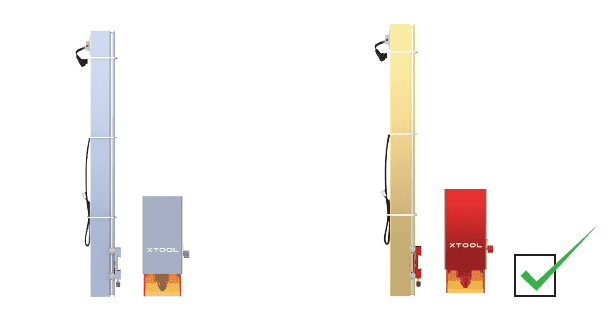
xTool D1 Pro 40W激光器配件包有两个颜色可选,本文档以红金版的配件包为例,讲述机器的
组装和调试。
¶ 产品参数
| 激光头尺寸 | 65 mm x 82.6 mm x 161.5 mm |
|---|---|
| 激光头重量 | 882 g(不含遮光罩) |
| 波长 | 455±5 nm |
| 功率 | 40 W |
| 加工速度 | 最高 400 mm/s |
| 切割能力 | 一次切穿15mm椴木板(使用空气辅助配件) 一次切穿15mm黑色不透明亚克力(使用空气辅助配件) 一次切穿18mm樱桃实木(使用空气辅助配件) 一次切穿20mm松木(使用空气辅助配件) 一次切穿0.1mm不锈钢(使用空气辅助配件) 一次切穿0.1mm不锈钢(使用空气辅助配件) |
| 光斑 | 0.15 mm x 0.15 mm |
| 焦段 | 40 mm |
| 加工幅面 | 430 mm x 369 mm(弱光) 430 mm x 348 mm(红十字) |
| 供电电压 | 24V⎓6A(单激光头) 25V⎓8A(整机) |
| 运行温度 | 10~35 °C |
| 储存温度 | 0~50 °C |
| 储存湿度 | 30~70% |
| 使用寿命 | 8000+ h |
| 更快的加工速度 | 切割5mm椴木板相比20W快5倍 |
¶ 物品清单
| 1 |  |
主控板 |
|---|---|---|
| 2 |  |
激光器 |
| 3 |  |
限位控制板 |
| 4 |  |
限位片 A |
| 5 |  |
限位片 B |
| 6 |  |
中间板 |
| 7 |  |
电源适配器 |
| 8 |  |
扎带包 |
| 9 |  |
零件盒 |
| 10 |  |
螺丝刀 |
| 11 |  |
对焦片 |
| 12 |  |
扳手 |
| 13 |  |
尖嘴钳 |
| 14 |  |
圆柱头螺丝 M3*6 |
| 15 |  |
螺丝 M4*16 |
| 16 |  |
螺丝 M4*25 |
| 17 |  |
圆头螺丝 M3*10 |
| 18 |  |
圆柱头螺丝 M3*8 |
| 19 |  |
沉头螺丝 M3*8 |
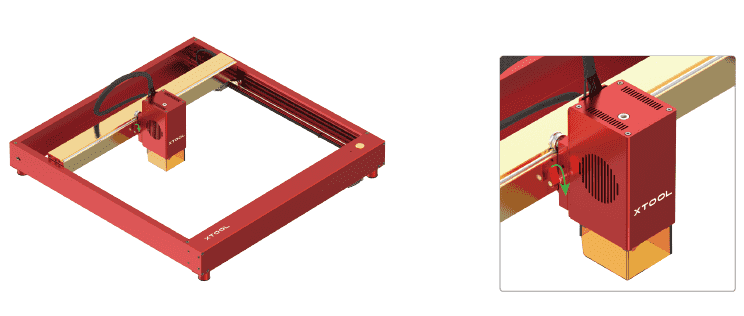
¶ 改装xTool D1 Pro
💡 通过 xTool D1 Pro 40 W激光器配件包,你可以将你的 xTool D1 Pro 改装为 40 W。
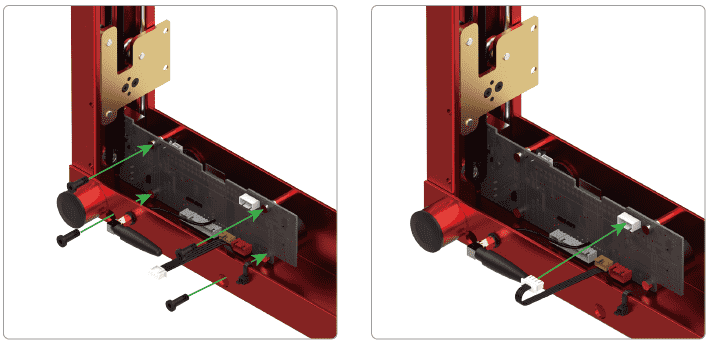
¶ 拆除原中间板
- 将激光头从中间板拆出
- 将激光头连接线从激光头接口拔出
- 用剪刀剪断固定连接线的黑色扎带
- 将激光器、电机及限位开关连接线的接头从主板拔出
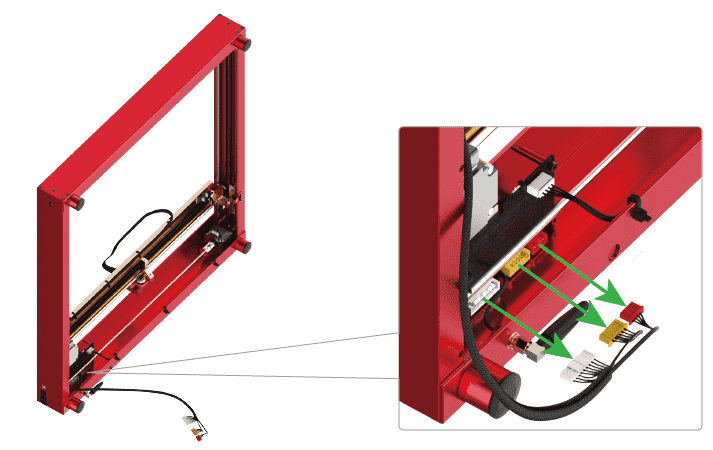
- 将限位开关连接线分别从左侧挡板和中间板上的限位组件接口拔出
- 松开固定中间板的五颗螺丝,取出原来的中间板

