¶ 激光光源类型
- xTool F2 Ultra 支持两种激光加工类型:蓝光激光(40 W)和 MOPA 红外激光(60 W)。
- xTool F2 Ultra(单光源) 仅支持 1种 激光加工类型:MOPA 红外激光(60 W)。
您需要根据加工材料选择合适的激光类型。
🔵 蓝光 通常用于椴木、瓦楞纸和皮革等材料,以及激光切割。
🔴 MOPA 红光 非常适合雕刻不锈钢、钛、黄金、白银、铜、铝等金属。
¶ MOPA红光
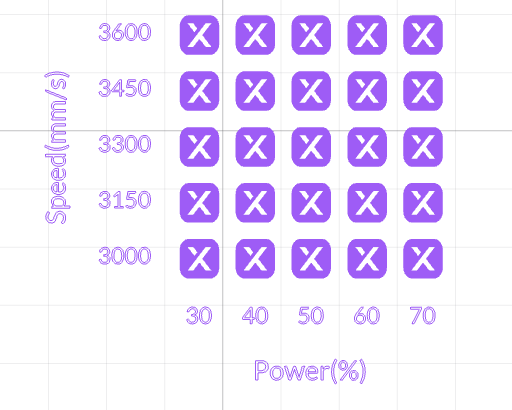
- 测试矩阵文件
为了体验加工结果的实际差异,您可以下载测试矩阵文件进行测试。
请使用以下材料进行处理:MOPA IR(红外激光) – 不锈钢板。
 |
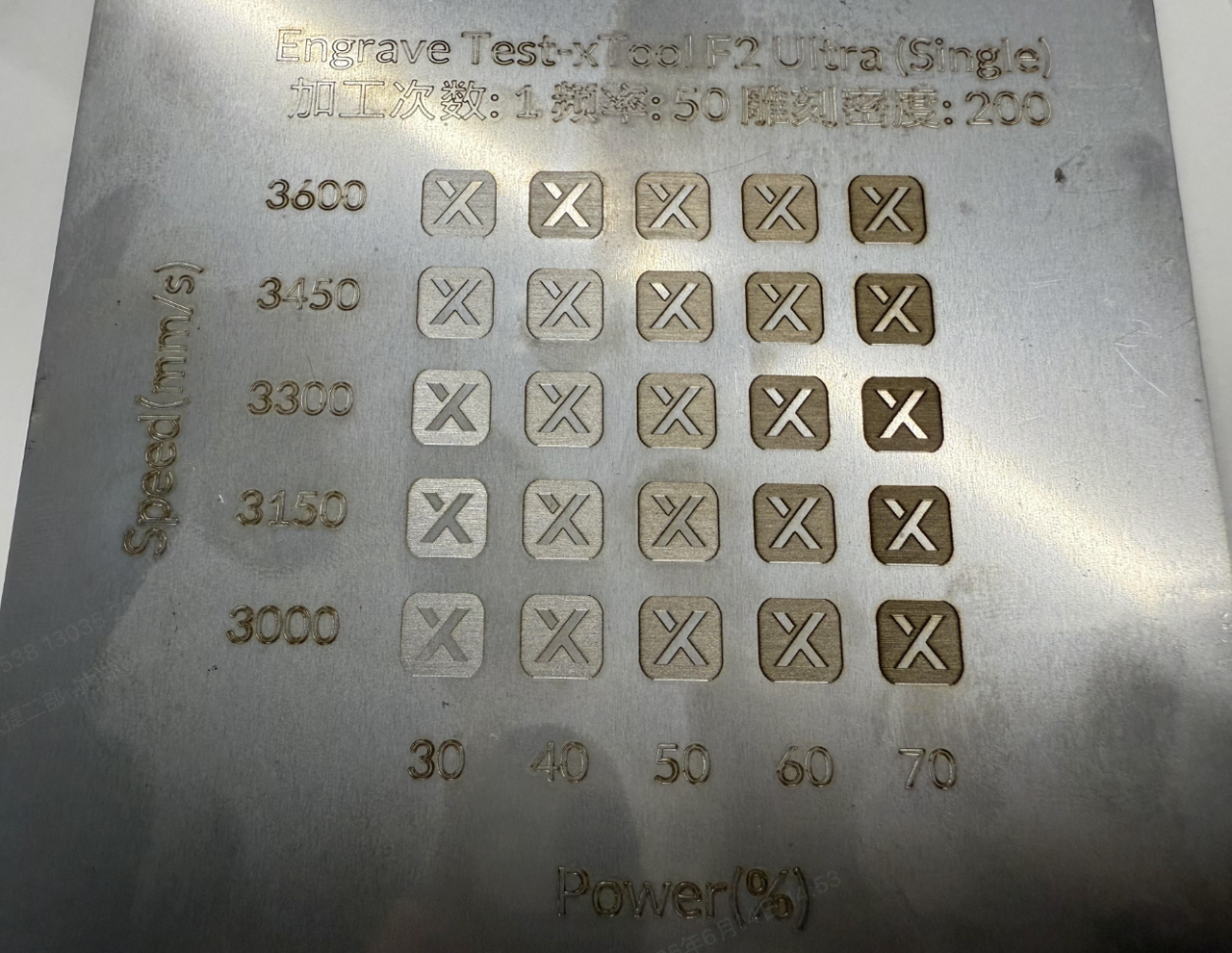 |
| 测试矩阵 | 示例 |
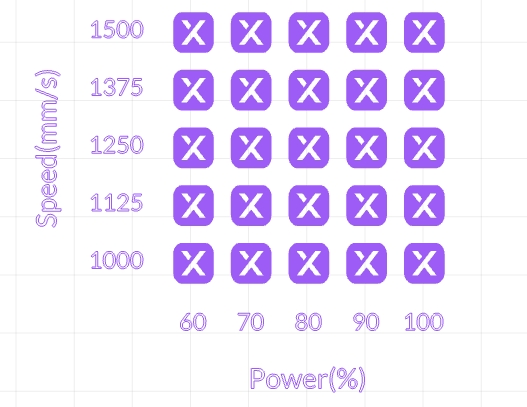
¶ 蓝光
请使用以下材料进行处理:蓝光光源 – 椴木板。
 |
