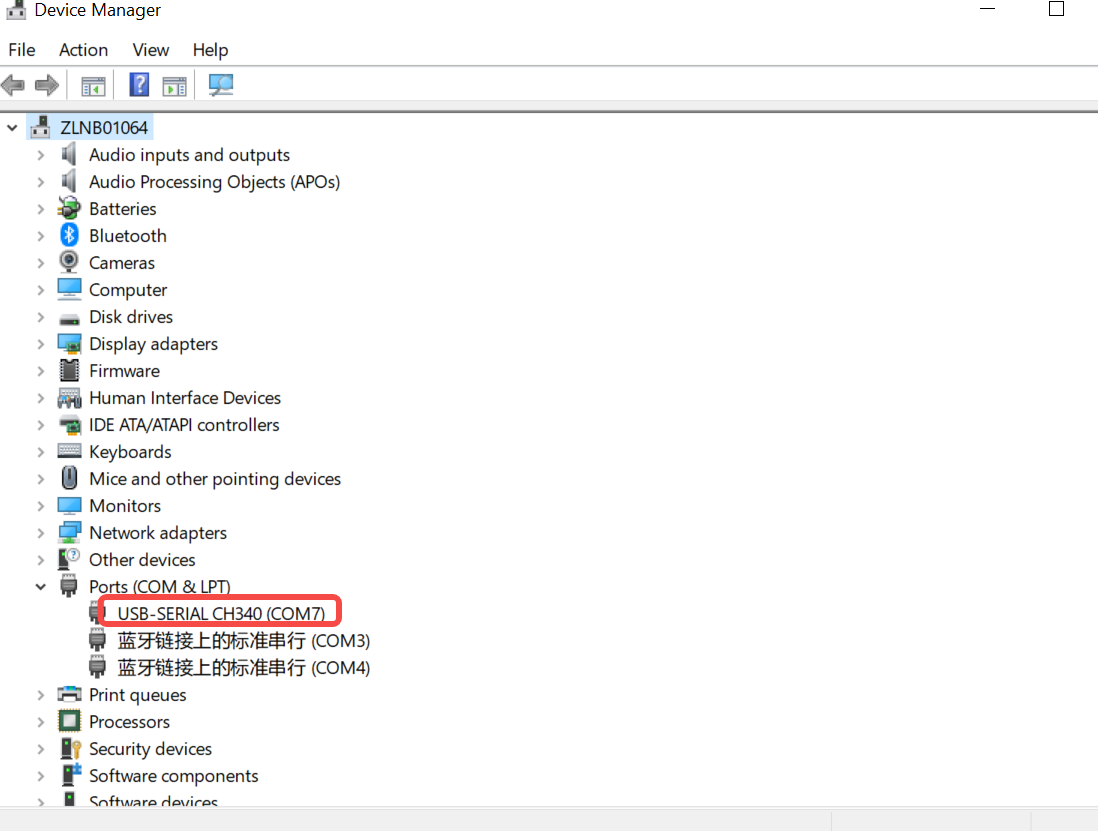
3.4Serial port界面输入对应的端口号
4.更新固件
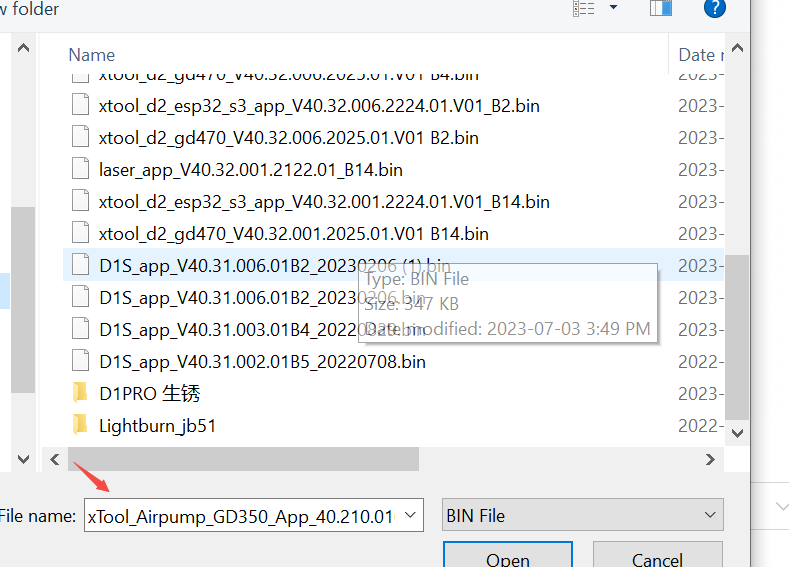