- 至此,原中间板移除完成!
¶ 更换限位控制板
- 拆下原来的限位控制板上的螺丝

⚠️ 如果螺丝打滑,无法拧松,可使用随机配备的尖嘴钳将限位控制板移除。移除过程中请小心操作,做好人身防护。
- 安装新的限位控制板

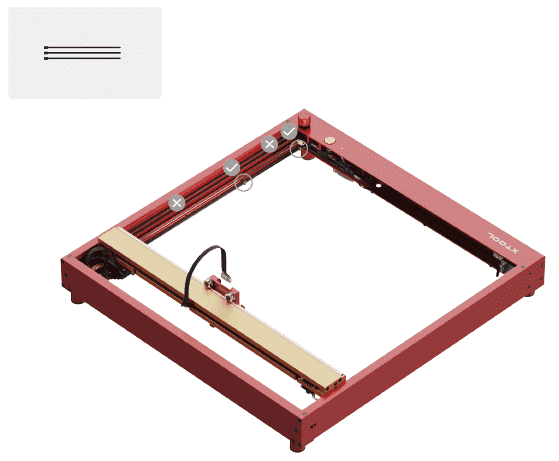
¶ 更换限位片
- 将右侧挡板上的原来的两块限位片拆下
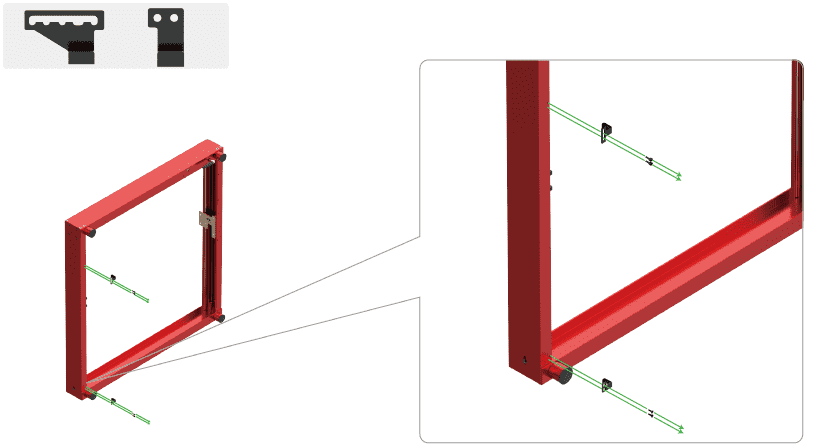
- 安装新的两块限位片,拧紧螺丝
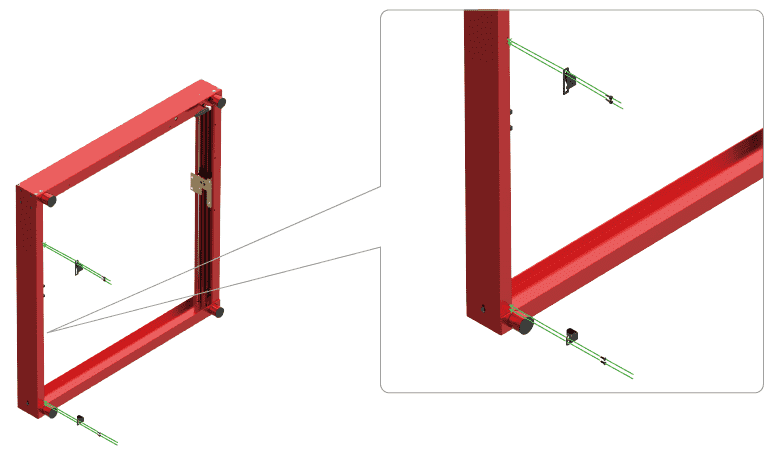
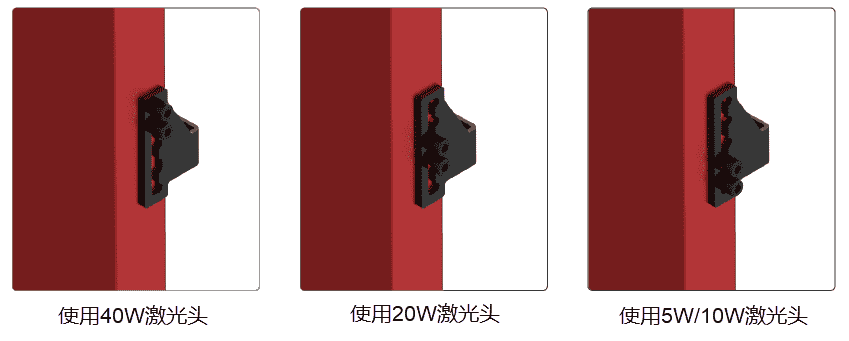
💡注意: 不同规格的激光器加工幅面有所不同,使用时需相应地调整限位片 A 的安装位置,可参考下图位置。
¶ 更换主控板
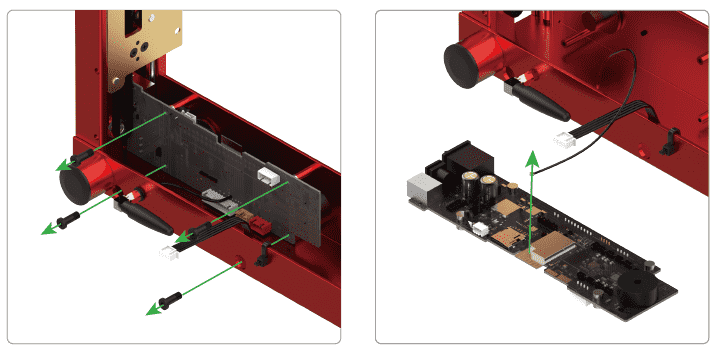
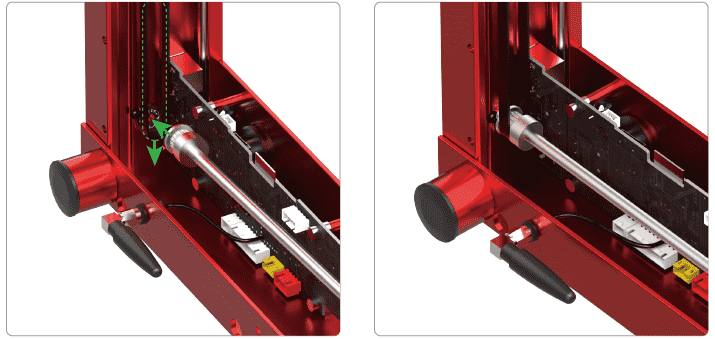
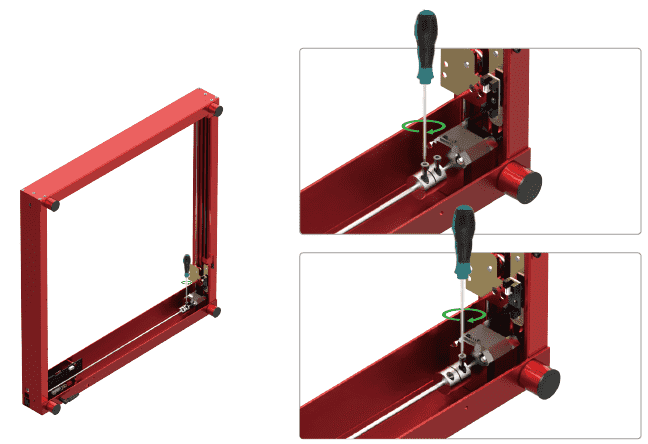
- 将原主控板移除
(1)用螺丝刀逆时针松开联轴器上的螺丝

