¶ 1.金属切割介绍
金属切割有两种模式,一种是纯切割,一种是深雕切割。
两种各有优点:
- 纯切割模式,官方材料上有深雕切割的参数,优点是切割速度快。缺点是切割边缘有毛刺或者有发黑的问题,但是可以使用磨刀或者打磨笔之类的去补偿。
- 深雕切割模式:官方材料上有深雕切割的参数。优点是边缘光滑,缺点是加工速度慢,且设计上也要额外操作。
¶ 平面模式金属切割参数
- 纯切割模式下部分金属(不锈钢,黄铜,铝,金)的参数:选择对应材料后点击应用
| 材料 | 厚度 | 尺寸 | 速度 | 功率 | 遍数 | 脉冲宽度 | 频率 | 增强切割直径 | 增强切割间距 | 结果 |
|---|---|---|---|---|---|---|---|---|---|---|
| 不锈钢 | 2mm | 10*10mm | 100mm/s | 100% | 50 | 200ns | 65kHz | 0.3 | 0.02 | 切透 |
| 黄铜 | 2mm | 10*10mm | 100mm/s | 100% | 50 | 200ns | 65kHz | 0.3 | 0.02 | 切透 |
| 黄铜 | 0.5mm | 10*10mm | 330mm/s | 60% | 700 | 200ns | 65kHz | / | / | / |
| 铝 | 1mm | 10*10mm | 100mm/s | 100% | 10 | 200ns | 65kHz | 0.4 | 0.03 | 切透 |
| 金 | 0.2mm | / | 20mm/s | 100% | 1 | 200ns | 65kHz | / | / | / |
| 银 | 0.2mm | / | 200mm/s | 100% | 5 | 200ns | 65kHz | / | / | / |
¶ 深雕模式金属切割参数
深雕切割模式,具体的参数可以参考如下步骤,或者直接在 https://www.atomm.com 网站上搜索相关材料,并切换到深雕模式。
- 如何在xTool Studio 软件中快速选择深雕切割参数?
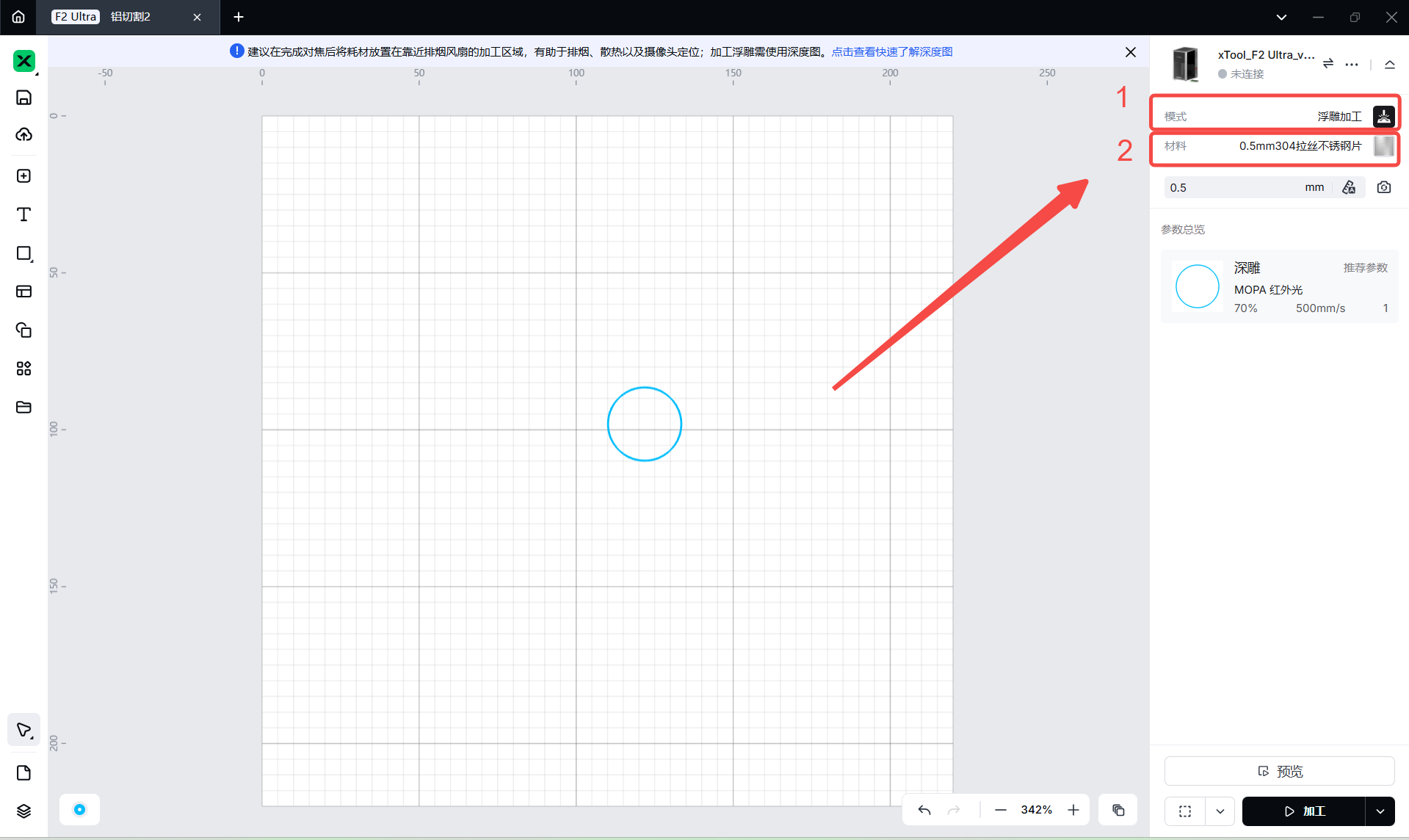
- 切换加工模式-浮雕模式,点击材料。
- 选择对应材料(需选择带有厚度的金属材质才会有推荐参数)。
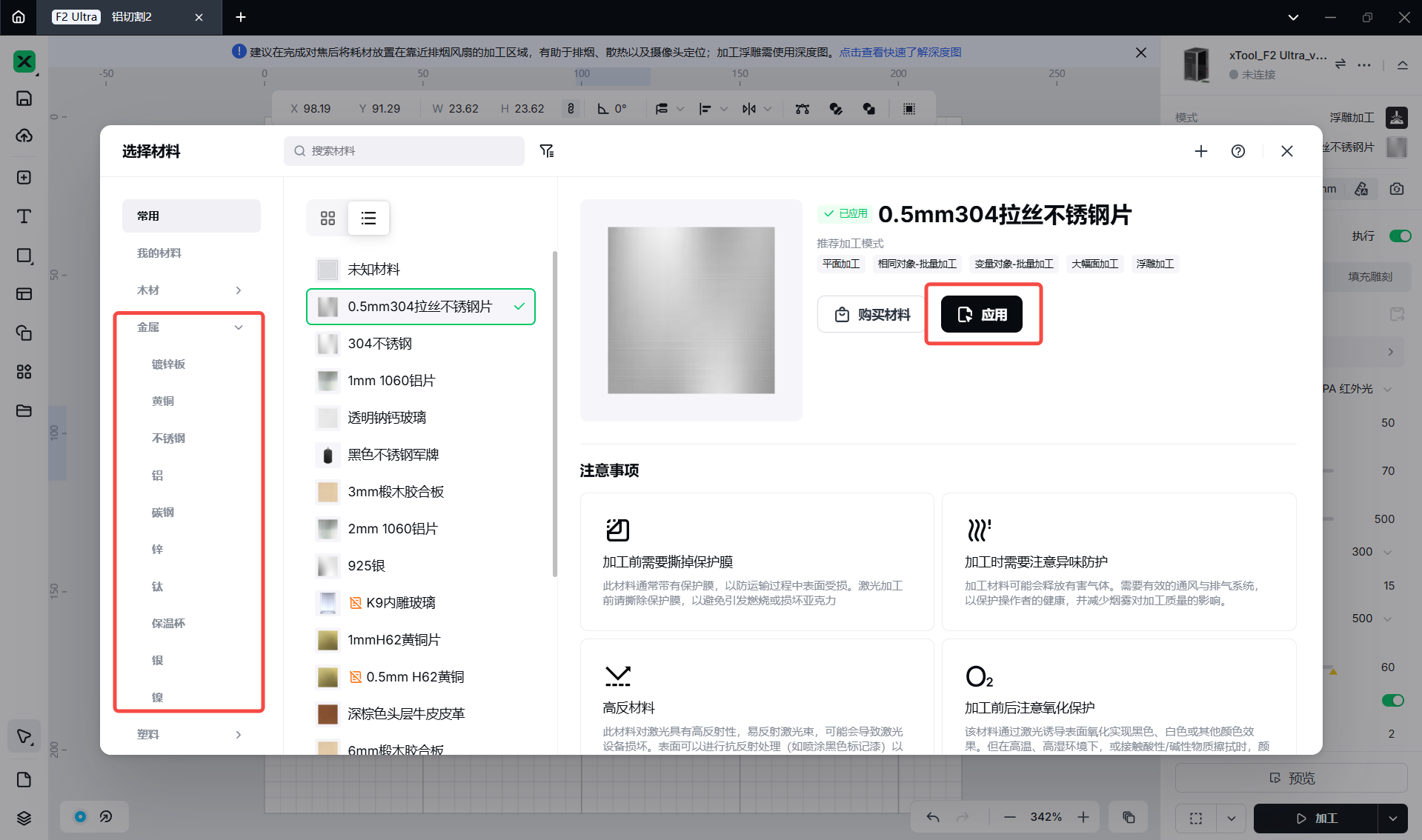
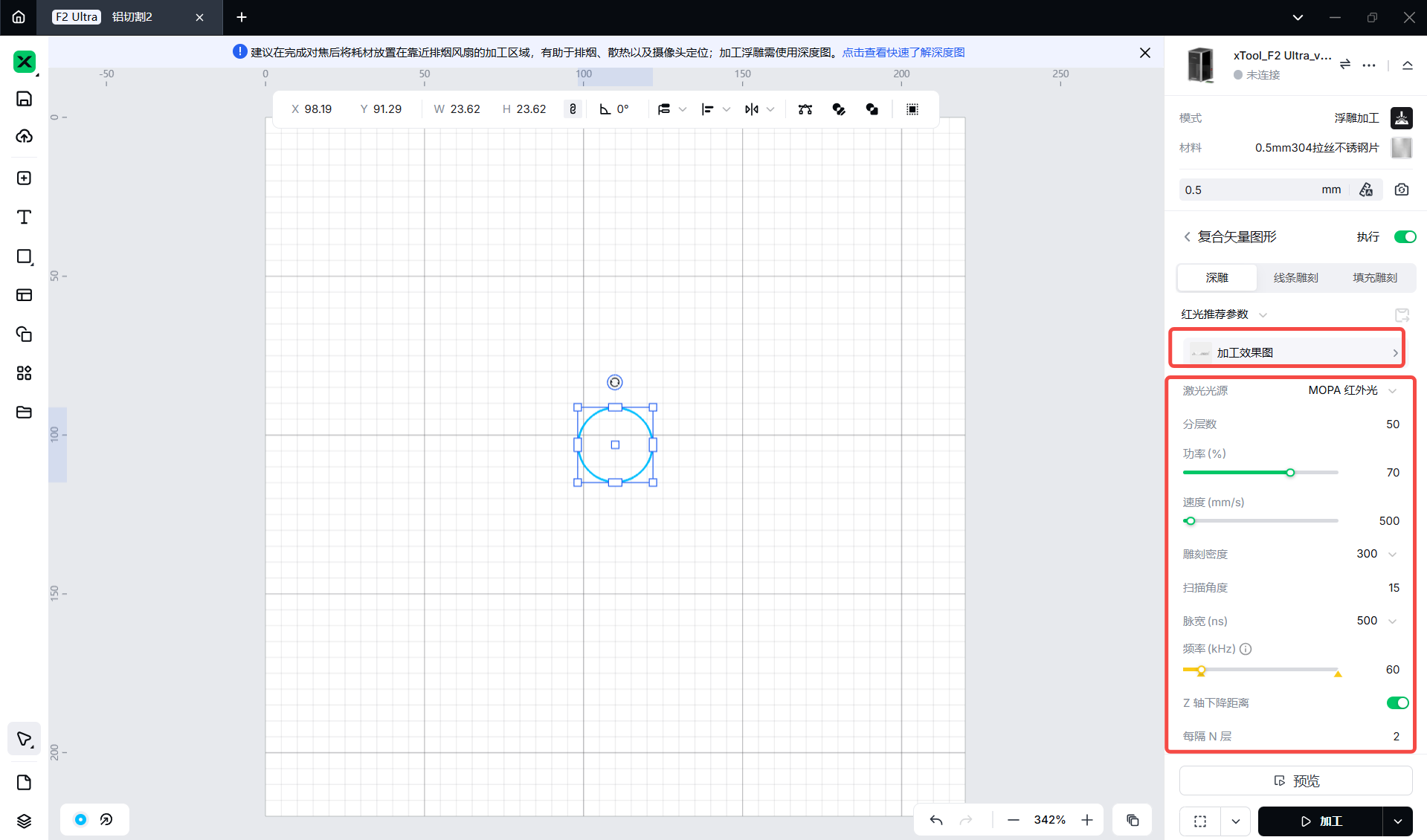
- 点击应用后会自动填入对应推荐参数,如不显示加工效果图或参数则该材料暂无推荐参数。
- 深雕切割参数推荐表
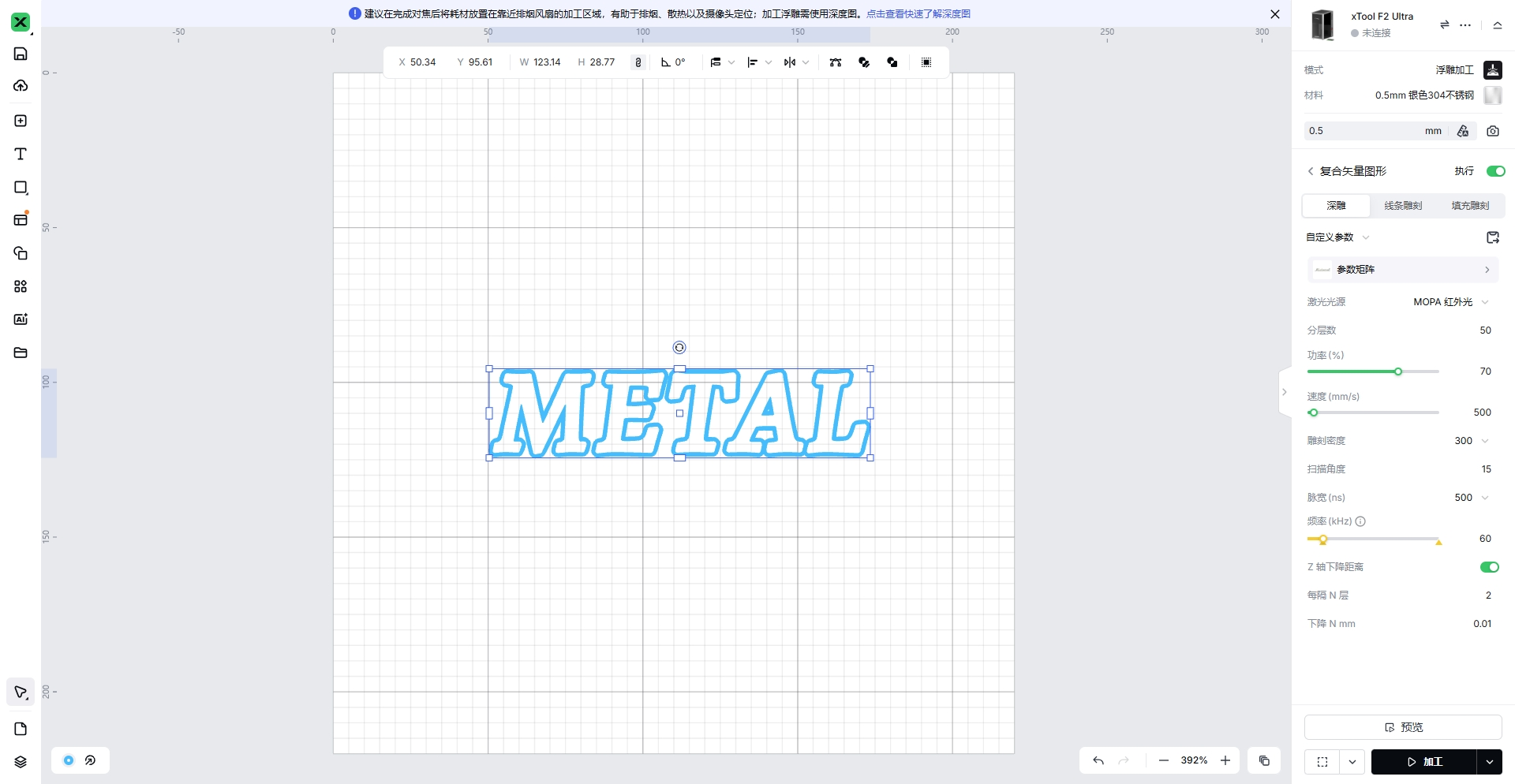
| 材料 | 厚度 | 层数 | 功率 | 速度 | 线数 | 脉冲宽度 | 频率 | 扫描角度 | Z轴下降 | 每 N 层 | 下降量 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 304不锈钢 | 0.5mm | 50 | 70% | 500 mm/s | 300 | 500 ns | 60 | 15° | 开启 | 2 | 0.01mm |
¶ 2. 金属深雕模式切割步骤
¶ 2.1 上传要切割的图案
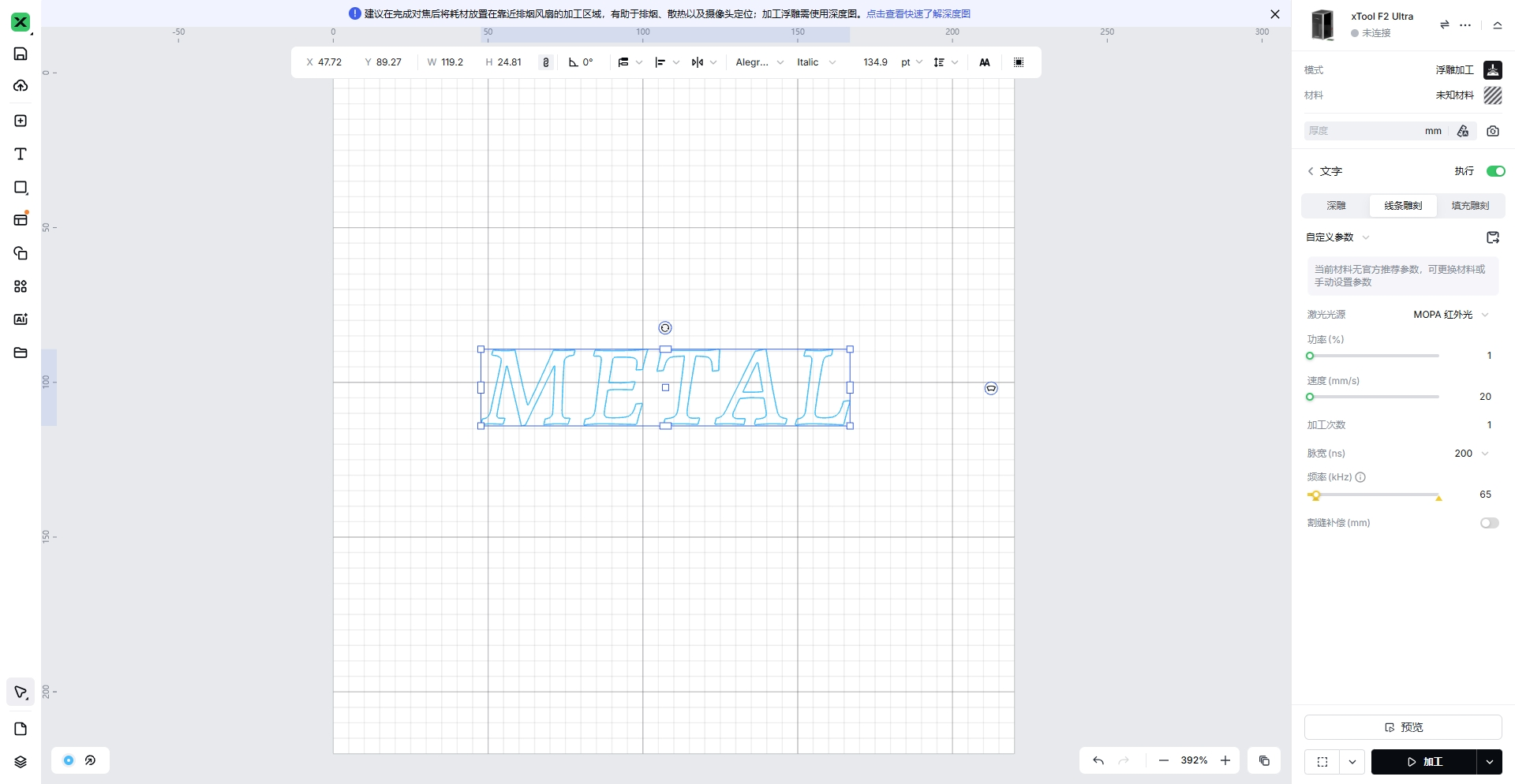
深雕模式切割的图案必须是封闭路径的线条图形。
¶ 2.2 将图案设置为适合切割的模式
1. 选择上传的矢量图案(字体/线条),然后点击偏移以进入偏移设置。
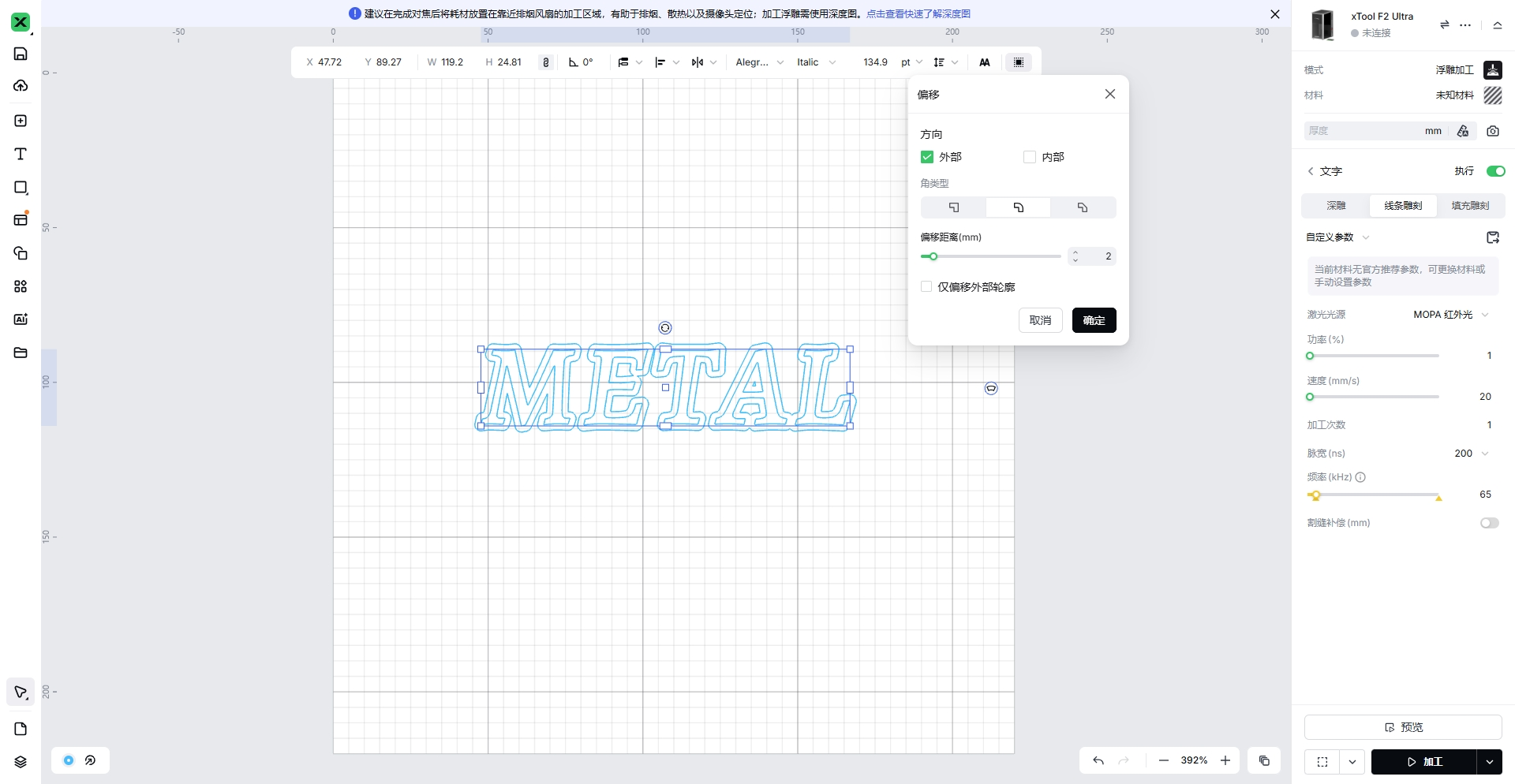
选择好对应的偏移量(尺寸较小时建议选择0.5-2mm)
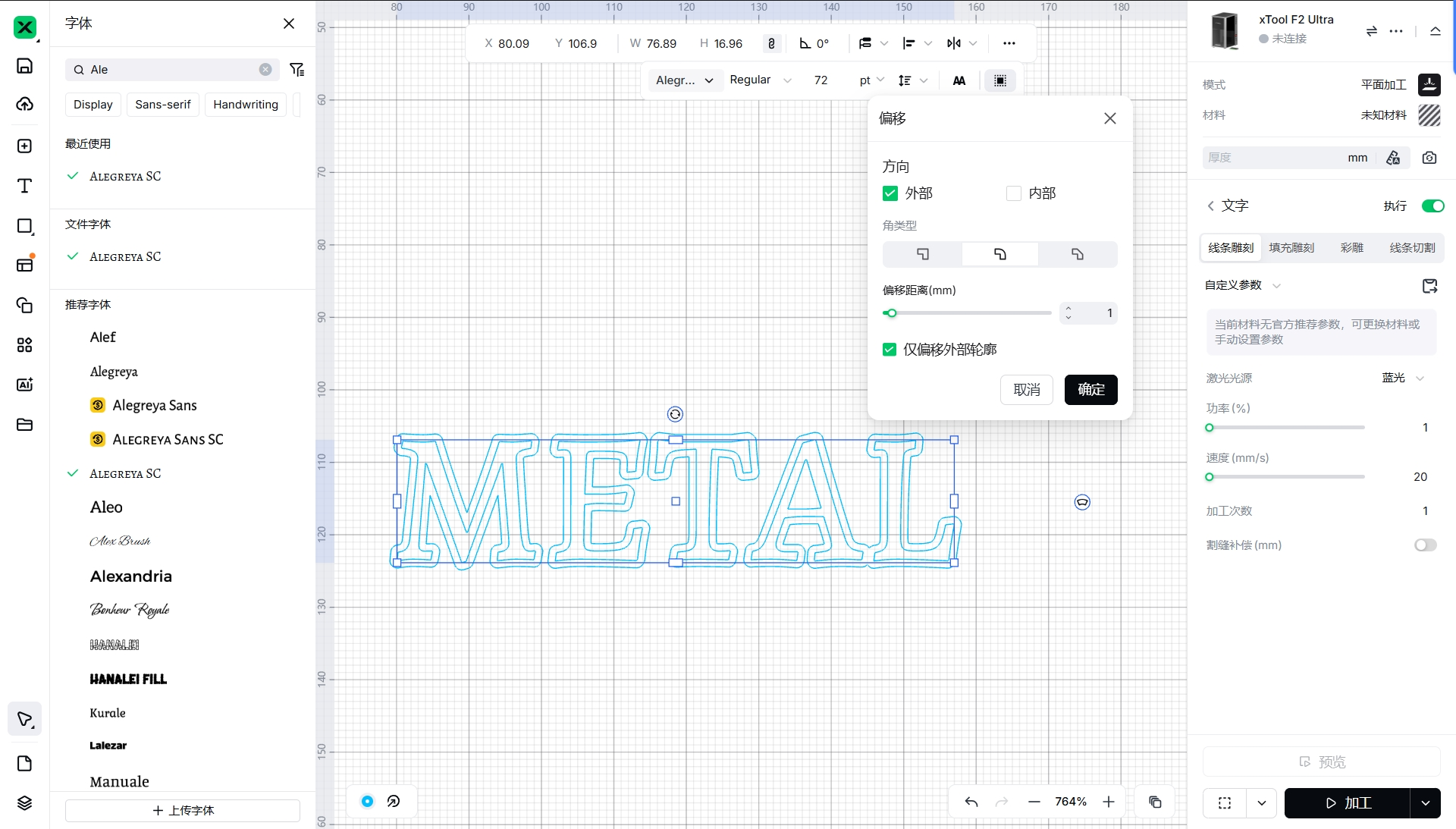
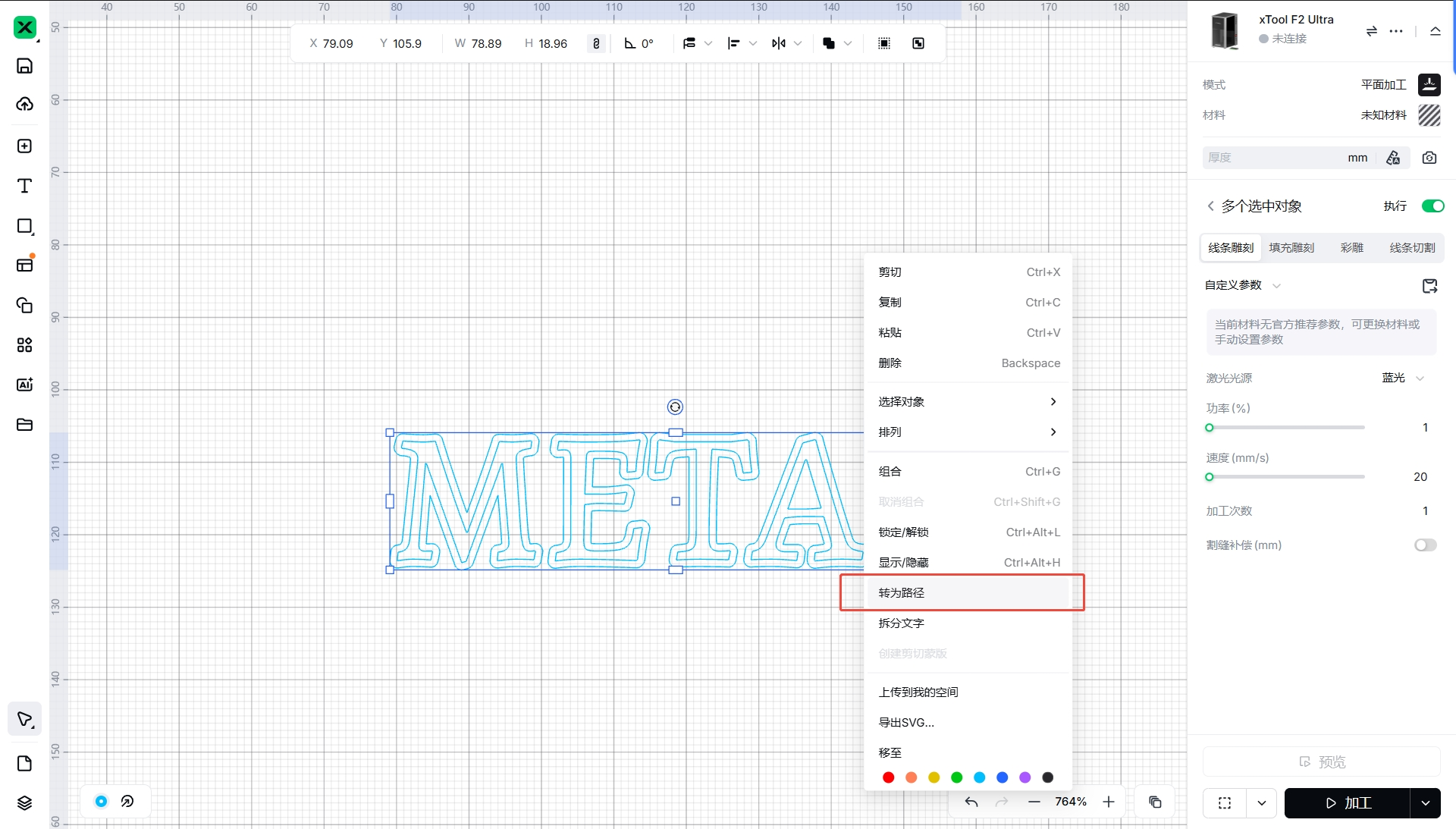
如果选择的是字体需要选择 “转为路径” 选项
2. 框选所有生成的线条,然后点击建立复合矢量。
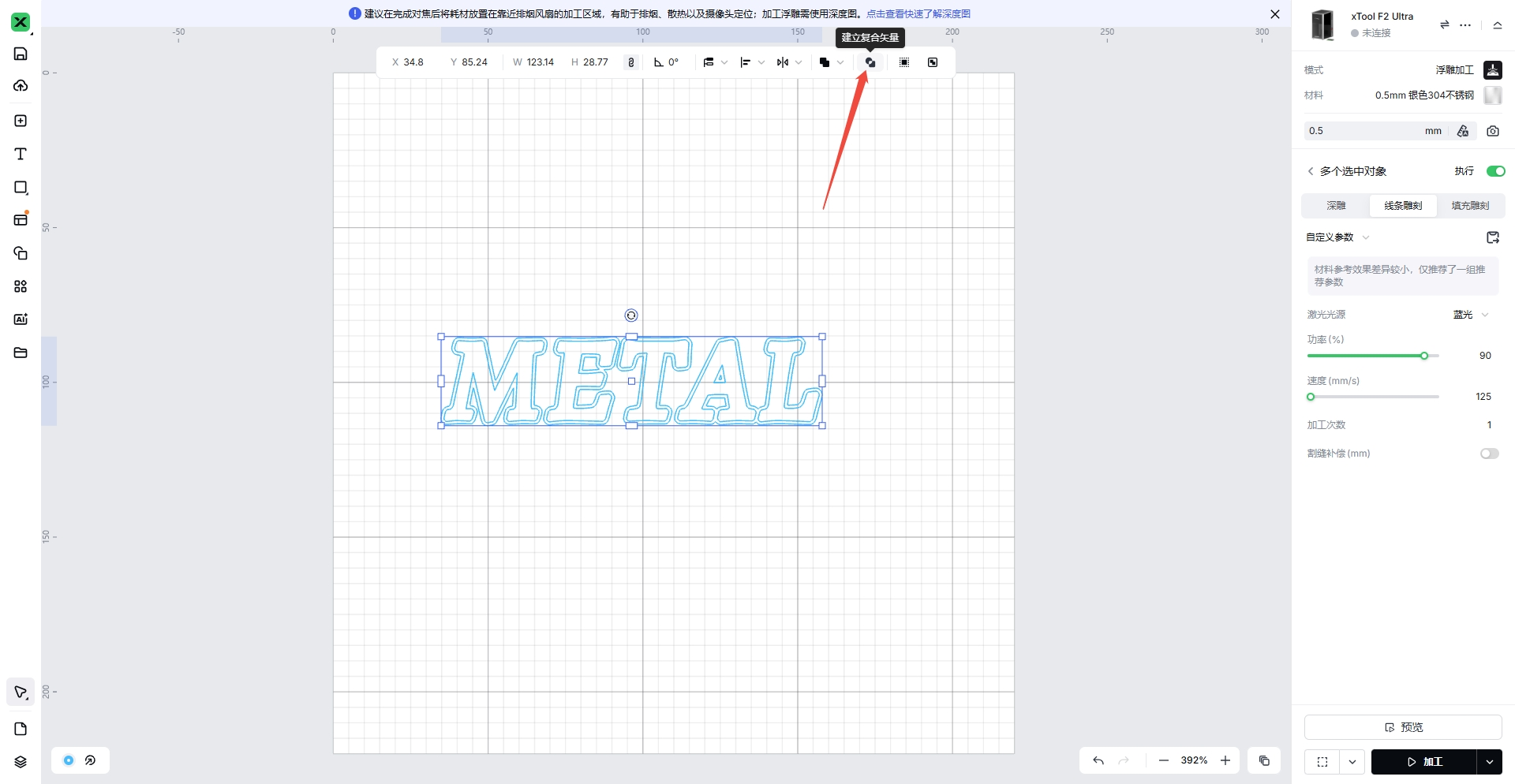
¶ 2.3 配置切割参数
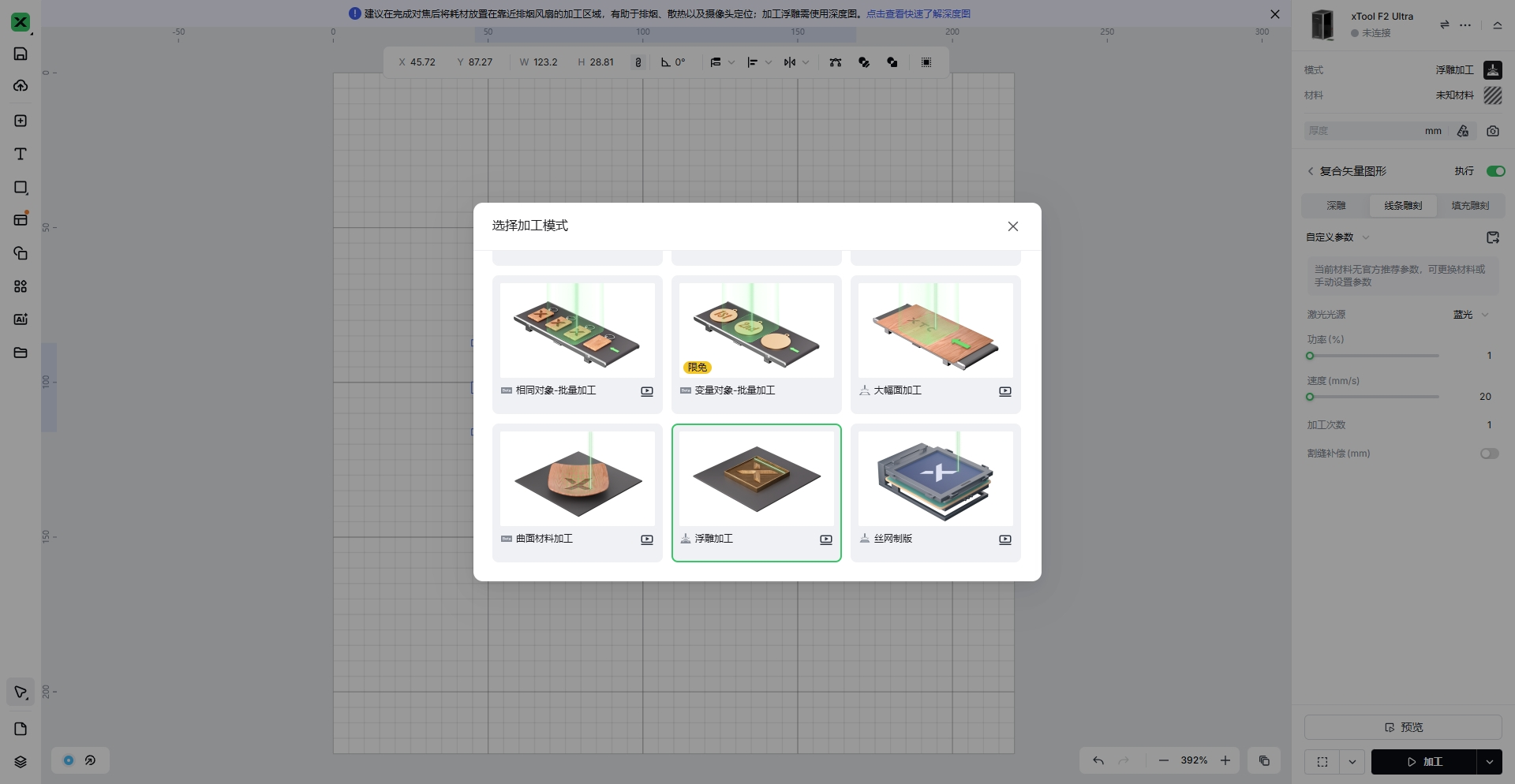
1. 选择浮雕加工模式。
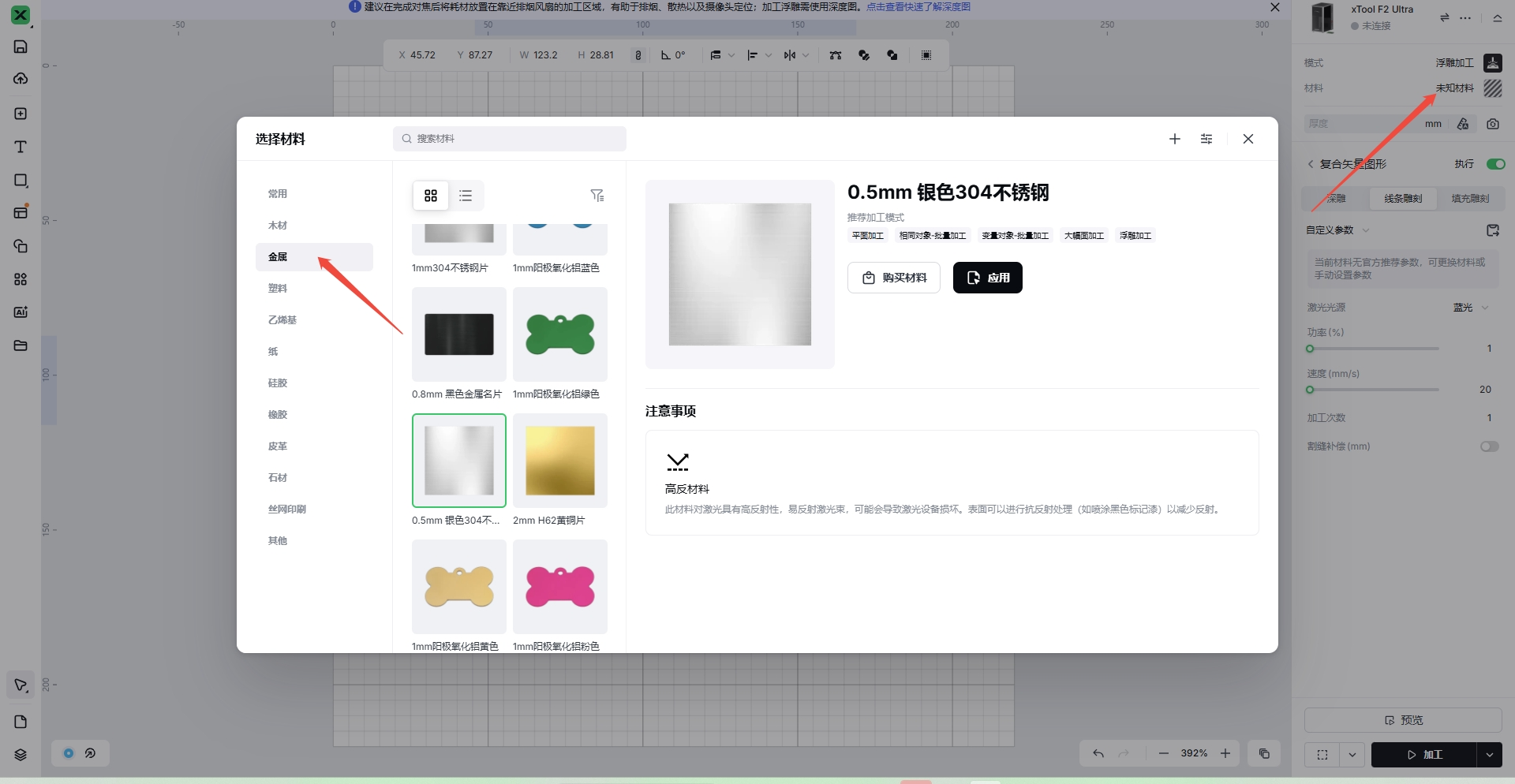
2. 在材料选择部分,选择您想要加工的金属材料,然后点击应用
3. 选择画布上的所有图案,然后点击右侧的深雕模式开始加工。
将激光焦点调整到适当的焦距位置,并预览加工区域。然后点击“开始”按钮,等待材料加工。请注意,请务必将材料放置在刀条板上进行加工,不要将材料直接放置平面上加工。