¶ 免責聲明
如果您需要通過 LightBurn 控制 xTool F1 Ultra,請下載 LightBurn 軟件的官方版本。LightBurn 是第三方軟件,因此 xTool 不對由於 LightBurn 的運行而造成的任何損失承擔責任。
xTool F1 Ultra 的固件經過 xTool 的仔細測試,但仍可能出現與軟件或硬件不兼容的情況。如果由於不兼容而出現錯誤,您可以聯繫我們的售後服務尋求技術支持。
¶ 獲取並安裝 LightBurn
前往https://lightburnsoftware.com/pages/trial-version-try-before-you-buy下載最新版本的 LightBurn 並安裝。如果您是新用戶,您可以免費試用 30 天。
注意:確保使用 1.6.00 及以上版本的正版 LightBurn。如使用版本較低或者破解版、盜版的軟件,可能會導致設備連接失敗。
¶ 連接 LightBurn 與 xTool F1 Ultra
- 點擊下載 xTool F1 Ultra 的配置文件並解壓:xTool F1 Ultra-V1.2.rar

- 打開 LightBurn,在激光器面板中,點擊設備。
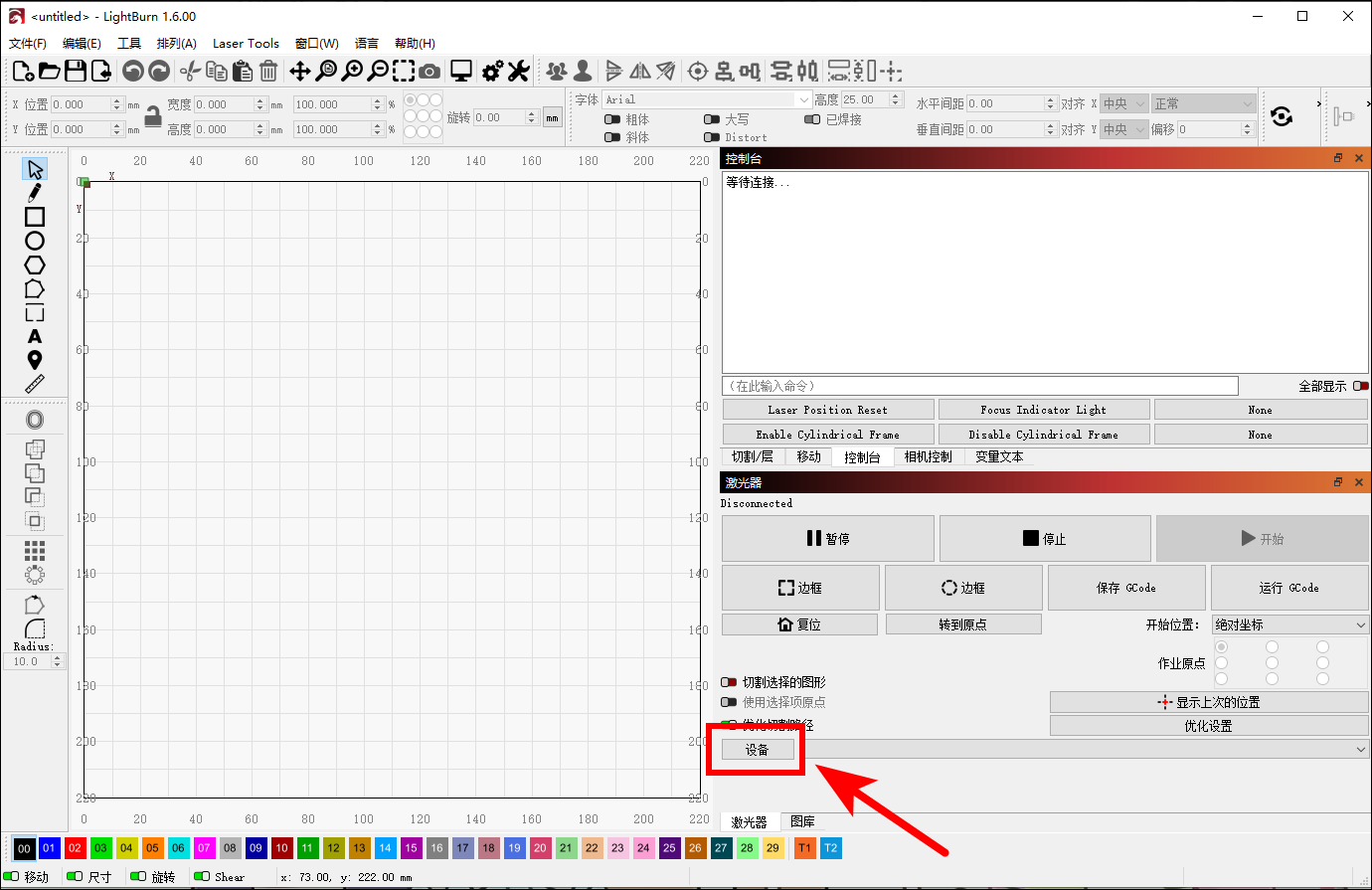
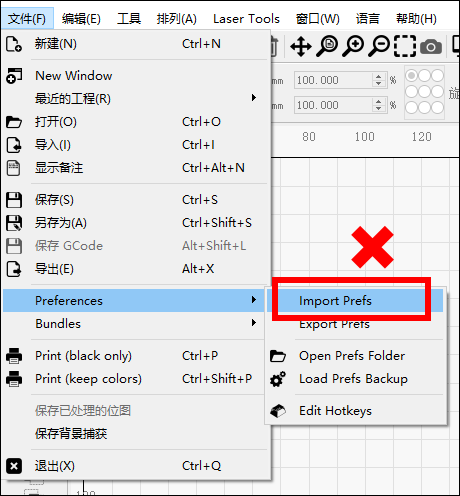