(2)将光轴从轴承上取出,然后将电机连接线从主板拔出

(3)松开主板上的四颗螺丝,取出主板,将 Wi-Fi 天线从主板上拔出
- 安装新的主控板
(1)将 Wi-Fi 天线安装到新主板上,再将主板安装回前挡板
💡 安装主板前需要对准右侧挡板的孔位,并检查开关键是否可以正常使用后,方可锁紧螺丝。
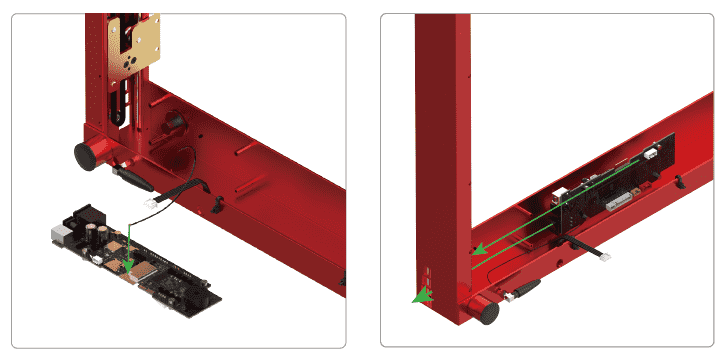
(2)锁紧螺丝,将电机连接线插回主板上
(3)至此,主控板已更换完成!
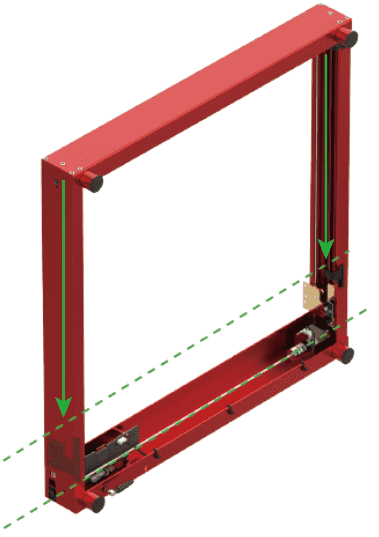
¶ 重新安装光轴和联轴器

- 将光轴穿过传送带固定在轴承上,注意传送带需套在光轴的惰轮上
💡 安装时,如果光轴无法穿过传动带,可能是因为传送带太紧,可通过松动螺丝调整传送带的松紧度。
- 将联轴器滑动至光轴和电机轴交接处

⚠️ 注意: 联轴器滑动到光轴和电机轴交接处时切勿紧贴电机,需要和电机之间留有一点距离,否则联轴器转动时会受阻碍。也请勿在此时拧紧螺丝。
- 滑动两个滑块使其贴紧前挡板
- 充分拧紧联轴器上的两颗螺丝
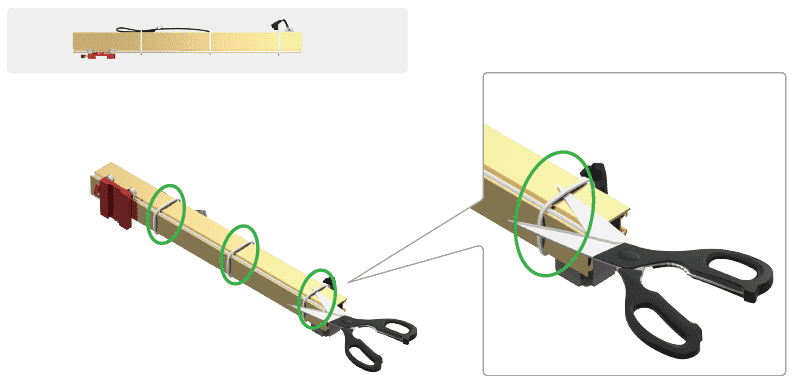
¶ 安装新的中间板
- 拿出新的中间板,剪开白色扎带,保留黑色扎带
- 将电机连接线插头插入电机上的接口

- 将中间板对准两边挡板滑块上的螺丝孔放入,并用螺丝拧紧,固定中间板
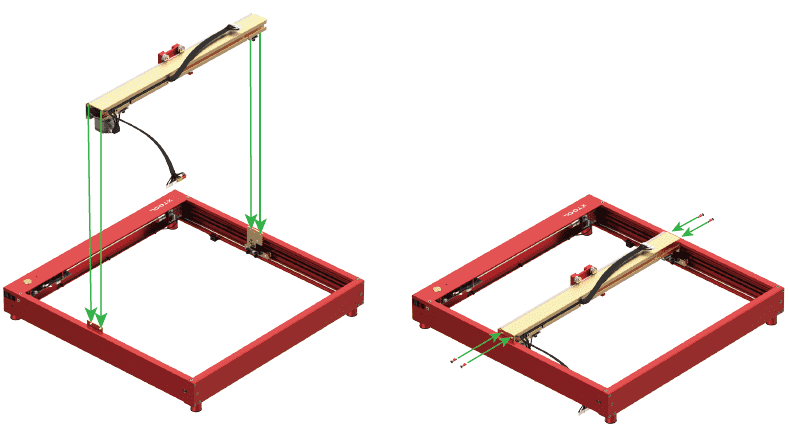
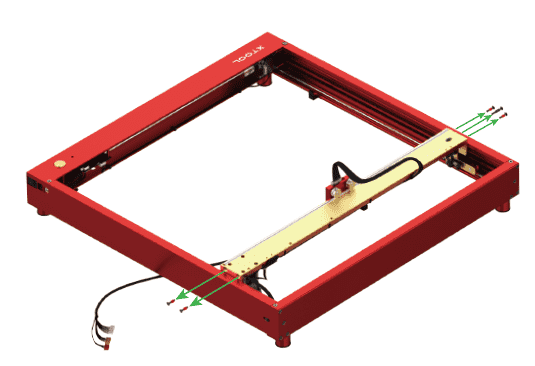
- 使用螺丝(M4*25)固定同步带轮