4.1点击firmware from local disk,选择气泵2.0的固件包
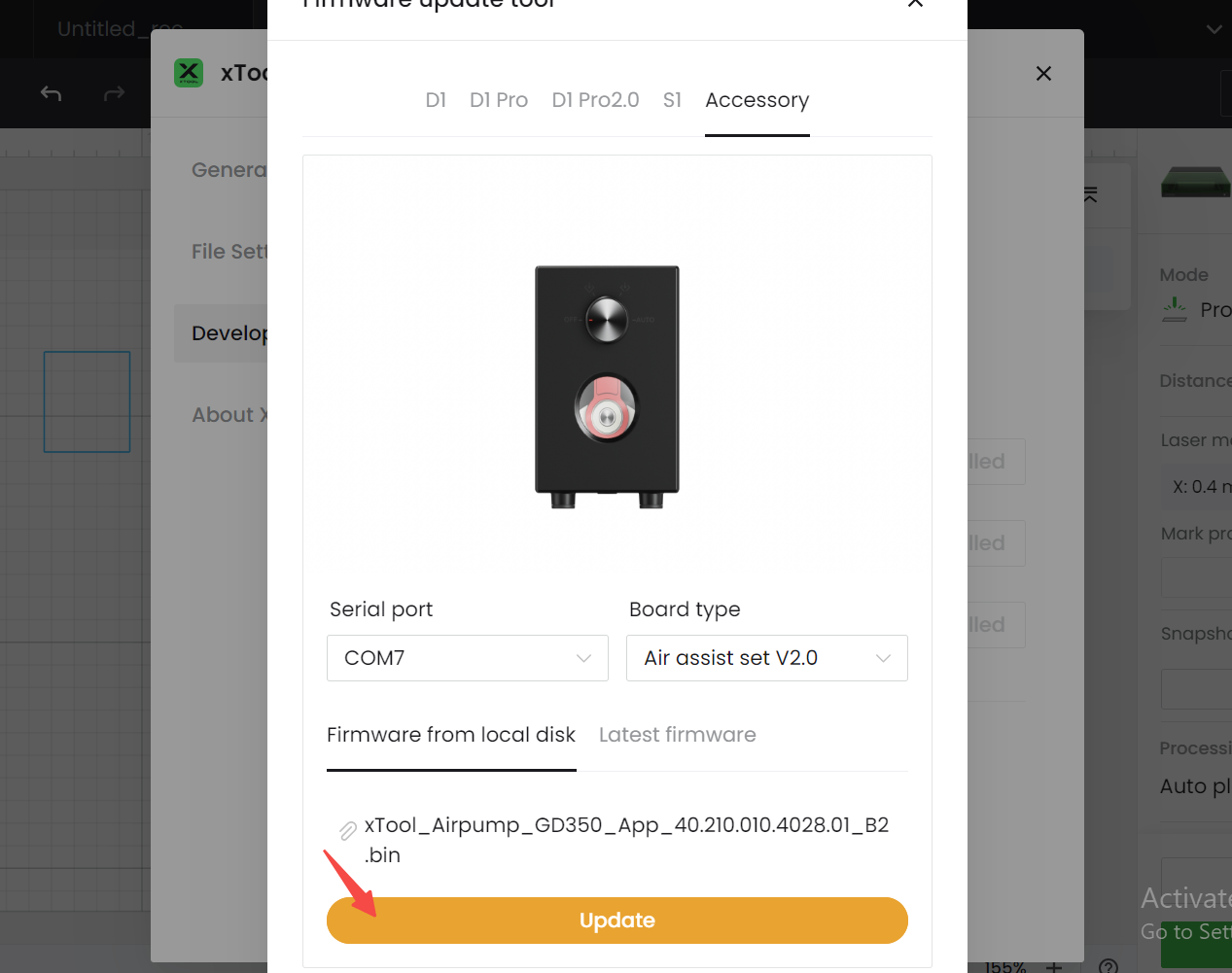