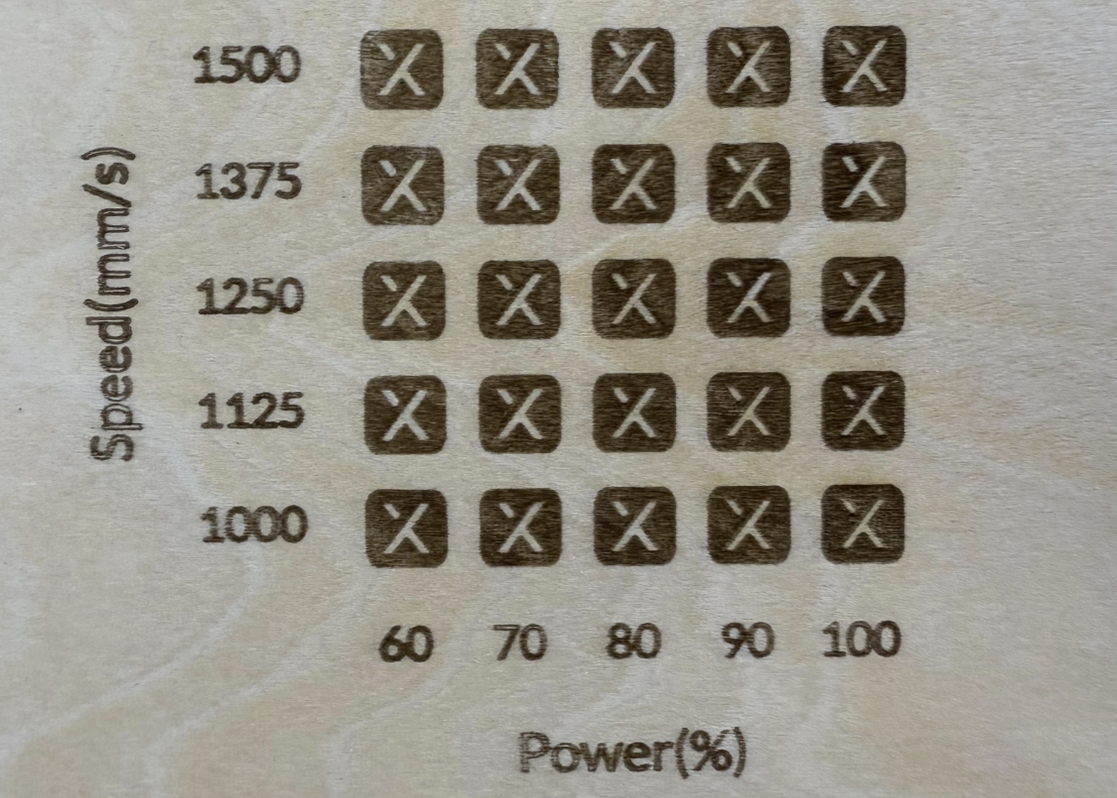 |
| 测试矩阵 | 示例 |
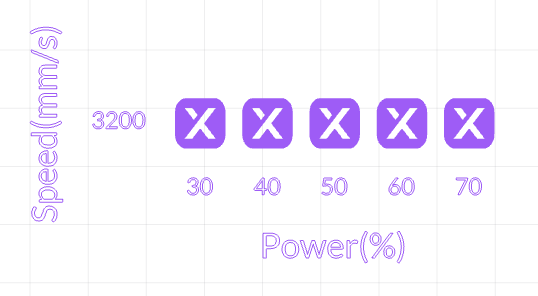
¶ 功率
激光功率决定了激光的能量密度和加工能力。不同的功率水平可以产生不同的雕刻深度。高功率结合低速度可以实现切割效果。
- 测试矩阵文件
要体验实际的加过结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA IR(红外激光) – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
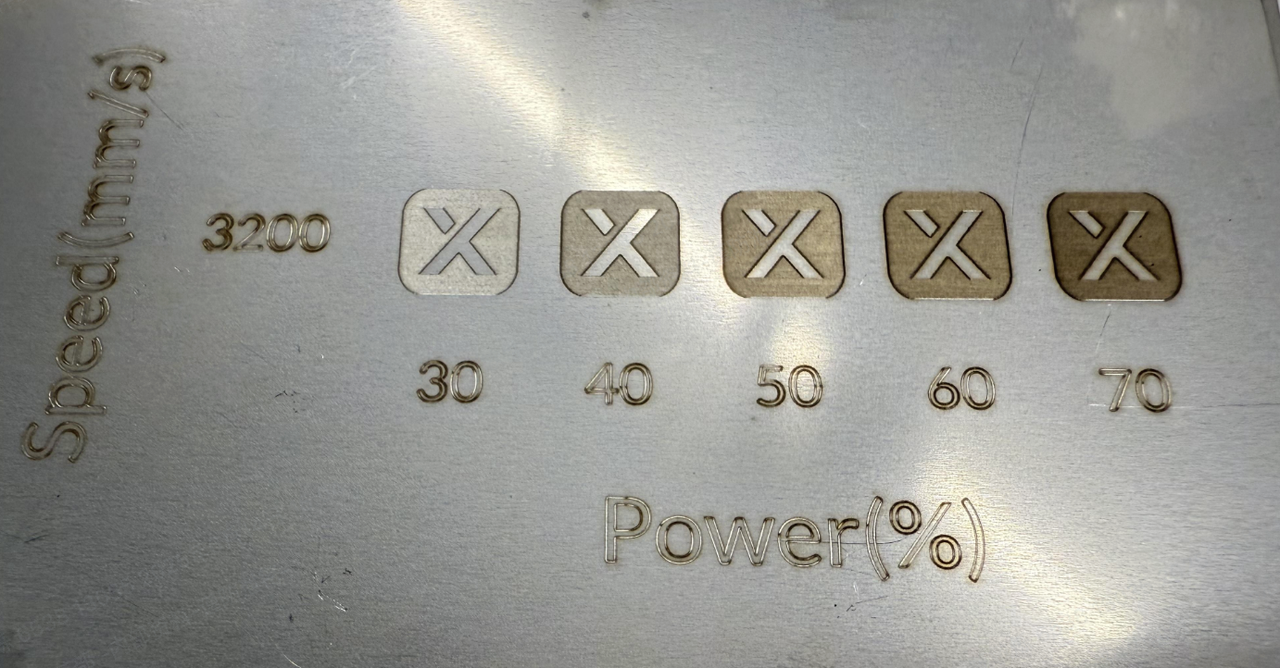
¶ 速度
激光束的移动速度。如果激光束移动得更慢,加工时间就越久,材料将吸收更多能量。因此,速度越小,激光在材料表面雕刻得越深。
- 测试矩阵文件
