¶ 1. 激光雕刻玻璃的原理
在紫外激光精准聚焦后,它穿透玻璃表面,在预定的内部位置形成高能量密度光点。当能量达到玻璃内部刻蚀的临界阈值时,它会引发局部微爆炸或微裂纹,通过大量有序排列的微观结构,形成内雕图案。
¶ 方形玻璃和球形玻璃雕刻方法的区别:
矩形方形玻璃和球形玻璃内部雕刻的核心区别在于入射界面的性质:
前者采用平坦表面作为入射界面,这使得激光折射路径可预测,并实现精确的焦点定位。它无需额外支撑材料,固定简便,且可在整个区域应用统一参数。
相比之下,后者采用曲面,导致激光入射和折射角度在表面上不规则变化。焦点易发生三维偏移,因此需要使用内雕油匹配折射率。此外,必须采用专用夹具固定,并在不同区域调整参数,以避免边缘效应衰减,从而使整体设置更为复杂。
¶ 水晶球雕刻所需的雕刻工具组合:
- 容器(直径和高度应大于水晶球)
- 底座(用于容器内部固定水晶球)
- 水晶球(必须是规则的球形,内部无杂质)
- 内雕油(清洁透明的液体,如液体石蜡油)
¶ 2.水晶球组装放置场景
¶ 第1步:取出水晶球并清洁其表面
注意:请记得佩戴手套,避免在水晶球表面留下指纹或其他痕迹,因为这可能会影响内部雕刻质量。
.png)
¶ 第2步:测量水晶球的直径
