¶ 1. 环境准备
¶ 1.1 内部雕刻前的准备
点击前往 Bilibili 观看高清视频 建议您浏览完整视频,确保顺畅体验。
步骤1:
进行内雕时,必须安装内雕专用透镜。该透镜能确保3D内雕效果具有更佳的精度和整体质量。
步骤2:
更换内雕透镜前,必须关闭设备电源。严禁在设备通电状态下安装或拆卸内雕透镜。
步骤3:
在"选择加工模式"菜单中,选择内雕模式以进入内雕设置界面。选择内雕后,可点击对应的材料类型来应用推荐的参数设置。
¶ 1.2 内部雕刻设置
步骤1:
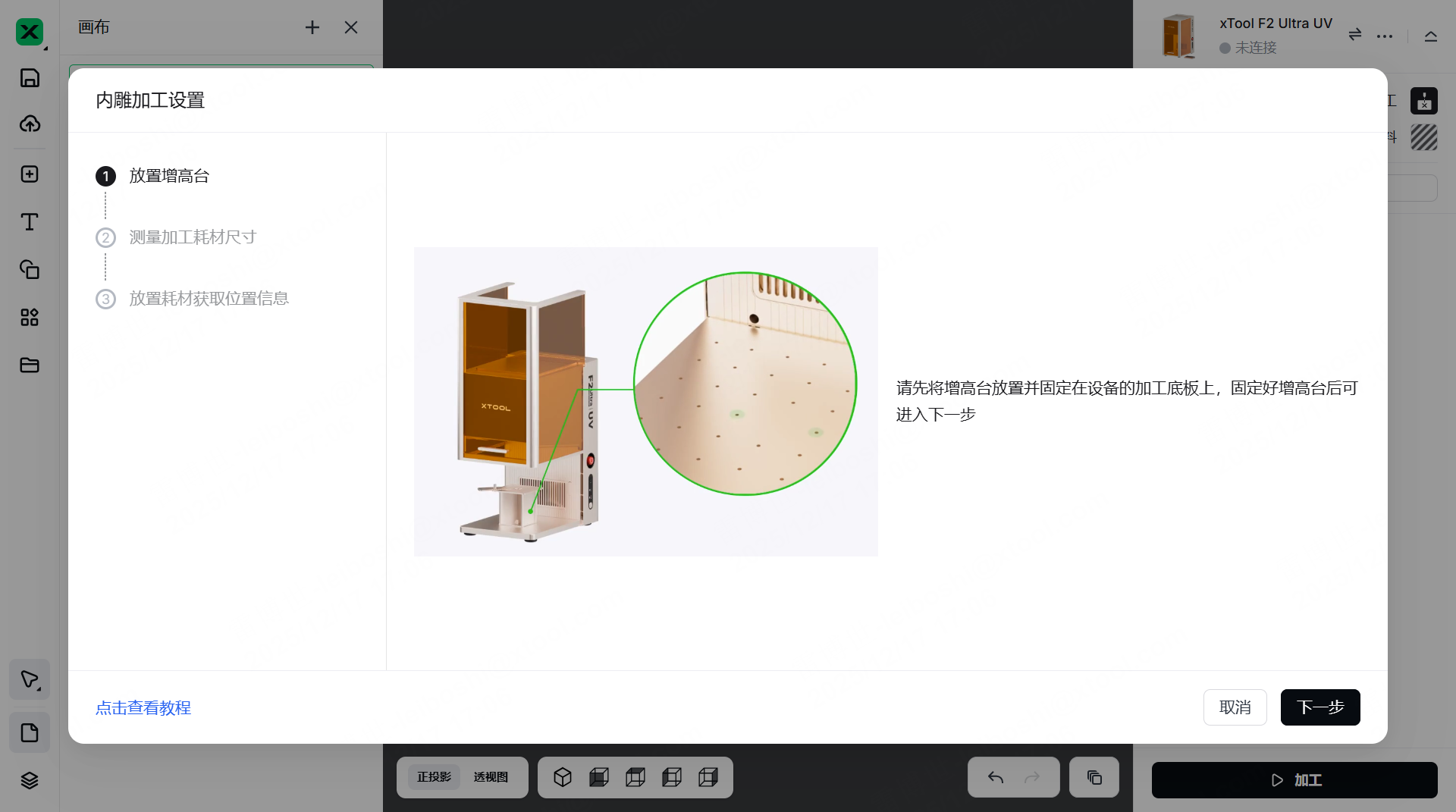
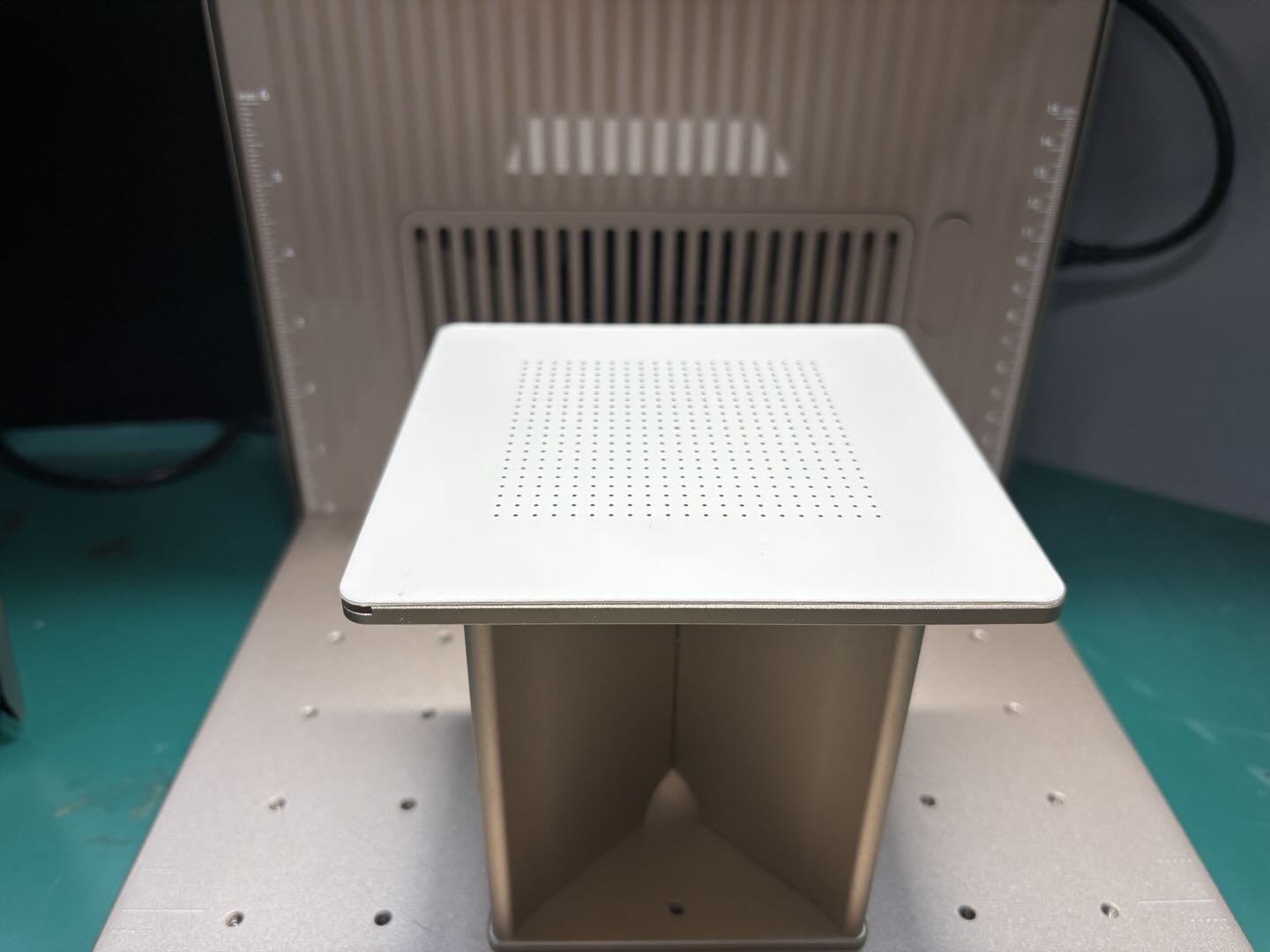
安装增高台,以便后续进行内雕工作区域校准和材料放置。
步骤2:
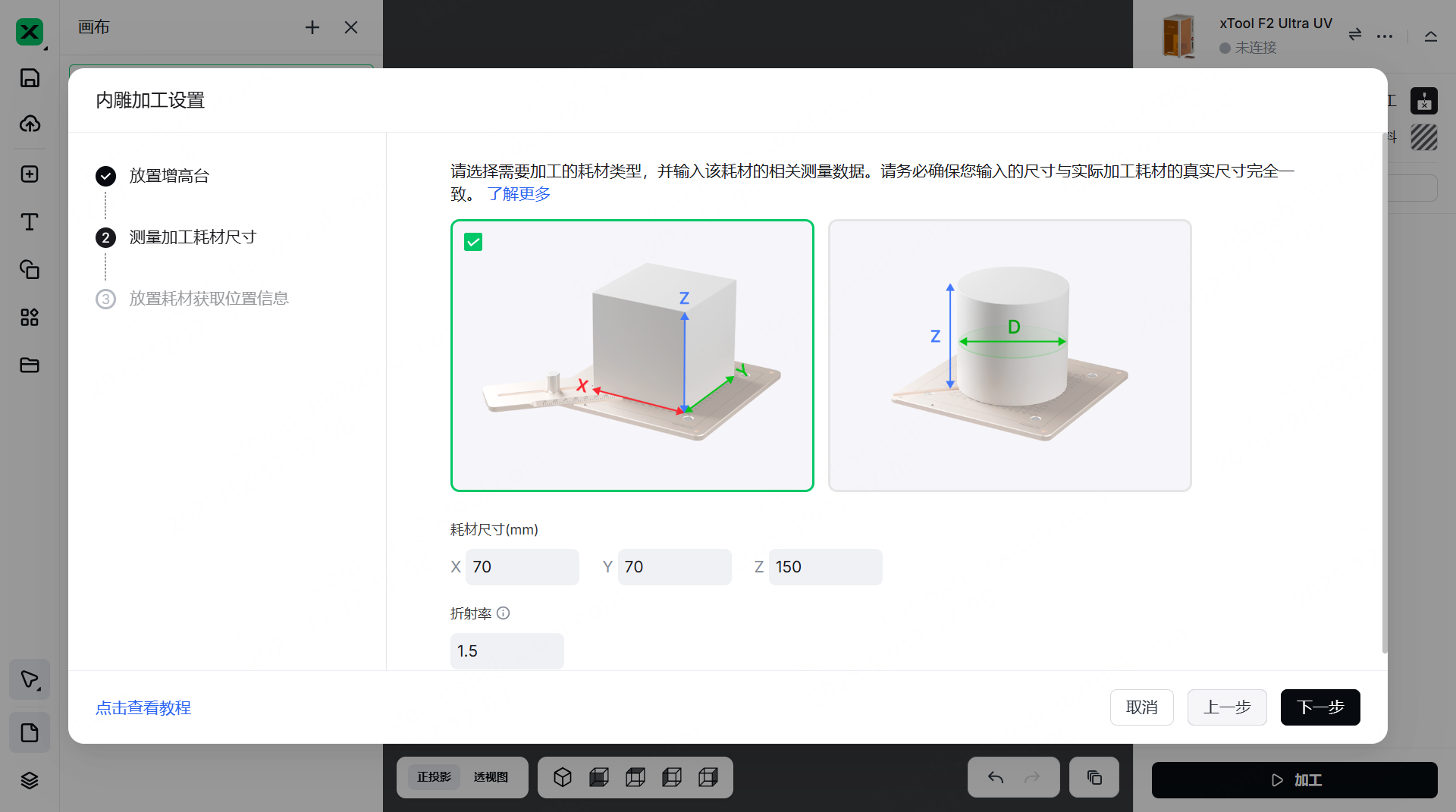
测量材料尺寸。尽可能选择几何形状规则的材料。根据您要雕刻的材料外形,选择对应的模型形状。
方形/矩形材料:
- X、Y值:代表材料的长度和宽度。
- Z值:代表材料的高度(厚度)。
圆柱形材料:
- Z值:代表圆柱体的高度。
- D值:代表圆柱体材料的直径。
必须输入折射率,其数值可从玻璃的材料规格表中获取,或自行测量。
步骤3:

确认材料位置的目的是让软件根据上一步提供的材料尺寸生成一个3D模型。此模型有助于验证玻璃材料的尺寸及其在设备内的位置,为后续雕刻操作提供精准的放置参考。
建议使用定位片。定位片可以实现更快速、更精确的材料定位,并在雕刻过程中提供一定的稳定作用。
将定位片上箭头指示的数值输入到软件对应的"数值"字段中。软件将使用此值来计算材料3D模型的起始位置。
¶ 1.3 定位3D雕刻模型
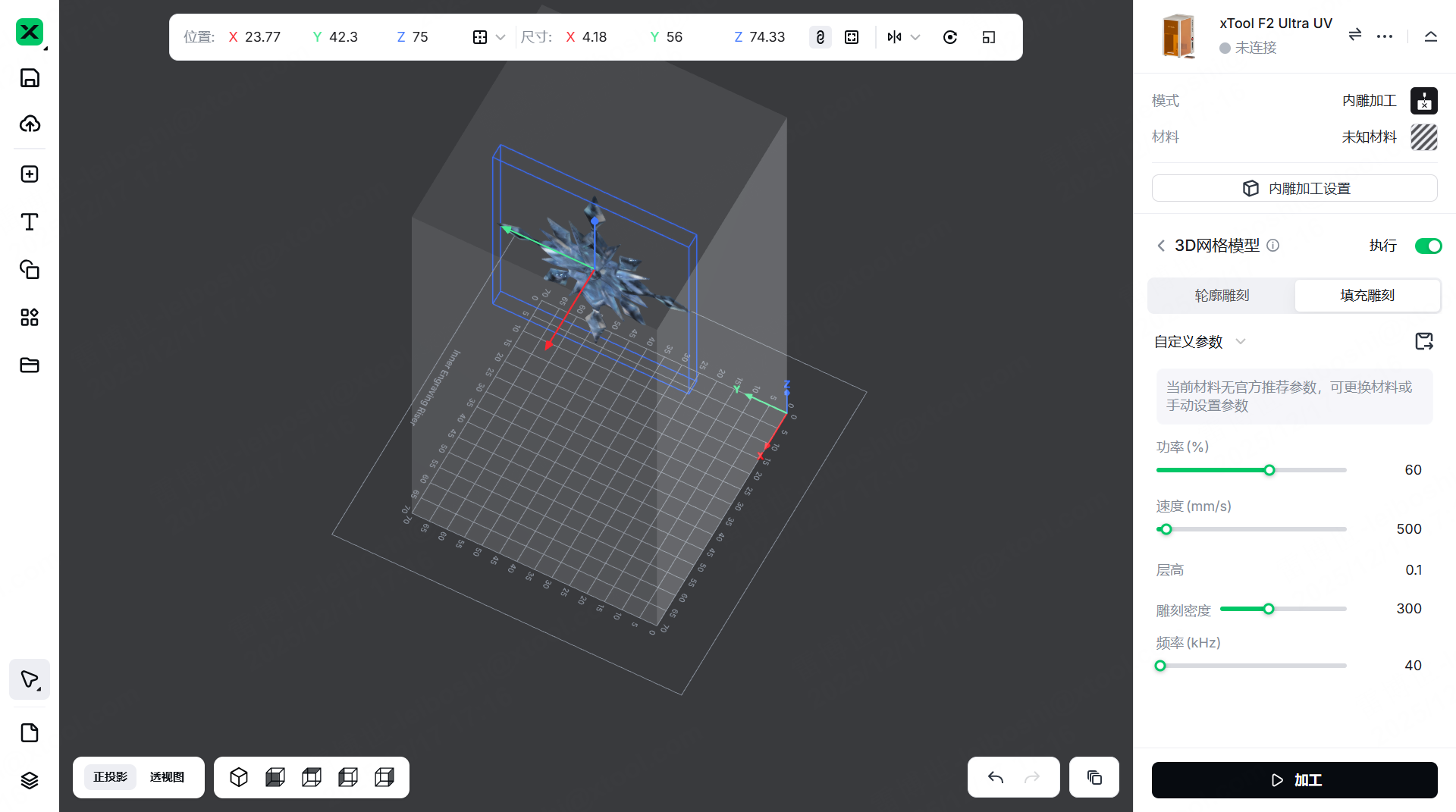
3D雕刻模型可通过外部软件创建,或直接在Studio中通过AIMAKE功能生成。
将3D模型导入工作区后,必须对其进行缩放,确保其完全处于材料外轮廓模型内部。任何超出材料边界的3D模型部分都无法被激光雕刻或显示。
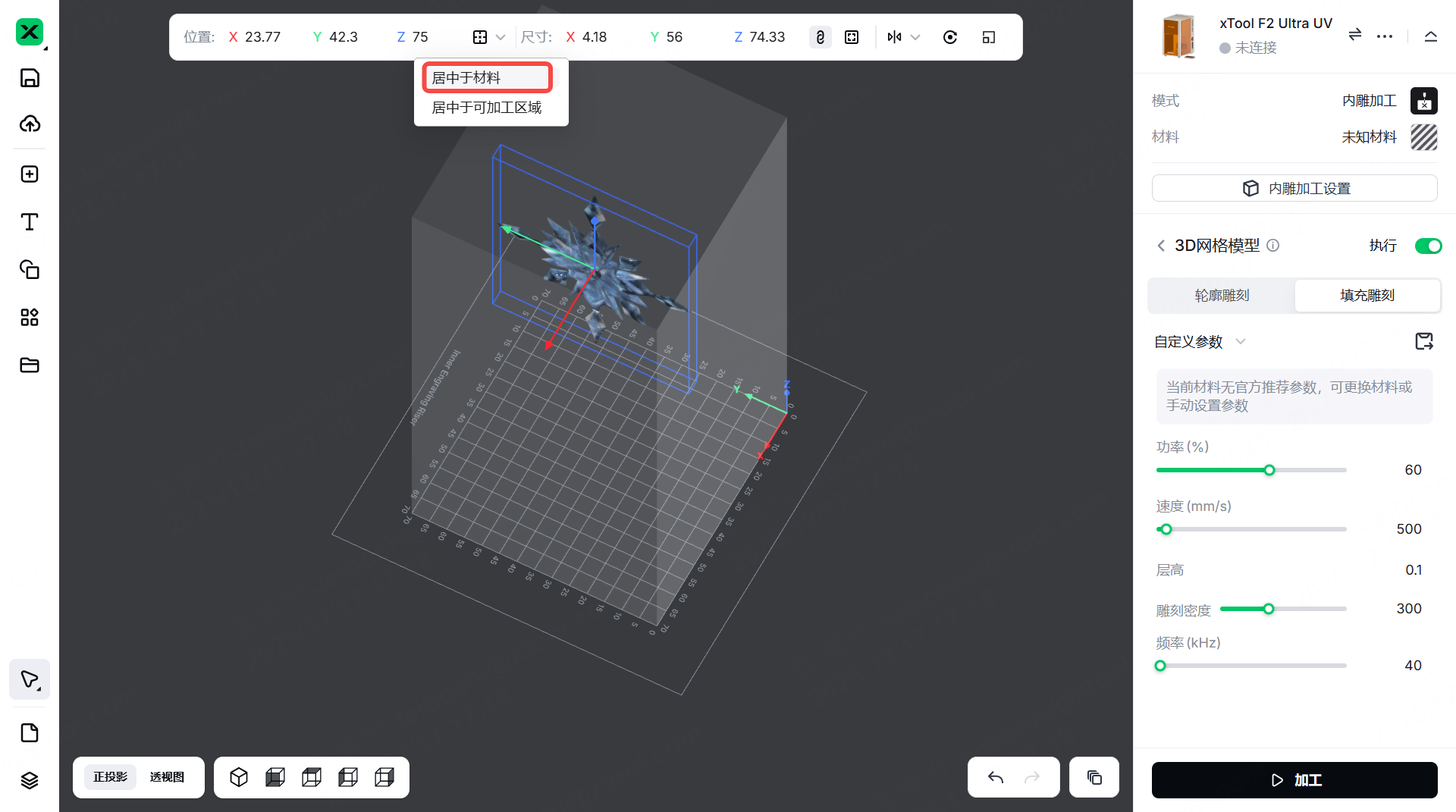
注意:选择材料后,可点击置于材料中心,将3D模型自动移动到玻璃材料工作区域的中心位置。
¶ 2. 设备校准
¶ 2.1 打开内部雕刻工作区域校准
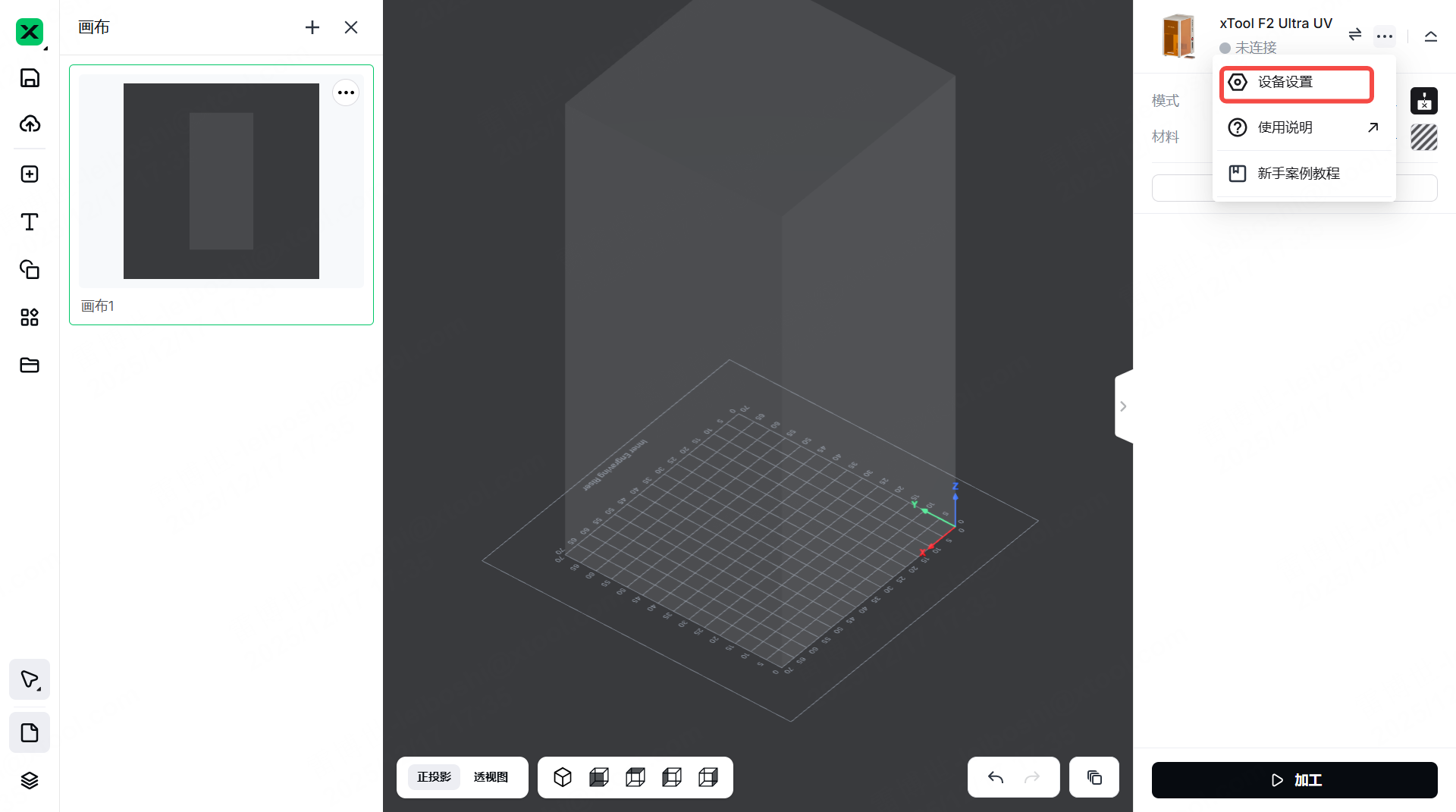

打开内雕工作区校准:
确保加工精度:校准激光焦点位置、光路垂直度和运动轴定位精度,以确保切割/雕刻的尺寸和位置与设计完全匹配。
保护设备和材料:防止激光路径偏离或焦点不正确,可能会将激光能量集中在意想不到的区域。适当的校准可以减少光学元件(如透镜和镜子)的磨损,并最小化材料浪费。
避免安全风险:校准激光束路径和安全联锁机制,以确保激光不偏离预定的处理区域,从而防止对操作人员的意外烧伤或对周围设备的损坏。
¶ 2.2 内部雕刻工作区域校准
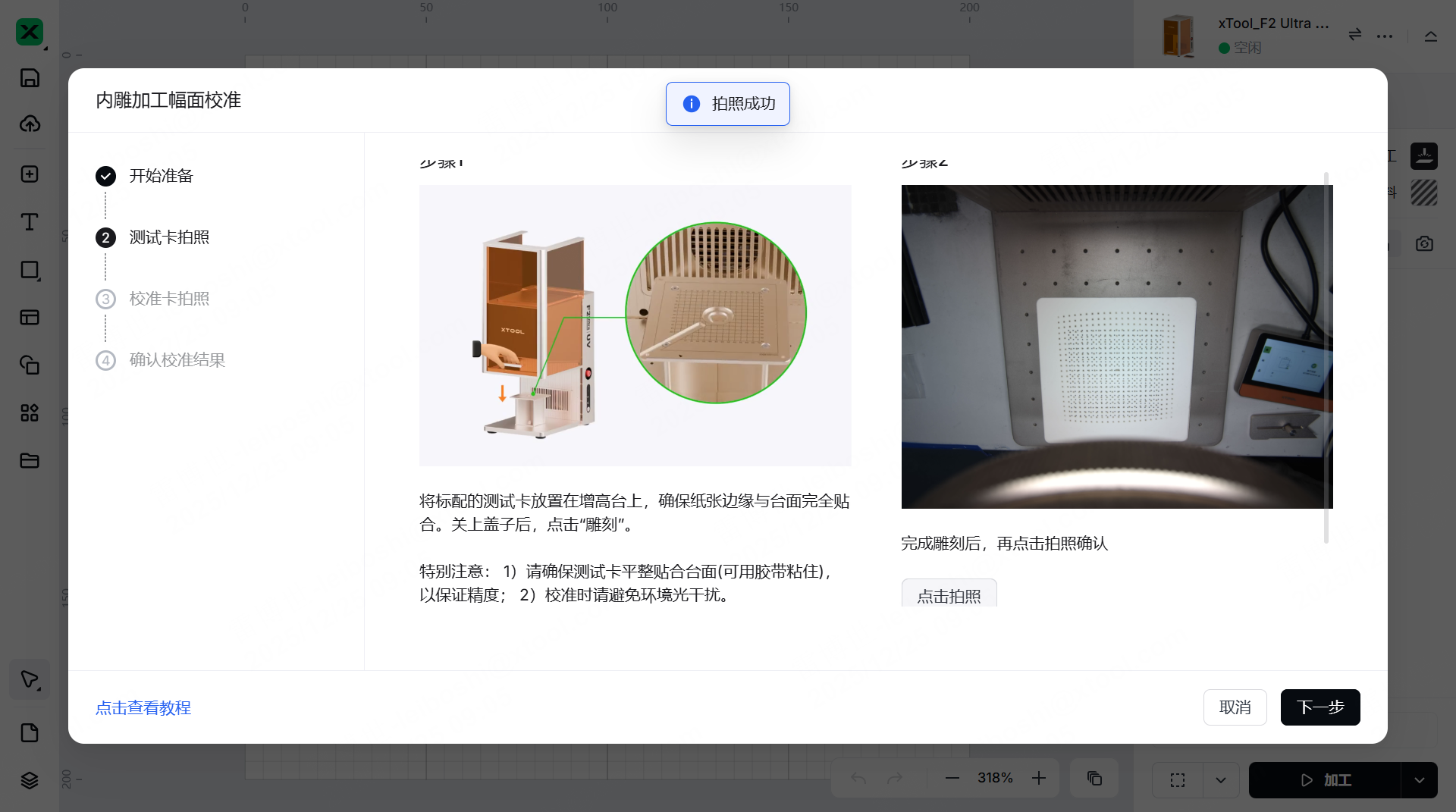
步骤1:
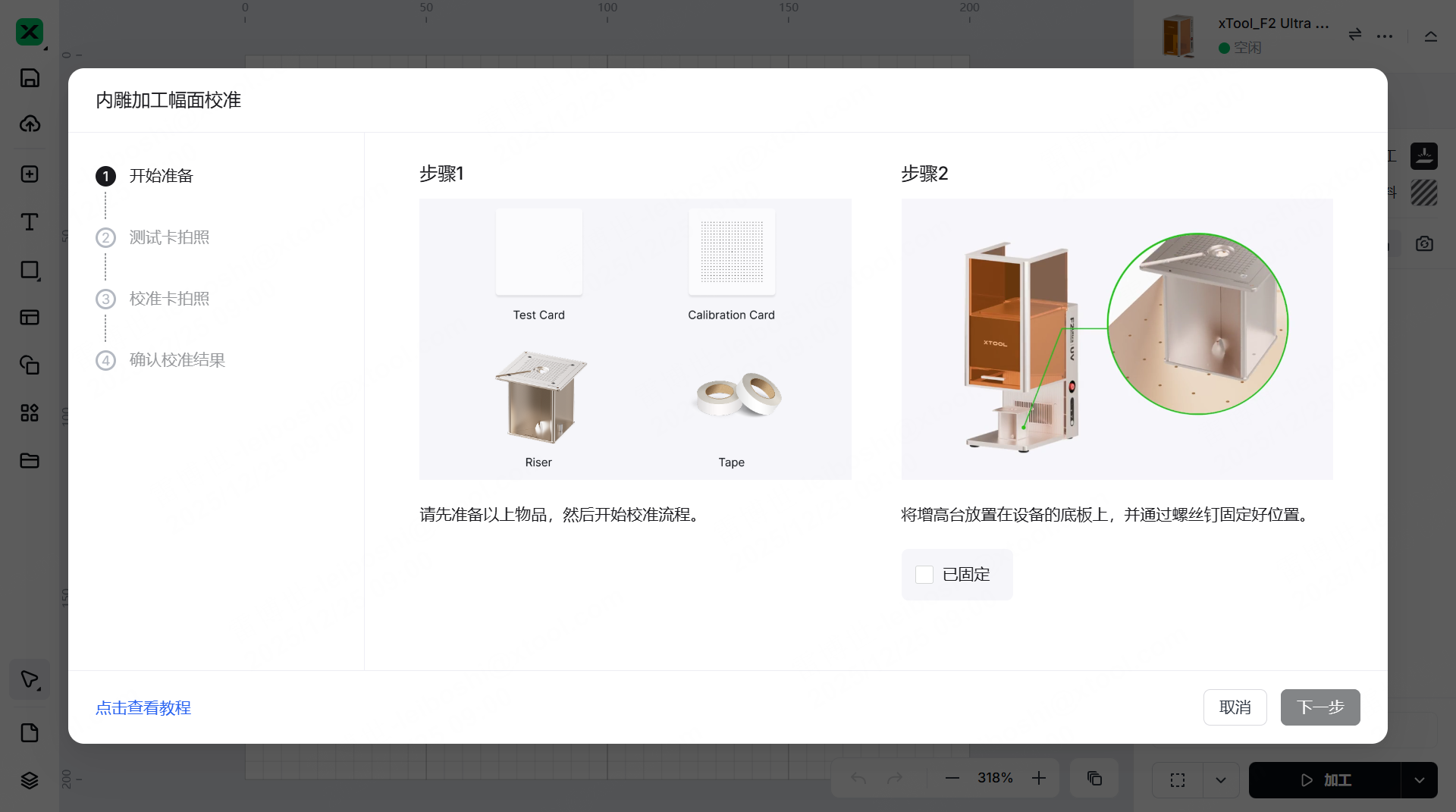
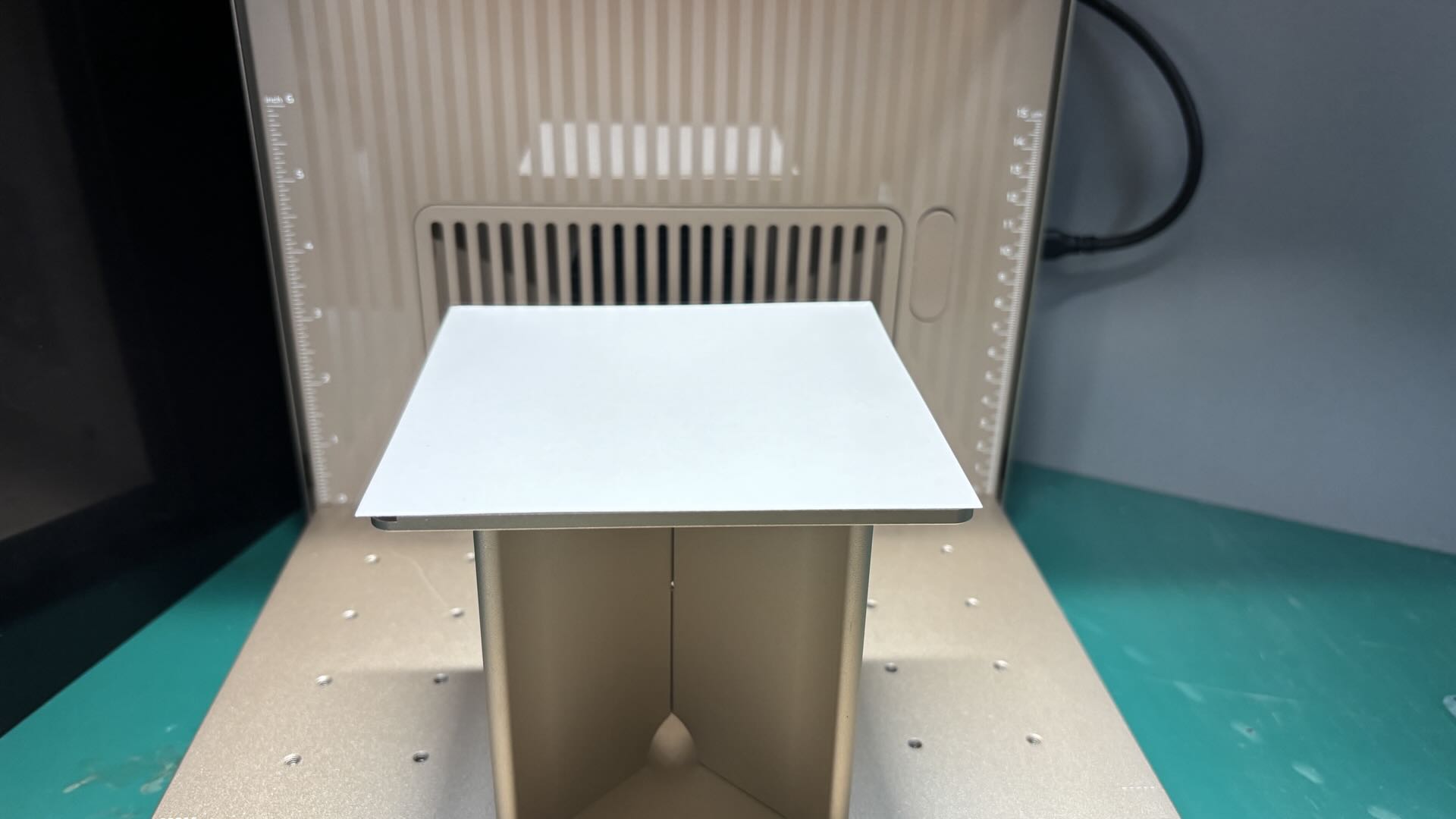
首先,安装支架。如果支架上附有定位件,请在继续之前移除定位件。
将空白测试卡放在支架顶部。如果测试卡没有平放,请使用胶带或类似工具将其固定。
一旦测试卡正确放置,您可以开始雕刻过程。
步骤2:
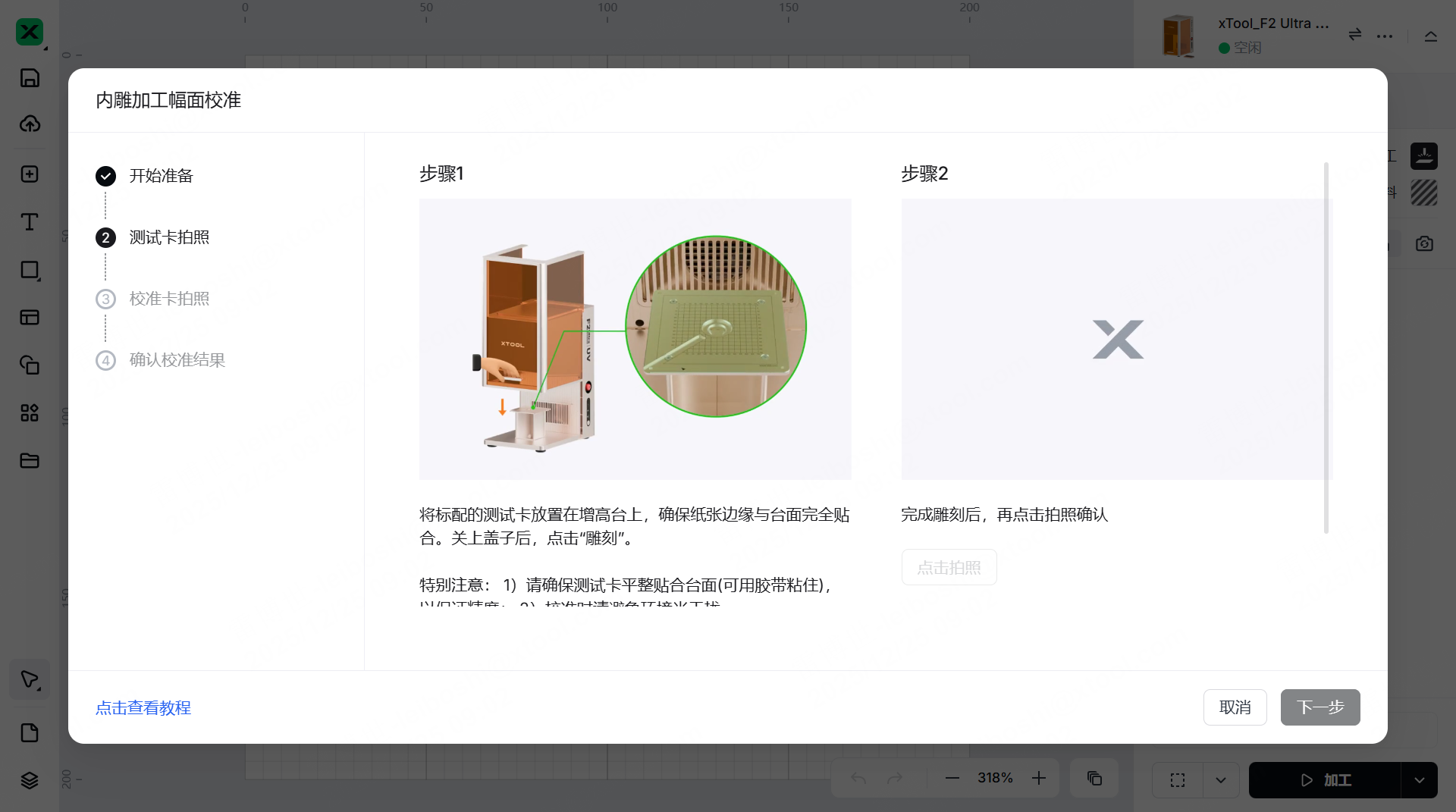
测试卡放置妥当后,可进行拍照操作,在软件中查看其放置情况。
由于雕刻过程需要一定时间,雕刻期间请保持设备防护罩关闭,并注意异味防护和通风。
步骤3:
雕刻完成后,对测试卡执行拍照操作,然后进行下一步。
按照屏幕提示,取下测试卡,换上校准卡。
校准卡固定妥当后,再次执行拍照操作。
步骤4:
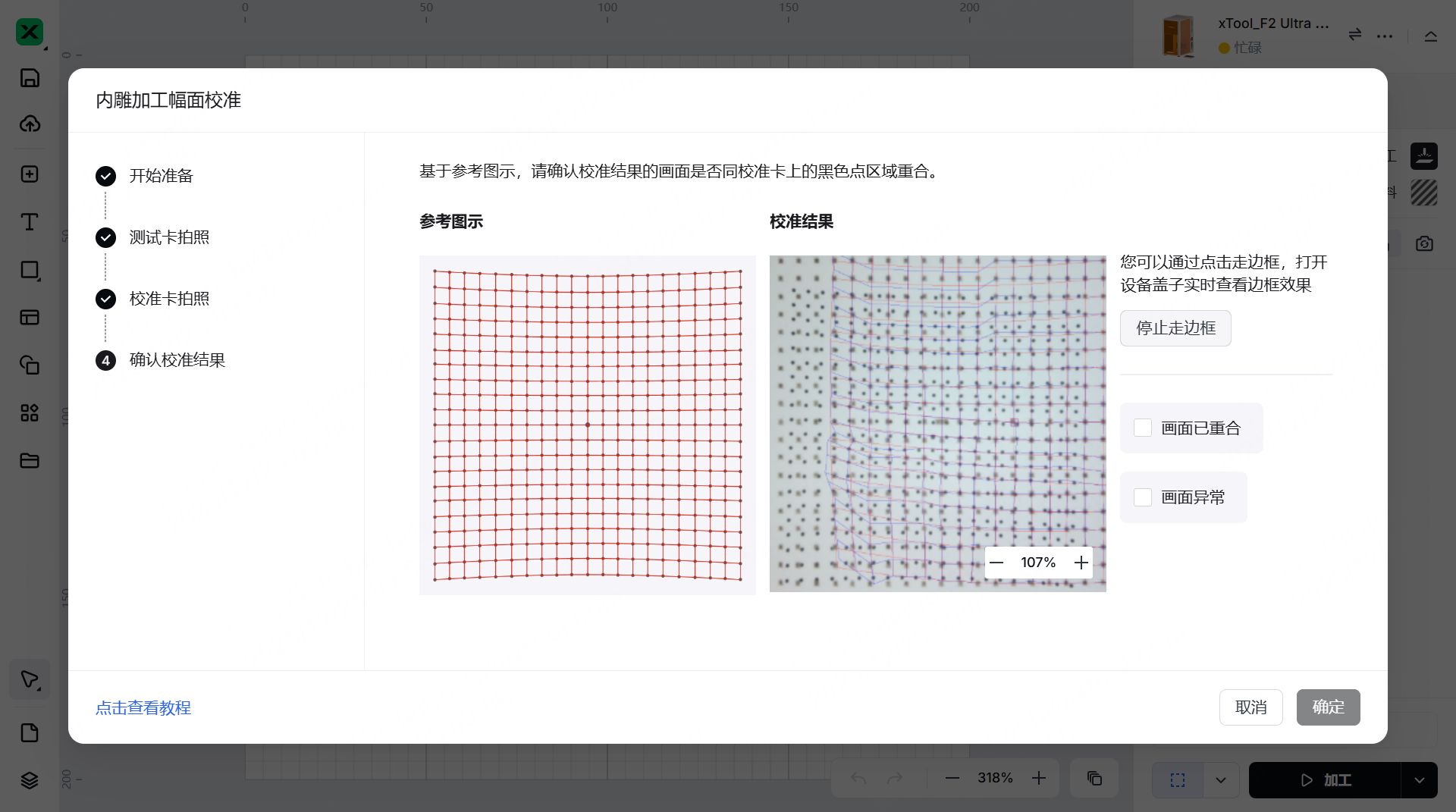
对校准卡执行拍照操作后,进入下一步。
根据参考图像,检查校准结果是否与校准卡上的黑点区域重合。
根据显示结果,在软件中选择相应选项:
- 若结果为已对齐,可进行下一步。
- 若结果为未对齐,请按照故障排除指引解决问题。
¶ 3. 3D模型雕刻方法
¶ 3.1 3D模型文件格式及其推荐的雕刻方法
| 文件格式 | 扫描雕刻 | 点状雕刻 | 纹理雕刻 | 内部雕刻 | 3D照片 | 实心雕刻 |
| STL | ✓ | ✓ | ✓ | |||
| GLB | ✓ | ✓ | ✓ | |||
| OBJ | ✓ | ✓ | ✓ | |||
| jpg/png | ✓ | ✓ |
¶ 3.2 线扫雕刻
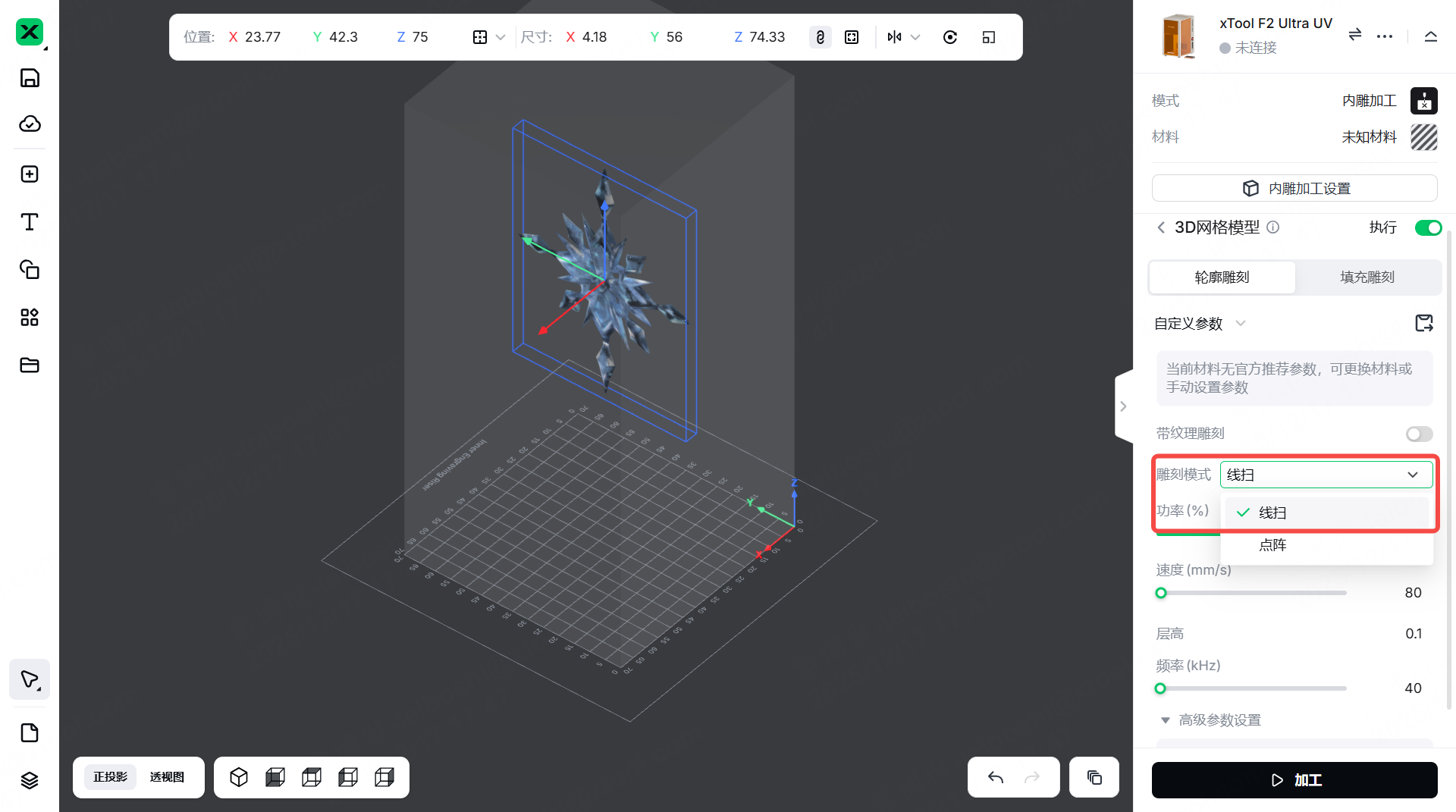
特点:
在玻璃内雕激光模式下,线扫雕刻的主要优势在于其能沿雕刻路径连续输出能量。与点刻等模式相比,这种连续扫描使激光能在玻璃内部产生更均匀的内应力分布和更平滑的微裂纹。因此,雕刻出的模型精细度更高,立体纵深更强,避免了点阵颗粒感,呈现出自然流畅的线条,精准还原复杂细节和渐变效果。同时降低了内部崩裂的风险,提高了整体透明度,确保了成品视觉上的一致性,特别适用于对精度和视觉效果要求高的精细饰品、复杂图案等内雕场景。此外,扫描模式的处理速度快于点阵式,完成雕刻所需时间更短。
¶ 3.3 点阵雕刻
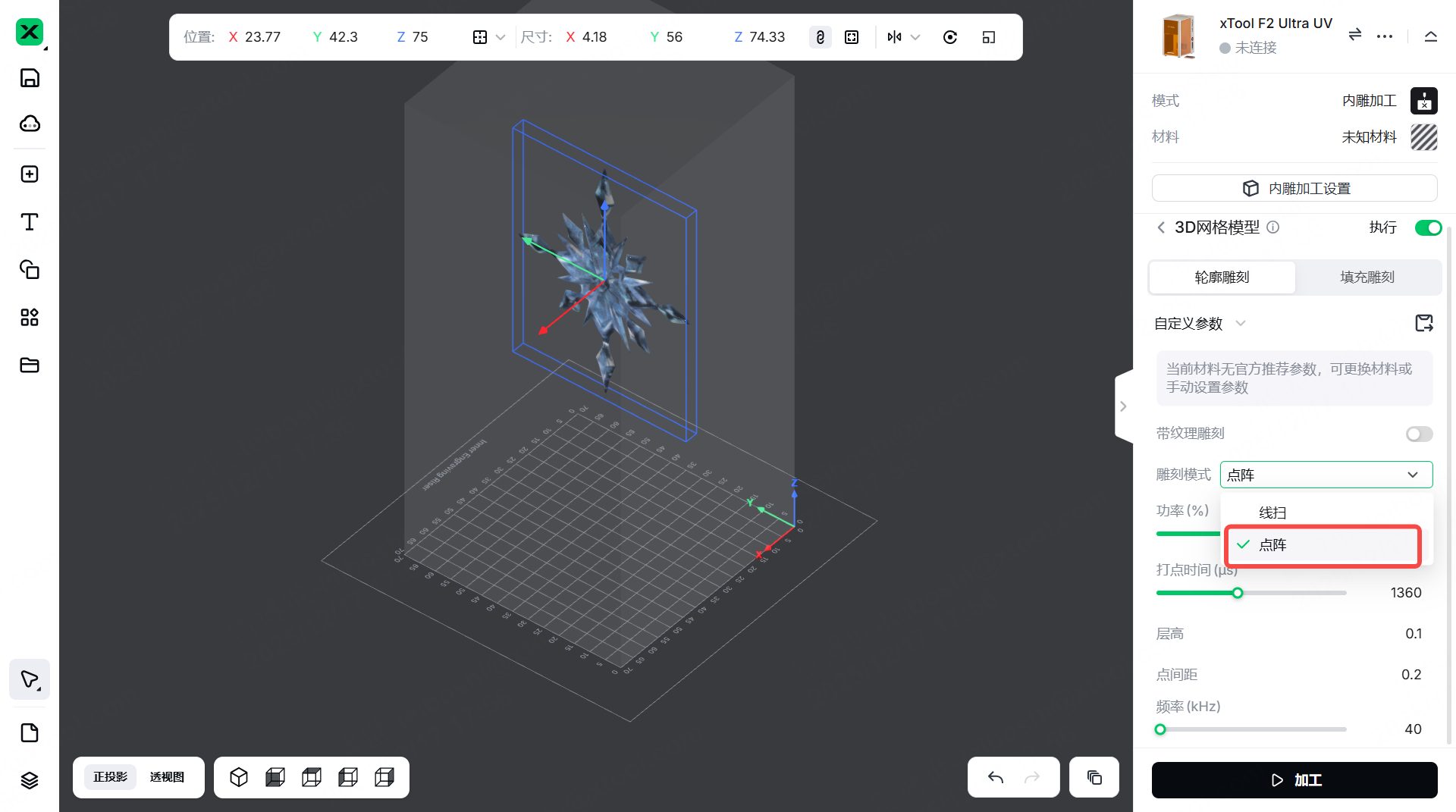
特点:
在玻璃内雕激光模式中,点刻的核心特征是使用密集分布的离散激光脉冲在玻璃内部创建单独的微爆点,这些微爆点随后结合形成最终图案。这种方法对复杂图形具有更强的适应性,因为它不需要连续路径规划,并且可以有效填充大面积。由于能量集中在单个点上,点刻产生了更清晰的深度感和独特的颗粒质感,同时对设备精度的要求相对较低。此外,它还减少了在连续路径扫描过程中可能在玻璃内部产生的内应力集中,使点刻成为各种内雕场景下稳定灵活的选择。
¶ 3.4 纹理雕刻
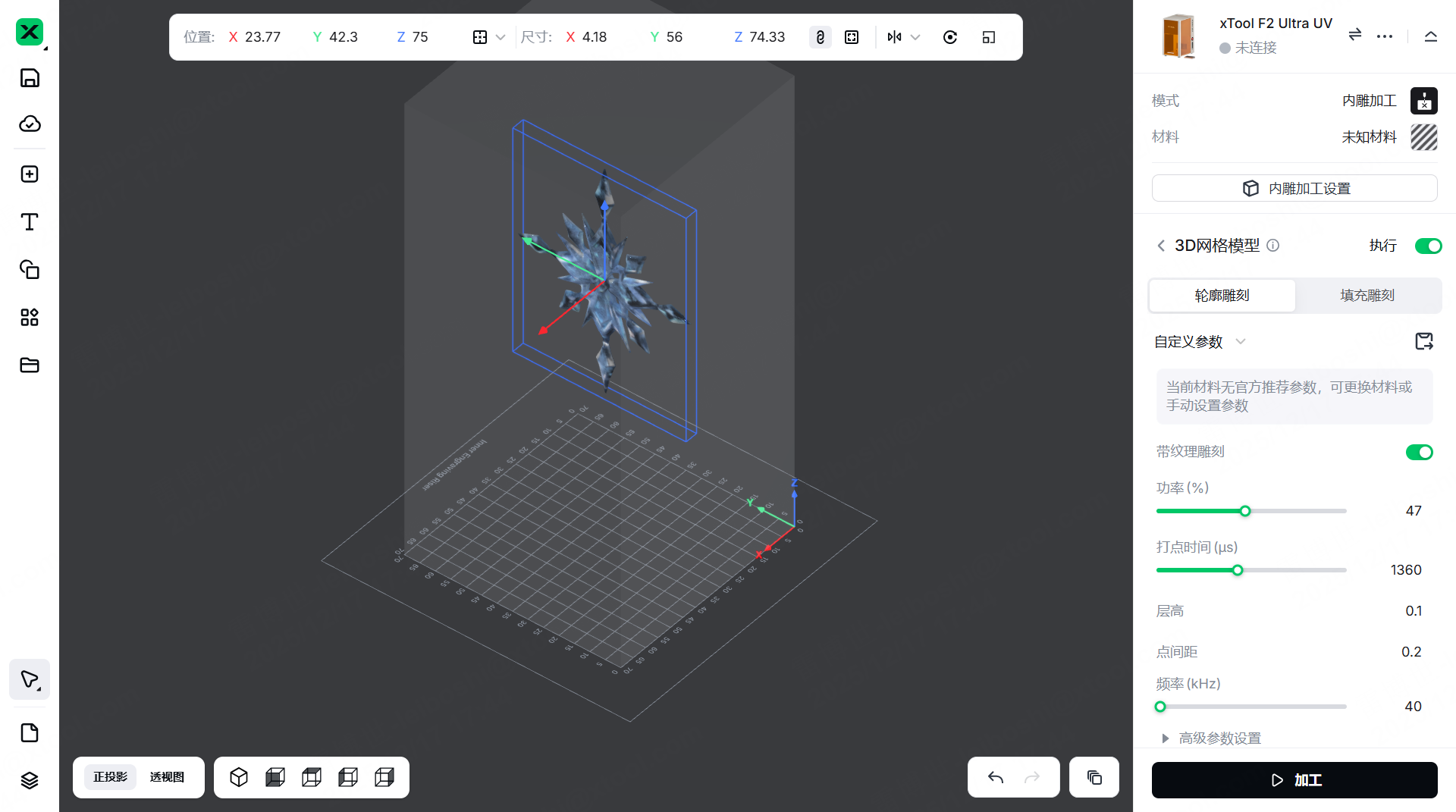
特点:
纹理雕刻是指将模型的表面纹理刻入玻璃内部的过程,能使模型更加真实生动。
雕刻带纹理的3D模型时,不建议关闭纹理雕刻选项。启用纹理雕刻进行处理有助于使模型更加真实生动。
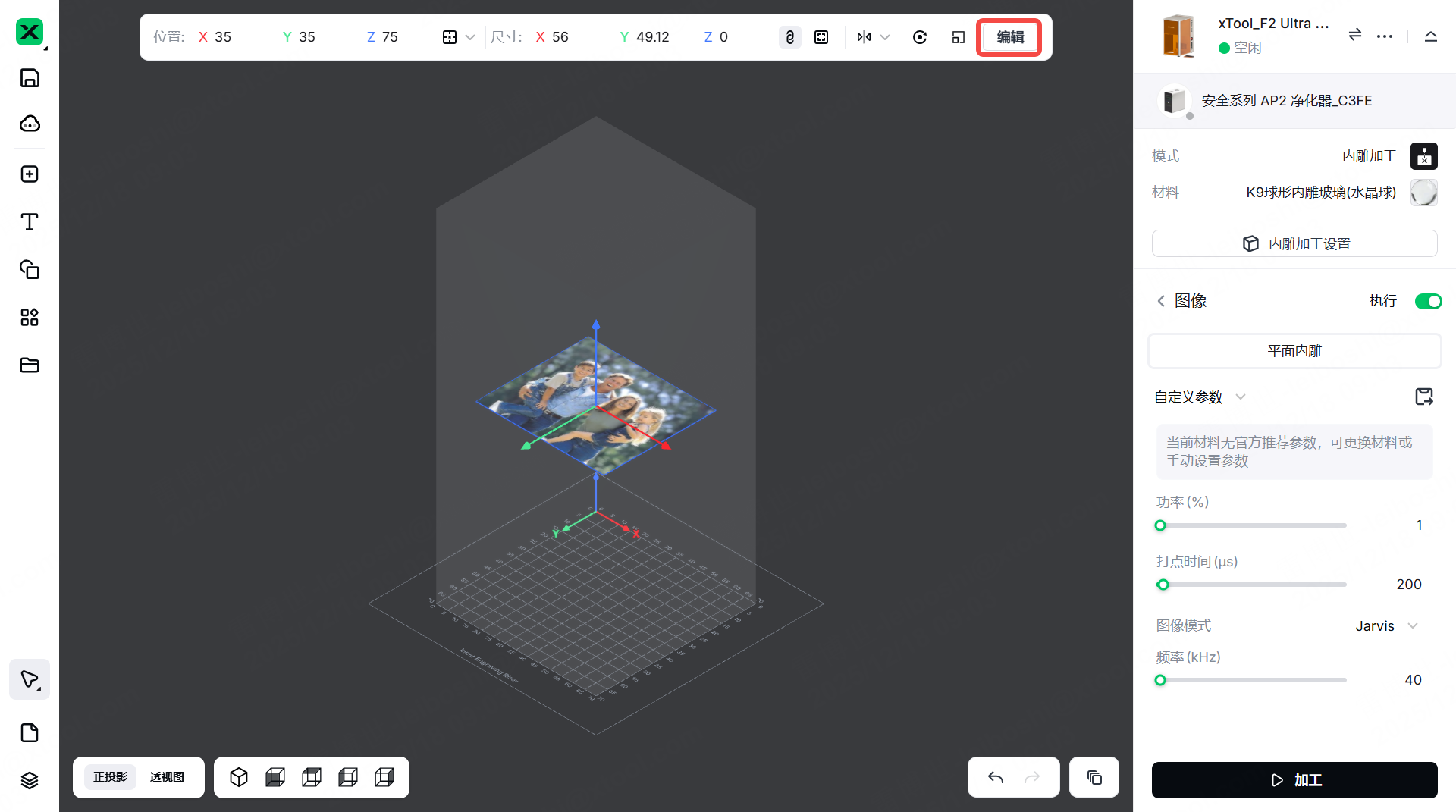
¶ 3.5 内部雕刻
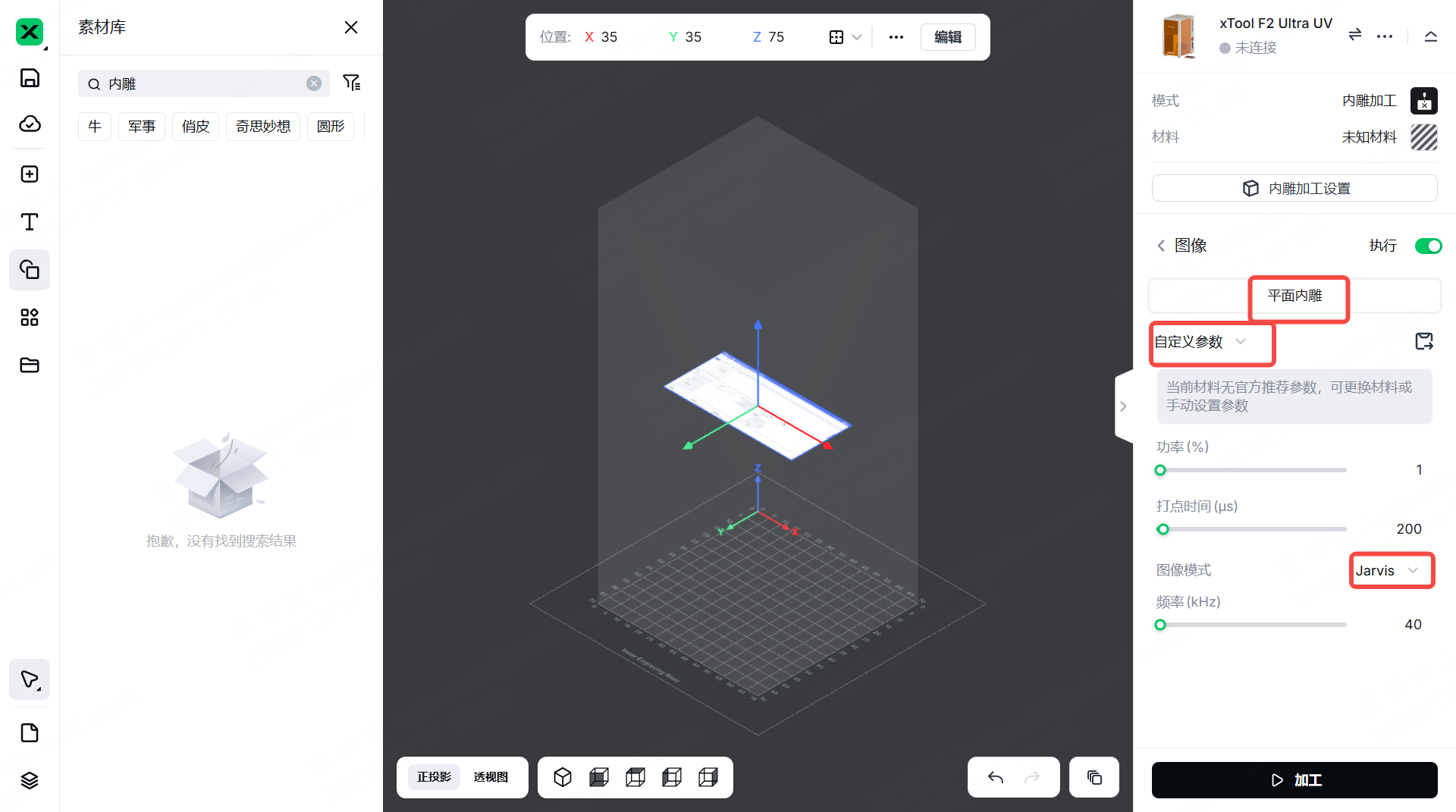
将平面照片导入软件后,您可以单击材料上的居中按钮,将照片放置在材料模型的中心。在使用平面图像进行内雕刻时,将图像定位在水平面上可获得最佳雕刻效果。
¶ 自动调整 – 第 1 步
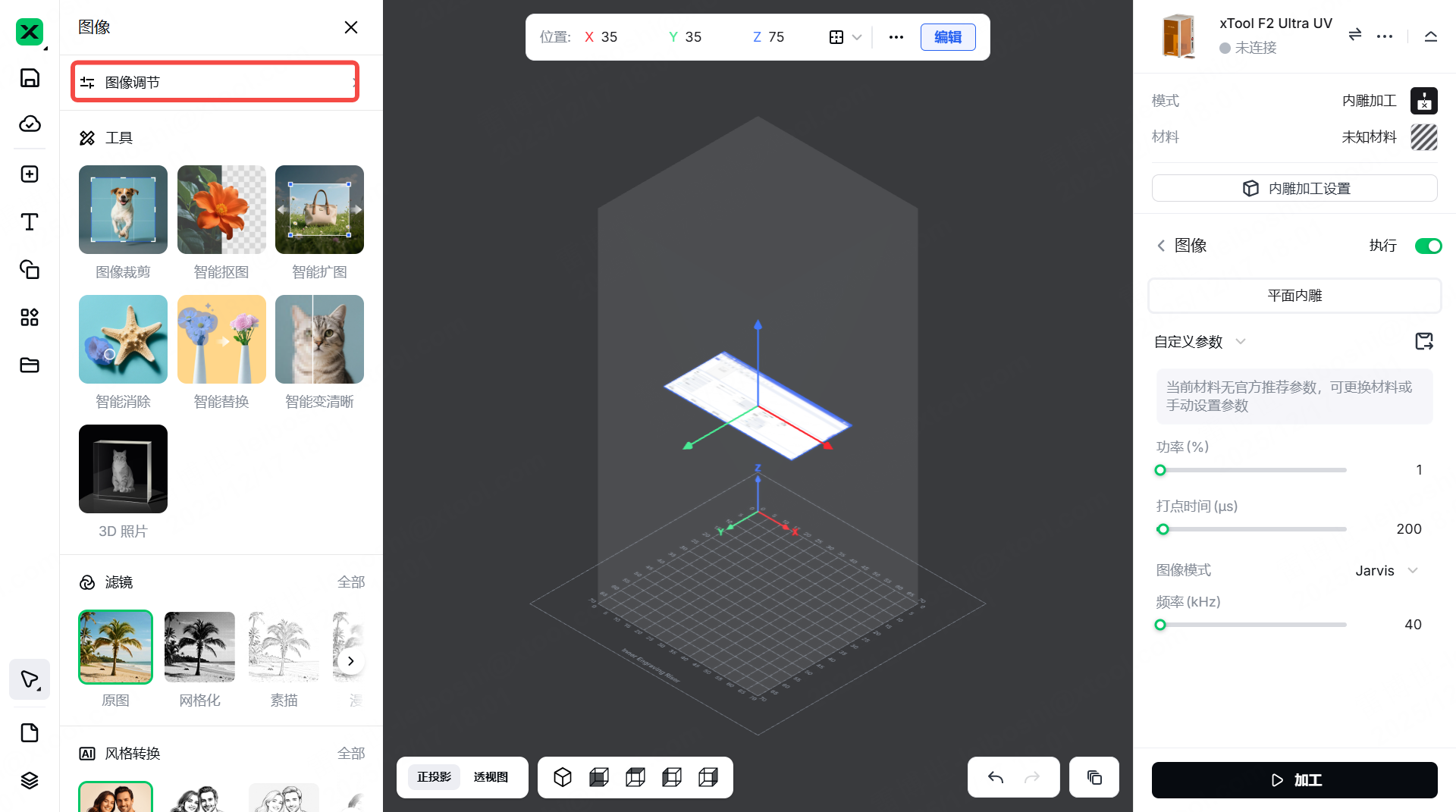
¶ 自动调整 – 第 2 步
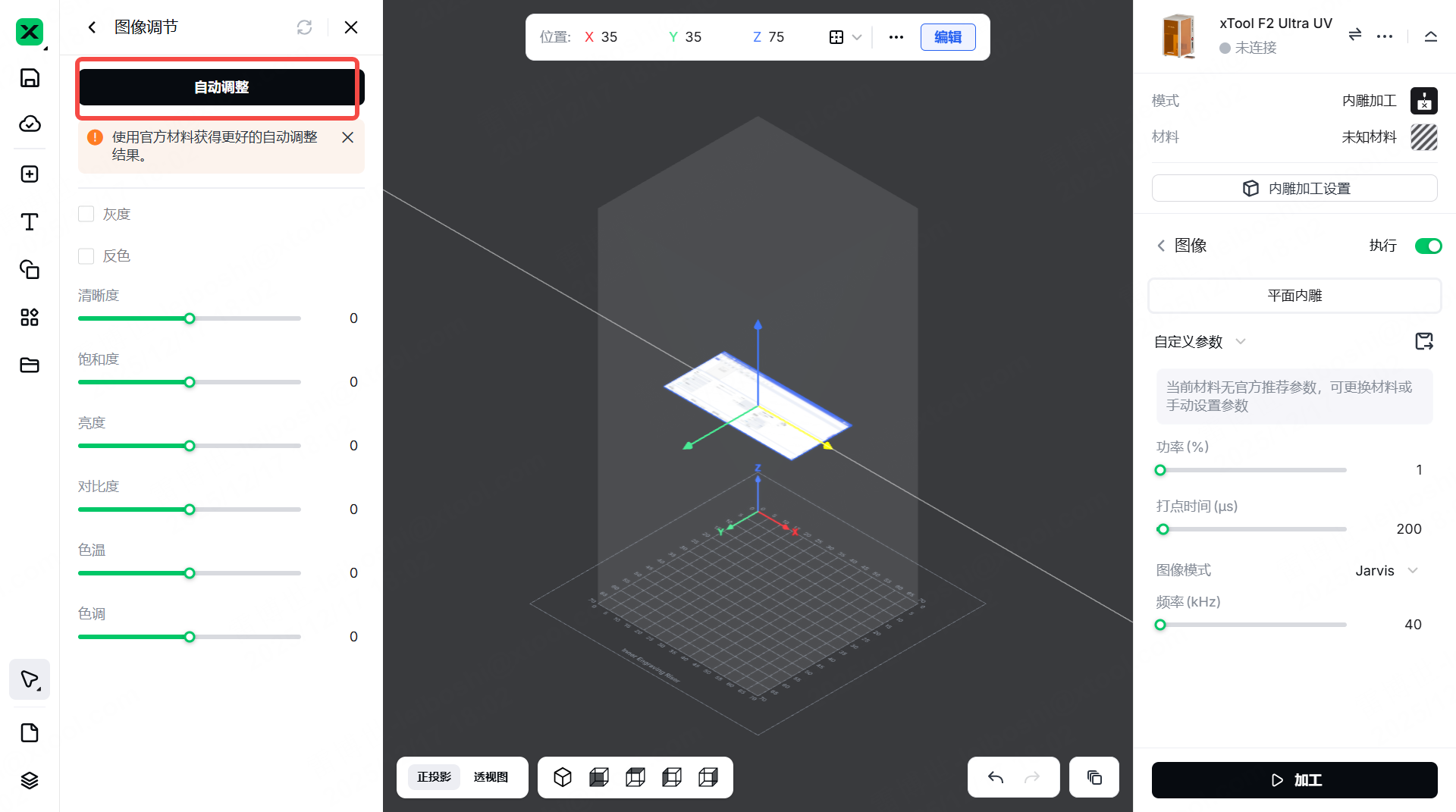
导入到软件中的图像可以通过自动调整进行处理,自动调整功能结合了设备和材料参数,以实现更好的雕刻效果。
¶ 3.6 3D 照片
¶ 平面照片到 3D 照片 - 第 1 步
¶ 平面照片到 3D 照片 - 第 2 步
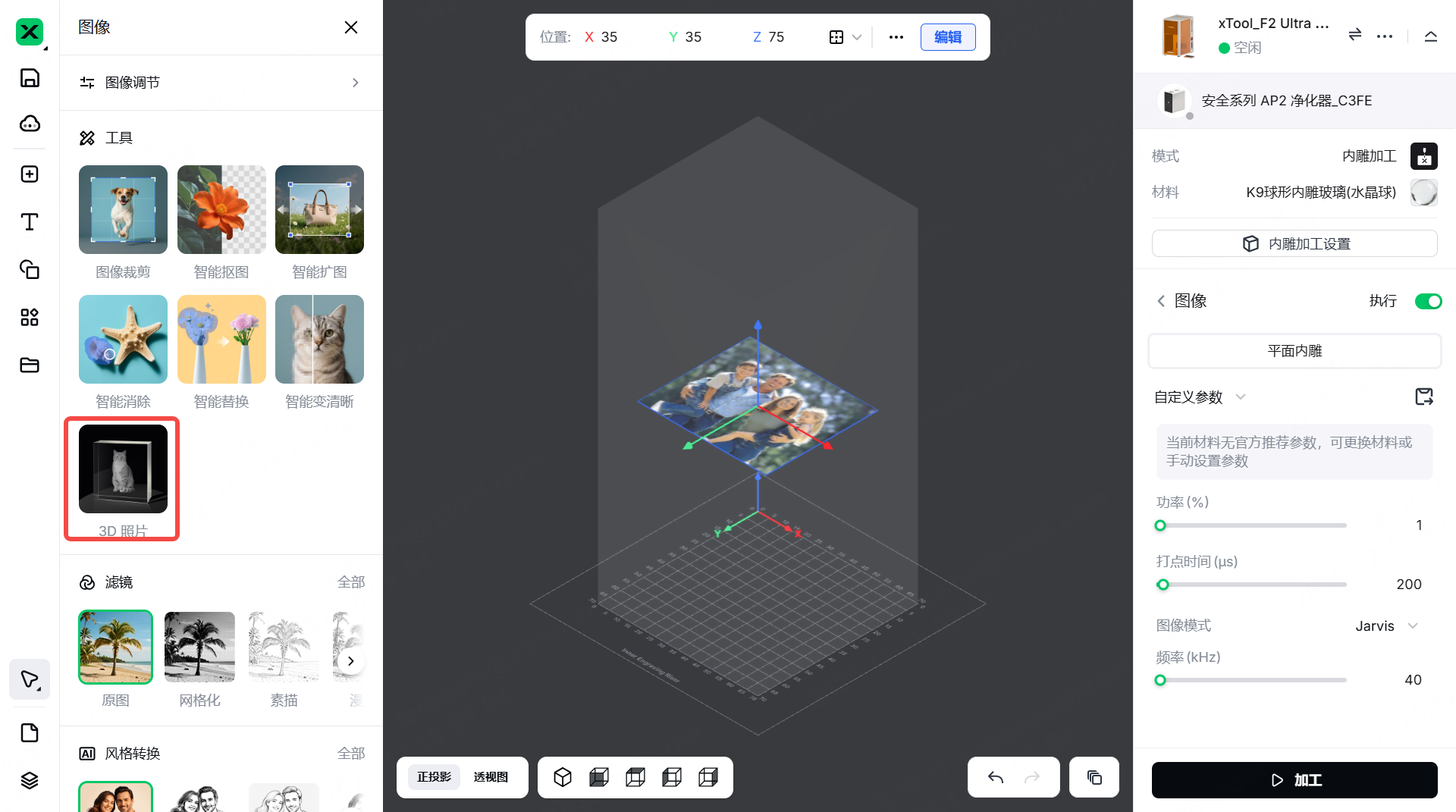
¶ 平面照片到 3D 照片 - 第 3 步

将您的照片转换为逼真的 3D 照片。调整深度以控制维度等级。
¶ 3.7 填充雕刻
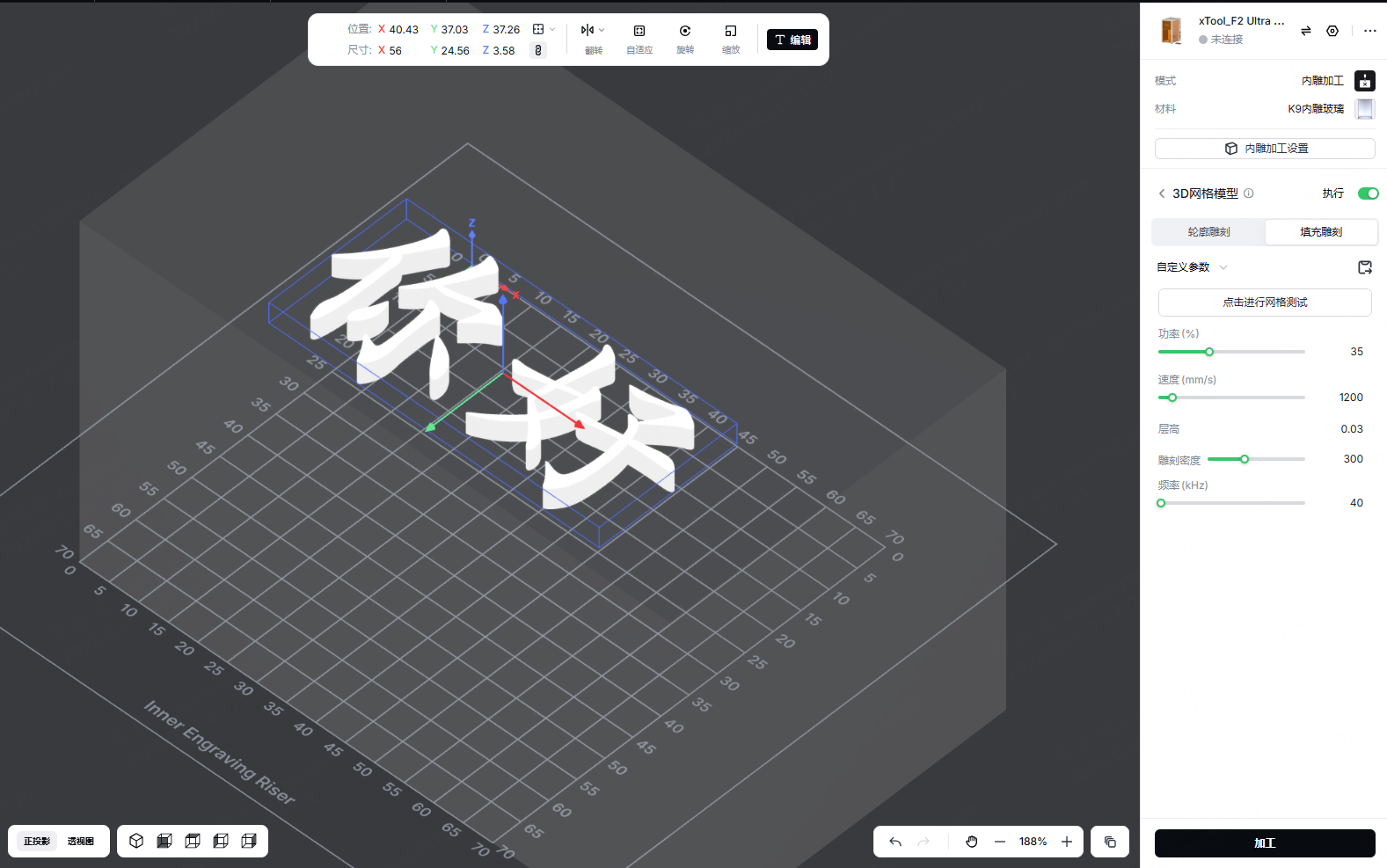
特点:
在玻璃内雕激光模式下,填充雕刻方法允许指定区域沿完整路径完全填充,实现了实心填充效果,准确再现图形轮廓并提供均匀的纹理。这使其适用于大面积设计和需要一致且详细填充的高精度雕刻应用。
¶ 4. 常见问题
¶ 4.1 无雕刻效果
材料表面污染:
玻璃表面的灰尘、油污等颗粒物会直接阻挡紫外激光穿透,导致激光能量无法有效到达玻璃内部。由于紫外激光穿透力相对较弱,易被表面污染物吸收或散射,这些杂质在激光照射下还可能碳化并附着在表面,进一步阻碍能量传输,最终无法在内部形成用于雕刻的微裂纹。
表面指纹或液体残留:
玻璃上残留的油脂、汗液或其他液体,会在表面形成光学界面并改变紫外激光的折射路径。这会导致焦点偏离预定的雕刻深度,使能量无法在玻璃内部的指定位置聚焦。此外,液体会吸收热量并可能产生微气泡,扰乱能量分布,从而导致雕刻效果完全丧失。
激光雕刻参数异常:
参数不匹配是主要原因——例如焦点偏离(紫外激光焦深极窄)、扫描速度过高(相互作用时间不足,无法诱导玻璃内部应力变化)或脉冲频率不当(过高导致能量积累不足,过低导致能量分散)。这些问题使得激光无法达到内部雕刻所需的能量阈值,从而无法产生微爆点或微裂纹。
激光功率过低:
紫外激光本身能量密度有限,如果功率未达到玻璃内部雕刻的临界阈值,激光就无法克服材料内部的分子结合力。因此,它无法产生内部雕刻所需的微观结构变化,即使参数正确,也只会出现模糊的痕迹,甚至完全没有雕刻效果。
¶ 4.2 雕刻结果模糊不清
3D模型未按比例适配调整:
如果直接将原始3D模型用于雕刻,未根据玻璃厚度、有效内雕深度以及紫外激光焦深范围进行缩放,可能导致模型部分区域落在可用雕刻区域之外(过深或过浅),或因缩放比例不当导致关键细节渲染不准确。此外,当模型尺寸与激光雕刻行程不匹配时,边缘细节可能被压缩或重叠,最终导致雕刻结果模糊或呈现雾状。
激光功率过高:
紫外激光能量高度集中,当功率超过适当阈值时,可能在玻璃内部形成过多的微爆点。这些点可能相互重叠或扩散,破坏边界清晰度和精细细节。过高的能量还可能导致局部应力集中和不规则的内部断裂,使雕刻区域产生浑浊或扩散效果。严重时,会导致细节丢失和轮廓模糊。
点间距和层高设置不当:
如果点间距过大,激光冲击点变得稀疏,会产生细节间隙、可见颗粒感和空白区域,导致整体效果模糊。如果点间距过小,能量重叠会导致相邻细节融合在一起。不正确的层高设置——过高导致层间过渡生硬,过低导致分层过于密集和能量累积——会破坏3D模型的深度和细节层次,最终导致轮廓模糊、细节定义不清,无法忠实还原模型的原结构。
¶ 4.3 材料内部产生裂纹
激光功率过高:
当紫外激光功率超过玻璃内雕的适当阈值时,材料内部的局部能量会过度集中,瞬间产生大量高温高压的微爆炸。这会破坏内部分子结构的稳定性,不仅形成用于雕刻的预期微裂纹,还会产生不规则、延伸的裂纹。这些裂纹可能交错扩散,破坏雕刻轮廓的完整性,严重时会导致材料内部大规模碎裂,无法获得正常的雕刻结果。
雕刻速度过慢:
如果雕刻速度过慢,激光在同一玻璃区域停留时间过长,会造成持续的能量积累,超过材料承受能力。这会加剧微爆炸效应,使原本受控的微裂纹扩大并向外传播,产生不必要的内部裂纹。过量的能量还会导致裂纹边缘粗糙不齐,降低雕刻细节的准确性,并对最终作品的视觉质量产生负面影响。