¶ 彩雕阵列优化教程:如何获得更多颜色
适用设备:xTool F2 Ultra(MOPA 红外)
适用对象:想通过“材料测试阵列”快速找到更多可用颜色的用户
温馨提示:彩雕颜色来自“氧化膜干涉”,对材料成分、表面粗糙度/镀层、清洁度、环境与能量密度极其敏感。
术语小贴士:
功率:激光强度,越高越强。
速度:扫描速度,速度越快每点受热越短。
频率(MOPA):脉冲频率,影响颜色亮度与冷暖。
密度:填充线之间的距离,影响能量密度与细腻度。
¶ 1. 第一次阵列:快速扫出“有颜色的区间”
目标:快速识别“在哪些功率/速度区间能形成彩色”,以及颜色变化的方向(本篇文档以功率或速度为主)。
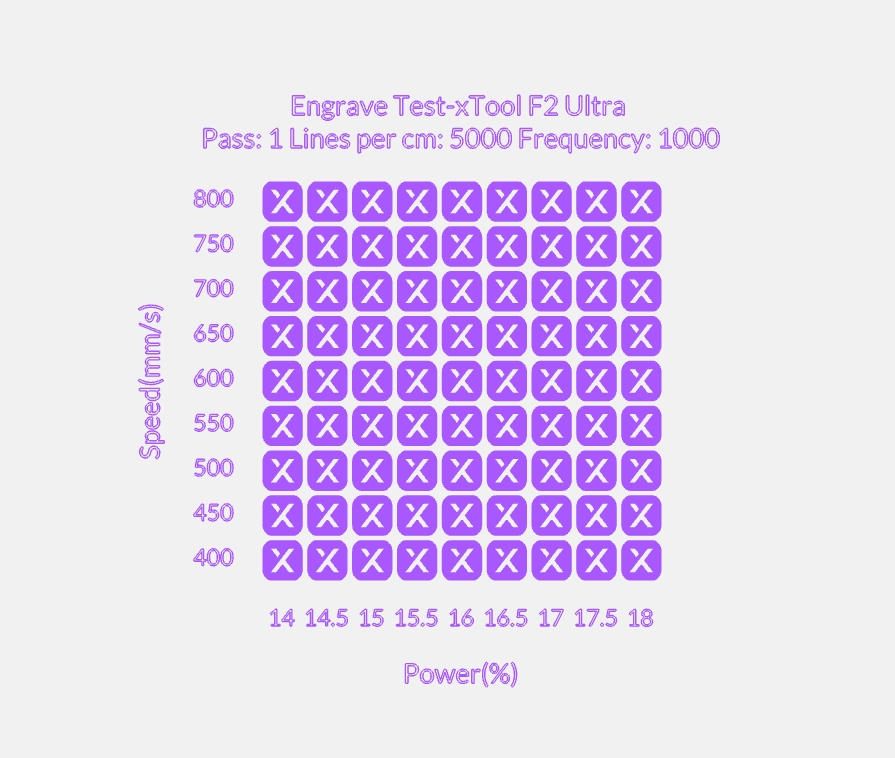
1、以 304不锈钢1mm 为例:在 XCS 画一个 6–8 mm 的小方块阵列 8 行 8 列,使用材料阵列参数功能生成阵列模版。
- 功率范围:14-18
- 速度范围:400-800
- 脉宽:默认80
- 密度:默认5000
- 频率:先固定一个常用值(如 1000 kHz)
加工后你会观察到什么:
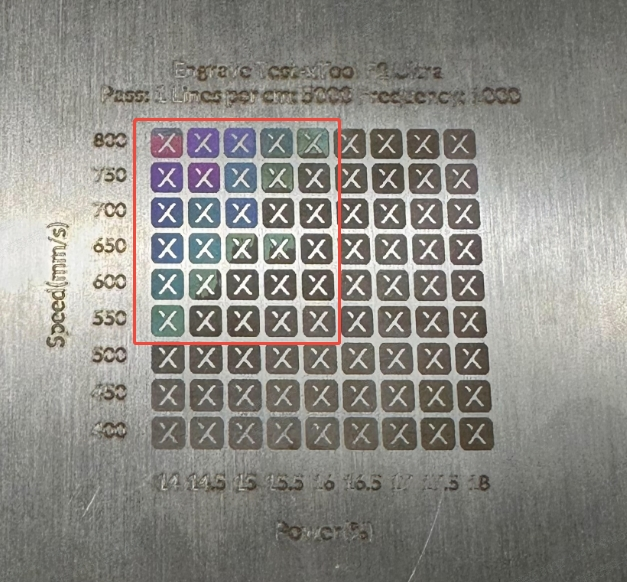
如测试图,你会观察到某些区域开始出现彩色,可能呈“斜带”“条状”或集中在某个角落。
如果没有颜色或都很暗(以不锈钢304为例):请略降功率或速度,重做一张小范围阵列。
 测试示例图 |
¶ 2. 如何进行“第二次阵列”,扩大颜色区域
目标:在首轮发现的“有色区”上,可以缩窄范围、减小幅度,获取“更多、更亮”的颜色。
步骤:
- 观察首轮阵列图,圈出连续出现彩色的区域(示意图中用红色框标注)。
- 基于判断,选择对应的二轮阵列方案,并减小步进精细化测试。
示例参数
- 功率:12–16%,速度:550–1000 mm/s区间;
- 频率:维持 1000 kHz;
| 修改前阵列图 |
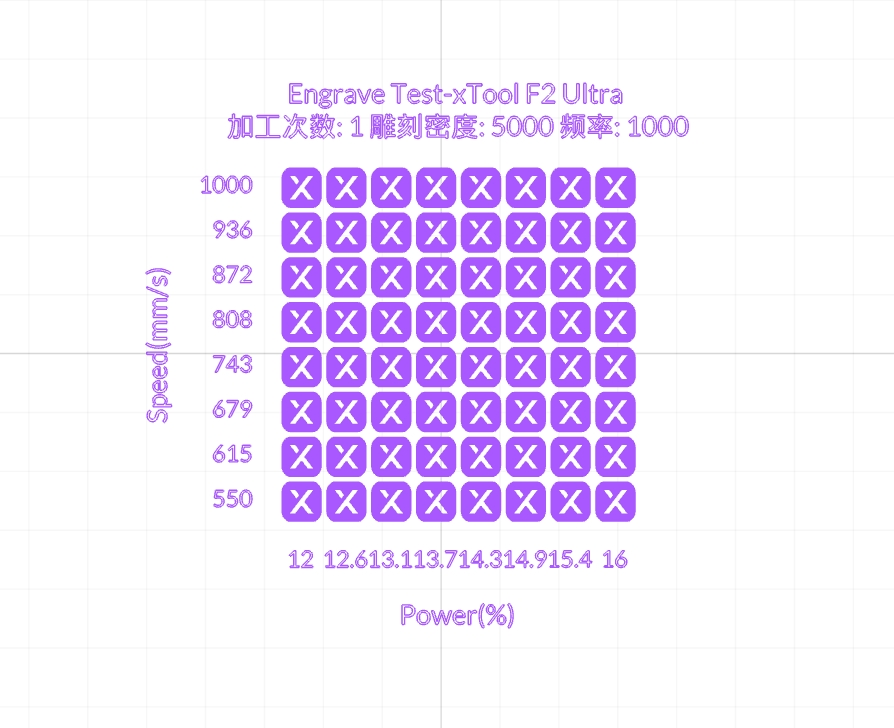 修改后阵列图 修改后阵列图 |
- 将修改后的阵列图进行加工,可以观察到较第一次彩雕阵列,颜色数量明显增加,饱和度与亮度都有提升。
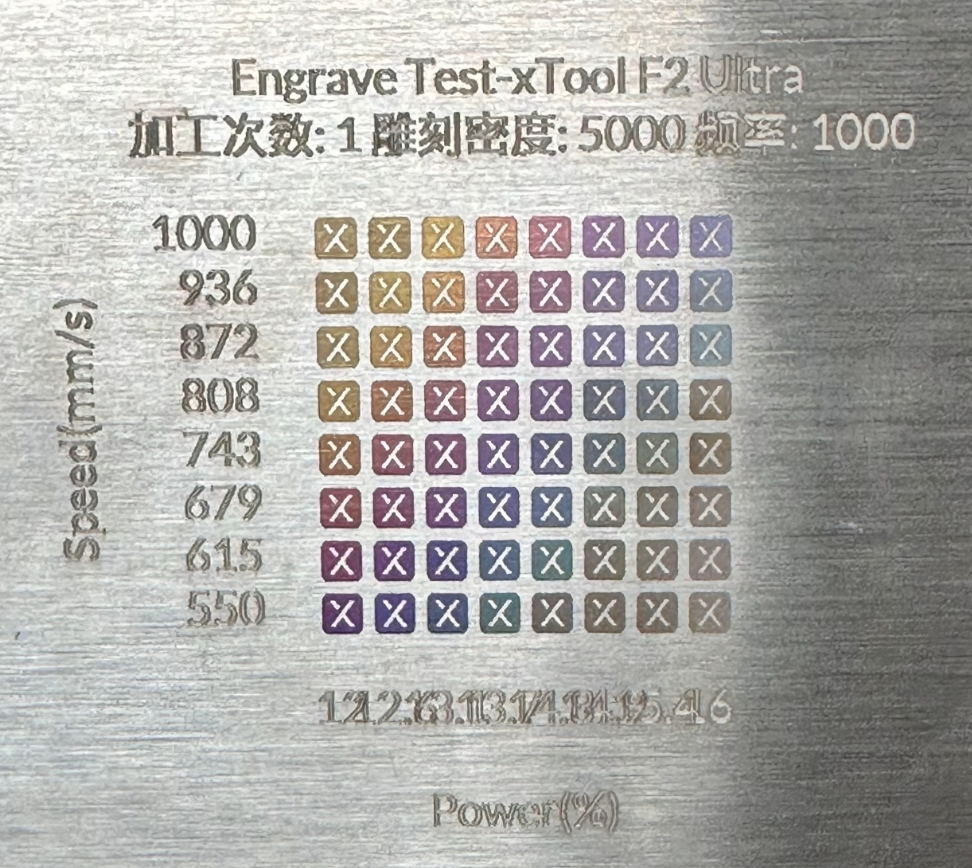 修改后阵列效果图 |
- 可以圈出二轮阵列中最亮、最纯的若干色块,记录参数;必要时对该色做一张小范围微阵列(5×5)以提升复刻性。
小贴士:
上述参数仅作“示例说明”。请按此方法在你的红框区域内进行实际测试并迭代,最终以你的阵列读图结果为准。
¶ 3. 不同材料的起步范围建议(仅作为“首轮测试”的初值)
- 304/201/316 不锈钢(普通面):功率 12–22%,速度 300–1100 mm/s,频率 550–650 kHz
- 拉丝不锈钢:同上,但注意纹理方向
- 镜面/抛光:整体能量要略高(同色时功率 +1–2% 或速度 −100–200 mm/s)
- 黄铜/红铜:反射率高、导热强,常需更高能量或更高频率;优先做频率阵列
- 钛:更易出高饱和色,但对功率/速度变化更敏感;
注意:以上参数仅作“初次彩雕阵列范围”参考,由于材料一致性问题,实际参数需自行测试。
¶ 4. 常见问答 FAQ
Q1:为什么同一参数进行彩雕,今天和明天颜色不一样?
A:彩雕是靠“纳米级氧化膜干涉”显色。微小的能量变化(预热不同、镜片微脏、焦距差 0.1 mm、环境温湿度变化、夹具散热不同)都会让膜厚变化,从而偏色。建议流程:先加工首次阵列图进行暖机,再打“彩雕阵列图”。
Q2:一定要“低功率+高速度”吗?
A:不是。很多不锈钢确实在那一侧更容易出亮色,但黄铜、镜面钢或不同批次不一定如此。可以先进行“第一次阵列观察颜色”,再决定往哪边扩展。
Q3:频率要不要动?
A:建议首轮先固定(如 1000 kHz)。如果整体偏暗或偏暖,可在二轮或微阵列里做 520–700 kHz 的小步扫描,能让颜色更亮或更偏冷色。
Q3:整板不同区域颜色不一致?
A:散热边界、表面粗糙度不一所致。尽量在同一区域完成同一颜色;