注意: 確保以這種方式開始配置 xTool F1 Ultra,而不是從菜單中選擇 Import Prefs 。 如果您選擇 Import Prefs,原始配置將被覆蓋。
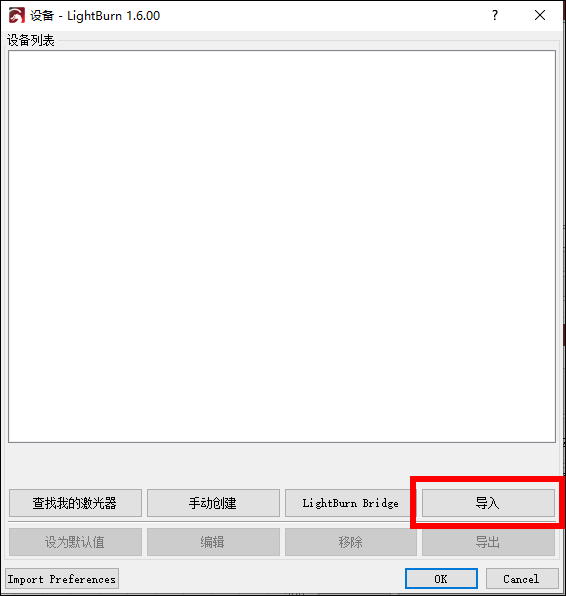
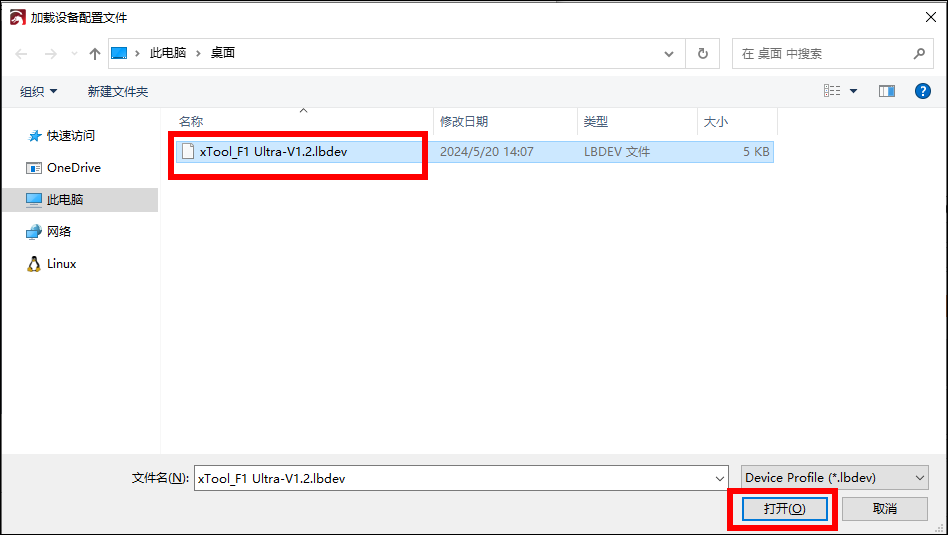
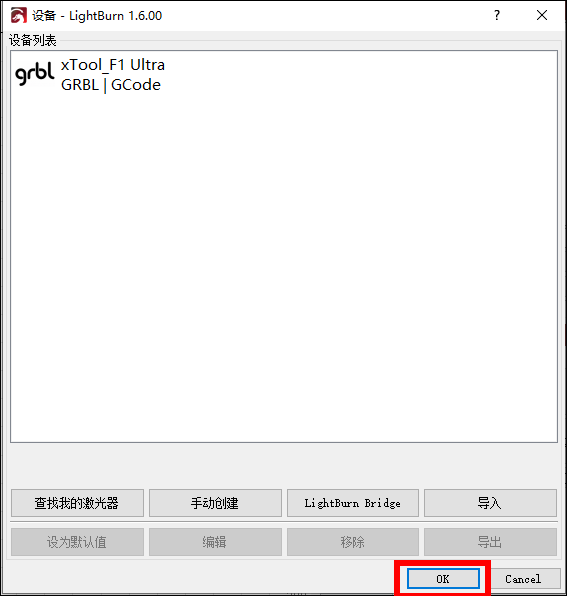
- 在設備窗口中,點擊導入以導入文件> xTool_F1 Ultra-V1.2.lbdev

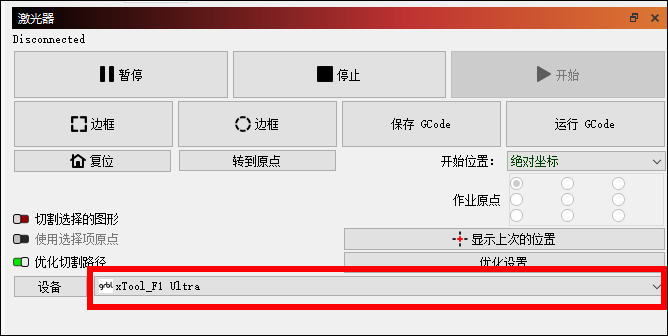
- 在設備列表中,你可以看到 xTool F1 Ultra。點擊“OK”,然後 xTool F1 Ultra 將顯示為當前設備。
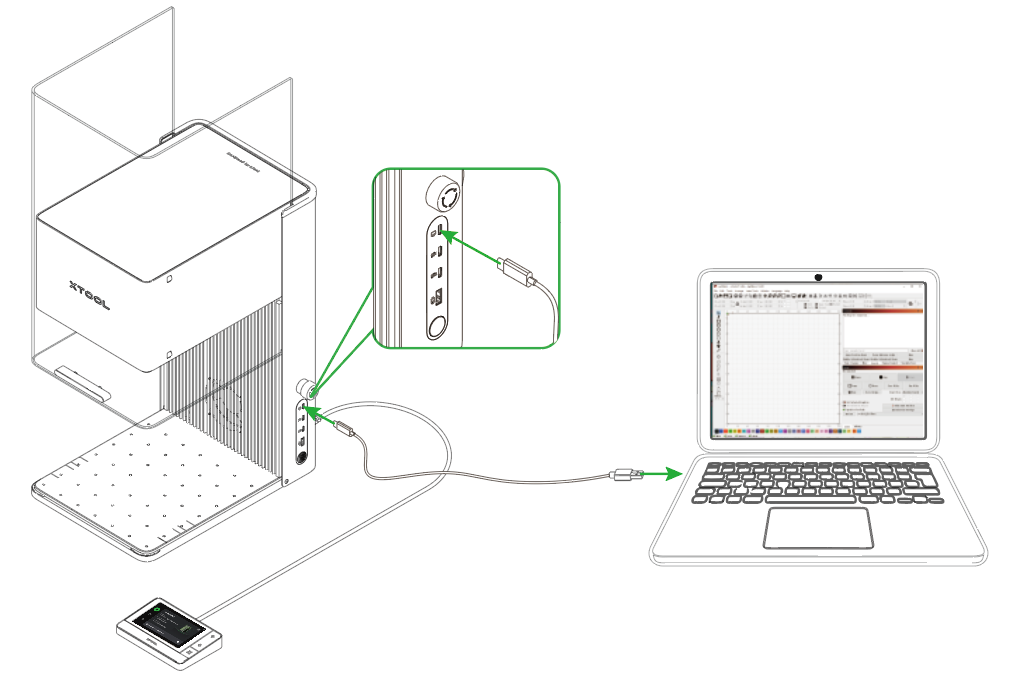
- 使用 USB 線連接你的電腦和 xTool F1 Ultra。
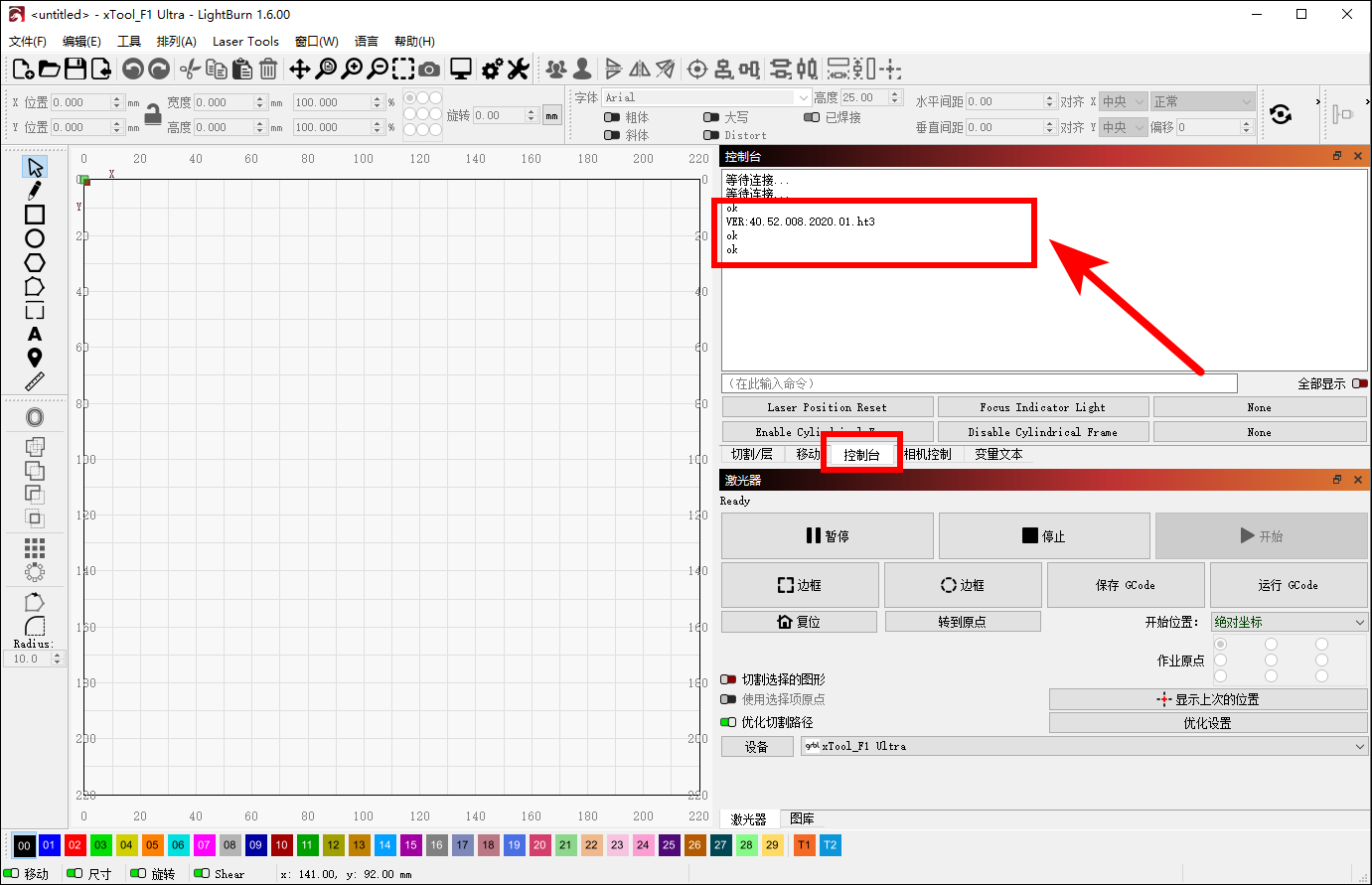
- 在 LightBurn 界面右側,點擊“控制檯”。在控制檯面板中看到“ok”,即表示設備已連接成功。
¶ 操作指南--平面加工
¶ 放置材料
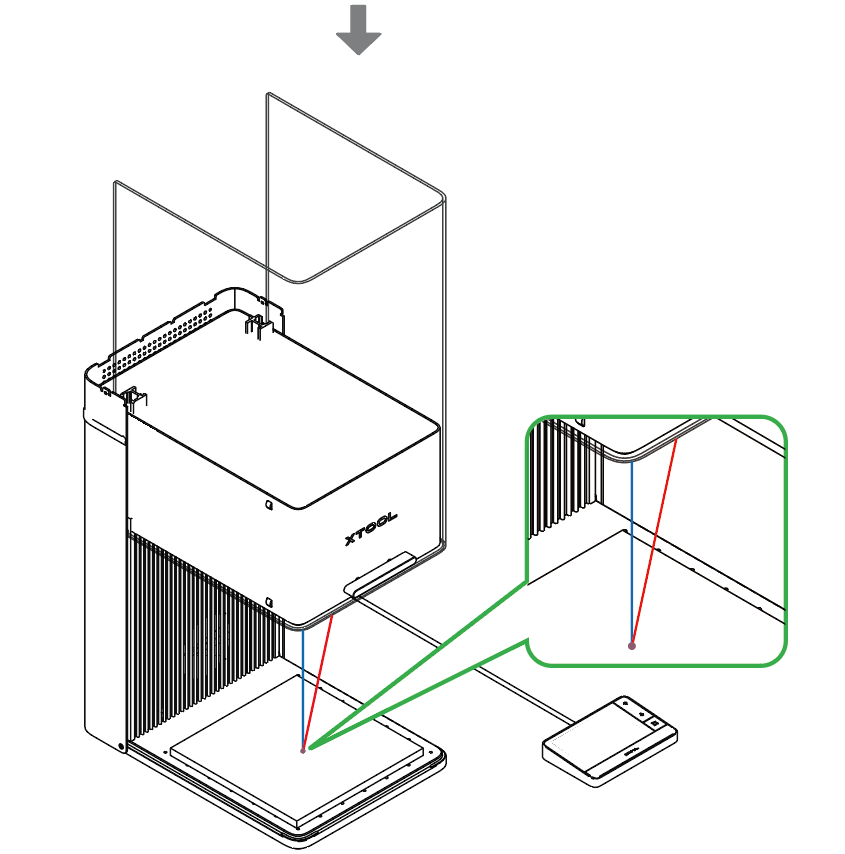
打開防護罩,將材料平整放置於底板上,使設備投射的藍色光斑落於材料表面。
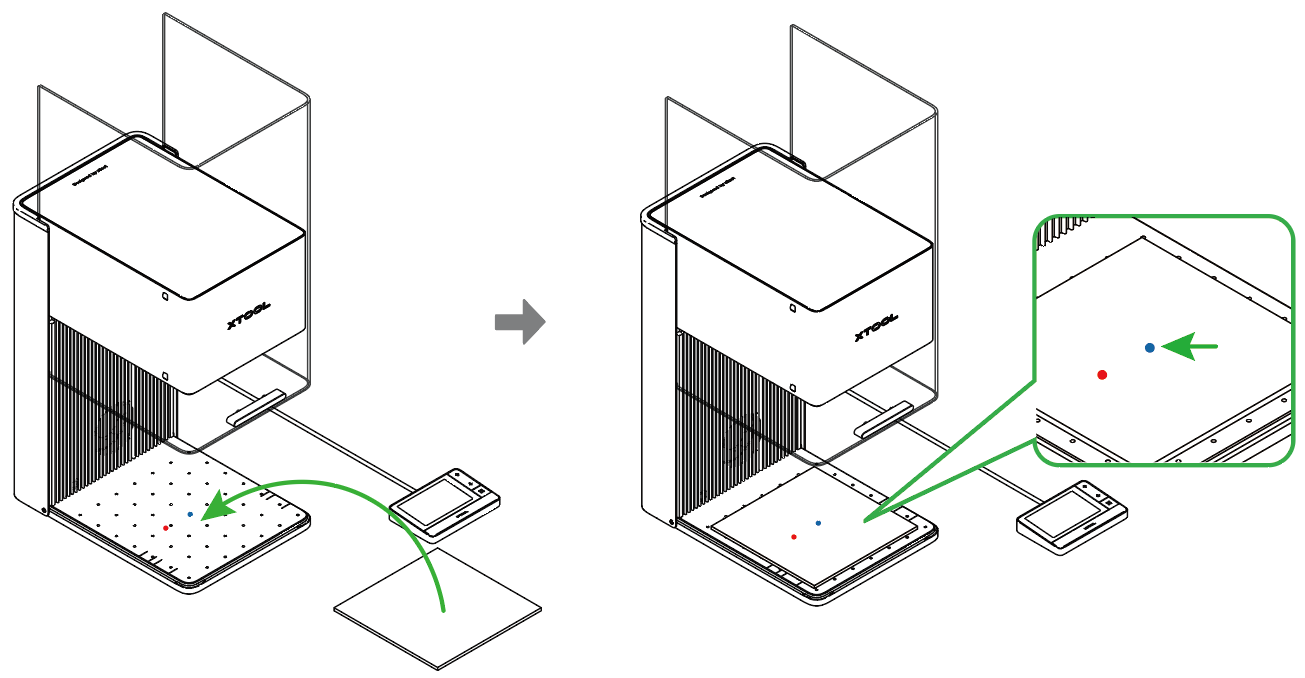