注意:水晶球的大小决定了所需容器的尺寸。如果直径过大,将超出 xTool F2 Ultra UV 的内部雕刻工作区域,超出内部雕刻工作区域的部分都无法通过激光进行加工。
.png)
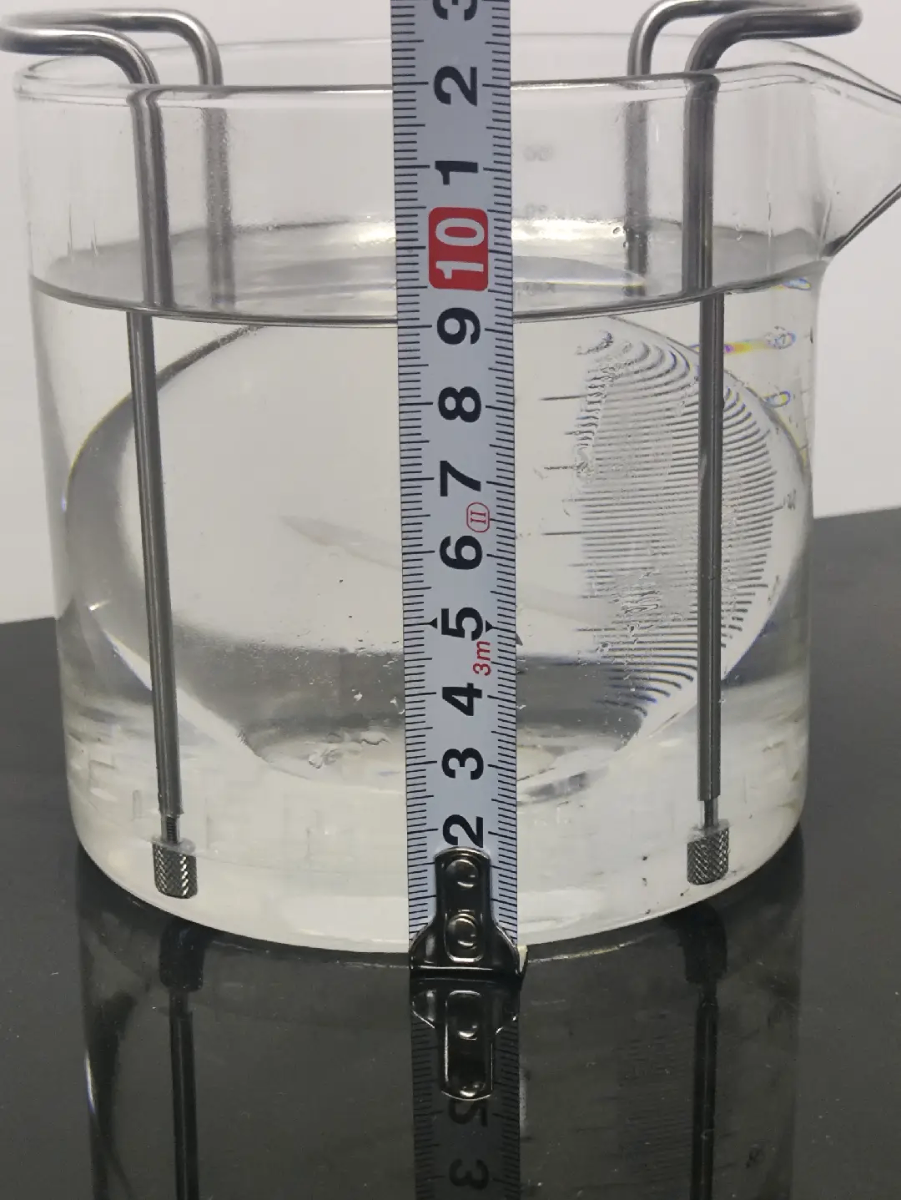
¶ 步骤 3:选择合适的容器
测量容器的直径和高度,确保容器可以容纳水晶球及底座。
.png)
.png)
形状:规则的圆柱体或矩形棱柱最适合放置水晶球。
形状良好的容器还可以确保在后续步骤中更准确地测量容器的位置。容器的底部必须是平坦的;避免选择底部不平坦或有纹理的容器。不平坦的底部可能会影响水晶球在容器中的稳定性,可能导致在内部雕刻过程中发生位移。
功能:用于容纳内雕油、水晶球及其底座,同时有助于确定水晶球在加工区域内的位置。
尺寸:容器的直径必须大于水晶球的直径,高度必须大于水晶球及其底座的总高度。能够确保在倒入内部雕刻油时,能完全淹没水晶球而不会溢出容器。
¶ 步骤 4:准备一个合适的底座以固定水晶球
注意:材料制作完成的底座将浸入内部雕刻油中。切割后,请彻底清洁底座再使用。所选材料应为不褪色的。
材料选择
- 使用 UV 激光设备切割底座所需的材料:
您可以使用 5-6 毫米厚的椴木胶合板作为固定水晶球的底座材料。或者,其他符合厚度要求并且可以被 UV 激光切割的材料也可以用于制作底座。
- 使用 CO2 激光设备切割底座所需的材料:
你可以使用 5-6 毫米厚的亚克力作为固定水晶球的底座材料。
在文件中调整底座尺寸
底座的功能:
底座用于固定水晶球在容器内,防止在雕刻过程中移动,从而影响内部雕刻结果。
基础结构:
点击这里访问水晶球椴木胶合板固定底座(F2 Ultra UV)的DIY设计图
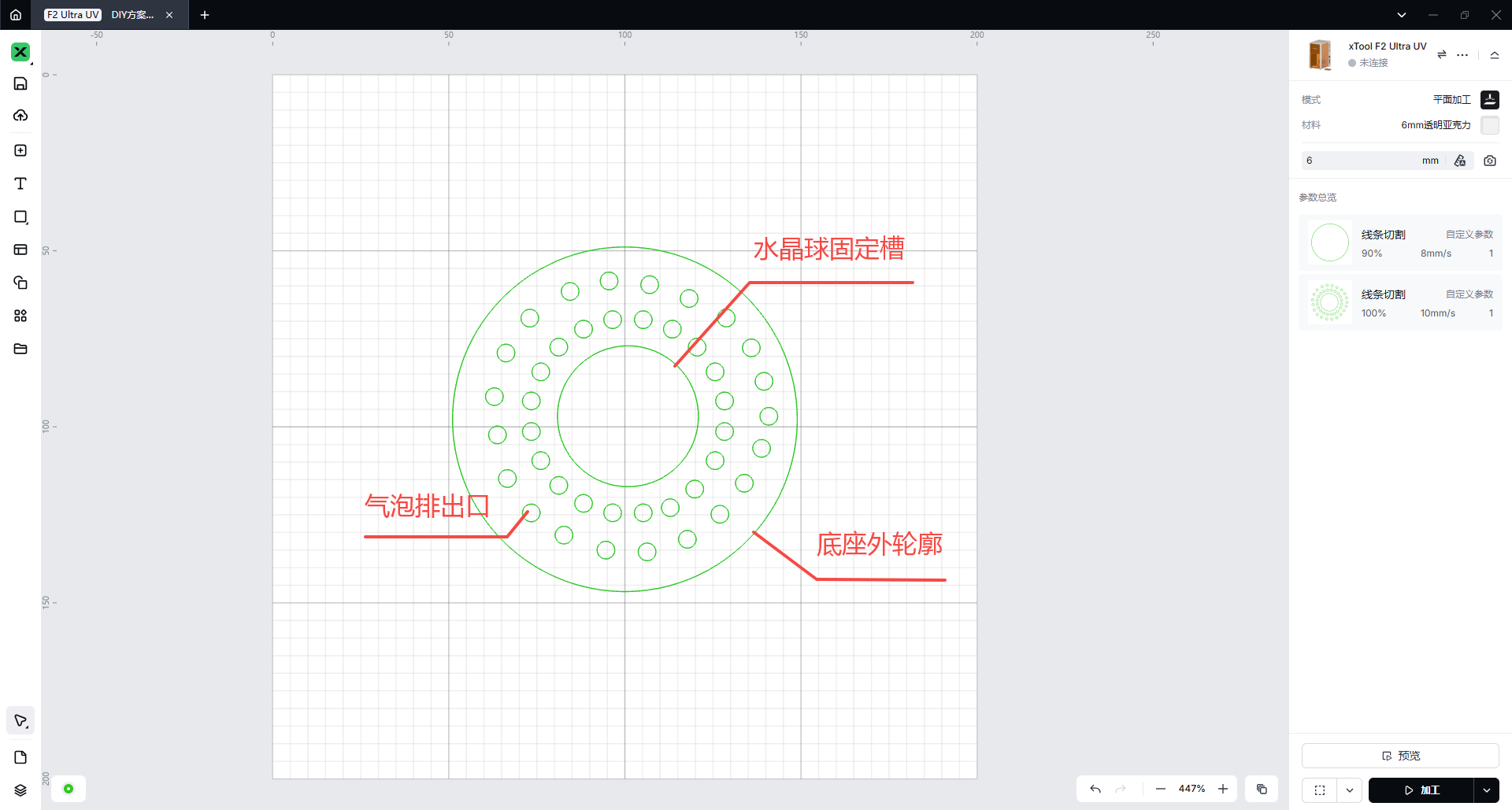
将水晶球放置于底座:
底座外轮廓尺寸应根据容器大小调整,理想状态下应紧密贴合容器底部。核心目的是确保雕刻稳定性和光路准确:底座需牢固固定水晶球,防止雕刻过程中滚动或移位,从而避免焦点偏移或图案失真。同时,底座应使水晶球自然居中,确保激光从各角度对称进入,减少曲面折射干扰。此外,最小化底座与容器间隙可减少气泡、防止液体晃动摇晃底座,并合理控制液体体积,平衡光学稳定与操作便利。在激光切割底座时,外轮廓尺寸应略小于容器尺寸。
底座中心的圆形轮廓尺寸调整:
底座中心圆形轮廓应与水晶球大小成比例变化。该设计确保空心轮廓紧密贴合水晶球表面,防止轮廓过小导致球体移动或摇晃,从而避免焦点偏移和图案失真。同时,它能让水晶球在雕刻过程中保持牢固固定。反之,若轮廓过大,水晶球可能无法正确固定,甚至触碰容器底部,导致雕刻过程中移位。
关系调整:
对于直径为80mm的水晶球,将底部中心圆形轮廓的直径调整为40mm。
对于直径为60mm的水晶球,将底部中心圆形轮廓的直径调整为30mm。
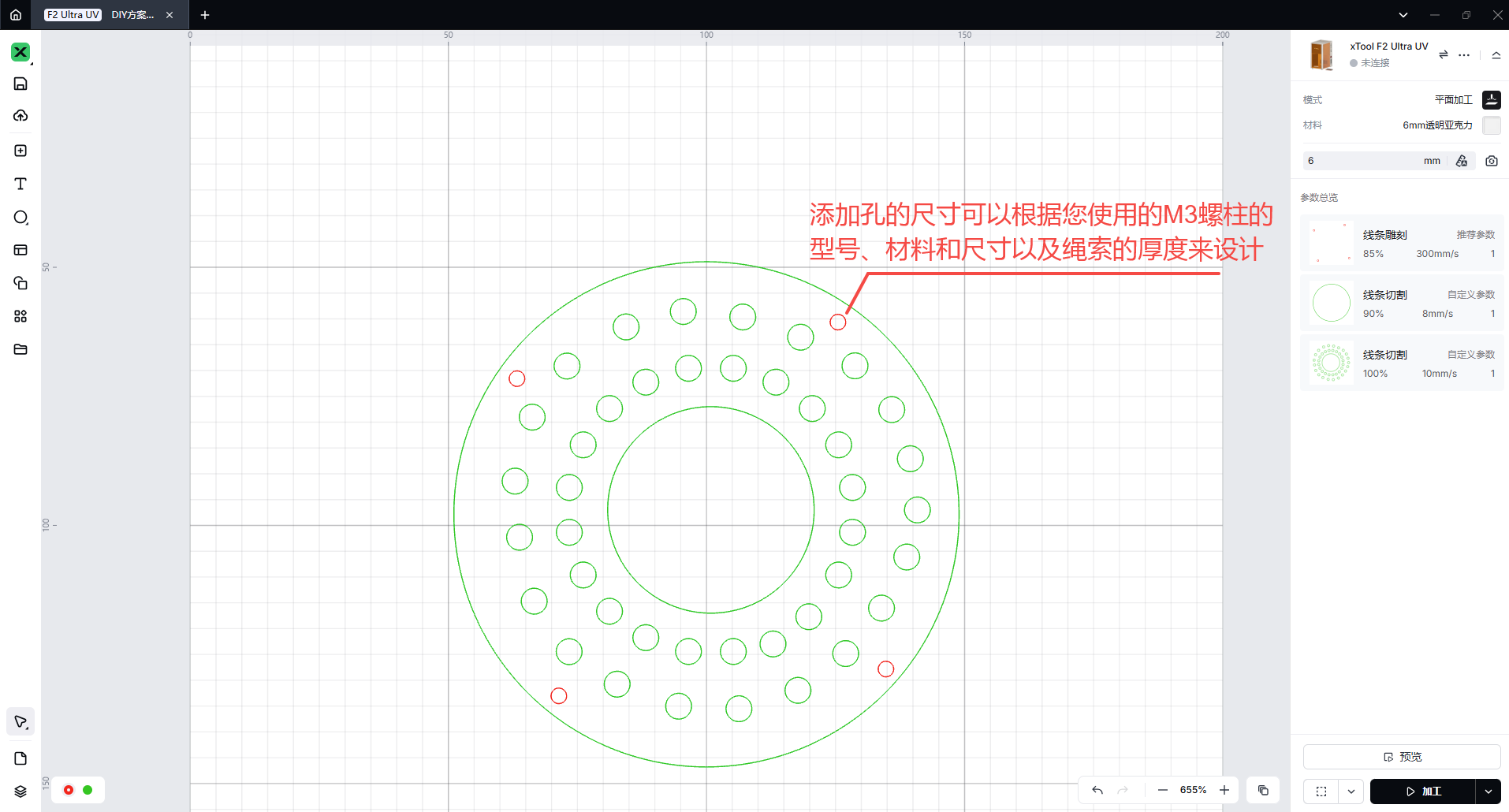
¶ 注意:
您可以在用于固定水晶球的底座上添加自定义设计特征。例如,可以在底座的边缘添加多个孔,以便连接金属手柄或穿过绳子。这些额外的结构使得在雕刻后更容易快速将水晶球从容器中取出。
¶ 步骤 5:将内雕刻油倒入容器中
.png)
.png)
.png)
注意:水晶球必须牢固固定在容器内。请在底部使用固定底座辅助稳定。如需额外固定,可用物品按压水晶球侧面,确保其完全固定。请避免放置任何阻挡水晶球顶部的物体,以防干扰激光路径和雕刻过程。
水晶球内雕刻的液体选择:
液体的目的:
水晶球内雕需借助液体辅助,因为其曲面会导致激光折射不规则。液体(内雕油)可匹配水晶球折射率,减少反射和散射,稳定光路与焦点,确保能量均匀施加至内部位置。同时,它能缓解热应力,防止裂纹或表面损伤,从而保障雕刻精度和产品质量。
液体选择标准
要点 1:
折射率匹配(主要标准):液体的折射率应与水晶球(K9 水晶通常为 1.5–1.6)紧密匹配,差值 ≤0.05,以避免界面折射干扰。
要点 2:
光学纯度:液体必须具有高度透明性,无杂质或气泡,且紫外激光吸收率应≤5%,确保激光能量不发生散射。
要点 3:
化学惰性:液体不应腐蚀水晶球表面或导致化学反应。长期接触后应不留任何残留物或浑浊。
要点 4:
物理稳定性:液体在正常温度下应为非挥发性、非吸收性,并具有适中的粘度(易于浸泡和清洗)。此外,液体的折射率在温度变化时应有最小波动(例如,雕刻时温度升高)。
要点 5:
辅助功能:液体应具有一定程度的热导率,以减轻雕刻过程中的热应力,同时不干扰激光系统的光学组件。
观察液体和水晶球兼容性的方法
方法 1:
视觉光学观察:
将透明容器装满液体,完全浸没水晶球。从侧面观察:
- 若水晶球与液体间无明显反射或可见边界(界面“隐形”),则匹配度高。
- 若界面反射强烈、出现光影分层,或液体浑浊伴气泡/沉淀,则兼容性差。
方法 2:
测试雕刻(核心方法):