⚠️ 注意: 螺丝用于调节传动带的松紧,请不要将其完全拧紧,防止传送带断裂。
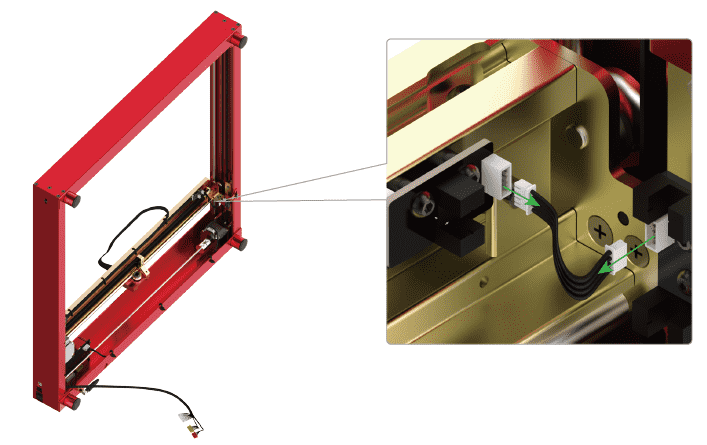
- 将限位开关连接线一端插入左挡板滑块上的限位组件接口,另一端插入中间板的限位组件接口
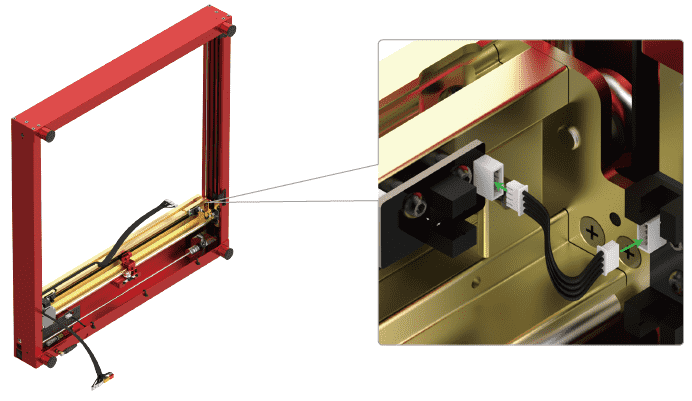
- 将激光器、电机及限位开关连接线的接头插入主板相应的接口
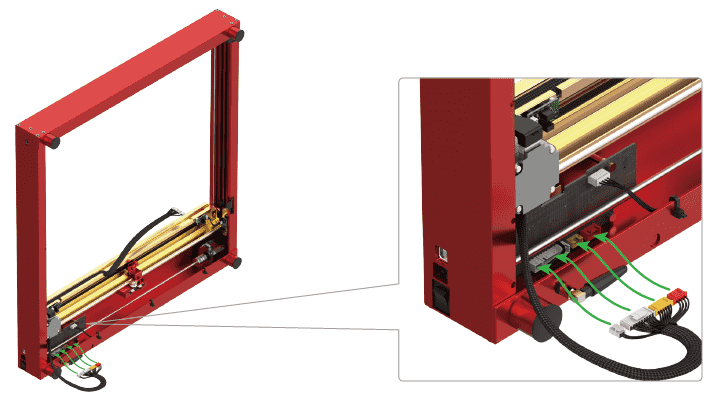
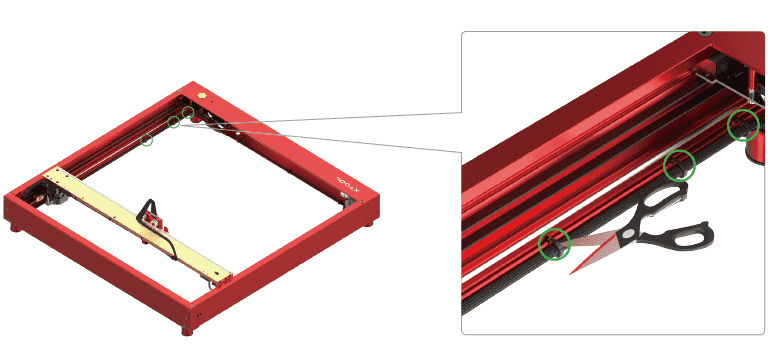
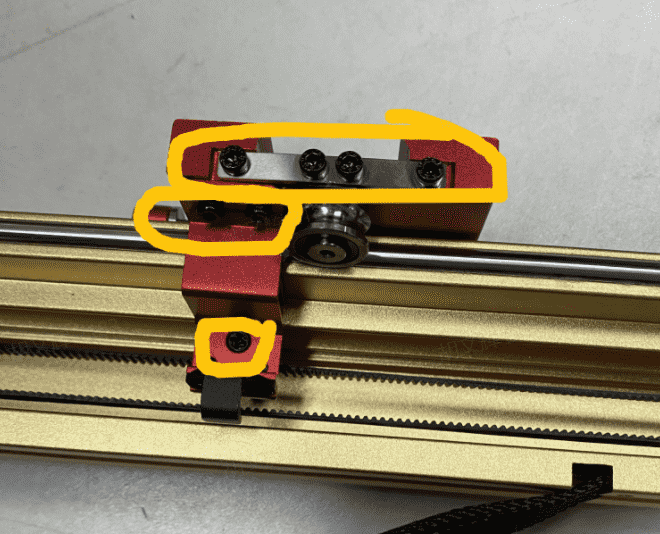
- 使用扎带固定连接线
⚠️ 注意: 右挡板上有 4 个扎带孔,标示的孔位请不要扎扎带,否则可能影响激光器的移动。

