¶ 关于 xTool S1 送料配件
¶ 产品概述
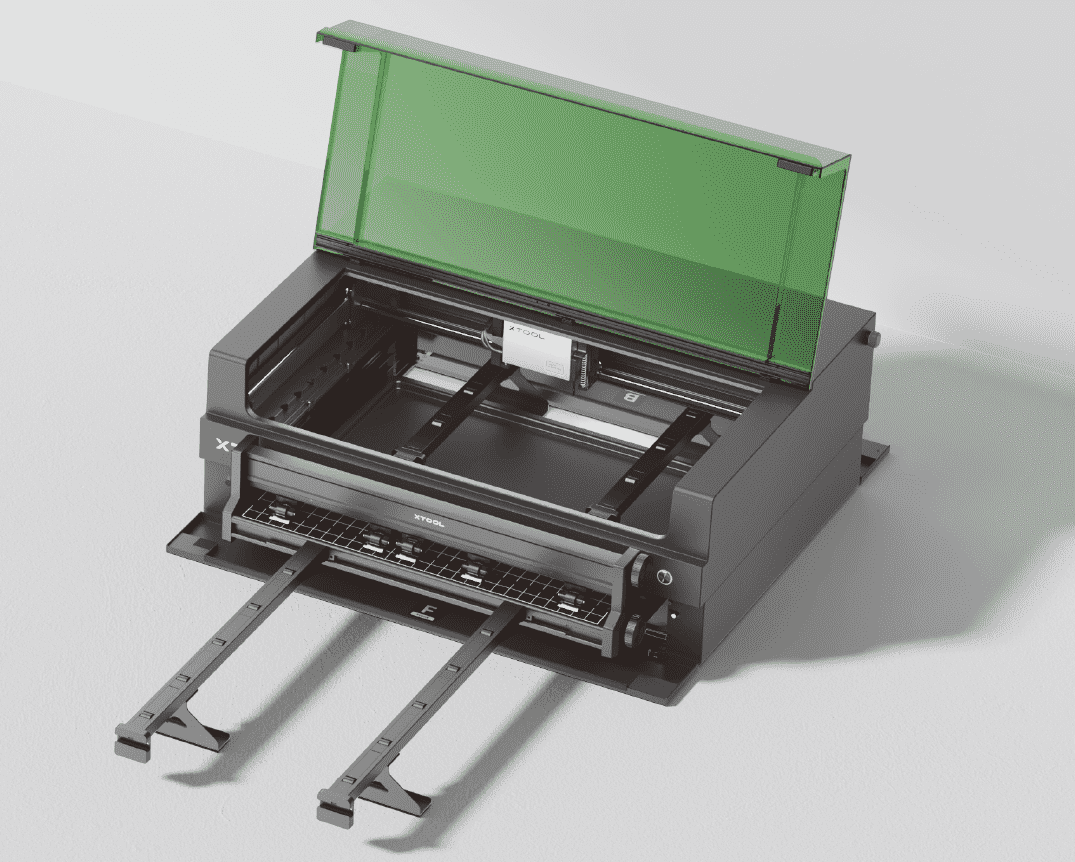
xTool S1 送料配件专为 xTool S1 而设计,通过传送供料的方式实现超长材料的加工,能够帮助您完成更大、更酷的作品。
¶ 目标用户
- 木工爱好者(制作大型木工作品)
- 手工业者(批量生产手工艺品)
¶ 适用场景
- 服饰相关:
- 服饰白坯制作