在小模型上进行测试雕刻并观察:
- 确保焦点准确,无图案扭曲或边缘模糊(避免折射偏差)。
- 验证内部无不规则裂纹,微爆均匀分布,表明热传导和折射率兼容良好。
- 雕刻后检查表面无腐蚀或浑浊残留,确保化学兼容性。
方法三:
长期稳定性观察:
将水晶球浸泡在液体中24小时并检查:
- 液体应无变色或分层,水晶球表面应无损伤。
- 再次测试雕刻,并确保结果与初始测试一致,参数兼容性没有下降,表明液体的稳定性。
¶ 3. 测试程序
¶ 3.1 内雕前的准备
¶ 3.2 内雕设置
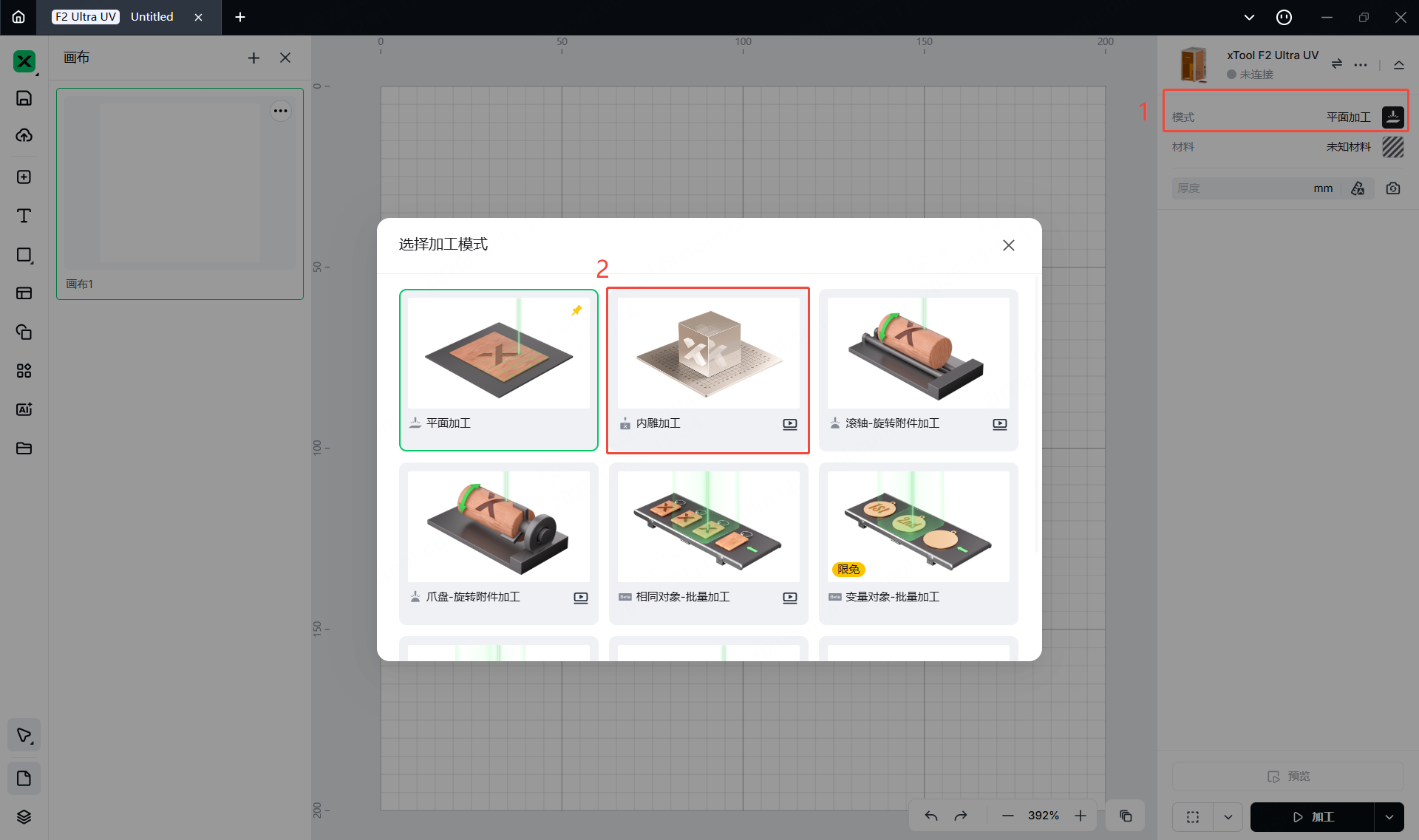
打开xTool Studio,连接您的xTool F2 Ultra UV,然后选择 内雕加工 作为加工模式。
步骤 1:请将增高台放置并固定在机器上。固定后,请点击“下一步”继续。

第 2 步:选择圆柱形状,输入容器的直径和高度,输入折射率,然后点击“下一步”。

- 在加工水晶球时,需要与内雕油一起使用。因此,盛装水晶球和内雕油的容器决定了材料形状的选择。例如,如果使用圆柱形容器,则只需选择圆柱形状。请注意,容器必须具有规则的形状。