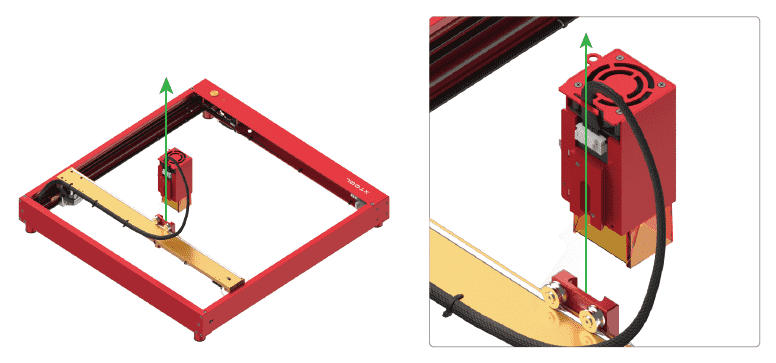
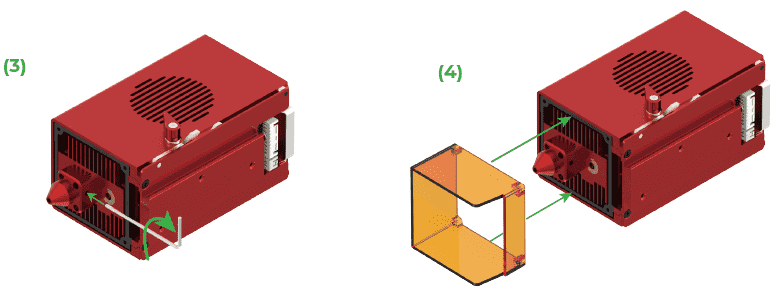
¶ 安装新的激光器
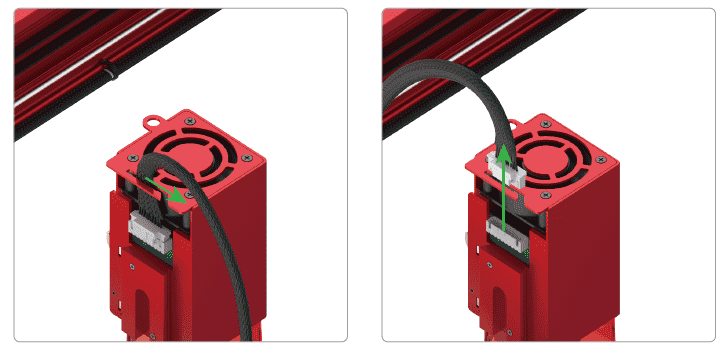
- 移开激光器上的连接线固定杆,将激光头连接线插入激光头插口,再将固定杆放回原处
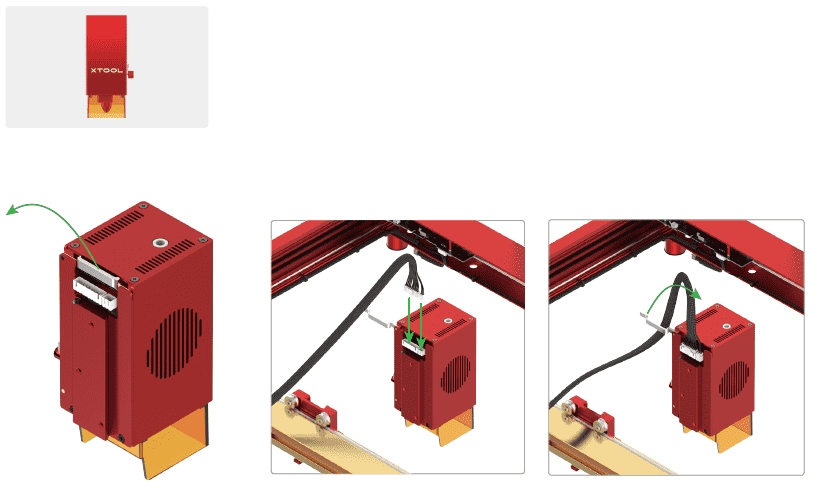
- 将激光头安装到中间板上
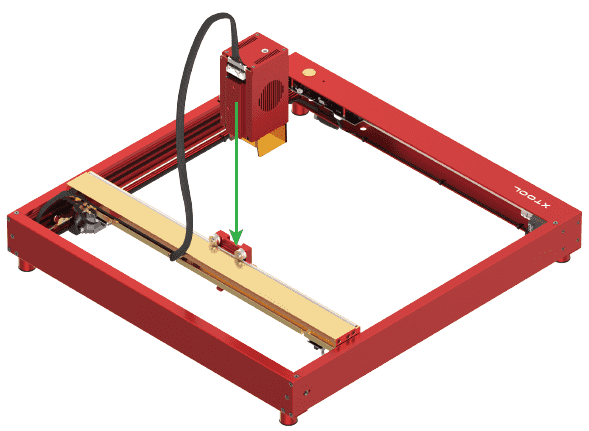
- 扭动扳手螺丝,固定激光器
💡 你可以参考以下方法拧紧扳手螺丝,可能需要重复此过程多次才能将扳手螺丝拧紧。
a. 顺时针转动手柄
b. 捏住手柄扳离螺纹部分

c. 转动手柄使其不再受阻

d. 松开手柄

e. 再次顺时针转动手柄

改装完成!
¶ 调试机器
- 用螺丝刀调整右挡板上传送带的松紧度

💡 注意: 请尽量让右挡板传送带的松紧度与左挡板的保持一致,以保证切割、雕刻效果。
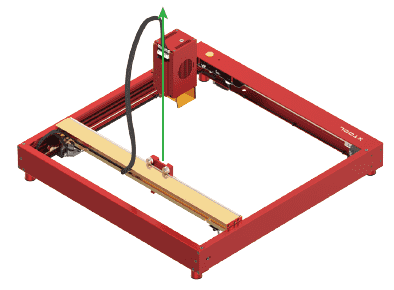
- 调整激光器的位置,你可以根据下面的步骤完成调整

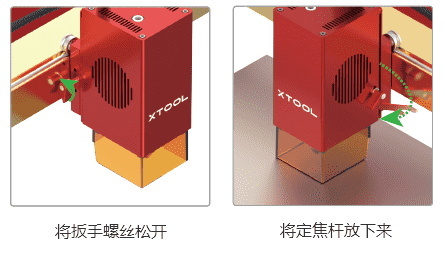
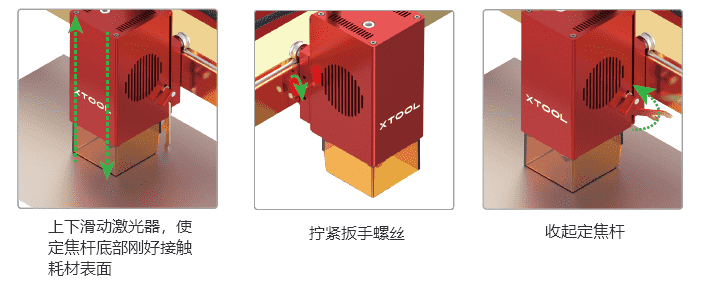
- 调整激光器的背板位置
💡 如需切割较厚材料,可根据厚度上下调整激光器背板的位置,以实现更好的切割效果。
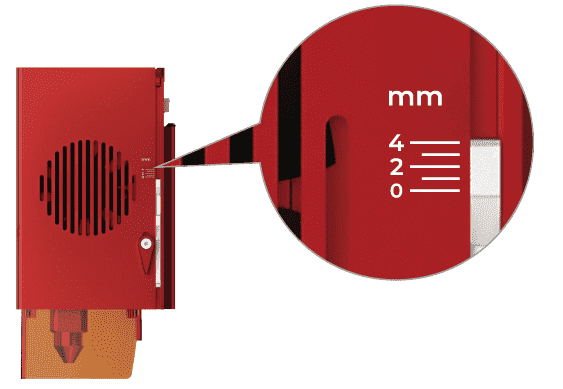