- 商业加工/日常制作:
- 木工商品定制
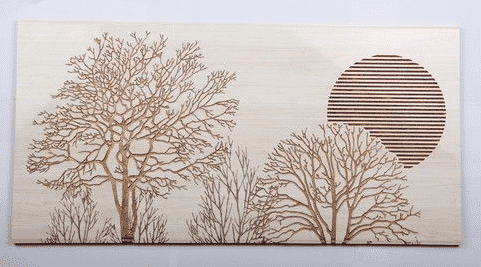
- 制作大型装饰背景板



¶ 产品规格
¶ 送料配件主机
| 名称 | xTool S1 送料配件 |
|---|---|
| 适配机型 | xTool S1 |
| 最小进料宽度 | 65 mm |
| 最大进料尺寸(长 * 宽 * 高) | 3550 mm * 545 mm * 14 mm |
| 最大加工幅面(长 * 宽 ) | 3000 mm * 470 mm |
| 最快进料速度 | 160 mm/s |
| 包装尺寸 | 757 mm * 271 mm * 216 mm |
| 产品尺寸 | 628 mm * 200 mm * 135 mm |
| 产品重量(带包装) | 7.8 kg |
¶ 传送轨使用参数
| 传送轨数量 (机器前后传送轨数量对称) |
可传送长度 (含悬空长度30 cm) |
可加工长度 |
|---|---|---|
| 原装传送轨(2 对)*1 | 1.07 m | 0.82 m |
| 原装(2 对)*1 + 附加(2 对)*1 | 1.69 m | 1.44 m |
| 原装(2 对)*1 + 附加(2 对)*2 | 2.31 m | 2.06 m |
| 原装(2 对)*1 + 附加(2 对)*3 | 2.93 m | 2.68 m |
| 原装(2 对)*1 + 附加(2 对)*4 | 3.55 m | 3 m(最大稳定加工长度) |
| 每增加 2 对,可传送长度与可加工长度就增加 0.62 m,以此类推。 |
¶ 使用条件
xTool S1 需搭配扩展底座(支持送料版)后,才能支持送料配件的使用。
¶ 安全第一(必读)
在操作本产品之前,请阅读并熟悉所有安全须知和使用步骤。使用者应严格遵守所有安全预防措施并确保本产品已正确组装且处于正常工作状态。
请遵循以下操作原则:
■ 连接 xTool S1 和送料配件前,请关闭 xTool S1 的电源,以免损坏电机驱动芯片。
■ 每次使用前,请务必检查机器是否损坏。请勿以任何方式操作损坏或有缺陷的机器。
■ 使用送料配件前请先整理好连接线、电源线等可能阻碍进料的部件,防止影响材
料的传送。
■ 切勿在无人看管的情况下运行设备。运行时请密切关注设备是否正常工作。
■ 请保持设备内部清洁。切割和雕刻所积累下的残留物和碎屑很危险,可能会引起
火灾,请定期清理托盘中的碎屑与残留物。
■ 切勿雕刻或切割任何含有PVC 或乙烯基的材料(建议不要加工塑料)。这些材料
(以及其他含氯/ 氯化物的材料)会产生腐蚀性蒸气,对人体极为有害且会对机器造
成损害。因雕刻或切割任何含有PVC 或乙烯基的材料所引起的任何损害,均不在公
司保修范围内。
■ 切勿雕刻或切割任何未知材料。许多材料的汽化/ 熔化,包括但不限于PVC 和聚碳
酸酯,会释放出有害烟雾。
■ 加工过程如起火,请注意自我防护。小火焰可等待火焰熄灭,火势较大时请保持
距离,使用灭火器灭火。
■ 机器工作环境温度为0°C ~ 35°C,储存温度为0°C~45°C,严禁在零下温度运行。
¶ 物料清单
 |
送料配件主机 |
|---|---|
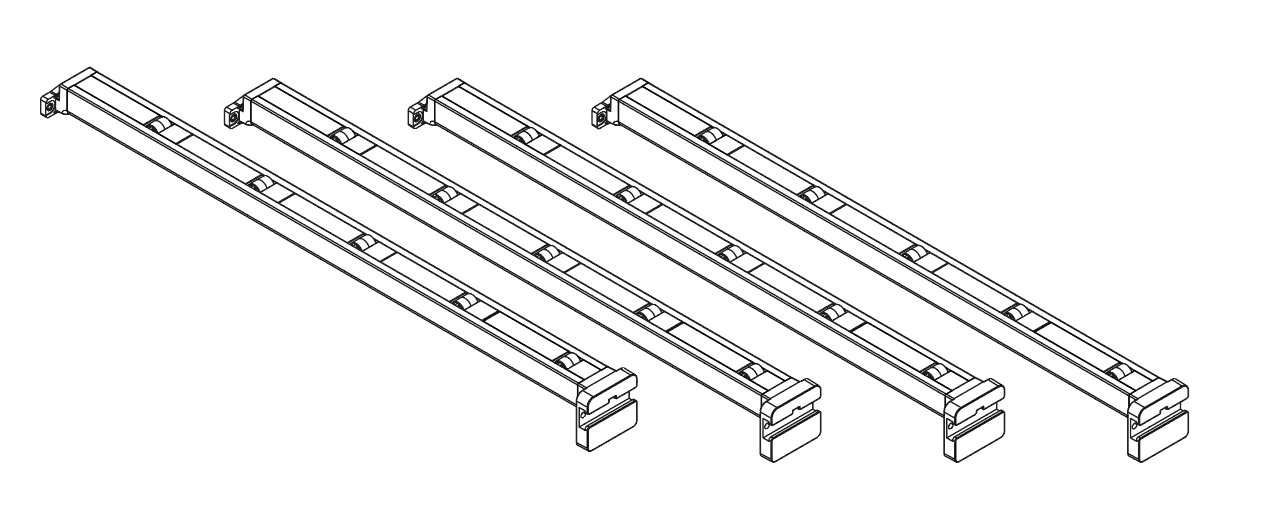 |
传送轨 |
 |
传送轨撑高架 |
 |
短轨 |
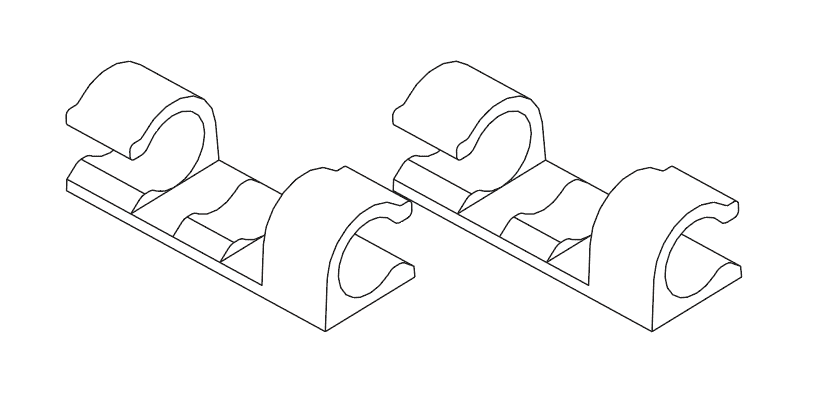 |
电机线卡扣 |
 |
压料杆 |
 |
扎带 |
 |
扎带固定座 |
 |
螺丝 M3*8 |
 |
螺丝 M4*6 |
 |
螺丝 M4*12 |
 |
L 型扳手 |
 |
用户手册 |
¶ 认识送料配件

¶ 组装送料配件
¶ 安装送料配件主机
提示: xTool S1 需要先装好扩展底座(支持送料版)。
(1)按压打开扩展底座的前后门板,并确认 xTool S1 的底板放置在扩展底座的 D 挡位上。

(2)将送料配件主机从前门放入,使送料配件两侧的固定片对齐扩展底座内侧的螺丝孔。

(3)先拧紧左侧两个螺丝,再拧紧右侧两个螺丝,固定好送料配件主机。

¶ 组装前侧传送轨

(1)将撑高架放入传送轨的凹槽中,对齐传送轨上第二个滑轮,然后拧紧螺丝进行固定。

(2)按照步骤(1)的方法组装好另一根传送轨。

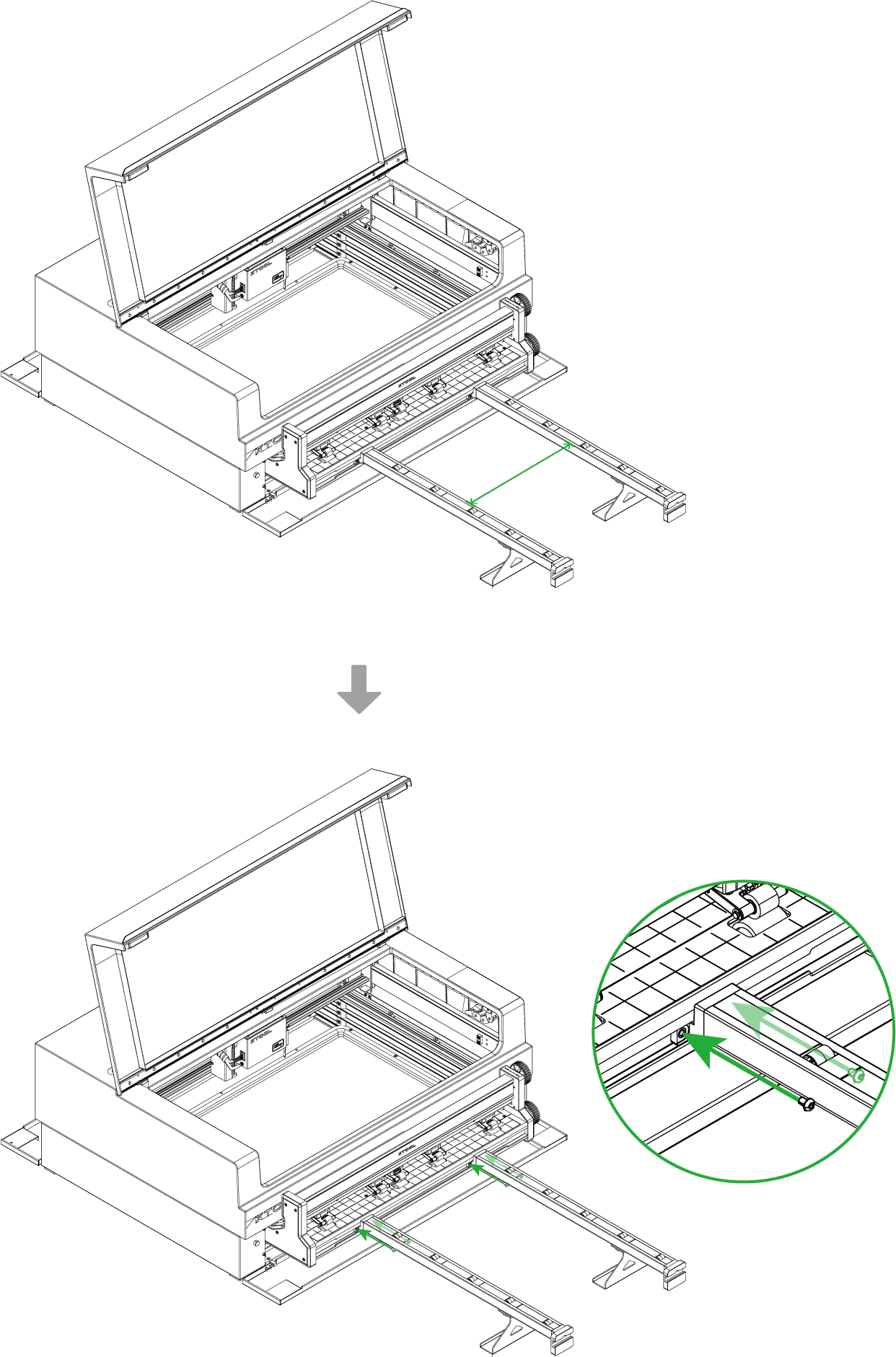
(3)将传送轨末端插入送料配件前侧的凹槽中,并将其由两侧向内移动。
(4)根据加工材料的宽度调整传送轨之间的距离,然后拧入螺丝固定传送轨。
¶ 组装后侧传送轨