注意:
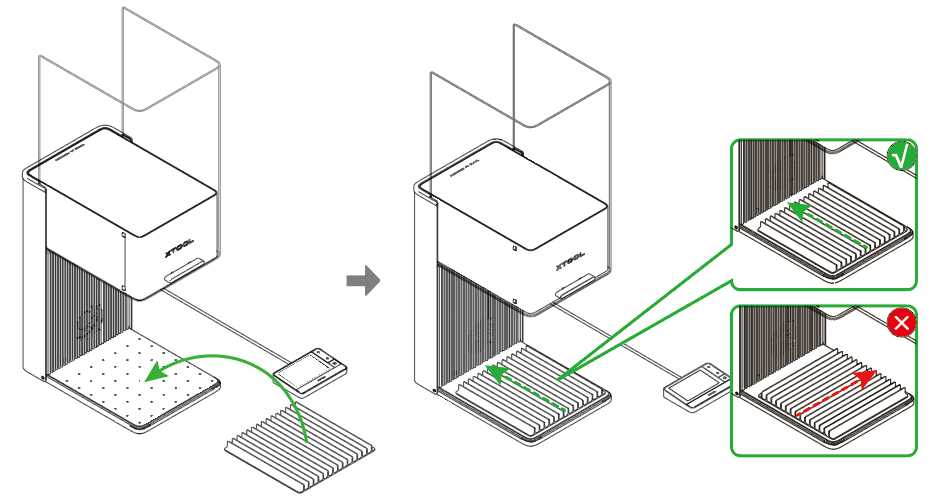
- 如需切割材料,建議先在底板上放置刀條板,使刀條板的稜條朝向排煙口方向。這樣,可以減輕材料背部燻黃,並保護底板。
- 如加工材料較輕,建議使用膠帶或雙面膠等工具固定材料,以免材料受排氣扇的氣流影響而發生移動。
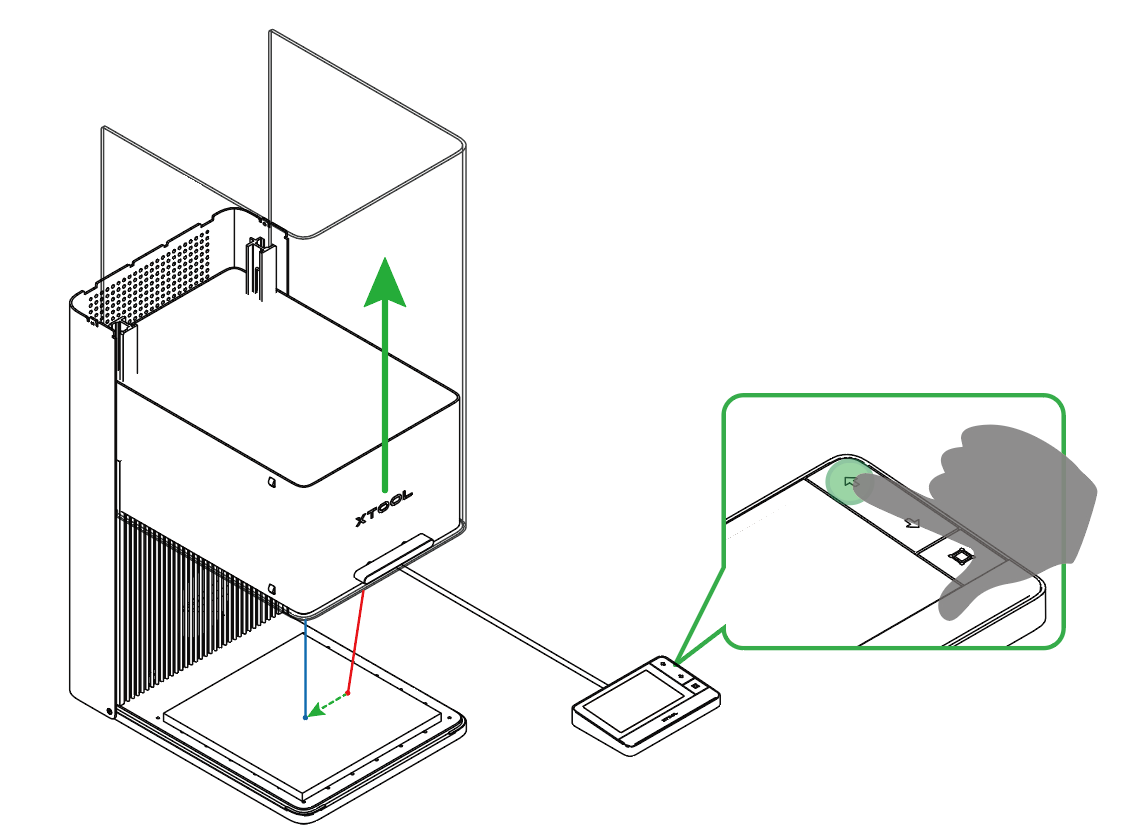
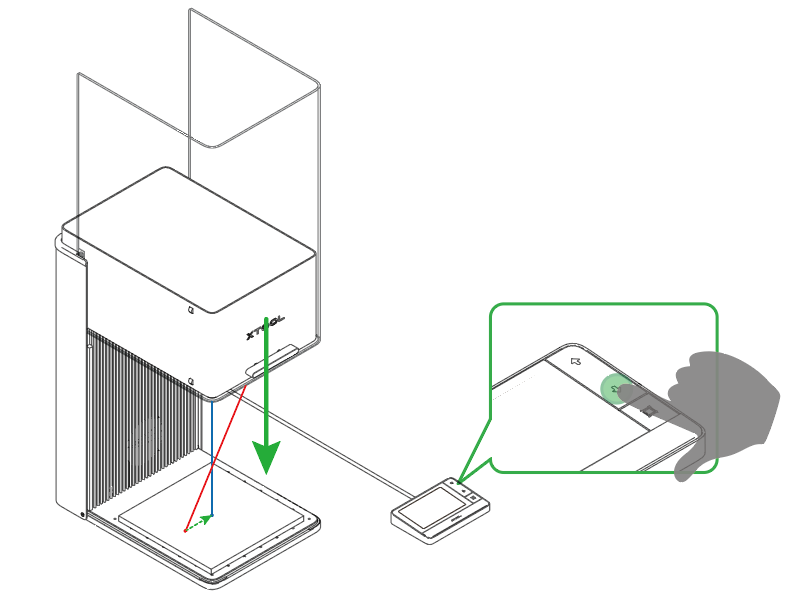
¶ 激光對焦
按住觸屏控制器上的激光器升/降按鈕,使激光器上升或下降,直至紅色和藍色指示光斑重合,完成對焦。
提示: 藍色光斑固定不動。若激光器上升,則紅色光斑向左移動;若激光器下降,則紅色光斑向右移動。
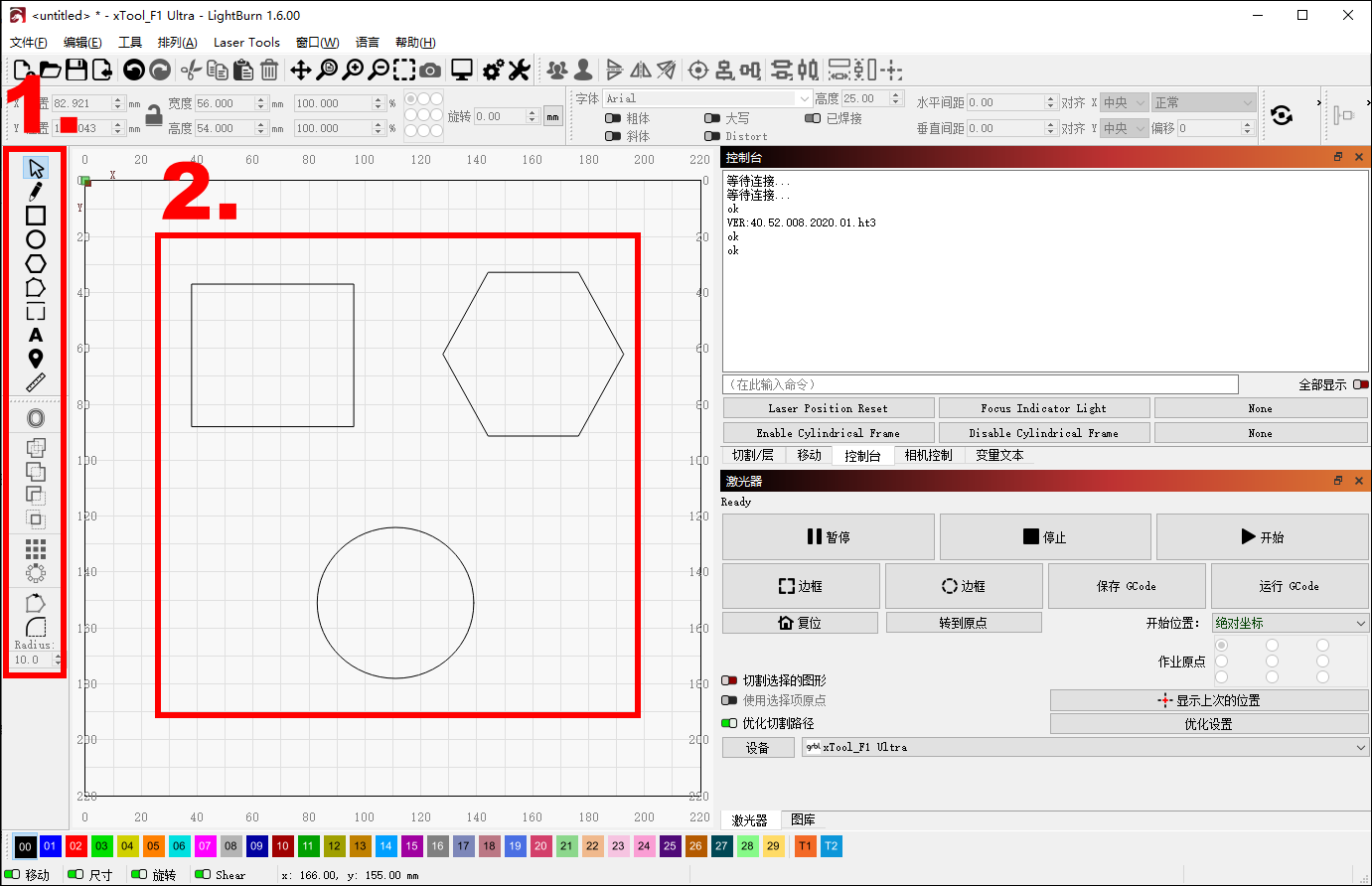
¶ 設計加工圖案
在 LightBurn 的畫布上,設計加工圖案。
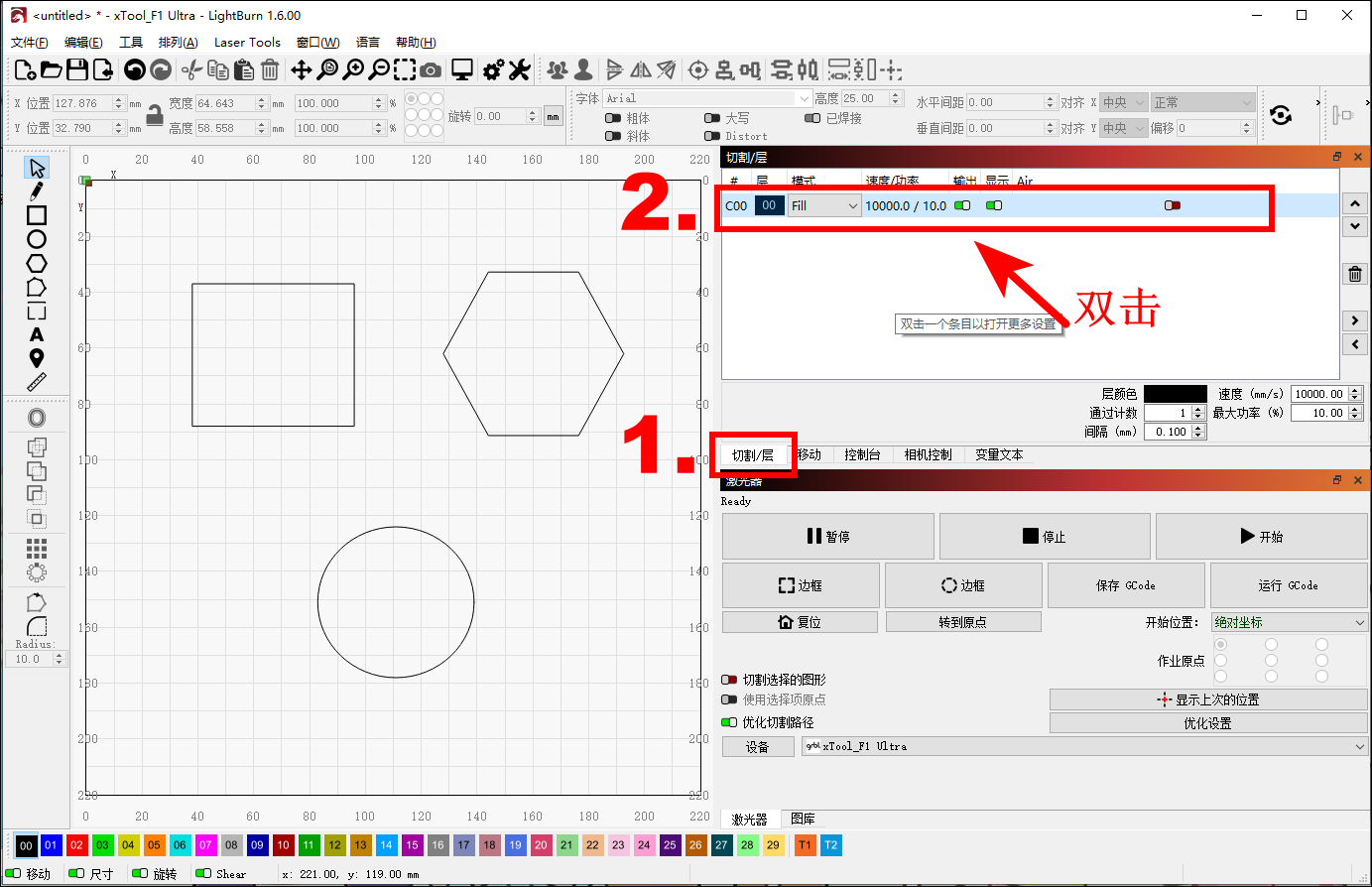
¶ 設置加工參數
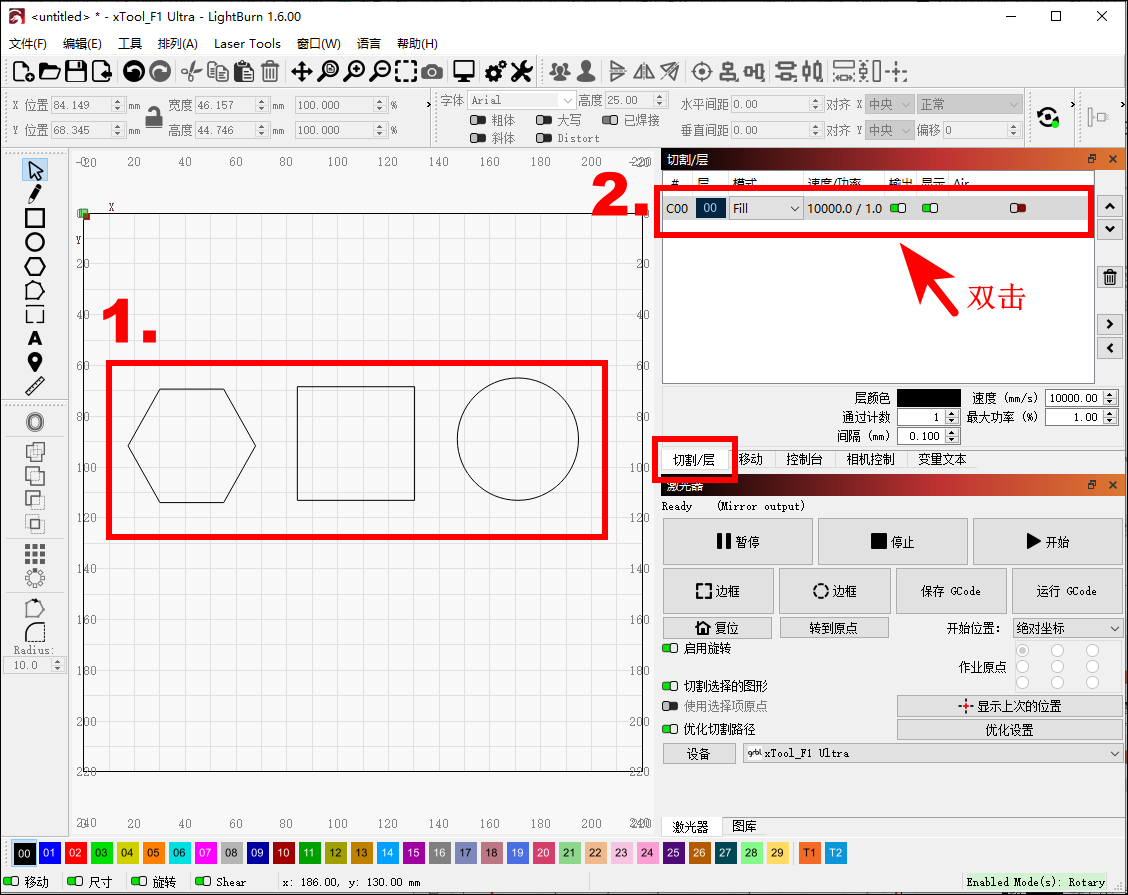
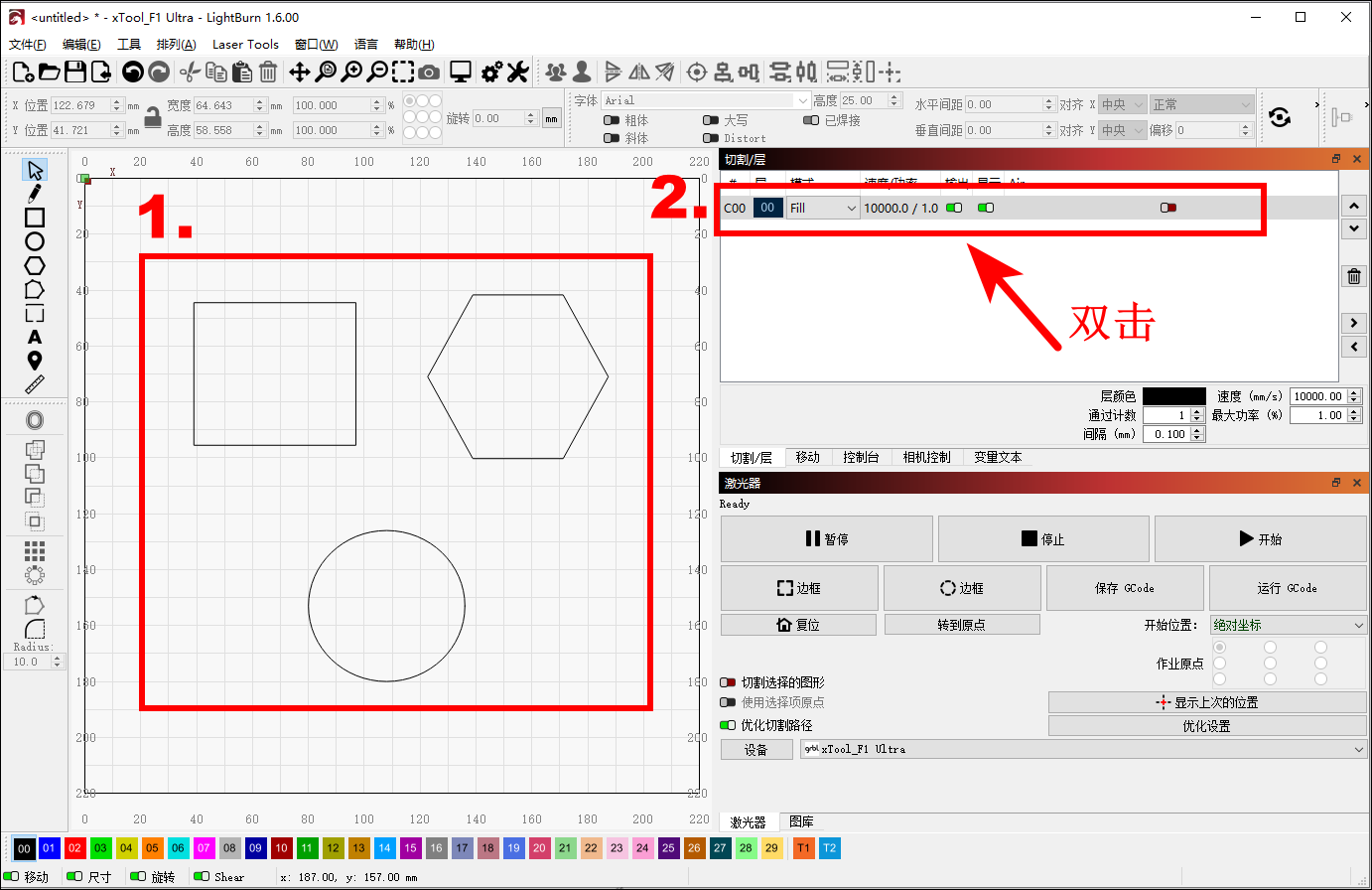
(1)在“切割/層”面板中,雙擊圖層即可打開參數設置窗口,為相應的圖層設置加工參數。
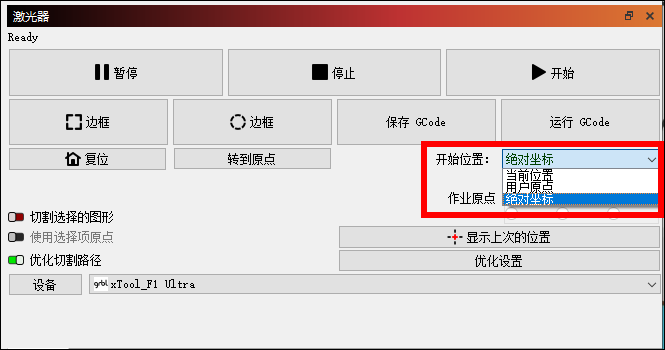