- 材料形状的选择必须与实际使用的容器相匹配。匹配的形状确保容器在设备处理区域内的位置测量准确,并保证软件生成的模型与实际场景对齐。
- 建议材料尺寸与容器尺寸相匹配。材料尺寸最好保持在设备的处理范围内。
- 折射率值的设置会影响水晶球内部的雕刻效果。在这里,只需输入水晶球的折射率值。提供的水晶球折射率为1.5。
步骤 3:输入X轴值和Y轴值,然后点击“导入画布”。
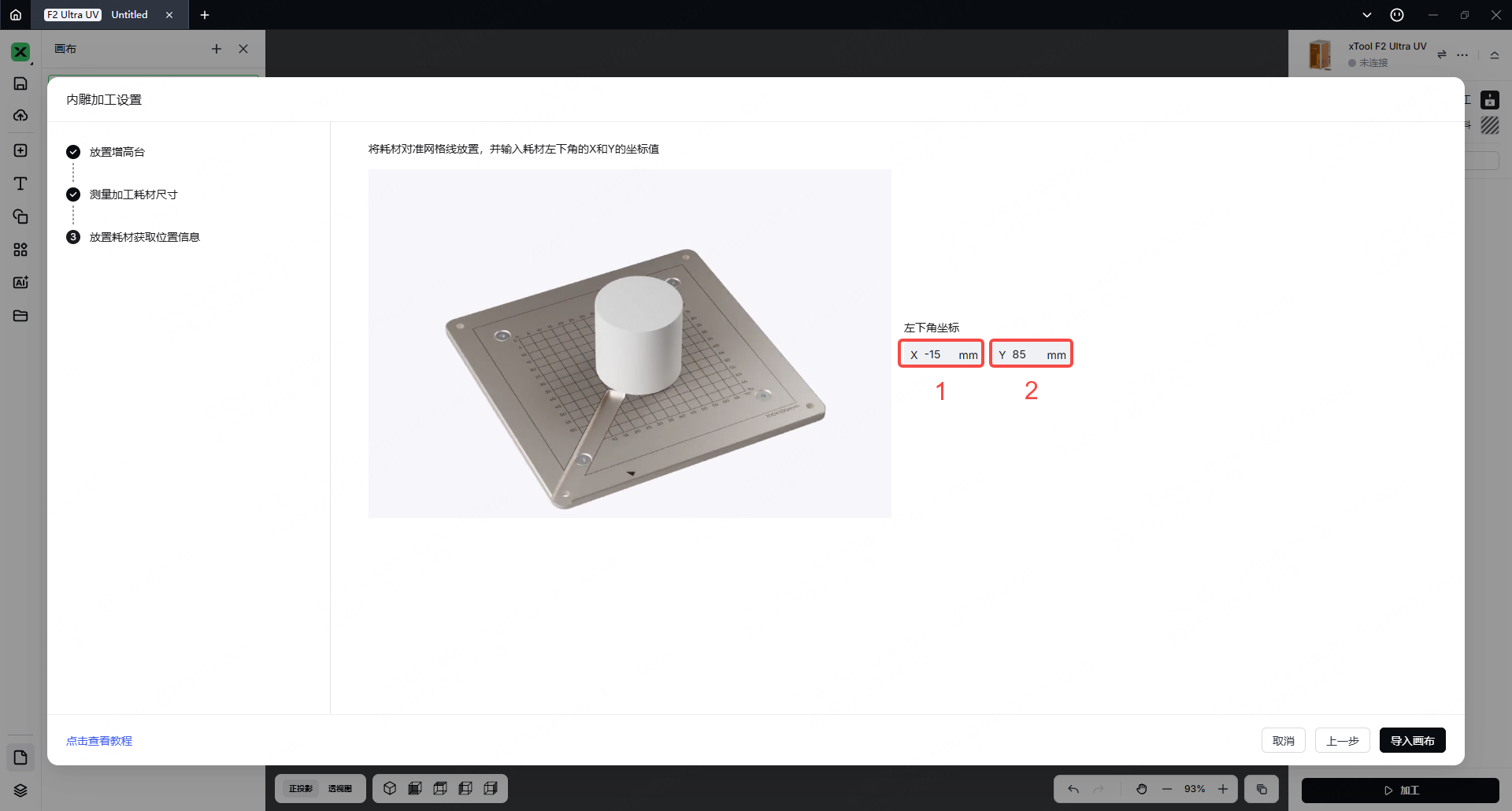
X轴值和Y轴值由容器的大小决定。在本教程中,容器的直径约为100毫米。由于容器放置在立管顶板的中心,输入的X轴值为“-15”(0毫米 - 15毫米),Y轴值为“85”(70毫米 + 15毫米)。
.png)
.png)
容器参数测量
¶ 3.3 3D模型处理
步骤1:
将您想要处理的3D模型放入软件的可工作区域,或使用AI Make(全球地区)智能生成所需的3D雕刻模型。
.png)
.png)
.png)
步骤 2:
在创建 3D 模型后,您可以点击“缩放以适应”来调整其大小。确保 3D 模型在容器模型的边界内,并且适合内雕刻工作区域(70 毫米 x 70 毫米)。