(1)将撑高架放入传送轨的凹槽中,对齐传送轨上第三个滑轮,然后拧紧螺丝进行固定。
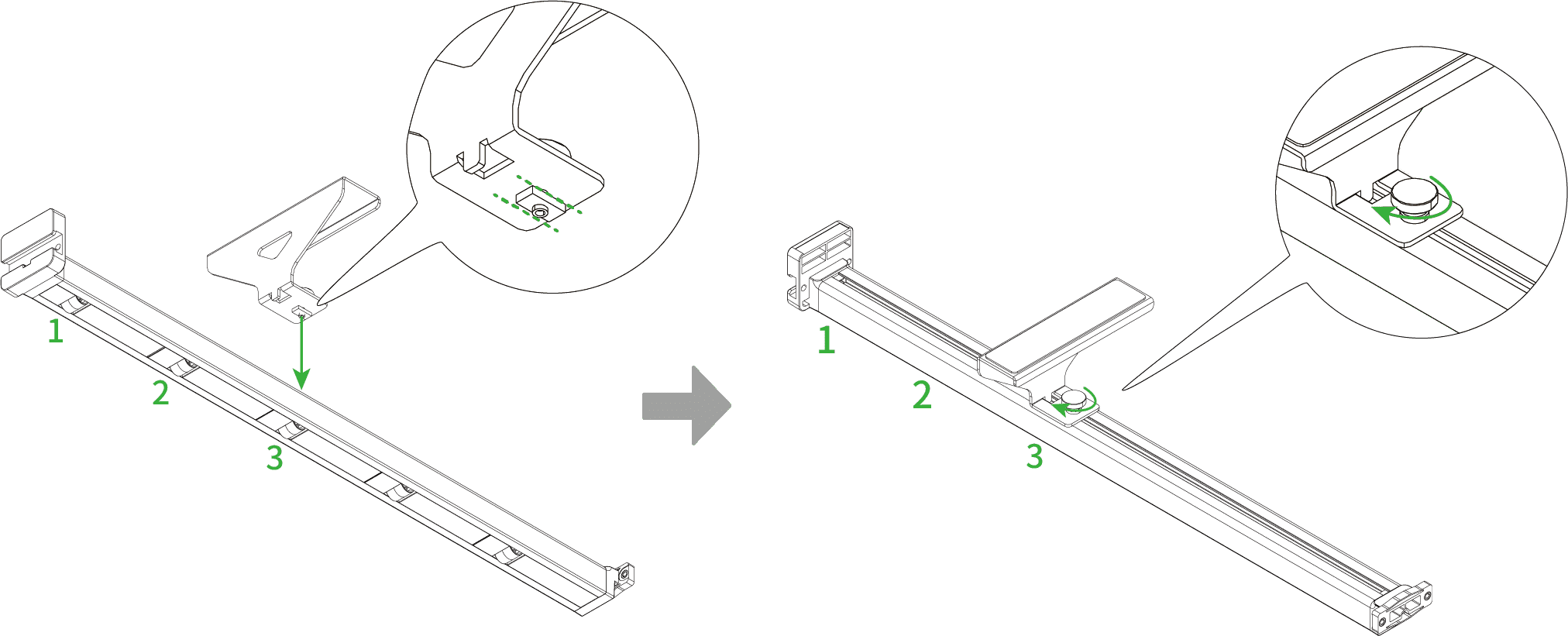
(2)将传送轨末端滑入短轨的凹槽中,然后拧入螺丝固定传送轨。