(2)在“激光器”面板中,設置開始位置為絕對座標。
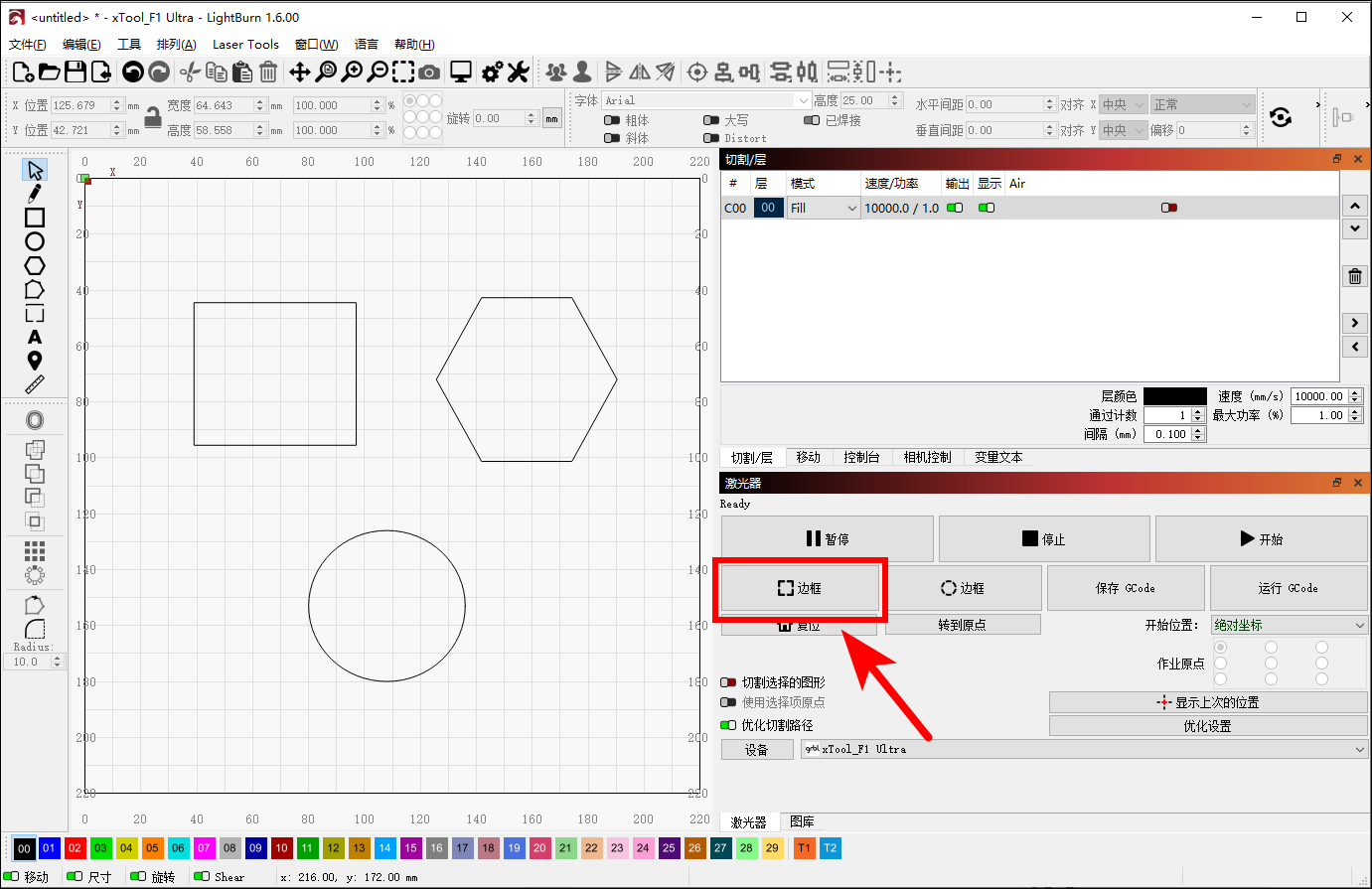
¶ 預覽加工區域
點擊邊框,激光光斑將沿著加工對象的邊緣移動,使你能夠在材料表面預覽加工區域。
¶ 開始加工
關閉設備的防護罩,然後在軟件中點擊開始,開始加工你的材料。
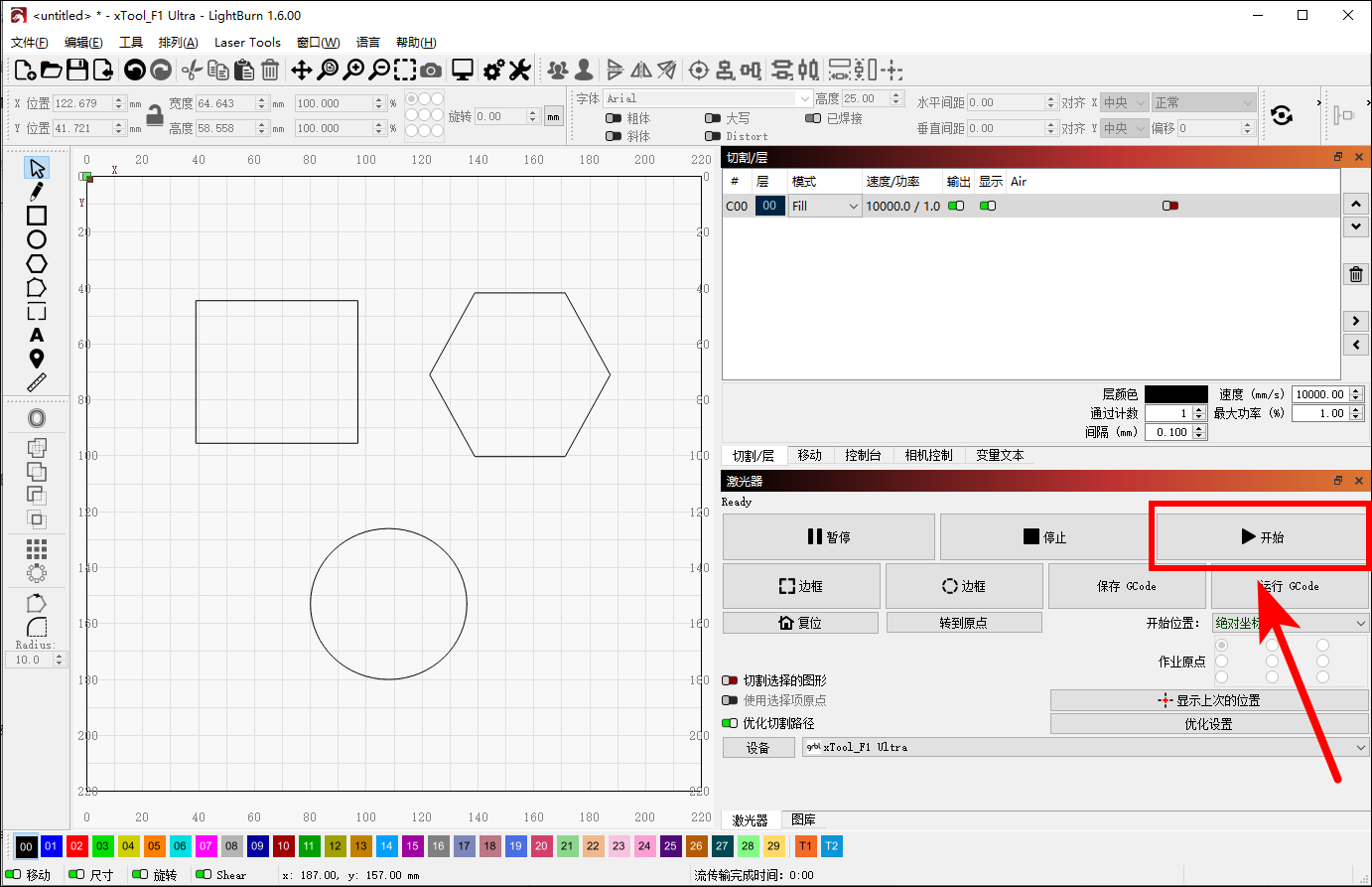
注意:LightBurn 默認使用藍色激光進行加工。如需使用紅外激光,請查看:藍光切換為紅外光。
¶ 操作指南--旋轉加工
¶ 連接 xTool F1 Ultra 與旋轉附件
連接並放置好旋轉附件。
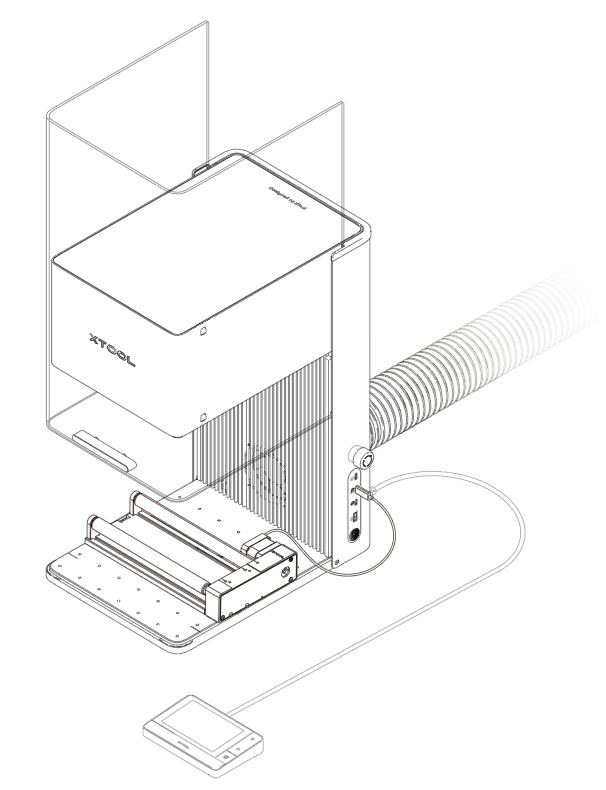
**注意:**關於旋轉附件的詳細介紹和使用說明,請查看“旋轉附件二代”。關於連接 xTool F1 Ultra 與旋轉附件的詳細操作,請查看:旋轉附件。
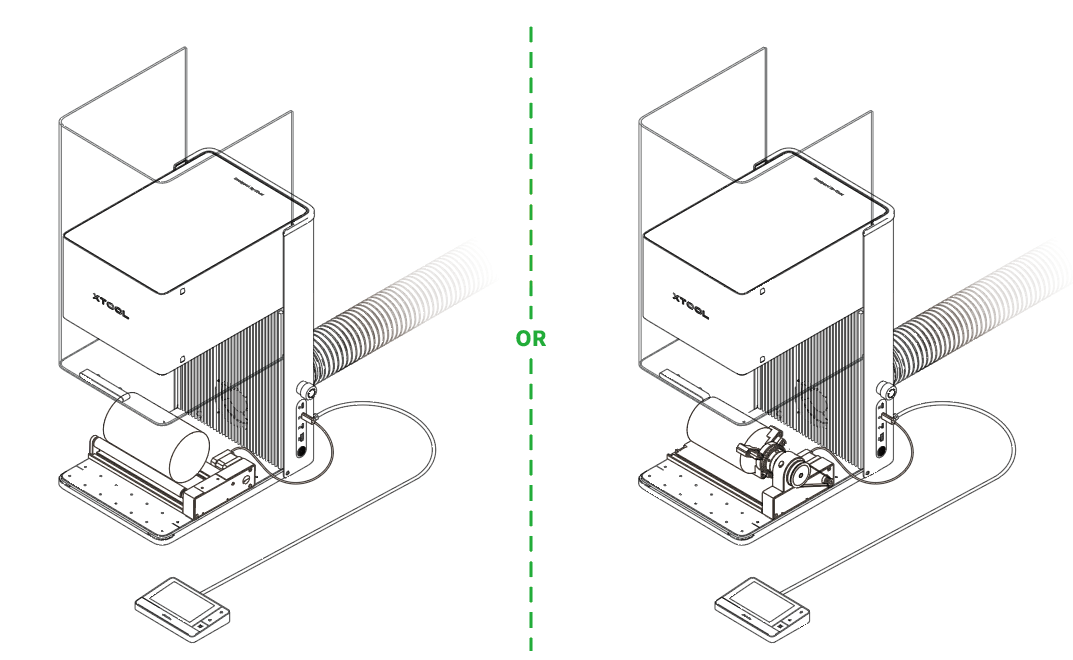
¶ 放置材料,激光對焦
(1)若你使用的是旋轉附件的滾軸模式,則將材料直接放置於滾軸上;若你使用的是旋轉附件的爪盤模式,則將材料固定在卡爪上。
(2)確保指示光斑位於圓柱材料的最頂部。否則,請按照“旋轉附件”的指導重新調整旋轉附件的位置。
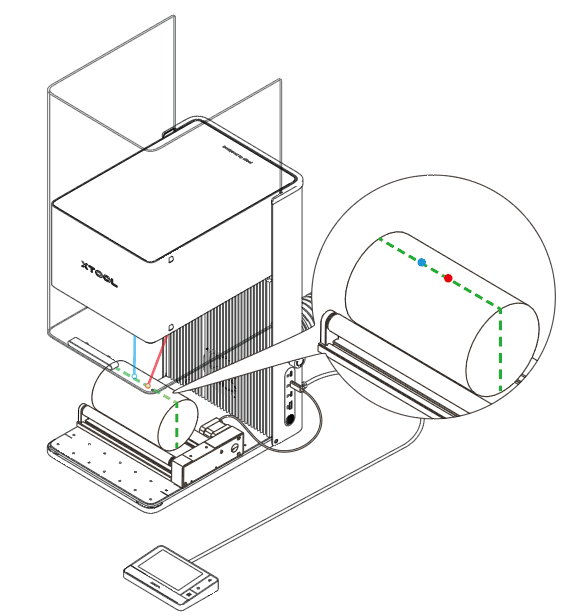
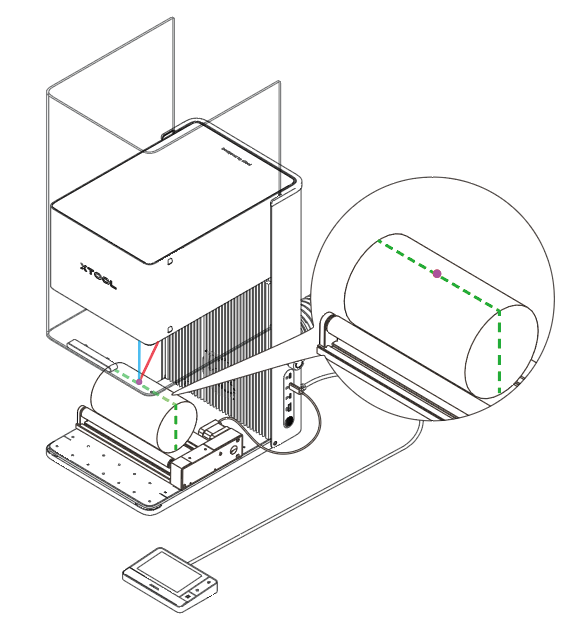