调整了激光器背板的位置之后,仍可使用定焦杆调整激光器的位置。

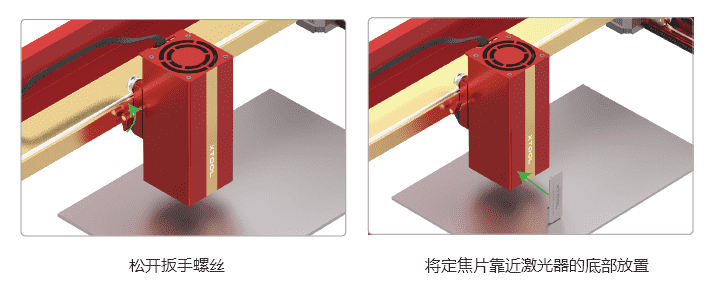
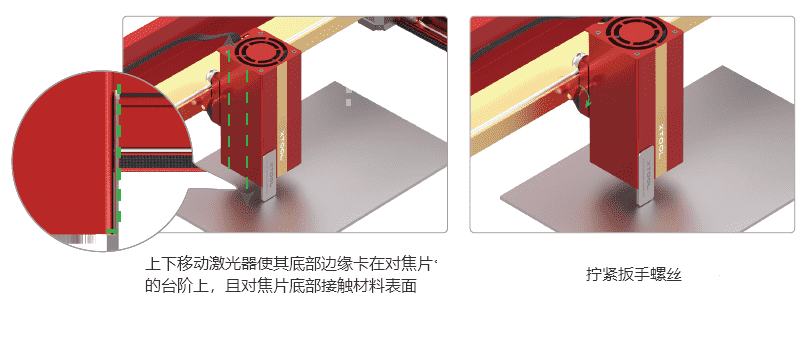
¶ 使用红外激光器定焦片
⚠️ 如在本机上使用红外激光器,请使用专门为红外激光器配备的定焦片调整激光器的位置。

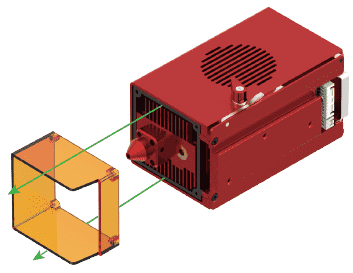
¶ 清洁激光器
💡 使用40 W激光头时,建议每次在连续使用一小时后,对其进行清洁,包括遮光罩的内外框、镜头、出光口。
若遮光罩脏污,或者激光不能切断材料时,也需要清洁激光头。
- 关闭机器电源,将激光头取出。
- 直接取下遮光罩
- 用L型扳手逆时针松开出光头底座的螺丝,取下出光头
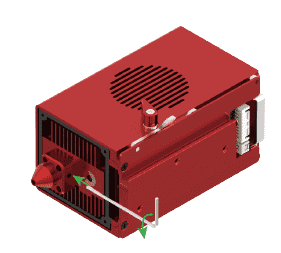
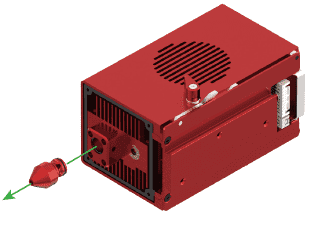
- 顺时针扭开出光头