(3)按照步骤(1)和(2)的方法组装好另一根传送轨。

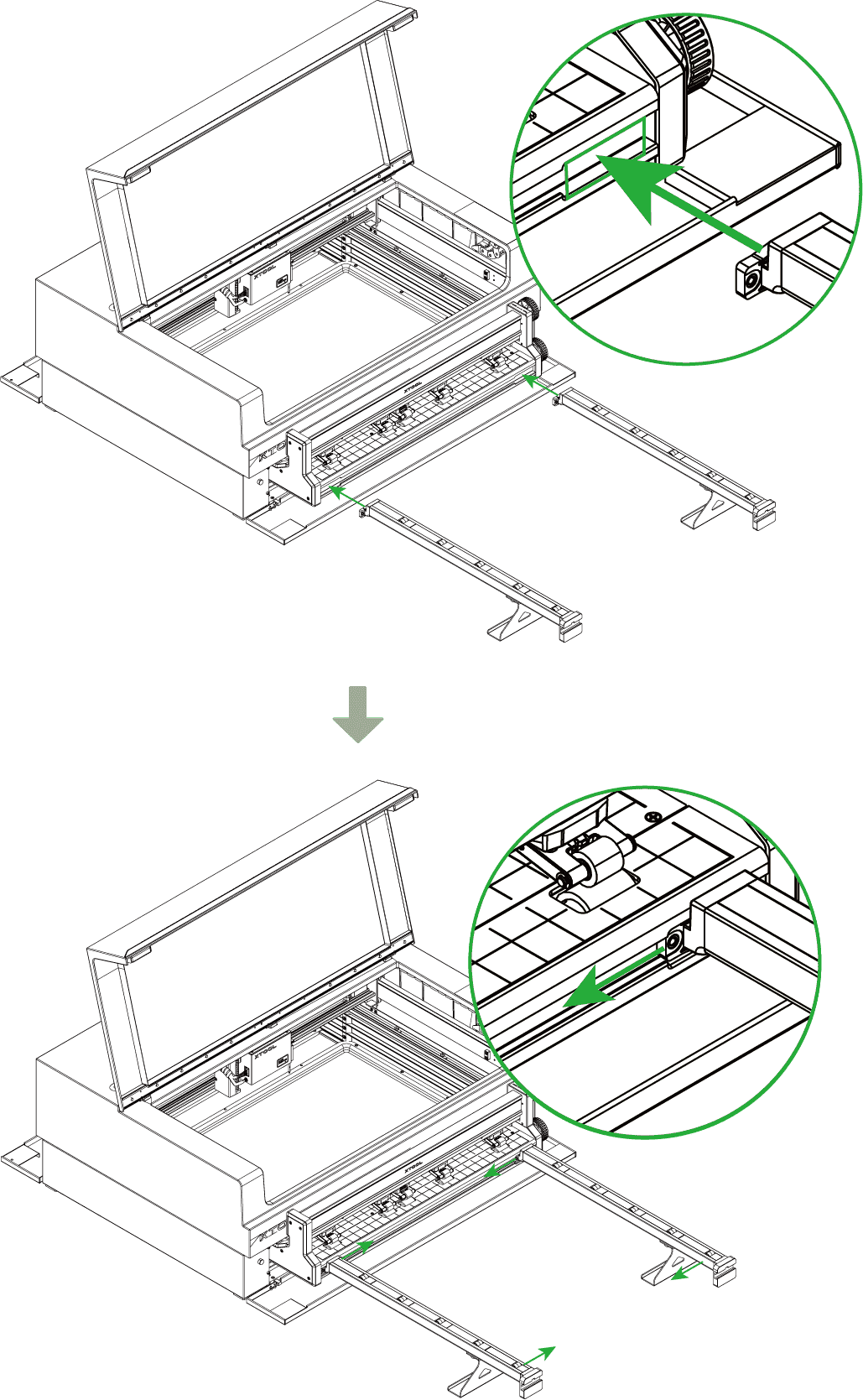
(4)将传送轨从后门伸入,末端插入送料配件背面的凹槽中,并将其由两侧向内移动。

(5)调整好后侧传送轨的位置,使其与前侧传送轨对齐。然后,拧入螺丝固定传送轨。

¶ 固定与连接插线
注意: 连接送料配件前,请先关闭 xTool S1 的电源,以免损坏电机芯片。
(1)如下图所示,将两个电机线卡扣粘贴到机器内侧。
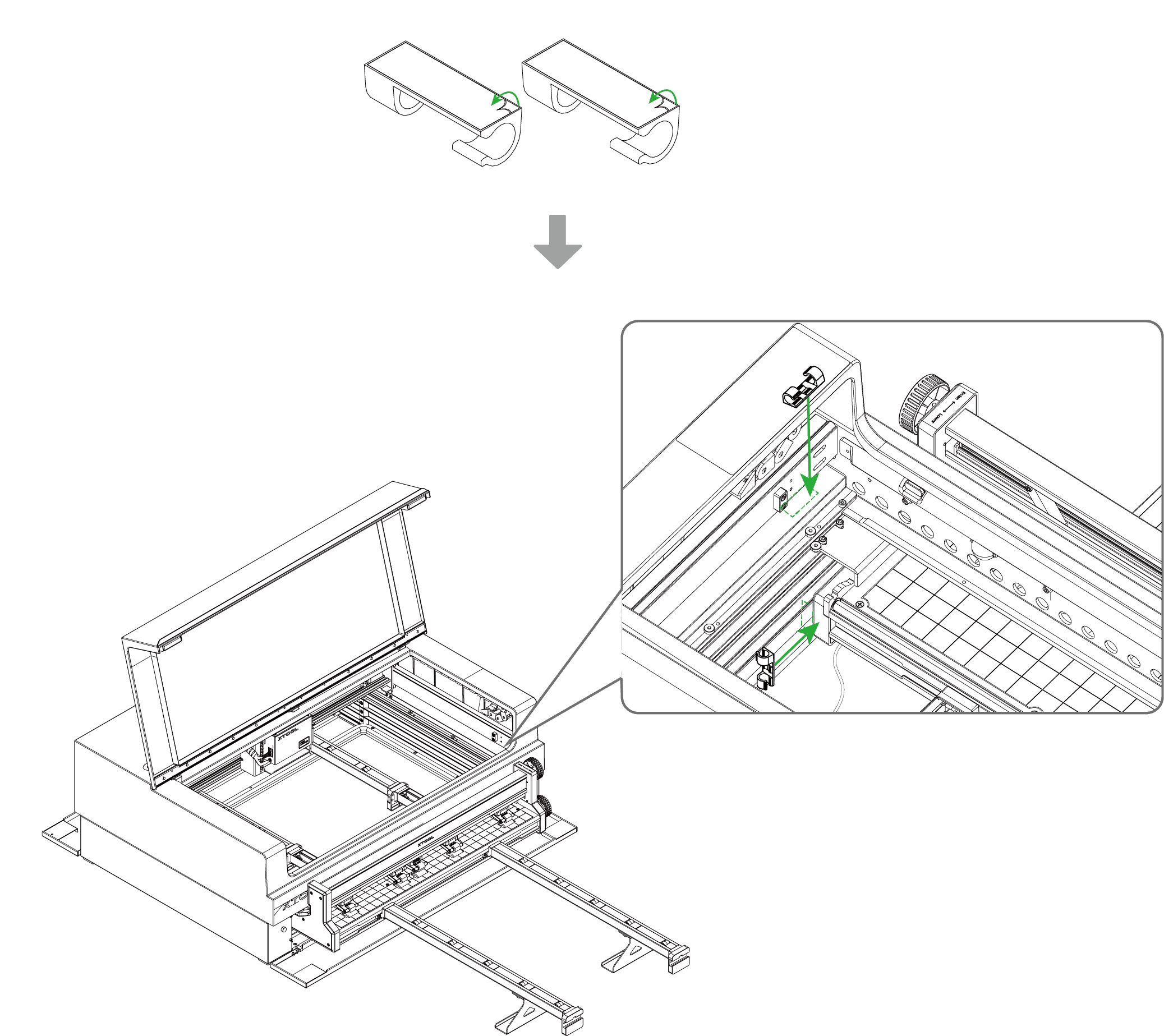
(2)将送料配件的电机连接线固定至电机线卡扣中,将连接线插头插入 xTool S1 的扩展配件接口。