(3)按住觸屏控制器上的激光器升/降按鈕,使激光器上升或下降,直至紅色和藍色指示光斑重合,完成對焦。
提示: 藍色光斑固定不動。若激光器上升,則紅色光斑向左移動;若激光器下降,則紅色光斑向右移動。
¶ 圓柱加工設置
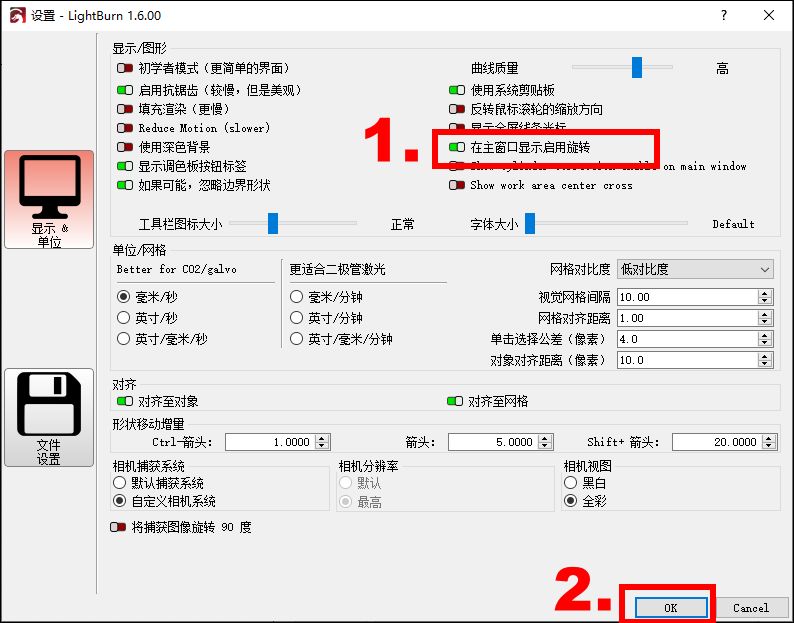
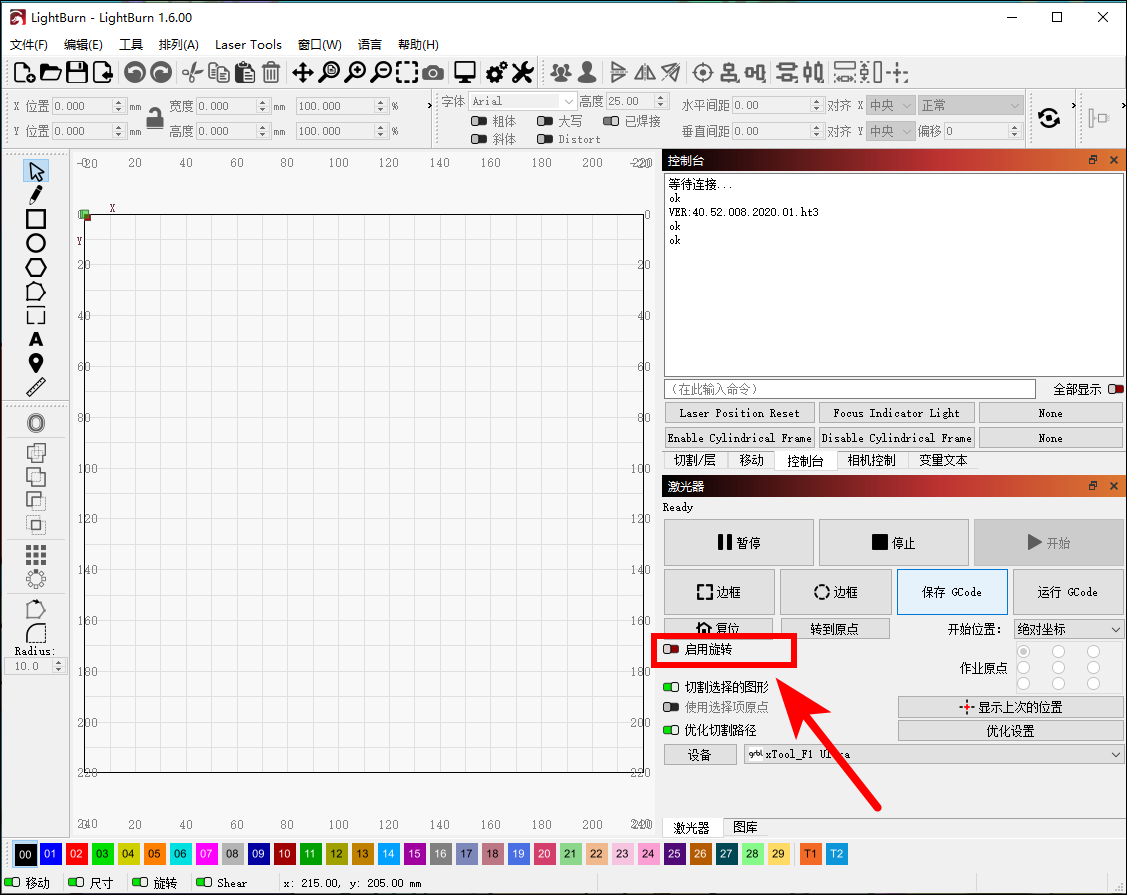
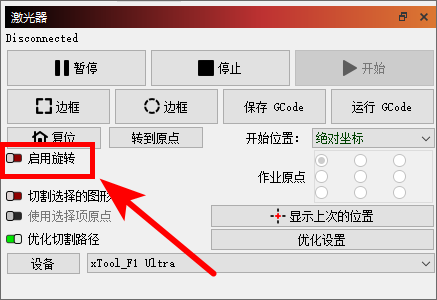
(1)在 LightBurn 頂部,點擊通用設置圖標  > 啟用在主窗口顯示啟用旋轉,點擊 OK。重啟 LightBurn,激光器面板中將顯示啟用旋轉的開關按鈕。
> 啟用在主窗口顯示啟用旋轉,點擊 OK。重啟 LightBurn,激光器面板中將顯示啟用旋轉的開關按鈕。
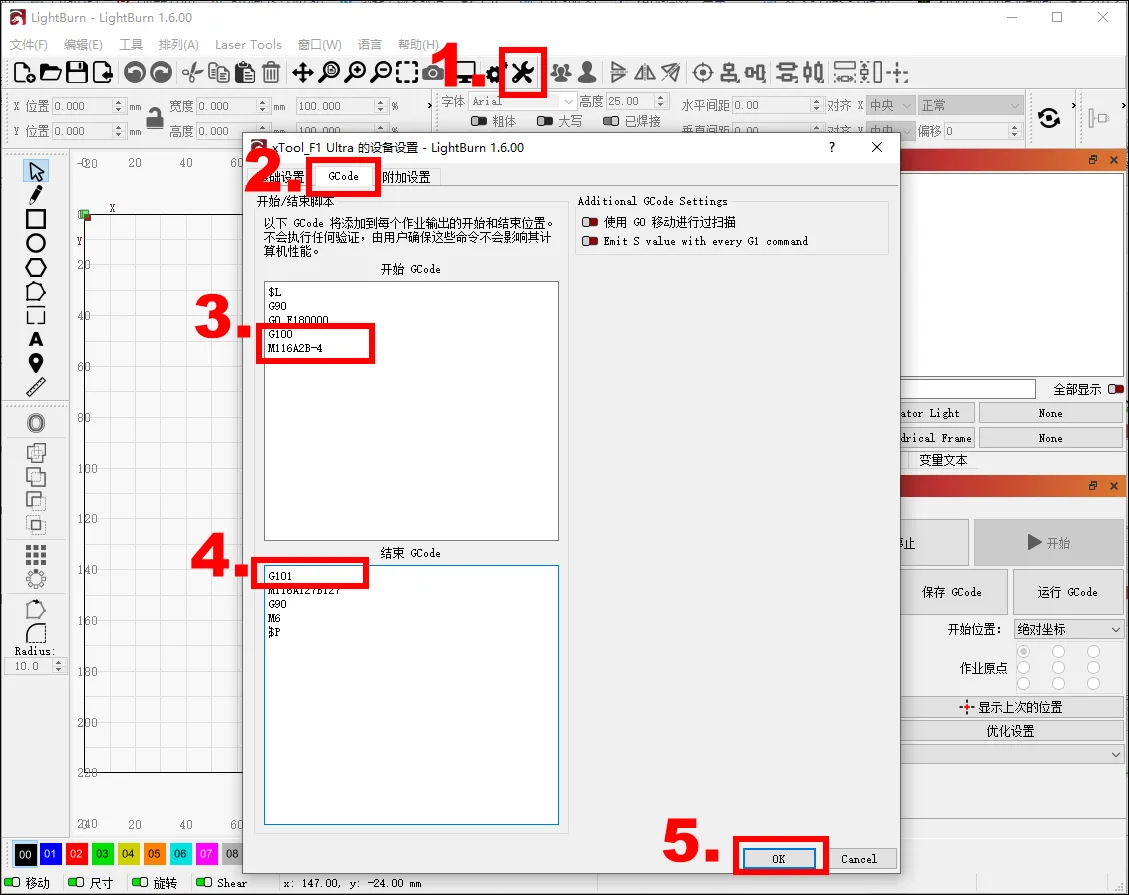
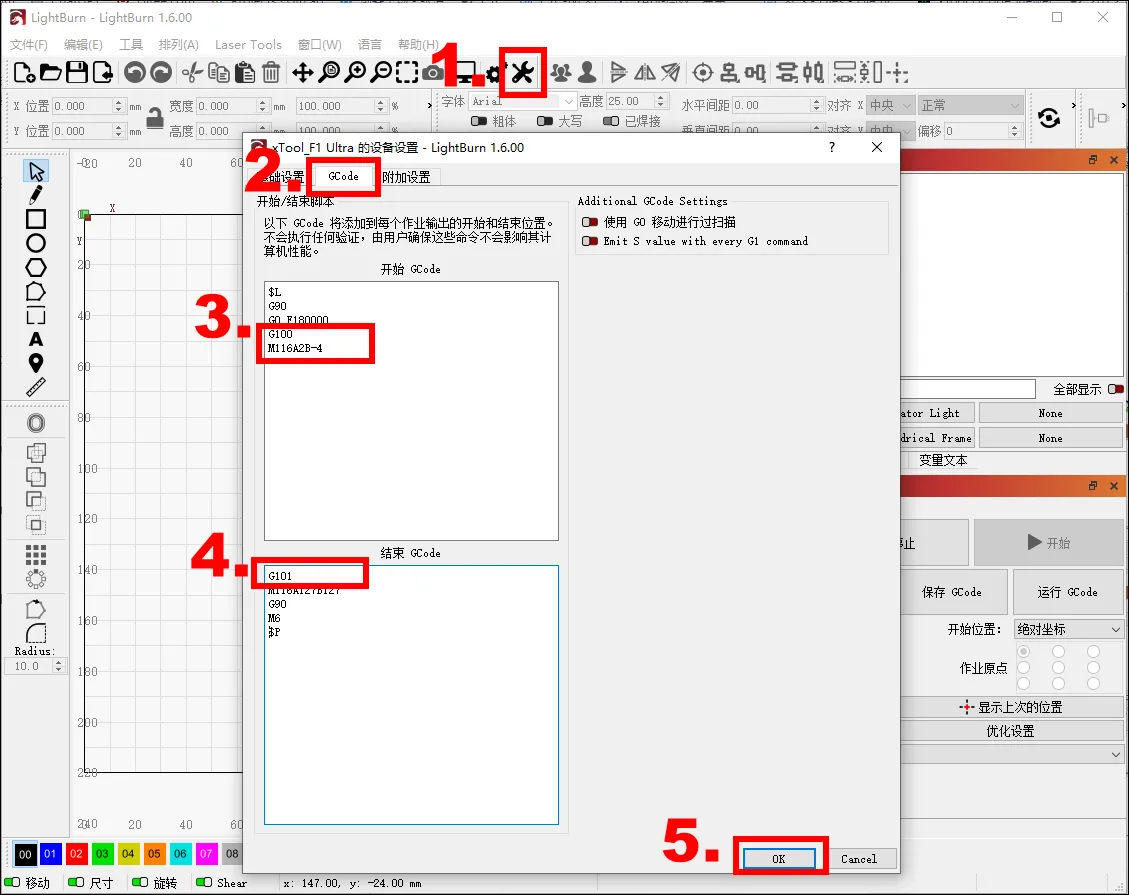
(2)在 LightBurn 頂部,點擊設備設置圖標  > 選擇 GCode 頁籤。
> 選擇 GCode 頁籤。
在開始 Gcode 的輸入框末尾輸入:
G100
M116A2B-4
在結束 Gcode 的輸入框首行輸入:
G101
完成輸入後,點擊“OK”。
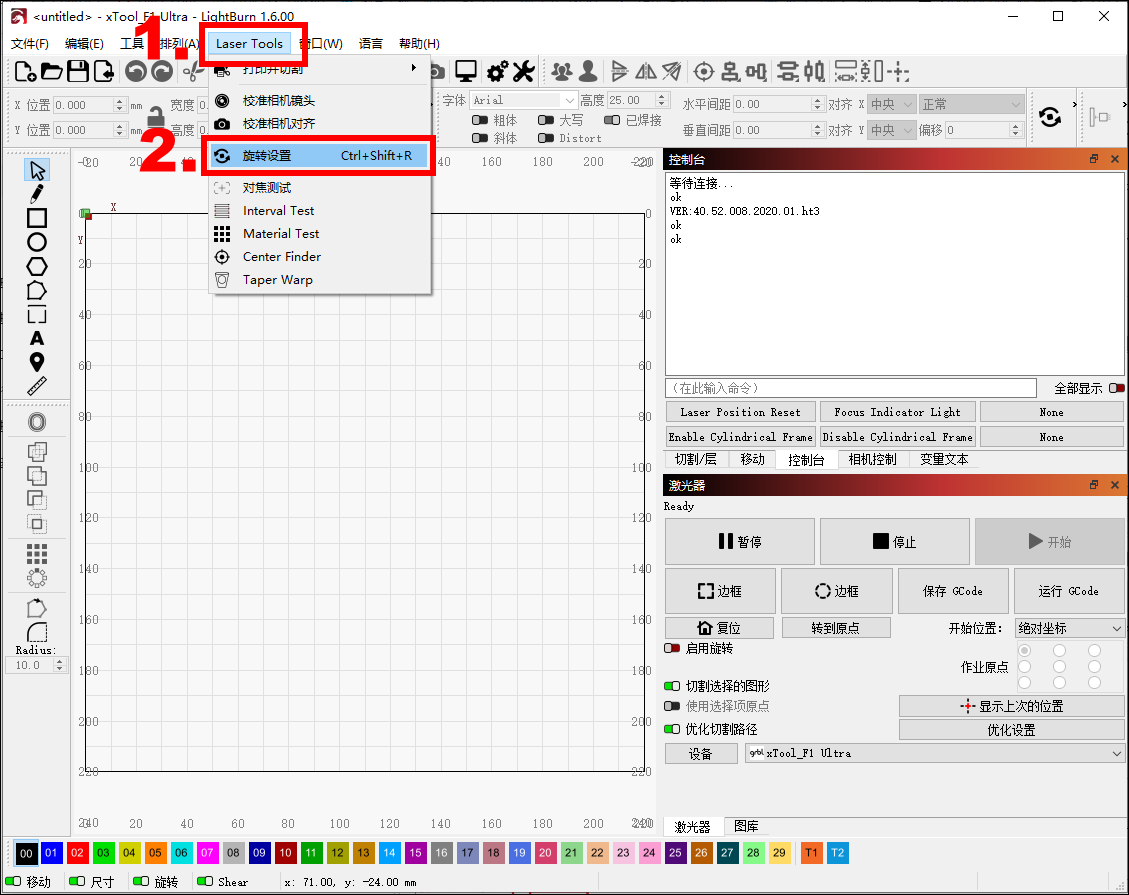