- 用纸巾或沾湿酒精的无尘布清洁遮光罩的内外框,并用沾湿酒精的棉签清洁出光头。

- 重新安装好出光头,用L型扳手顺时针将出光头安装到激光头上,再安装遮光罩。
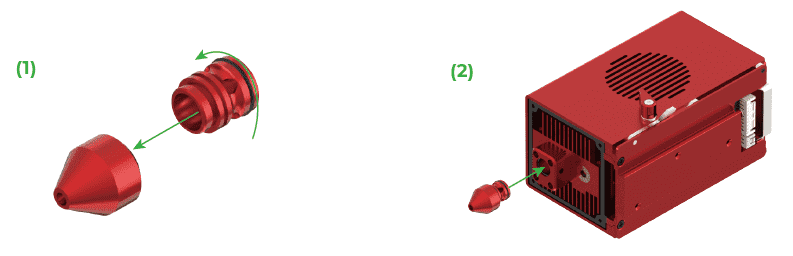
- 如果出光头的脏污过多,建议更换新的出光头。
¶ 常见问题
¶ 加工位图时,一旦使用高速加工,激光头会发生抖动,导致雕刻效果变差,为什么,怎么处理?
由于每个用户使用的电脑性能有差异,xTool D1 Pro采用的是电脑一边生成数据,一边传输给 xTool D1 Pro 加工的方法,所以在使用性能较低的电脑时,就会出现在线加工卡顿、抖动的现象。
推荐方式如下:
• 使用高性能的电脑或离线加工:确保电脑的传输 Gcode文件的效率不拖后腿。
• 在不会晃动的平台上加工(例如地面):确保机架稳固。
• 不增加垫高柱:降低重心,进一步提升机架的稳固性。
• 适当降低加工速度,以达到更完美的雕刻效果。
¶ 是否有40W的整机?什么时候会发布?
答:还没有。可以和5W的整机一起买,5W侧重精雕,40W侧重厚切,适合不同的场景。
¶ 激光头适配D1吗?
支持。40W配件即兼容D1Pro,同时也兼容D1。
如果你需要在D1上使用40W配件,在使用40W的激光头时,需要更换40W的主板;如果需要切换回去使用D1 5W/10W/20W/1064nnm 激光头,需要安装切换D1的主板。
如果你需要在D1 pro上使用40W配件,D1Pro 40W的主板可以兼容D1Pro的所有型号的激光头。
¶ 比起买高功率的40W,为什么不买CO2?
你可以根据自己的需要去选择。 半导体激光头的优点是可以切换,可以用多个激光头切换,满足不同的需求;CO2的优点是可以切割全彩亚克力,功率更大,速度更高,当然价格也更高。
¶ 如何选择,5W,10W,20W,40W?
瓦数越低光斑越小,雕刻效果越好。如果用户是主要用于雕刻,建议选择瓦数低的产品,如果用户主要用于切割,建议选择瓦数高的产品。
¶ 40W最深切割可达到多厚?
可一次切穿15mm椴木板,12mm黑色不透明亚克力
¶ 40W能切割所有亚克力嘛?
建议切割深色不透明亚克力,黑色不透明亚克力效果最好。注意:切割亚克力时需要做好人身防护。
¶ 怎么实现彩雕效果?
钛金属能实现彩雕效果,40w的彩雕效果颜色更鲜艳。
¶ 40W能雕刻什么金属?能切割金属吗?多厚?
不锈钢、铁、钛、涂层金属,可以切割不锈钢、铁、钛薄片。
20W金属切割说明:不锈钢0.05mm,黄铜0.05mm,钛0.04mm
40W金属切割说明:不锈钢0.1mm,钛0.08mm,铁0.1mm
其余材料未测试
¶ 40W的镜片会不会比现在更容易坏?
因为40W的功率比20W的大,在切割和雕刻时更容易产生烟雾。一旦烟雾附着在镜片上,功率就会下降。
因此,建议用户在每次完成加工任务时(或每加工30分钟)对镜片进行清洁保养,这样可以延长镜片的使用寿命。
¶ 更换新X轴横梁后,红外激光头对焦杆失效了?(对焦不准确)
由于新的X轴横梁为了匹配质量更大的40W激光头,改良了结构,使其更加坚固耐用。但是同时使红外激光头对焦距离发生了变化。请使用40W包装附赠的对焦块,辅助红外激光头对焦。对焦方式详见说明书。
¶ 更换了40W激光头之后,耗材被风扇吹移位,导致加工任务失败。
由于40W超高的功率,导致激光头需要更强劲的散热系统(相比其他激光头),所以在雕刻一些质量较轻的物品时,会出现待雕刻物品被散热风扇产生的强劲气流吹移位。
可以使用xTool的蜂窝板配套夹具,固定住待雕刻的物品。
也可以简单的使用胶带固定。
¶ 使用一段时间之后,进风口处有灰尘堆积。
由于40W超高的功率,导致激光头需要更强劲的散热系统(相比其他激光头),所以激光头的进风量成倍增加,导致加工区域内的烟尘成倍的被吸入激光头内。
如果你高强度的使用40W激光头,请多清洁进风口,有条件的话可以清洁风扇(需要拆除激光头外壳)。
¶ 不锈钢被40W激光头雕刻一段时间之后,会弯曲变形。
由于40W超高的功率,使得在不锈钢等受热易变形的金属上加工时,过多的热量堆积会导致金属受热弯曲变形。这是材料特性导致的结果,是正常现象。
建议:可以考虑分开加工小图形,减弱热量的堆积。
¶ 遮光罩积灰非常多。
因为40W激光头功率非常高,所需的散热性能要求也非常高。导致40W激光头相比其他激光头更容易积灰。
建议:每次加工完都对激光头底部和遮光罩进行清洁、保养。
建议:每次加工超过30分钟,都需要对窗口镜片进行擦拭保养。
如果清洁不及时会导致镜片脏污、功率衰减,严重会导致窗口镜片灼烧损坏。
¶ 使用旋转附件雕刻时,使用不了红十字光标。
因为40W结构设计问题,在连接旋转附件之后只能使用弱光定位。
Lighburn如何调用弱光定位
- 菜单栏“编辑”——“设备设置”
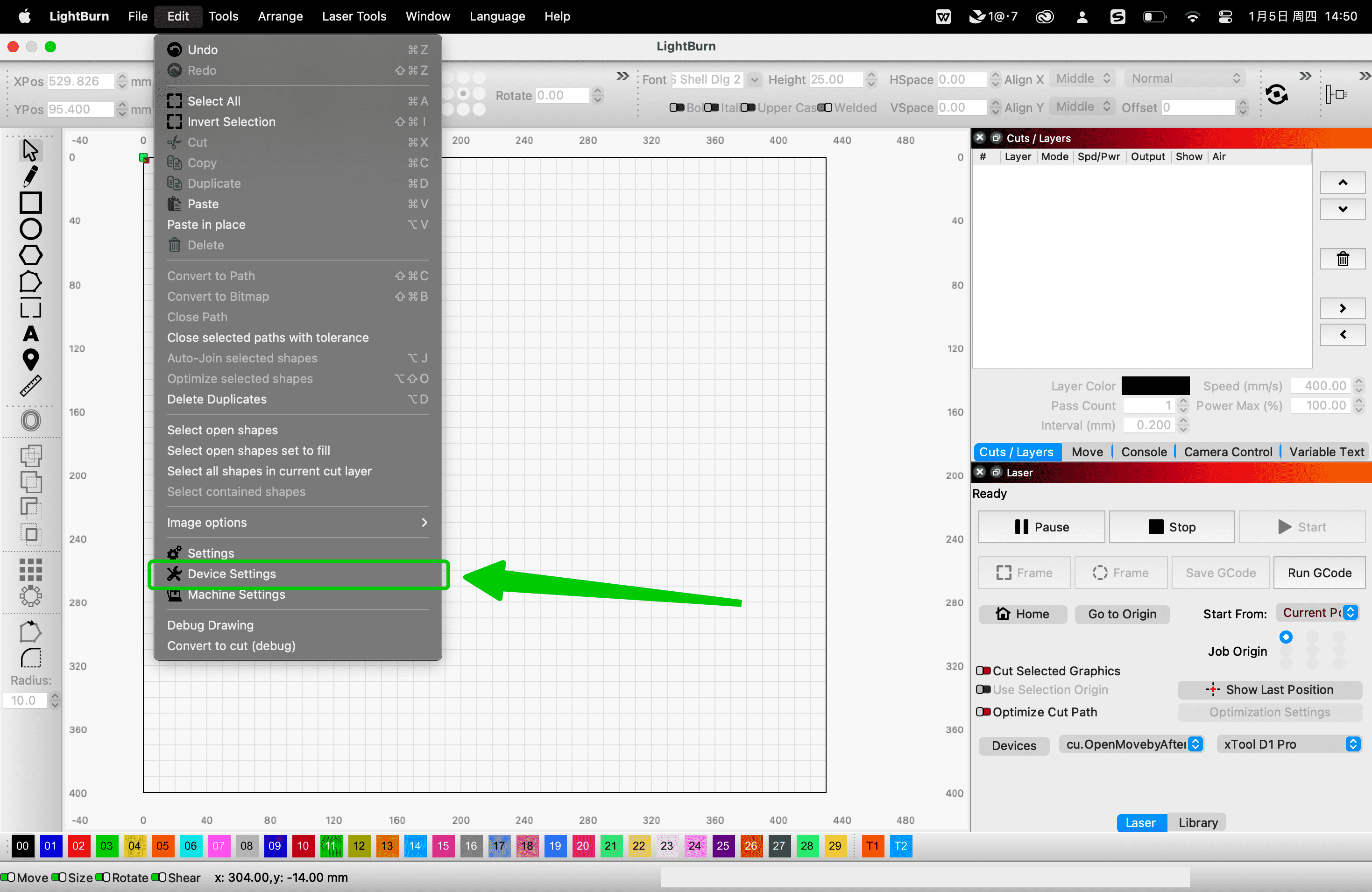
- 打开图中这两个开关
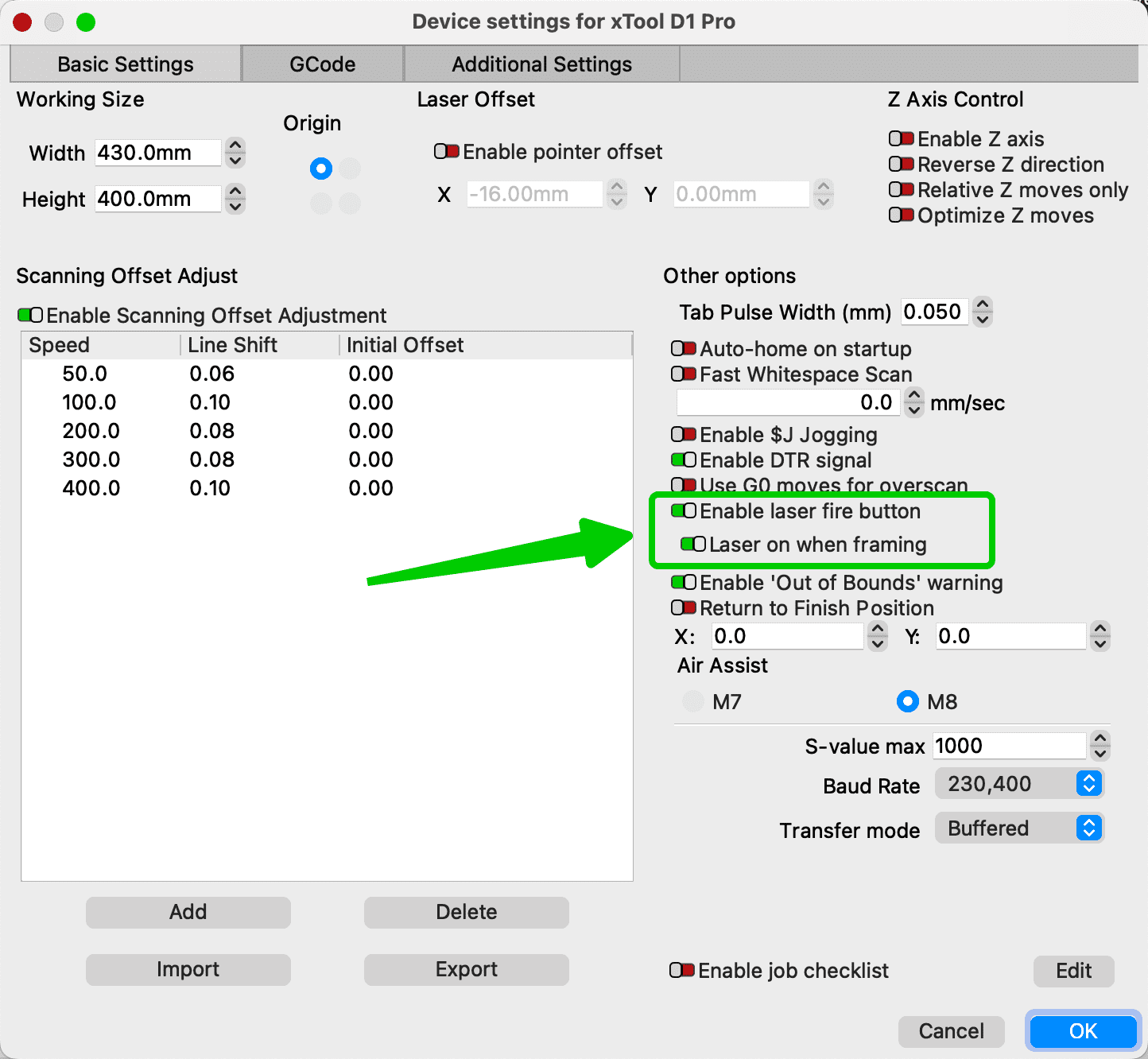
- 在“移动”界面,设置所需的弱光功率