¶ 整理后方连接线

(1)将扎带固定座粘贴到 xTool S1 背部。

(2)将扎带穿入扎带固定座中。然后,将机器背部所有连接线与气管向扎带处聚拢,用扎带将它们收束起来。
提示: 收束连接线和气管是为了防止它们阻碍进料。

¶ 使用方法
¶ 注意事项
- 请使用平整、无翘边的加工材料。
- 材料悬空的长度不宜超过 300 mm。如需加工更长的材料,可另行购买传送轨。
- 请根据加工材料的宽度调整传送轨之间的距离,尽可能保证材料各部位在传送过程中受力均匀,防止材料变形以致图案加工变形。
¶ 加工硬质材料
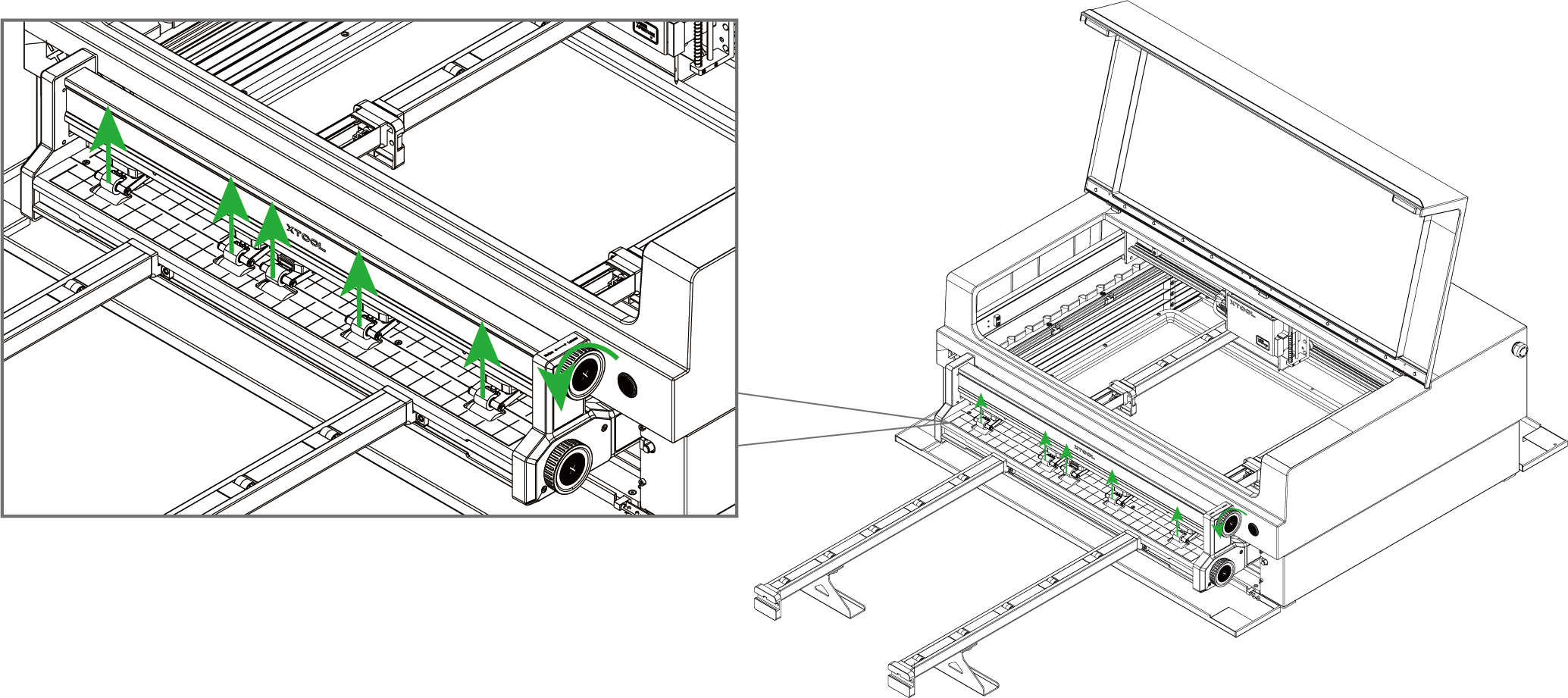
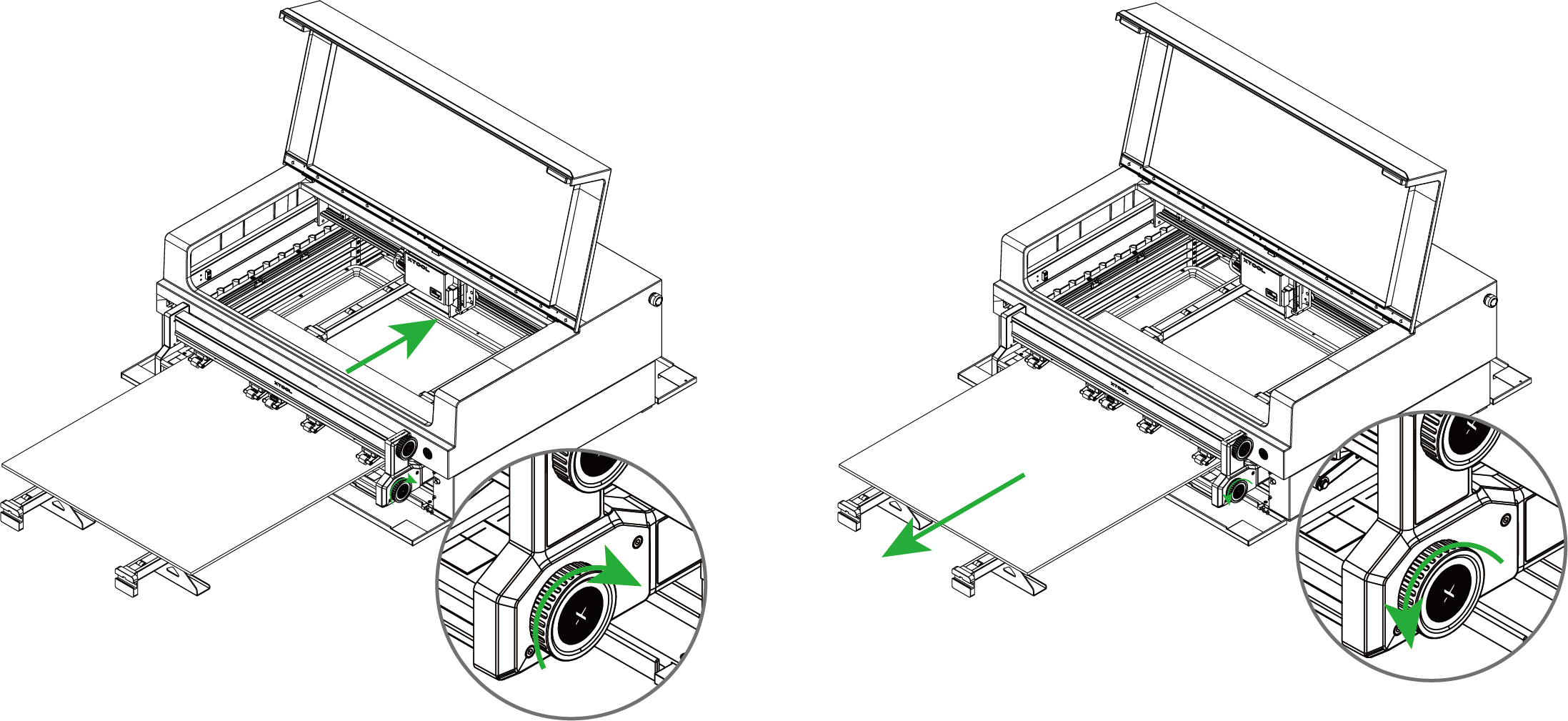
- 逆时针旋转上方旋钮,使压轮升高。
- 将材料放入送料配件中。注意材料的侧边应与送料配件的网格竖线平行,且与压轮不相交。
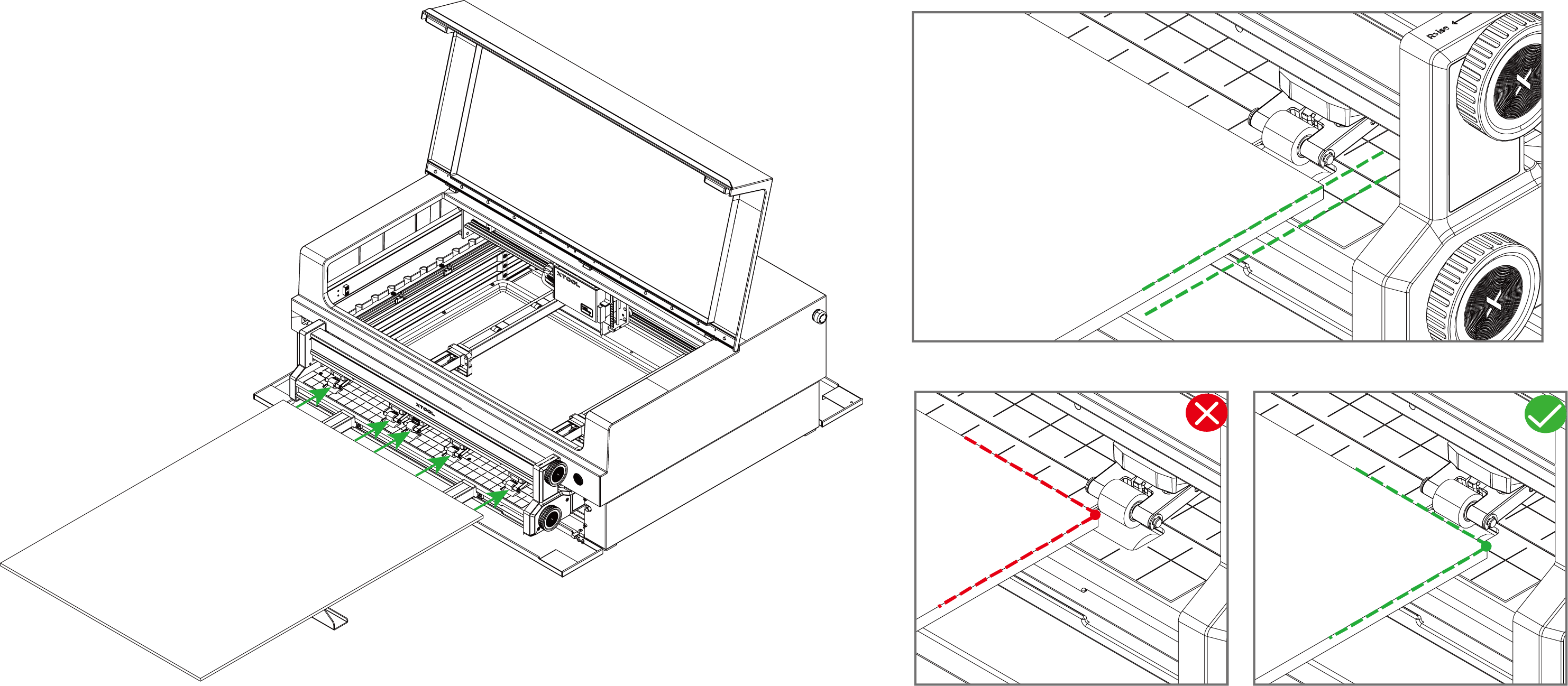
提示:
(1)若材料侧边与网格竖线不平行,可能会造成加工图案歪斜。
(2)若材料侧边与压轮相交,则进料过程中材料可能会因为压轮的挤压而发生移位。