(3)選擇“Laser Tools”>“旋轉設置”。
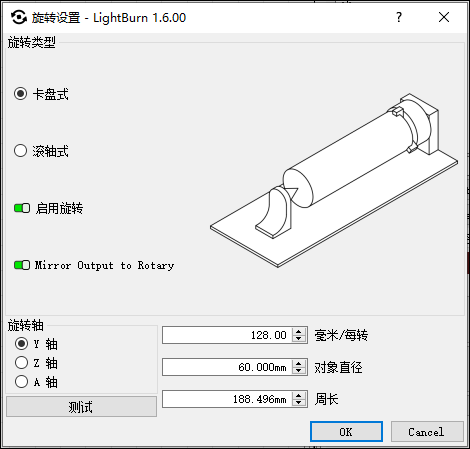
(4)按如下說明設置旋轉附件的參數,完成後點擊“OK”。
-
若選擇“卡盤式”:
- 打開“啟用旋轉”和“Mirror Output to Rotary”;
- 在旋轉軸內選擇 Y 軸;
- 設置旋轉附件參數為** 128.00 毫末/每轉**;
- 輸入加工材料的直徑或周長。
-
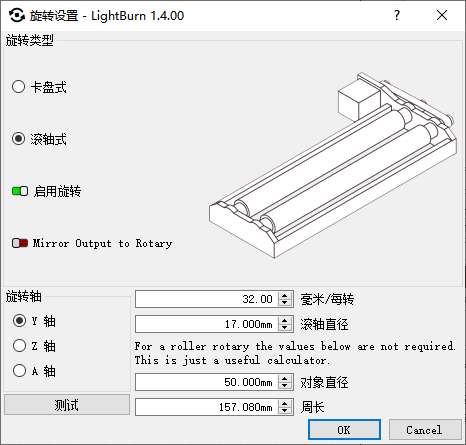
若選擇“滾軸式”:
- 打開“啟用旋轉”;
- 在旋轉軸內選擇 Y 軸;
- 設置旋轉附件參數為** 32.00 毫末/每轉**,17.000mm 滾軸直徑;
- 輸入加工材料的直徑或周長。
¶ 加工設計與參數設置
在 LightBurn 的畫布上,設計加工圖案,併為每個對象設置加工參數。
¶ 預覽加工區域
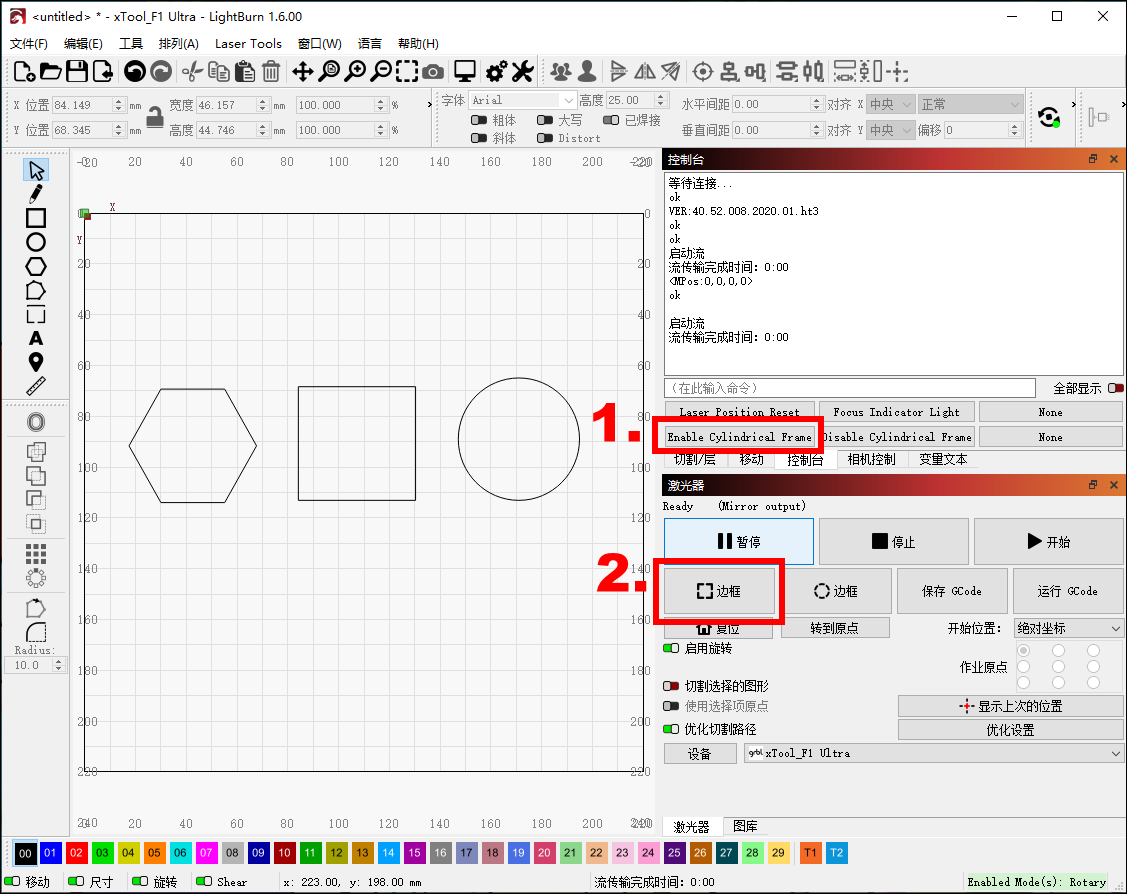
(1)在 LightBurn 右側點擊控制檯,點擊“Enable Cylindrical Frame”按鈕。然後,點擊邊框,即可預覽雕刻圖案的位置。
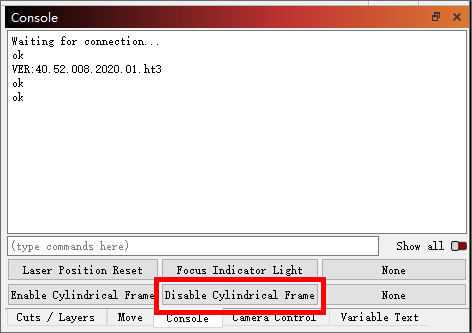
(2)確認加工區域後,點擊“Disable Cylindrical Frame”即可退出走邊框模式。
¶ 開始加工
(1)佩戴好可屏蔽 455nm and 1064nm 激光的護目鏡。