为了体验实际的加工结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA 红光 – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
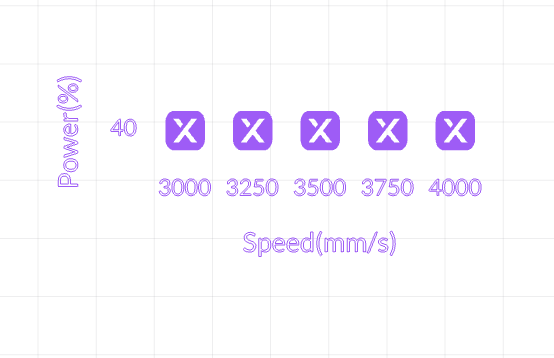
¶ 打点时间
在加工位图/照片时,通过有条理地雕刻每个点形成完整的图像。因此,“打点时间”一词指的是在每个点上花费的时间,以微秒(μs)为单位测量,并且它会影响整体加工时间。不同的停留时间会产生不同深度的雕刻痕迹。
为了确保稳定的激光输出,特别是对于红外激光,我们建议设置超过100μs。最佳时机因材料而异,但通常在100到500之间。请注意,过长的打点时间可能会导致发白效果和更长的处理时间。
- 测试矩阵文件
要体验实际的加工结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA 红光 – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
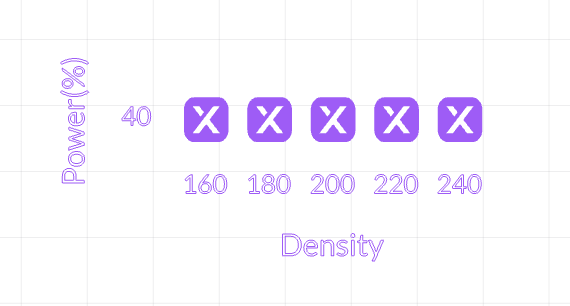