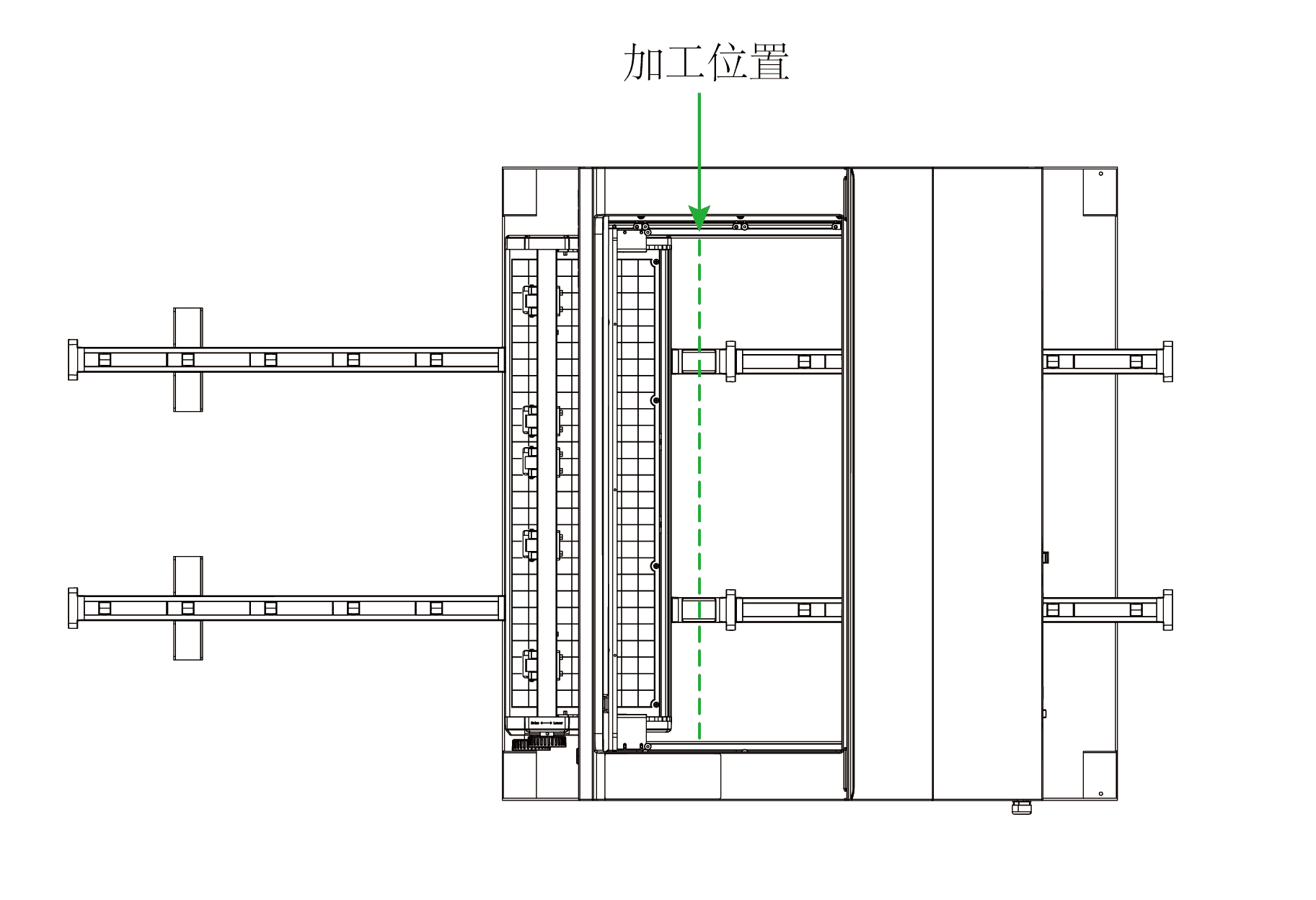
(3)使用送料配件后,激光器仅在短轨上方区域内对材料进行加工,加工位置如下图所示。
- 顺时针旋转上方旋钮降低压轮,压住材料。
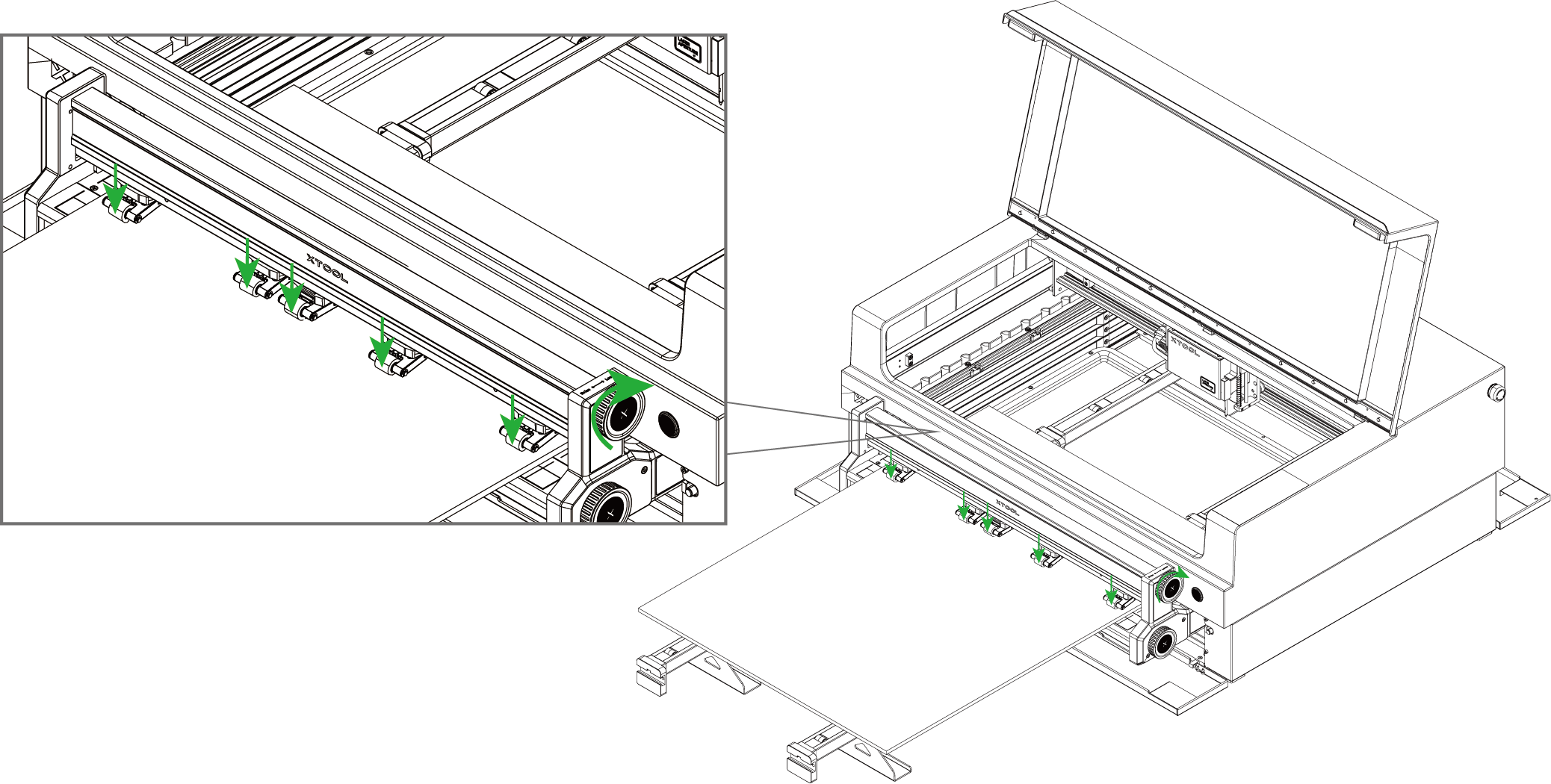
注意: 压轮压力的设置请参考附录“常用材料压轮压力挡位推荐表”。请勿将压轮的压力设置过大,否则可能导致机器故障。
如需微调材料位置,可旋转下方旋钮,顺时针旋转推入材料,逆时针旋转推出材料。
¶ 加工柔性薄片