3D 模型的大小可以按比例向上或向下缩放,或者可以单独调整长度、宽度和高度。您可以在页面顶部“大小”后面调整 X 轴值、Y 轴值和 Z 轴值。3D 模型的大小决定了雕刻后水晶球内部图像的大小。
将3D模型移动到您希望雕刻的位置。您可以在页面顶部“位置”后面调整X轴值、Y轴值和Z轴值。
.png)
.png)
.png)
步骤 3:
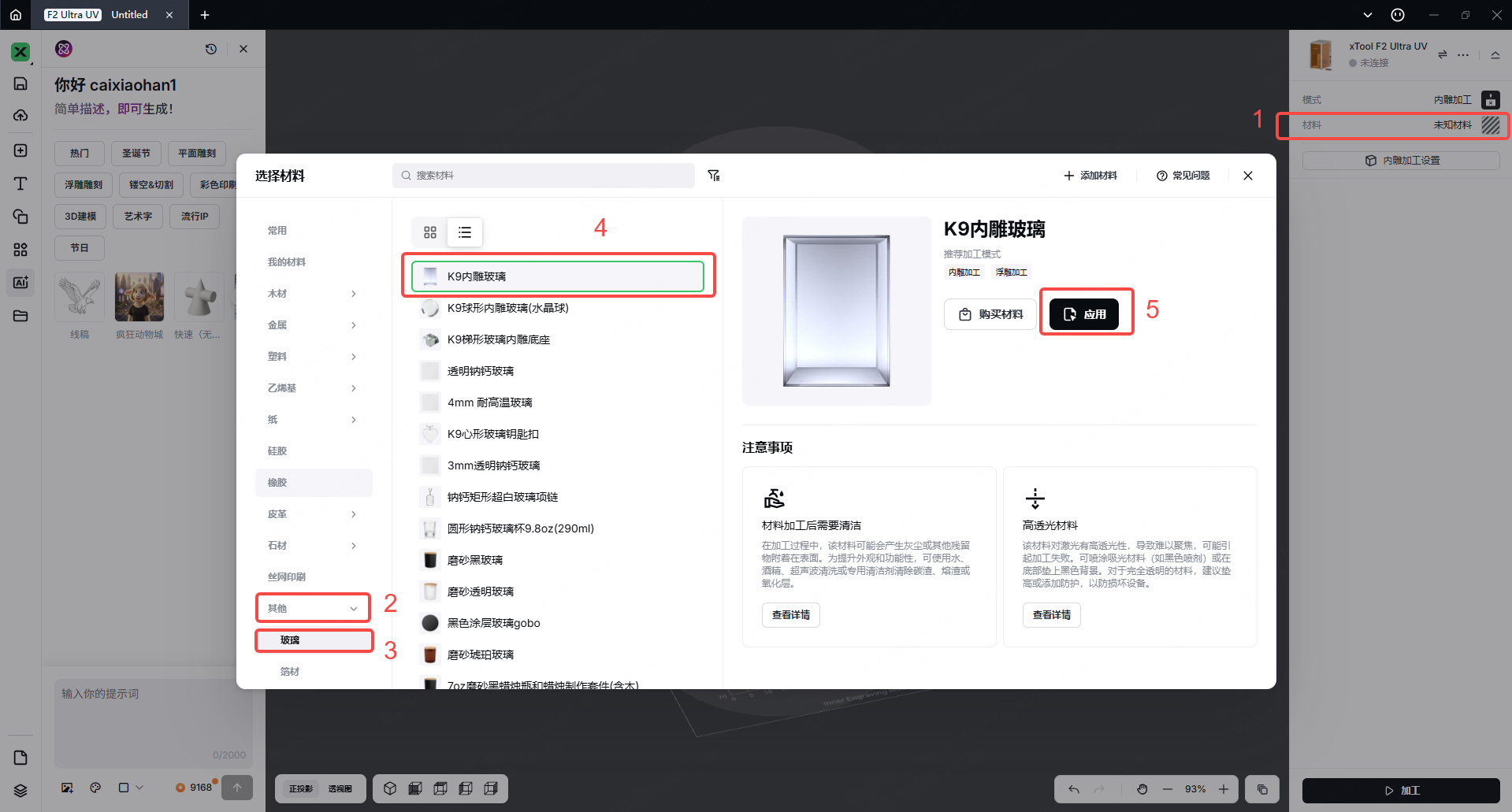
选择材料“K9 内雕玻璃”。 (1) 点击“未知材料”。 (2) 点击“其他”。 (3) 点击“玻璃”。 (4) 点击“K9 内雕玻璃”。 (5) 点击“应用”。
设置雕刻参数:建议使用推荐的参数进行处理。如果雕刻效果需要调整,可以通过调整功率和速度来修改激光输出。激光能量输出决定了水晶球内部雕刻效果的清晰度。

点击处理后,拉下保护罩开始雕刻水晶球。
步骤 4:
等待处理完成,处理后按电源按钮关闭 xTool F2 Ultra UV,并取出容器。
.png)
提起支架并取出水晶球,如果金属支架未安装在底座上,您可以稍微倾斜容器,然后用手将水晶球从容器中取出。
.png)
.png)
第五步:
使用清洁剂清洁水晶球的表面,然后将水晶球放在固定基座上。
.png)