¶ 40W安装好之后,连接不上XCS
旧版本XCS未能适配40W,需要更新新版本XCS。
¶ 40W包装里的新X轴横梁,能不能兼容其他激光头?
只要是适配D1 Pro的激光头(5/10/20W激光头,红外激光头),都可以用在新X轴横梁上。
除了40W激光头,其他激光头只需要插入图中左侧的端子。新的40W的主板9+2pin,增加的2Pin端子是为了增加过电流的能力,和D1 20W增加电压是不一样的

¶ Lightburn中,40W激光出光点与红十字准心的偏移量是多少?
因为40W激光器的设计与其他5/10/20W不一样,所以激光出光点与红十字准心的偏移量也不一样。X轴偏移为0mm,Y轴偏移-21mm.

¶ 机器在加工雕刻直线时出现抖动,应该怎么办?
有可能是Z轴底板上固定的螺丝松动,重新检查并且拧紧背部的螺丝
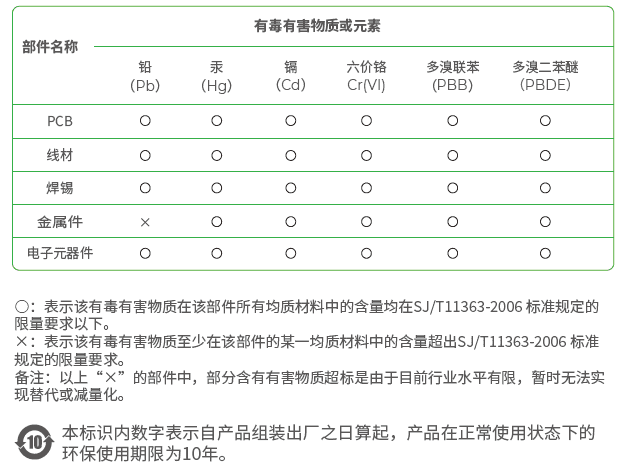
¶ 有毒有害物质或元素的名称及含量表