加工柔性薄片(例如牛皮纸)时,无需使用传送轨。先将材料放入送料配件中,再使用压料杆压住材料。
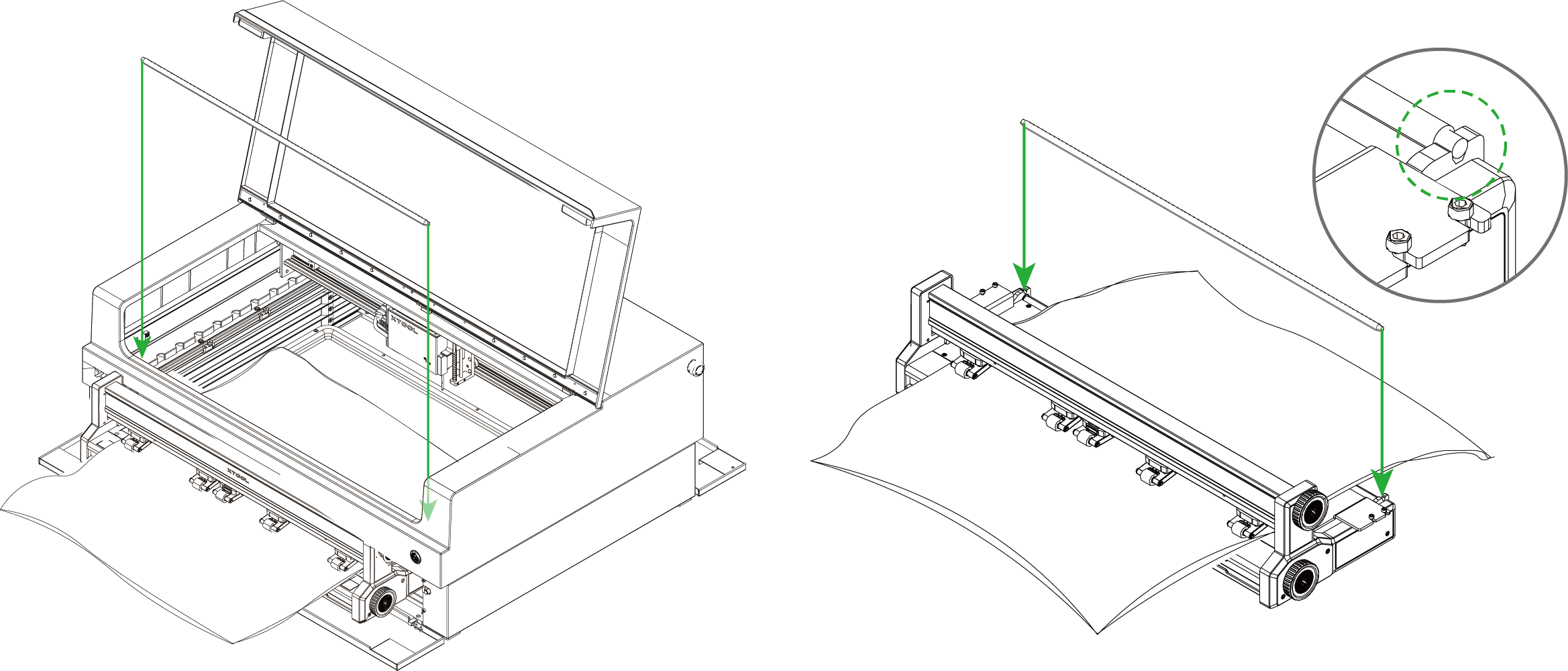
注意: 请让材料自然垂于送料配件两侧,以使材料传送顺利。
¶ 加工软质厚板
加工软质厚板(例如软木板、EVA 泡沫板等)时,请在背面粘上 PET 胶带后再进行加工。粘贴 PET 胶带后,软质厚板的加工方式与硬质材料相同。
提示: PET 胶带需自行购买。
注意: 因软质材料易变形,其传送精度可能比硬质材料略低。
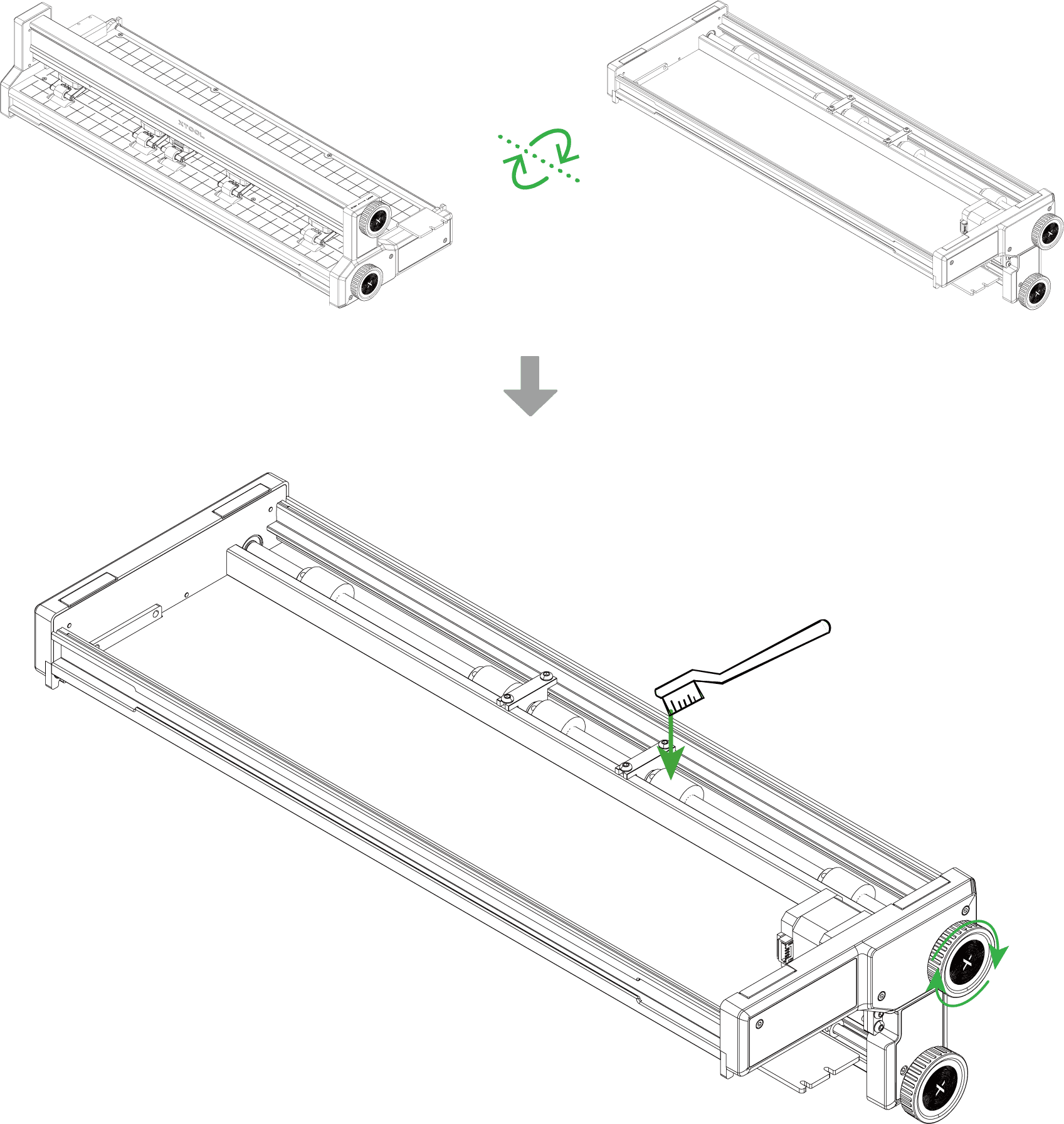
¶ 保养与维护
在长时间使用后,若下方压轮上出现较多的脏污(如木屑等),请将送料配件翻转,然后边转动旋钮边使用刷子清洁下方压轮。
¶ 附录——常用材料压力挡推荐表
压力挡窗口露出的颜色代表压轮的压力挡值。


下表中推荐的压力挡位仅供参考,请根据材料实际情况调整压力。
| 材料名称 | 厚度 | 压力挡 |
|---|---|---|
| 胶合木板 | 3 mm | 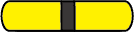 |
| 胶合木板 | 6 mm |  |
| 胶合木板 | 9 mm |  |
| 胶合木板 | 14 mm |  |
| 亚克力 | 3 mm | 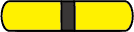 |
| 亚克力 | 7 mm |  |
| 亚克力 | 12 mm |  |
| 纤维板 | 3 mm |  |
| 纤维板 | 6 mm |  |
| EVA 板 | 5 mm | 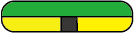 |
| EVA 板 | 10 mm |  |
| 毛毡板 | 5 mm | 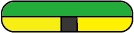 |
| 毛毡板 | 9 mm |  |
| 软木板 | 5 mm |  |
| 软木板 | 12 mm |  |