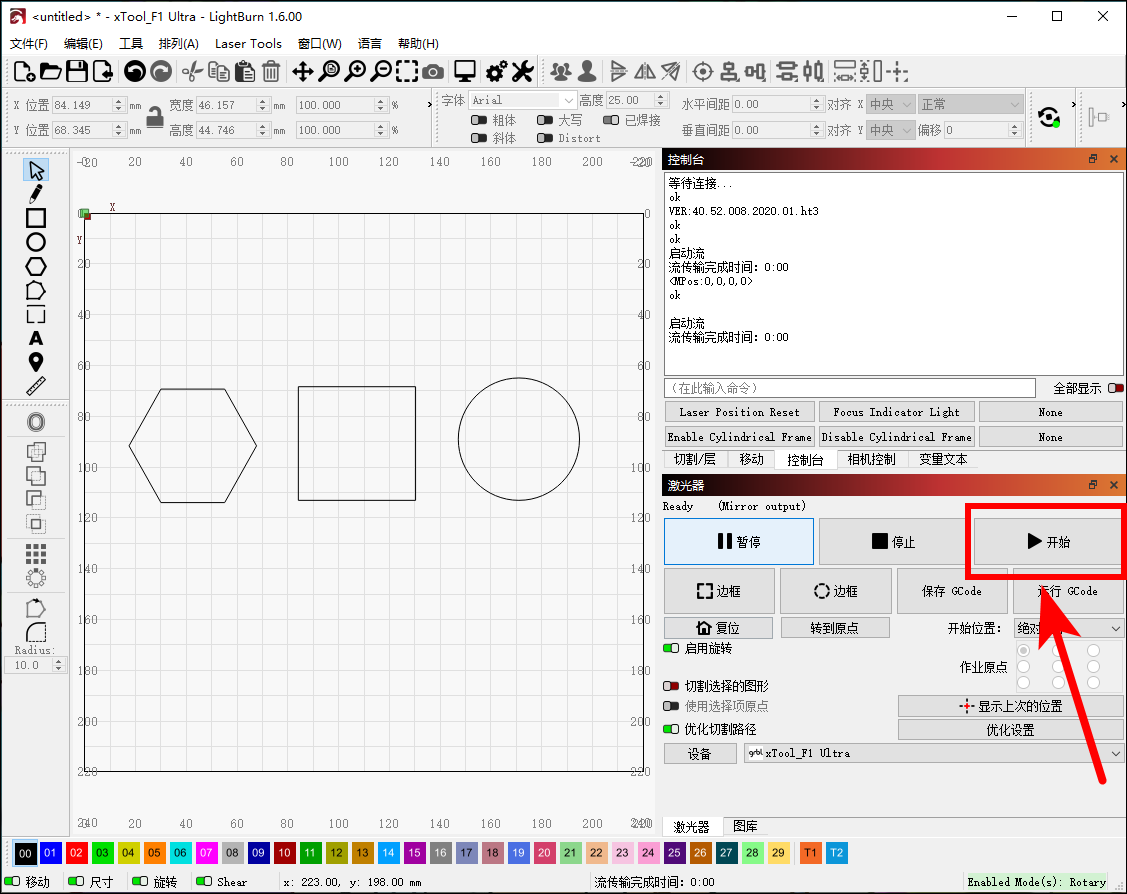
(2)點擊開始進行激光加工。
¶ 關閉旋轉加工並復位紅藍對焦指示光斑
(1)關閉“啟用旋轉”。
(2)在設備設置中刪除添加的指令:G100、M116A2B-4 和 G101。
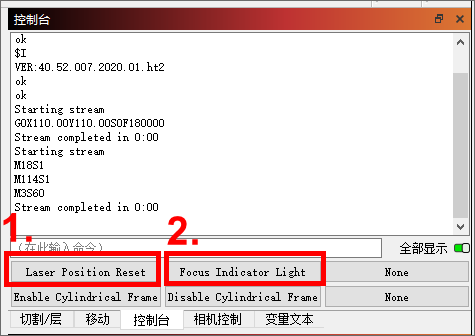
(3)在控制檯面板中,先點擊“Laser Position Reset”,再點擊“Focus Indicator Light”,以復位用於對焦的紅色和藍色指示光斑。
注意:
- 在旋轉加工模式下進行走邊框或者加工後,必須復位對焦指示光斑,才能切換回平面加工模式。
- 請勿在設備執行加工任務時執行復位操作。
¶ 其他操作
¶ 藍光切換為紅外光
LightBurn 默認使用藍光激光進行加工。如需使用紅外激光,請按照下述方式切換。
提示:紅外激光加工完成後,LightBurn 會自動切換回藍光激光模式。
-
設計加工圖案,設置加工參數。
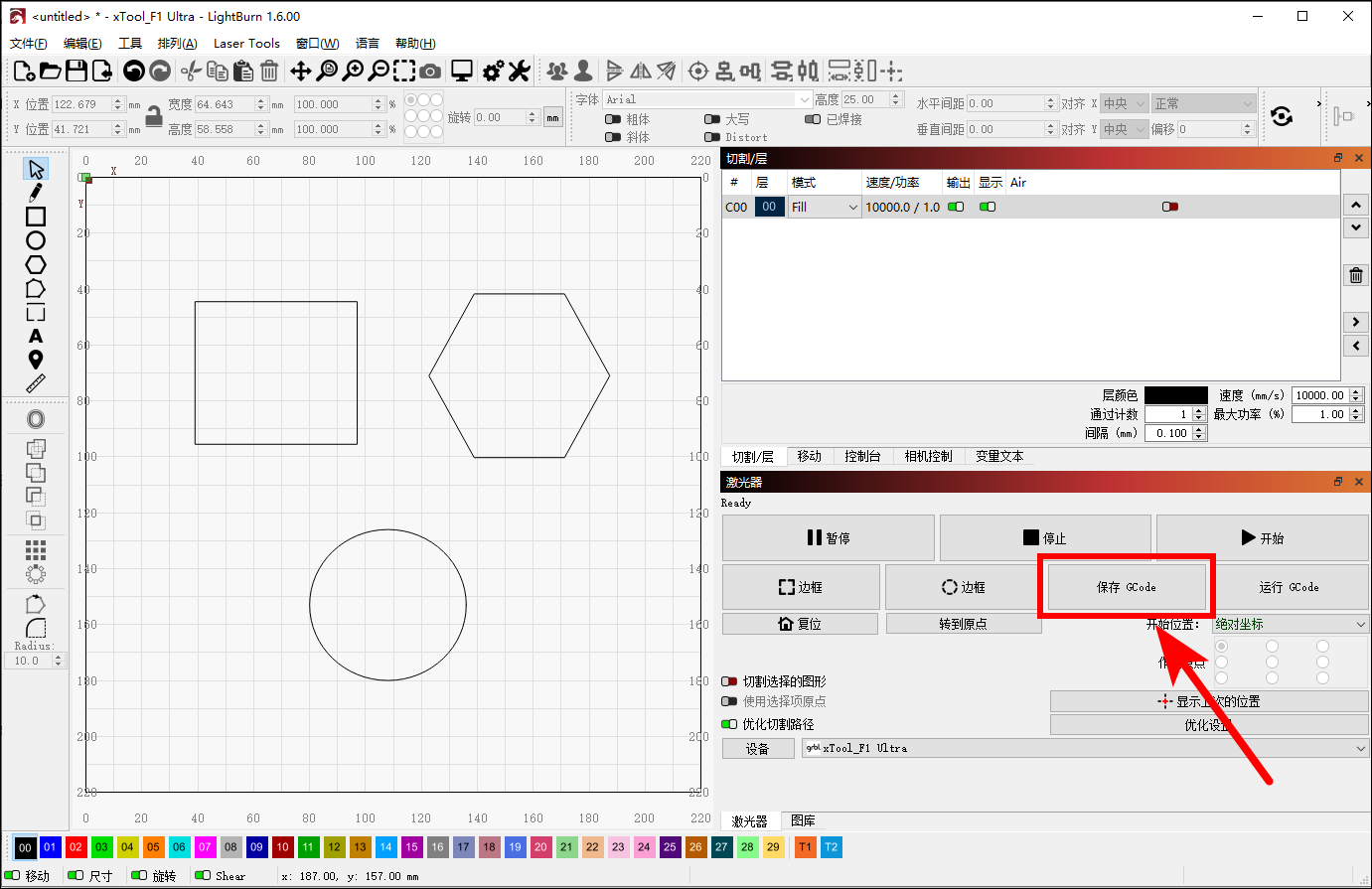
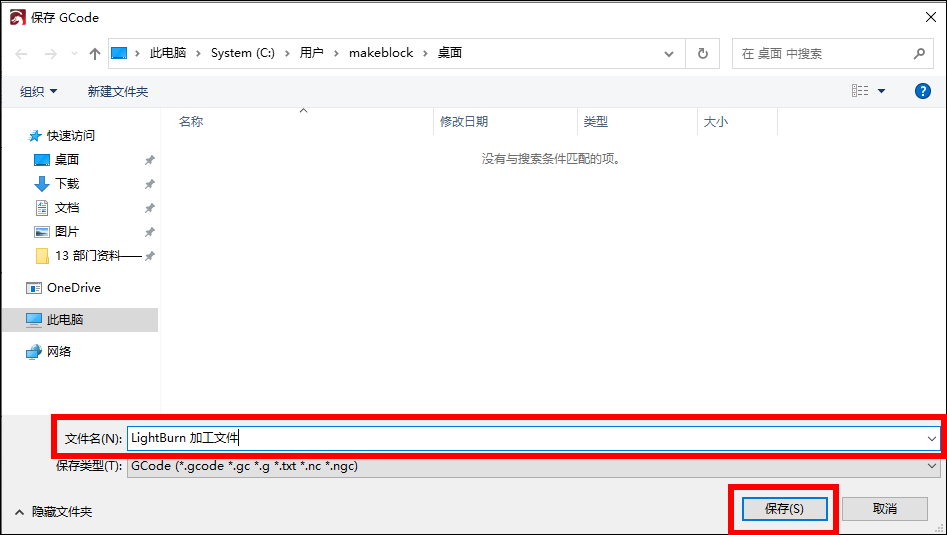
-
點擊“保存 GCode”,命名並保存 GCode 文件。
-
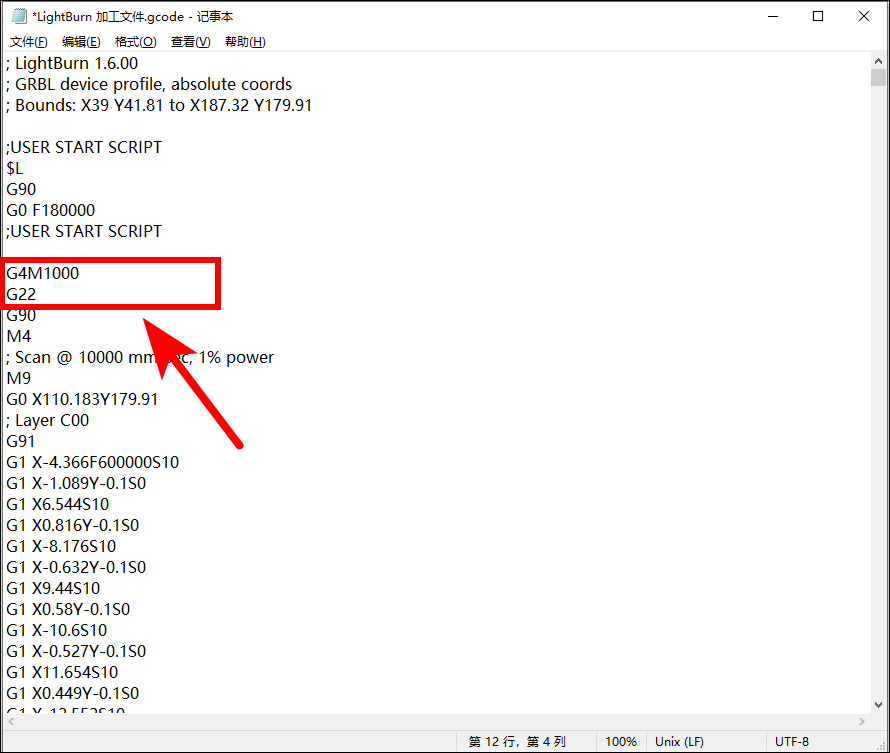
使用記事本打開 GCode 文件。