4.2升级最新固件
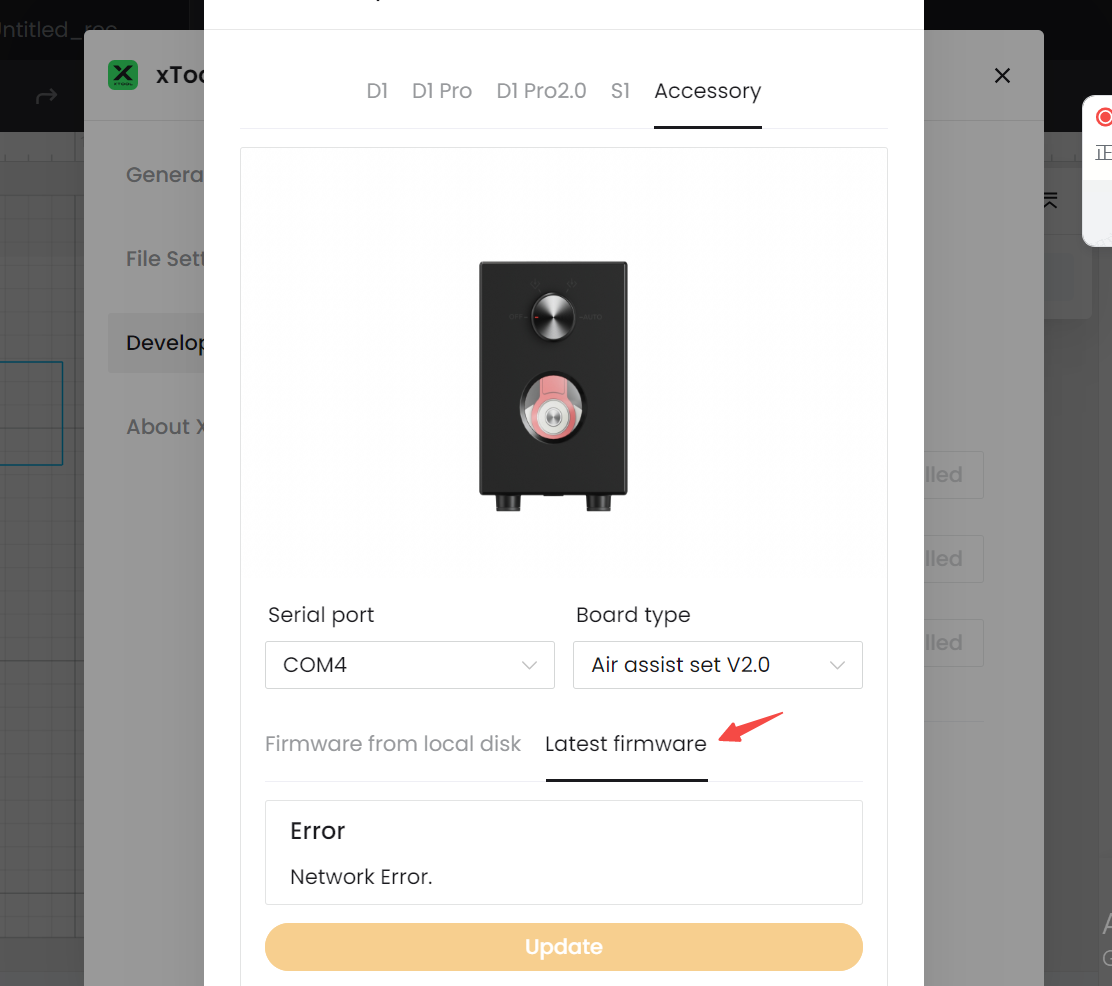
选择Latest firmware, 点击update
5.升级成功