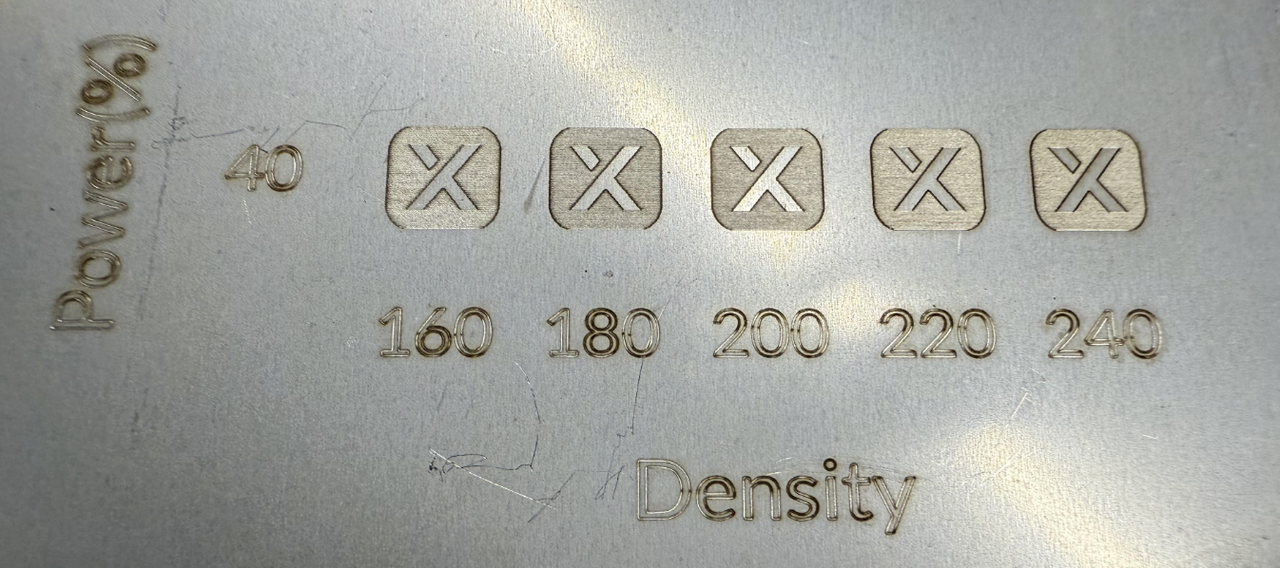
¶ 雕刻密度
目标加工区域内的线性雕刻线条数量。更高的密度意味着更小的线间距、更精细的图案和更长的加工时间。每厘米内雕刻的线条数量。
- 测试矩阵文件
要体验实际的处理结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA 红光 – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
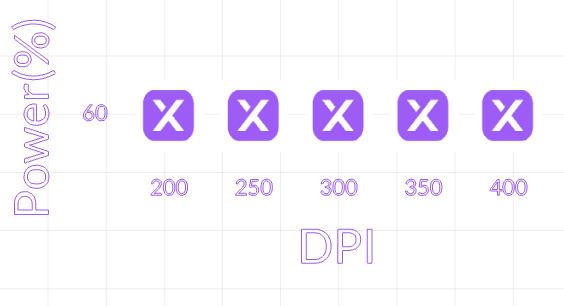
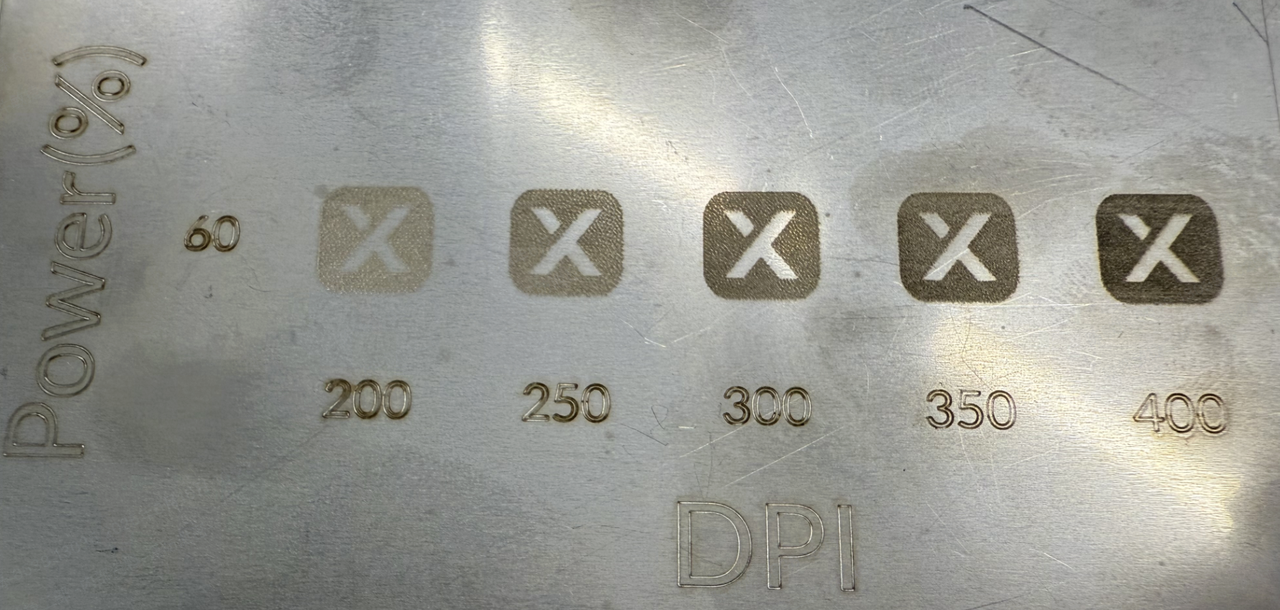
¶ DPI
DPI是点矩阵数字图像中的一种测量单位,表示每英寸图像像素的数量。设置范围为[1, 1270]。转换为雕刻密度(每厘米的行数)时,100线密度等于254 DPI。
理论上,更高的DPI可以产生更精细的雕刻图像效果。然而,当DPI超过位图的像素分布时,过于密集的点可能产生适得其反的效果,使得较暗的材料看起来更白 (如下图所示)。
- 测试矩阵文件
为了体验实际的加工结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA 红光 – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
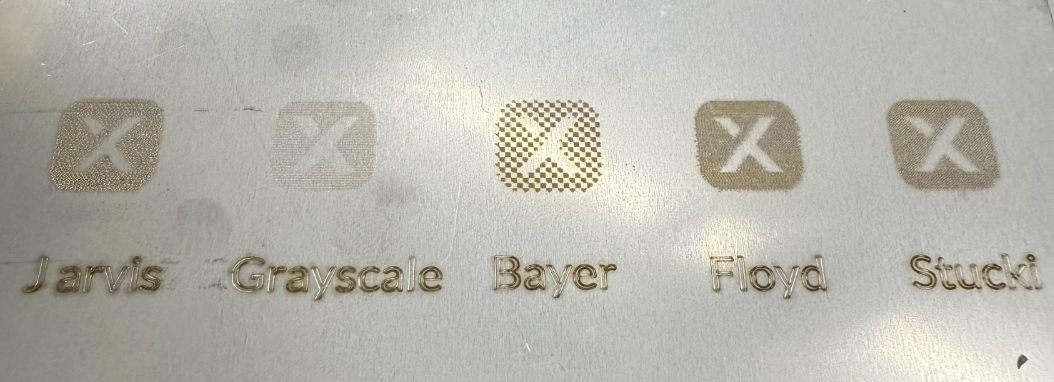
¶ 位图模式
软件提供多种位图模式供选择,以满足大多数位图使用场景。您可以选择最适合您图像的类型。一般来说,我们建议在红外光下使用 Jarvis 模式,在蓝光下使用灰度模式。
在其他设置不变的情况下,木板上图像的输出会根据图像模式有所不同,如下图所示。
- 测试矩阵文件
要体验实际的加工结果,您可以下载下面的测试矩阵文件。
请使用以下材料进行处理:MOPA 红光 – 不锈钢
 |
 |
| 测试矩阵 | 示例 |
¶ 脉冲宽度和频率
¶ MOPA 红外激光器支持可调脉冲宽度和频率。那么调整这两个参数的目的是什么呢?
MOPA 红外激光器支持可调脉冲宽度和频率,这些参数允许用户根据具体应用优化激光输出效果。
- 调整频率:当其他参数保持不变时,降低频率会增加单个脉冲的峰值功率和能量。这有助于提升激光的冲击力,适合需要强力作用的场景。
- 调整脉冲宽度:当其他参数保持不变时,增加脉冲宽度会降低单个脉冲的峰值功率,而脉冲能量保持不变。这可以控制激光的热影响和精度。
应用益处:
- 更高的单脉冲能量:意味着更强的材料去除能力,适合用于金属切割和除锈等场景。
- 更高的峰值功率:实现更高的精度和更少的热影响区(HAZ),非常适合精细雕刻和表面处理。
¶ 为什么 xTool 区分不同的脉冲宽度/频率级别,而其他品牌却没有?
- 原因:
激光增益介质需要“恢复期”。在短脉宽+高频时,脉冲之间的间隔远短于增益介质的能量存储时间,从而允许连续的能量提取——因此实现高频输出。
相反,长脉冲宽度需要更多时间来释放每个脉冲的能量,因此增益介质需要更多时间来恢复。如果频率过高,可能会导致能量存储不足和输出不稳定。 - 好处:
- 增益介质能量管理: 高频率下的短脉冲宽度允许快速能量回收,避免功率波动。长脉冲宽度需要能量存储时间以确保输出稳定。xTool的脉冲频率匹配确保能量释放与介质回收之间的精确平衡,保证长期稳定输出。
- 用户友好性: 防止无效参数组合,减少因超出操作限制而导致的硬件损坏风险(例如,泵源过载)。
¶ 如何选择正确的组合?
选择脉冲宽度和频率组合取决于您的加工目标。以下是推荐配置(结合功率调整):
-
如果你想要更锐利和更精细的雕刻,请使用:
→ 短脉冲宽度 + 低频率 + 中低功率
(理由:高峰值功率减少热扩散,实现精密细节。) -
如果你想要快速去除材料,请使用:
→ 长脉冲宽度 + 低频率 + 高功率
(理由:高脉冲能量增强去除效率,适合大面积或厚材料处理。) -
如果您想要高速加工或浅层精细标记,请使用:
→ 短脉冲宽度 + 高频率 + 中高功率
(理由:这个组合强调速度和低热影响,适合快速扫描和大面积覆盖的场景:
¶ 增强切割
此功能通过螺旋加工路径增强切割能力,但会显著增加加工时间。具体路径如下图所示:

如何设置增强切割参数
- 间距应小于直径。您可以参考以下公式:间距 = 直径 × (0.3 到 0.5)
- 精细切割: 0.3–0.4 × 直径
- 快速切割: 0.4–0.5 × 直径
- 厚材料切割: 0.25–0.35 × 直径
- 薄材料:
- 直径: 0.1–0.2 毫米
- 间距: 0.03–0.06 毫米
- 中等厚度材料:
- 直径: 0.2–0.3 毫米
- 间距: 0.06–0.09 毫米
- 厚材料:
- 直径: 0.3–0.5 毫米
- 间距: 0.09–0.15 毫米