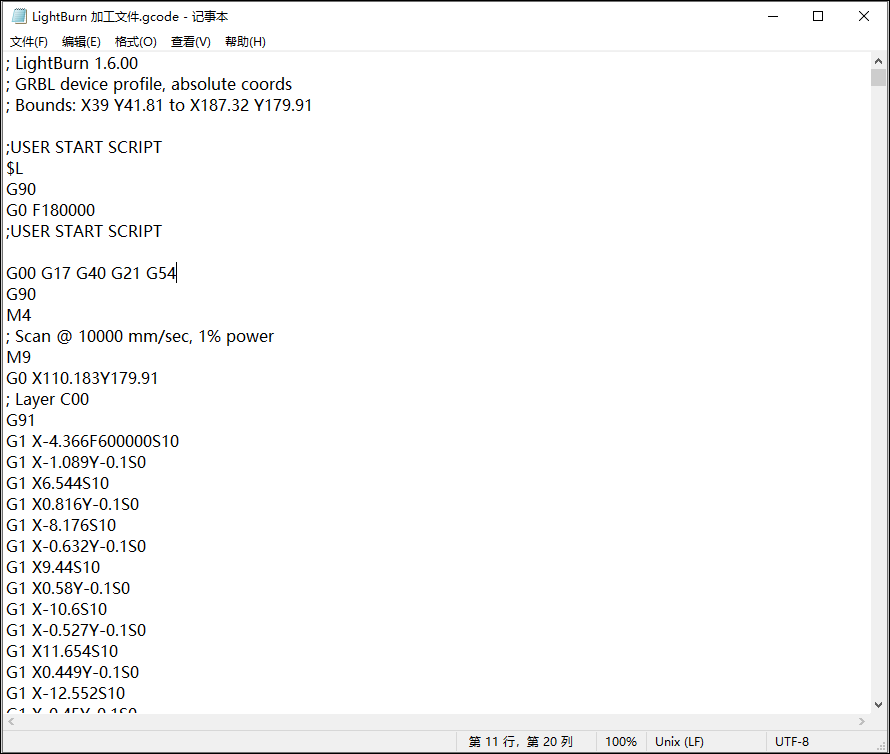
-
刪除第 13 行的指令“G00 G17 G40 G21 G54”,並插入新指令:
G4M1000
G22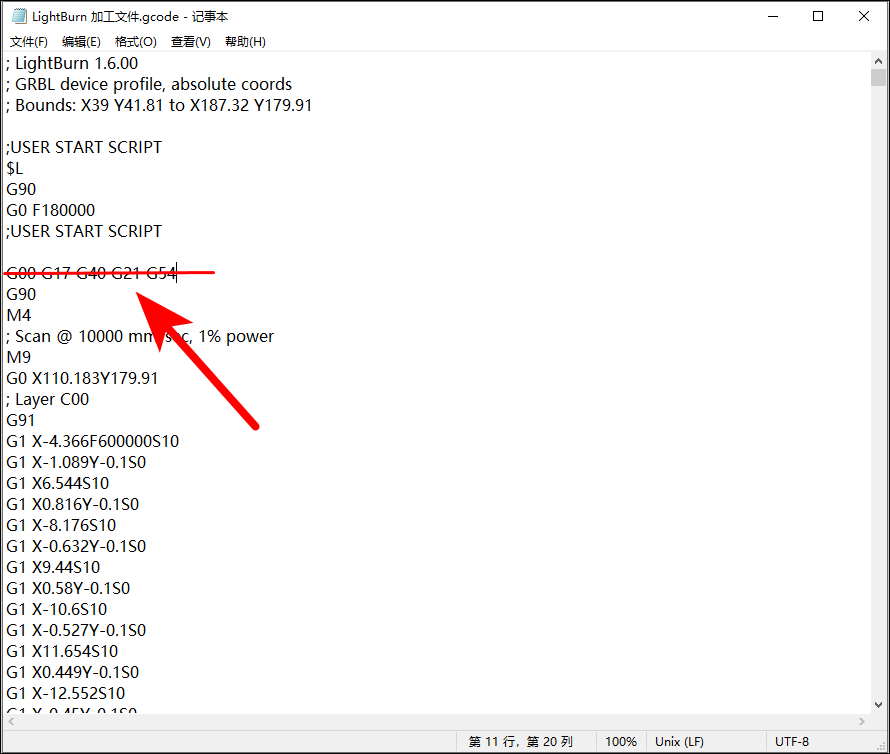
-
(可選)設置紅外激光的發射頻率。
默認情況下,紅外激光的發射頻率為 30KHz。如需修改頻率,可在 G22 後面插入指令:
G0Q + 頻率值(範圍:[30,60])
例如,若想將頻率設置為 45KHz,則輸入:G0Q45
注意: 設置頻率後,除非重啟 xTool F1 Ultra 或者手動更改參數,否則該頻率參數將持續生效。
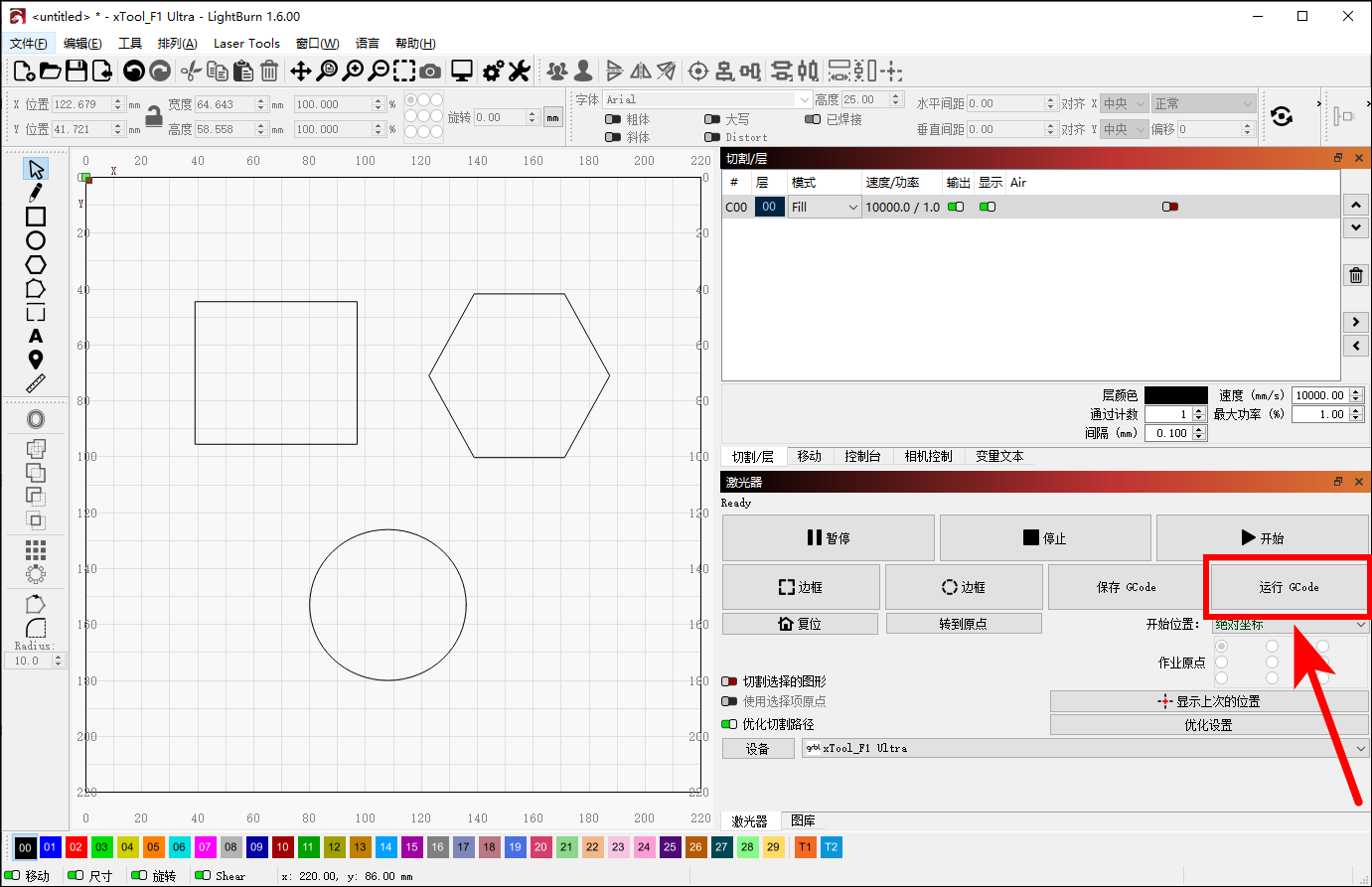
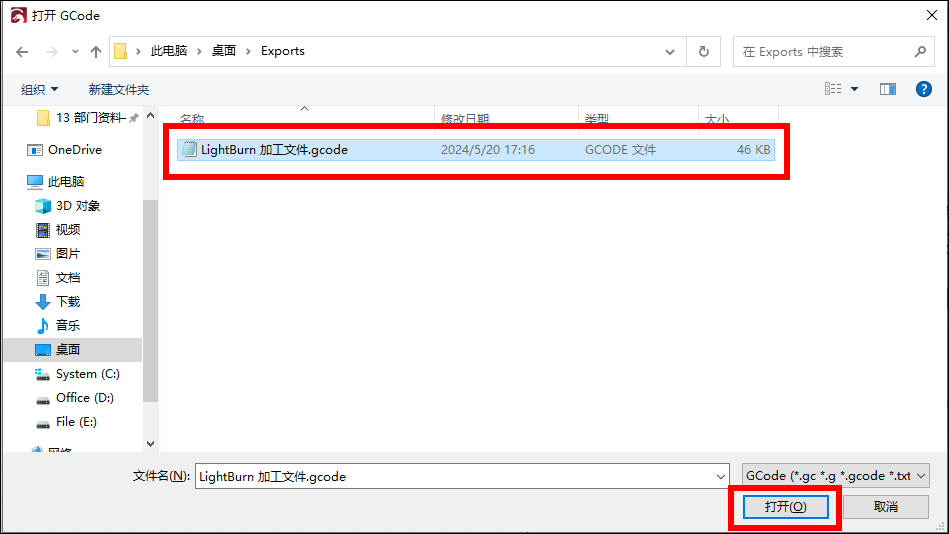
- 保存 GCode 文件。LightBurn 中點擊“運行 GCode”,選擇保存後的文件,點擊打開。GCode 打開後,設備直接開始加工。
¶ 走邊框設置
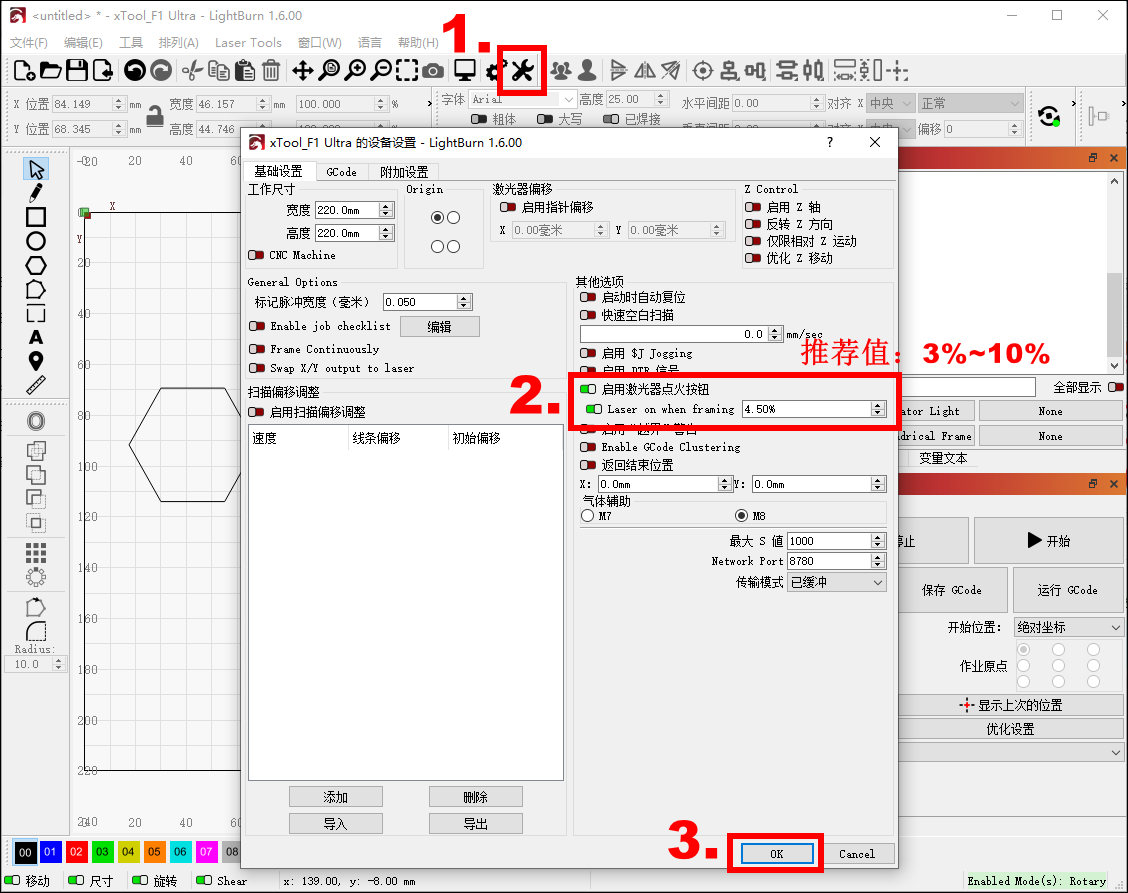
如需設置走邊框時使用的激光功率,請單擊設備設置圖標 > 更改 Laser on when framing後的數值。
建議設置 3% 至 10% 之間的數值。不要設置過大的數值,否則激光束可能會在走邊框過程中灼傷材料。
¶ 更多信息
有關 LightBurn 功能的詳細信息,請訪問以下網頁: