¶ 刀切垫板
¶ 产品介绍
¶ 低粘刀切垫板(蓝色)

xTool低粘刀切垫板是一种可重复使用的粘性垫,可以使切割材料表面的小凸起或者不平整的地方变平整,切割材料时使用刀切垫板会令材料边缘切割得更平滑。它可以跟常见的切割材料配合使用:贴纸、自粘胶、热转印胶、牛皮纸、PVC、人造皮革等。
¶ 织物粘刀切垫板(粉色)

xTool织物粘刀切垫板是一种可重复使用的高粘性垫,可以使切割材料表面的小凸起或者不平整的地方变平整,切割材料时使用刀切垫板会令材料边缘切割得更平滑。与低粘刀切垫板不同,织物粘刀切垫板适用于布、毡制品、棉布、帆布等材料。
¶ 注意事项
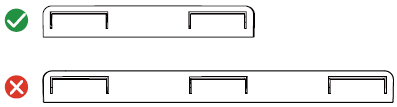
- 使用刀具加工时,请务必将刀切垫板粘到设备底板上再使用刀切功能。
- 使用 xTool M1的过程中需注意加工功率和速度等的设置,使用刀切功能时务必将材料放置在垫板上进行加工,设置不当或刀切时未使用垫板可能导致底板出现雕刻痕迹或切割划痕。
- 刀切垫板仅用于刀具切割功能,激光雕刻和激光切割时切勿放置刀切垫板在机器底板上。
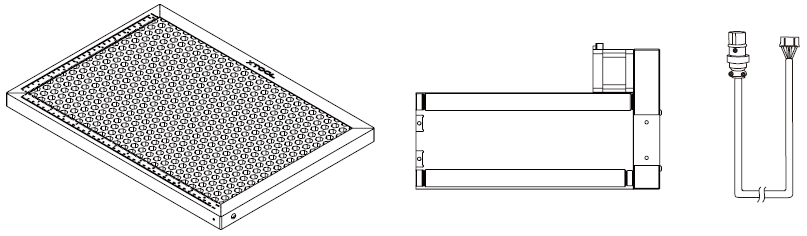
¶ 空气辅助装置

空气辅助装置由气泵、气管及连接件组成,可用于辅助激光切割设备进行材料加工。通过提供稳定的气流,可将激光切割机工作过程中产生的烟雾和切割残留物吹走,减少雕刻或切割过程中木板出现的黄色污垢,从而提升设备的切割和雕刻性能。其旋钮可用于调节气流的大小,满足您不同的使用场景,如雕刻材料时可减小气流,切割材料时则可增大气流。
| 最大空气输出流量 | 30 L/min |
|---|---|
| 适用机型 | xTool M1 |
¶ 物料清单
| 1 | 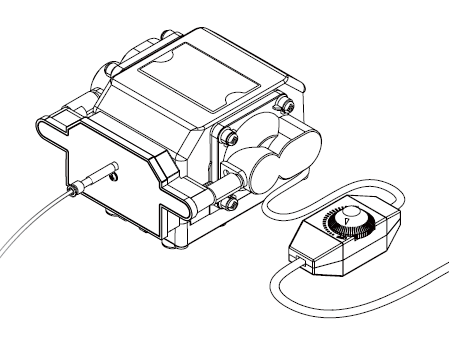 |
气泵 |
|---|---|---|
| 2 |  |
管子 2.5m |
| 3 |  |
气泵转接头 |
| 4 |  |
硅胶连接管 |
| 5 |  |
镜片座 |
| 6 |  |
气嘴组件 |
| 7 |  |
短气管卡扣 |
| 8 |  |
中气管卡扣 |
| 9 |  |
长气管卡扣 |
| 10 |  |
气嘴放置架 |
| 11 |  |
镊子 |
| 12 |  |
十字螺丝刀 |
| 13 |  |
镜片(备用件) |
| 14 |  |
密封圈(备用件) |
| 15 |  |
滤棉 |
| 16 |  |
转换插头 (特定套装中包含此转换插头,具体以购买的套装为准。) |
| 17 |  |
用户手册 |
| 18 | 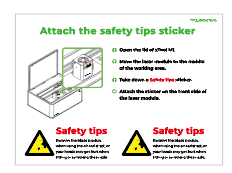 |
安全贴纸 |
¶ 安装空气辅助装置
以空气辅助装置配合 xTool M1 使用为例。
⚠️ 注意:组装空气辅助装置前请先断开激光切割设备和空气辅助装置的电源。
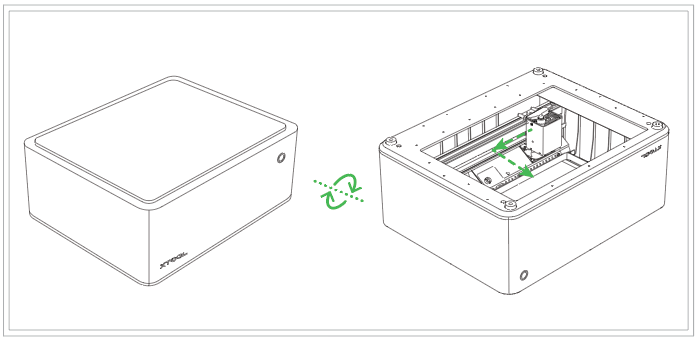
¶ 1. 卸下 xTool M1 的底板
掀开 xTool M1 的盖子,从机器内部松开固定底板的 5 颗螺丝,然后取出底板,并将盖子盖回去。

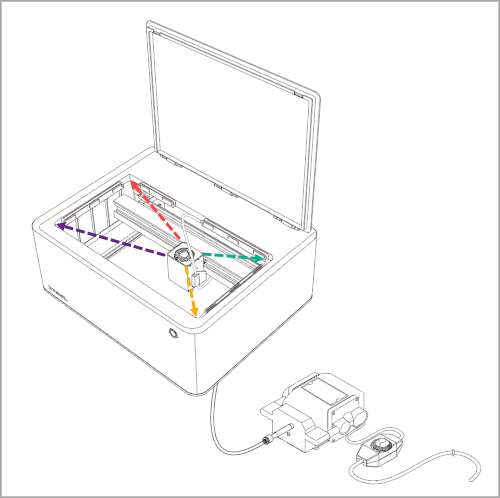
¶ 2. 安装镜片座和气嘴
(1)将机器翻转过来,并将激光器移动到工作区域中心位置。
(2)使用十字螺丝刀卸下固定导风件的螺丝,取下导风件。
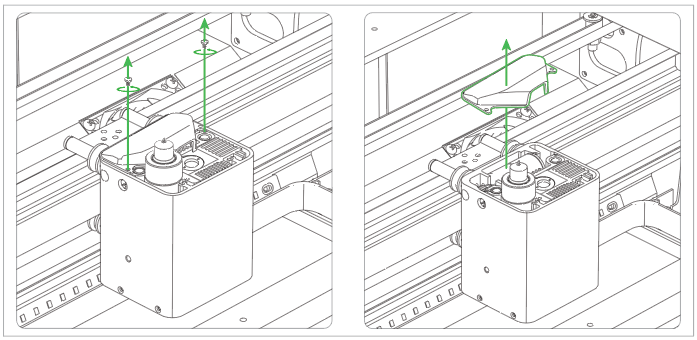
(3)取下激光器上的刀具模块。
⚠️ 注意:刀具模块的刀头锋利,取下时请小心不要割伤手。
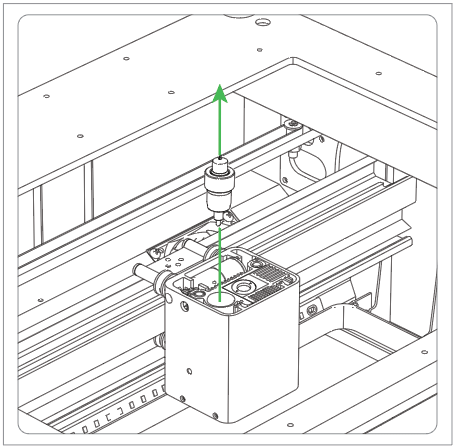
(4)使用镊子逆时针方向旋转原有的镜片座,将其取出。
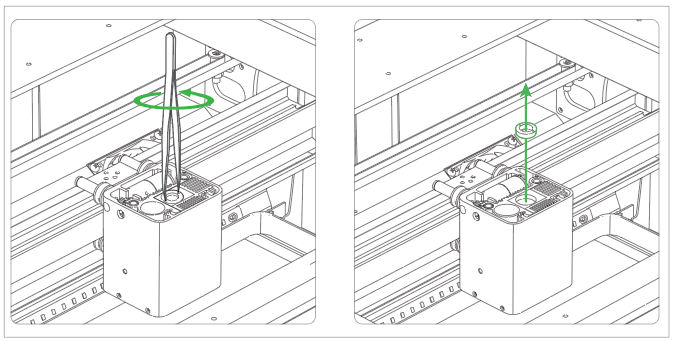
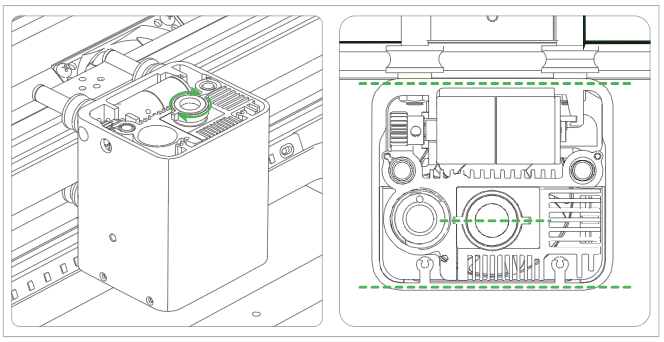
(5)安装新的镜片座,顺时针将镜片座旋紧并使其两侧手柄平行于激光器前后两面。

⚠️ 注意:安装新的镜片座之前需检查镜片是否发生位移,如发生位移,需先将镜片放置到位再安装镜片座。

(6)安装气嘴和气管。将气嘴边缘缺口卡在镜片座的手柄上,并插入气管。
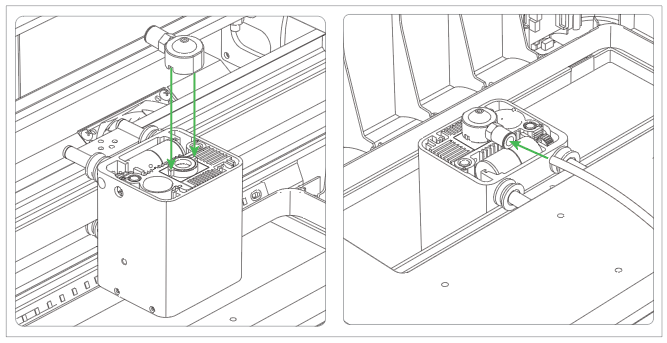
(7)轻轻将机器翻转回来。

¶ 3. 安装气管卡扣
(1)安装中气管卡扣。
⚠️ 注意:请在距离边框边角 3~4 厘米的地方粘贴中、长气管卡扣。

(2)安装三个长气管卡扣。


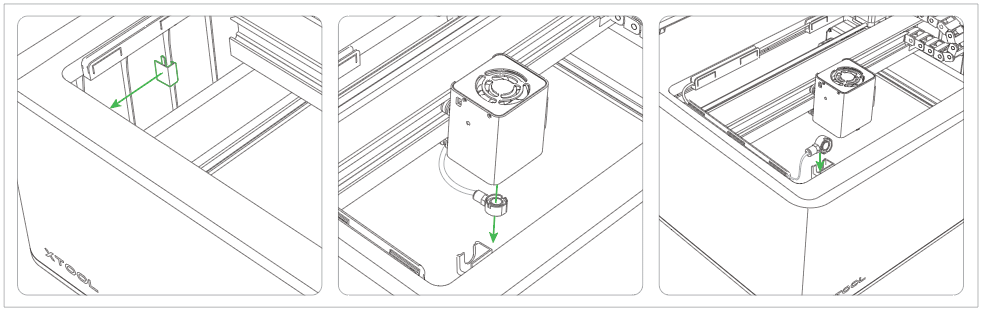
(3)安装短气管卡扣到激光器侧面。


(4)整理气管。将气管沿短气管卡扣和右侧的长气管卡扣走线,并从设备右侧前方往下拉出。
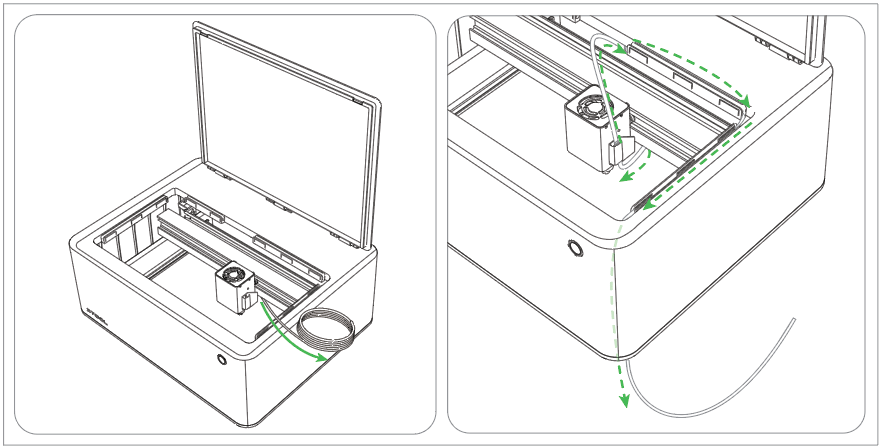
⚠️ 注意:**为了避免气管干扰激光器的运动,请将气管的指定位置卡在气管卡扣上。

¶ 4. 安装气泵
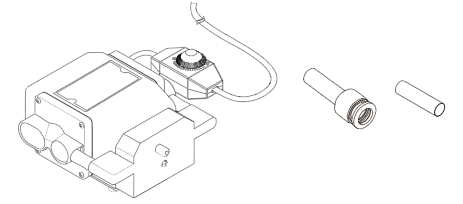
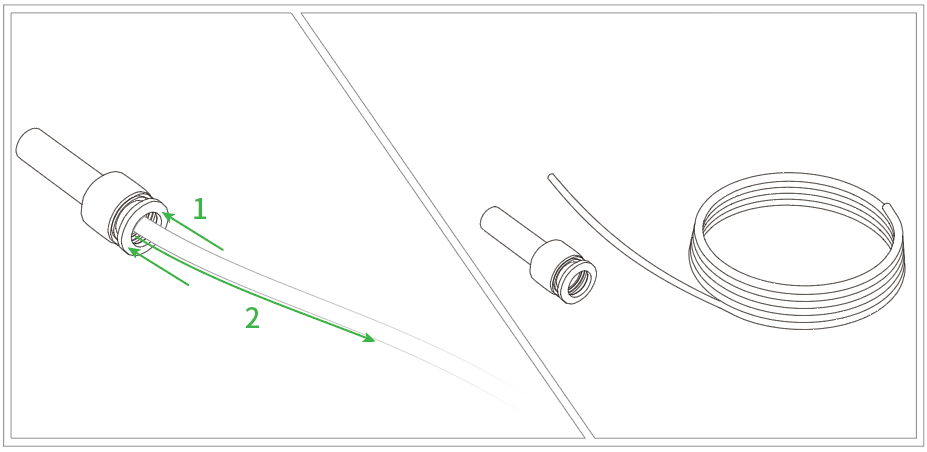
(1)在气泵出气口上依次套上硅胶连接管和气泵转接头。
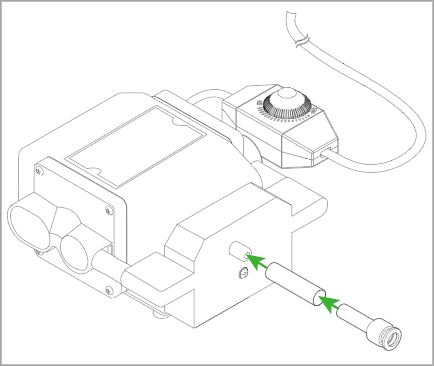
(2)将气嘴连接的气管插入到气泵转接头上。
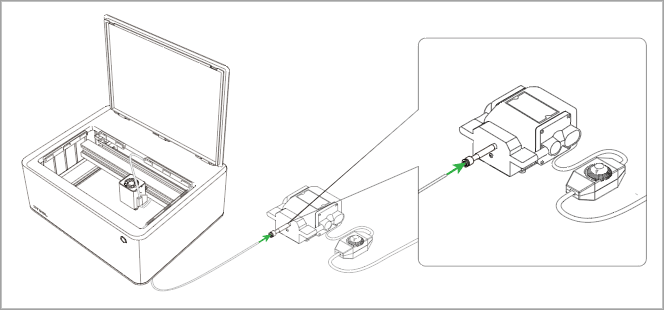
(3)手动移动激光器到设备四个角,检查气管走线是否干扰激光器的移动。如干扰,则调整气管走线。
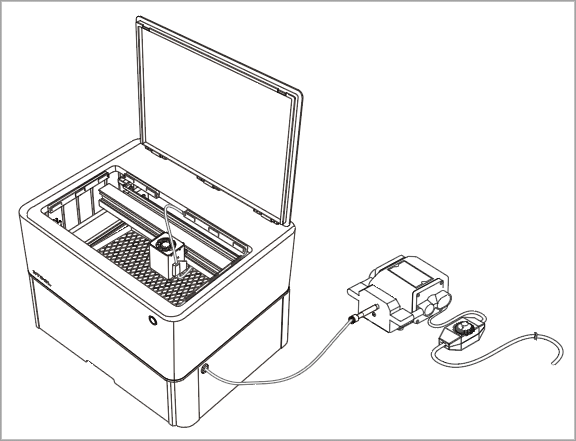
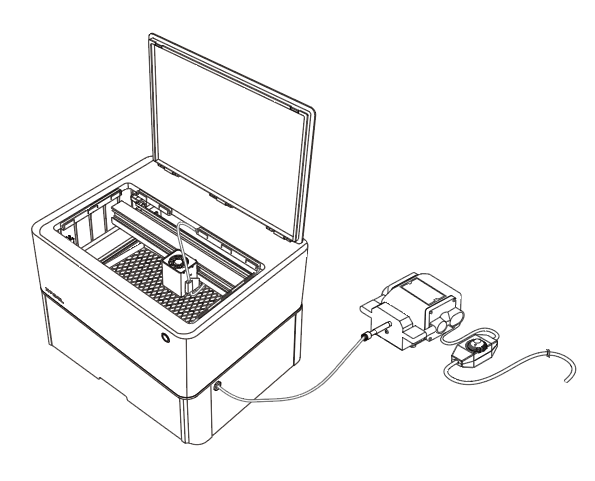
¶ 配合 xTool M1 垫高架使用
此款空气辅助装置还可配合 xTool M1 垫高架使用,如下图所示。
💡 提示:xTool M1 垫高架需自行购买。
¶ 使用空气辅助装置
⚠️注意:如需使用吹气附件,建议取下刀头,避免安装或拆卸气嘴时割伤手。
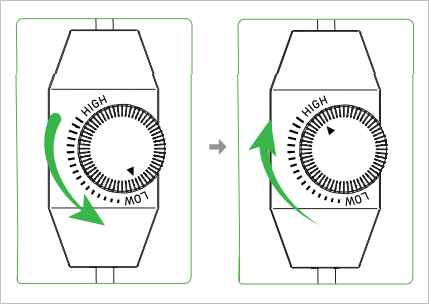
(1)将空气辅助装置的电源线接头插入可用电源,旋转旋钮至HIGH,空气辅助装置即开始工作;旋转旋钮至LOW,空气辅助装置则停止工作。
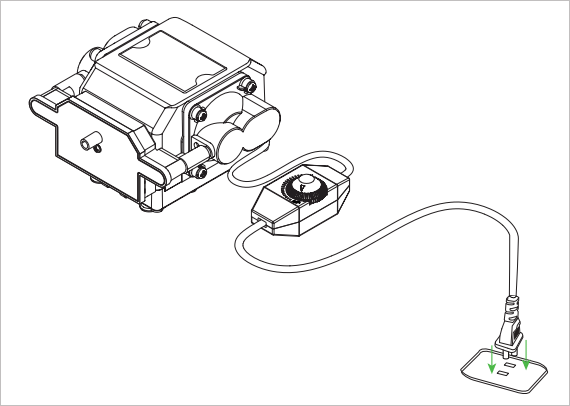
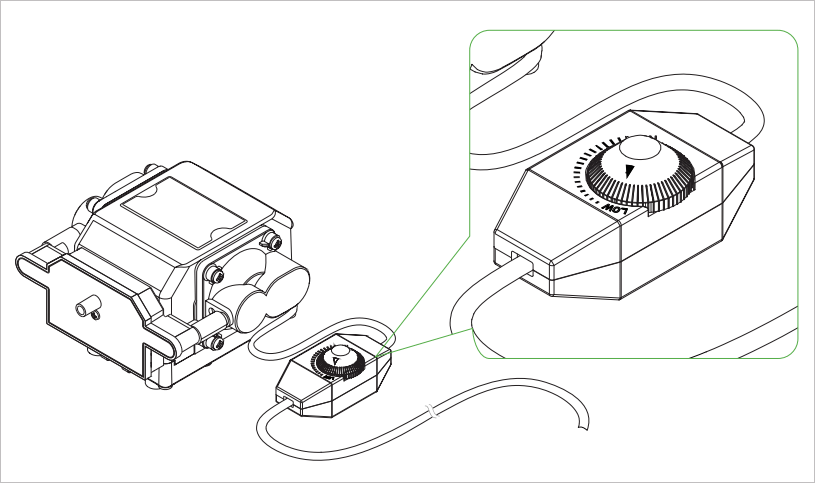
(2)你可以通过旋转空气辅助装置的旋钮来调节气流大小。
¶ 更换滤棉
⚠️ 滤棉如沾湿,请勿使用。
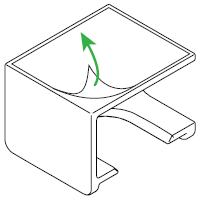
(1)关闭空气辅助装置,将空气辅助装置翻转。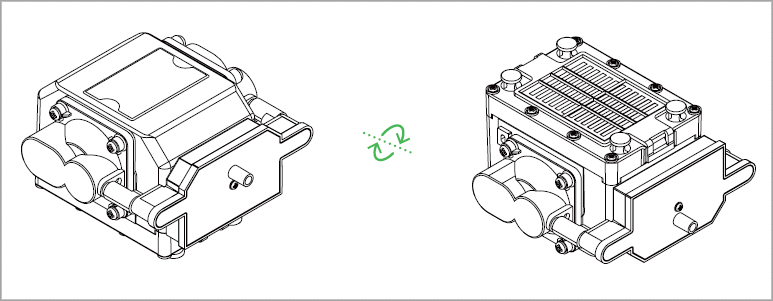
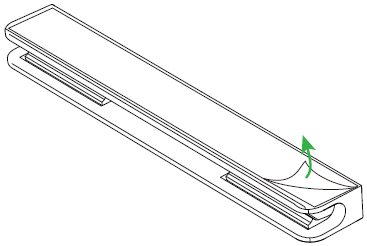
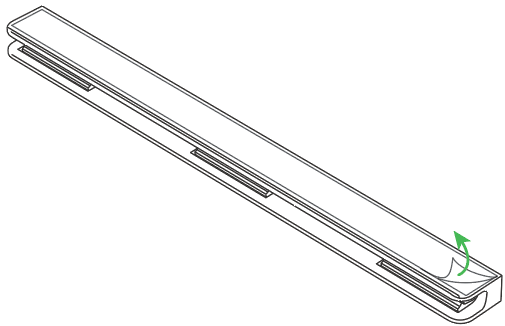
(2)沿着底盖两边的提手,用手轻掰开底盖,将底盖取出。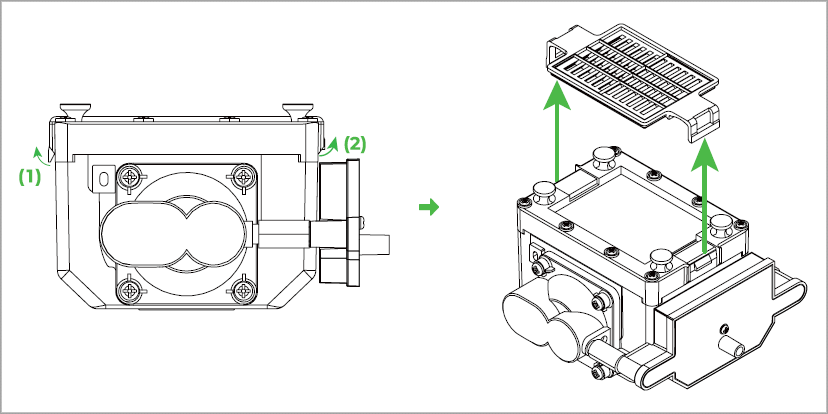
(3)取出脏污的滤棉,更换新滤棉,盖上底盖。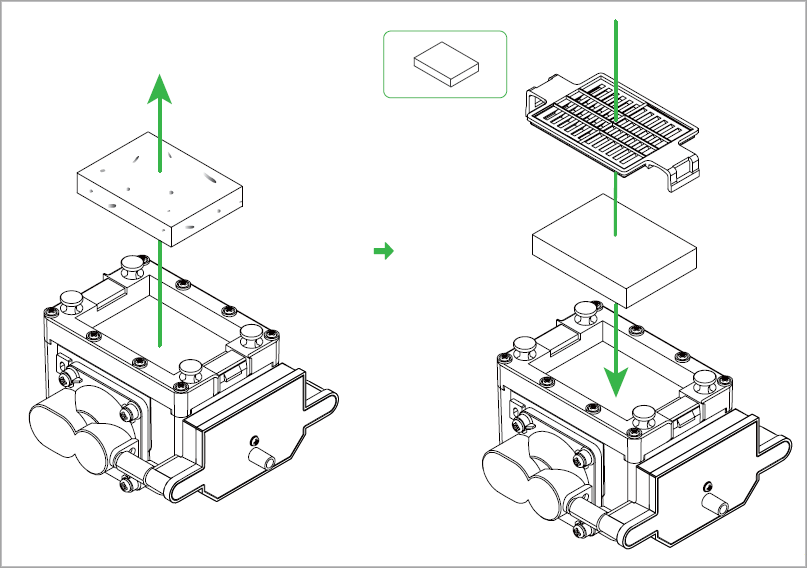
¶ 常见问题集
¶ 1. 激光器安装气嘴运行一段时间后,相同耗材在同样的参数设置下进行加工,机器的切割能力下降了,为什么? 如何处理?
加工瓦楞纸等易产生大量烟尘的材料时,若安装气嘴但没有打开气泵进行吹气,镜片更易脏污,导致机器切割能力下降。镜片脏污时使用棉签蘸取酒精进行擦拭即可。不使用气泵吹气时,建议将气嘴拆下放至气嘴放置架。

¶ 2. 使用时气泵会发热,属于正常现象吗?
属于正常现象,气泵在工作一段时间后,会产生一定热量,并不影响设备正常工作。若环境温度过高,也会导致气泵发热,请在正常室温下使用气泵。
¶ 3. 如何将气管从快插孔中拔出来?
按下快插孔上方的蓝色或灰色圆环,再将气管拔出来。
¶ 4. 瓦楞纸雕刻加工时开启吹气附件,加工效果会变差,为什么,怎么解决?
加工瓦楞纸等易燃材料时,气流过大会导致材料过度燃烧,使加工效果变差。
建议将吹气附件气流调小或直接关闭再进行加工。如关闭吹气附件,请取下气嘴放置到气嘴放置架上,再开始加工,否则气嘴处容易累积烟尘,加剧激光器镜片的脏污。
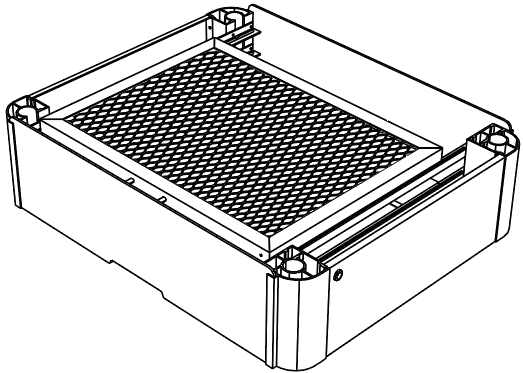
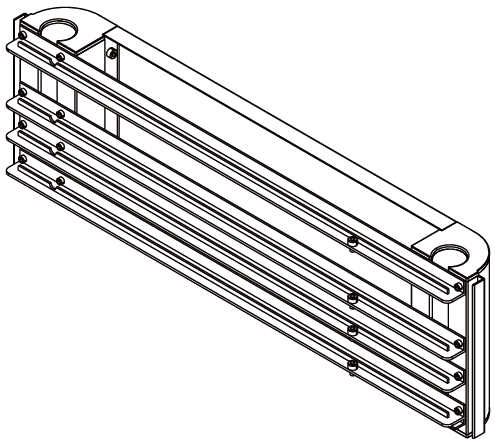
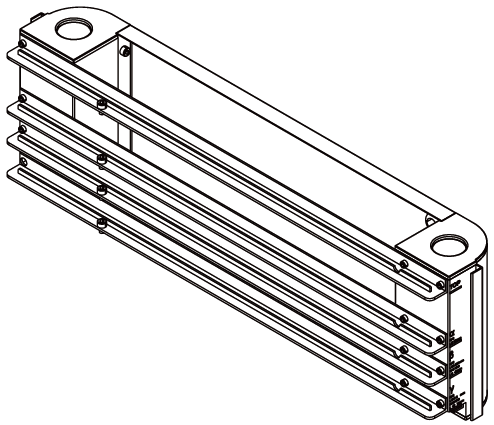
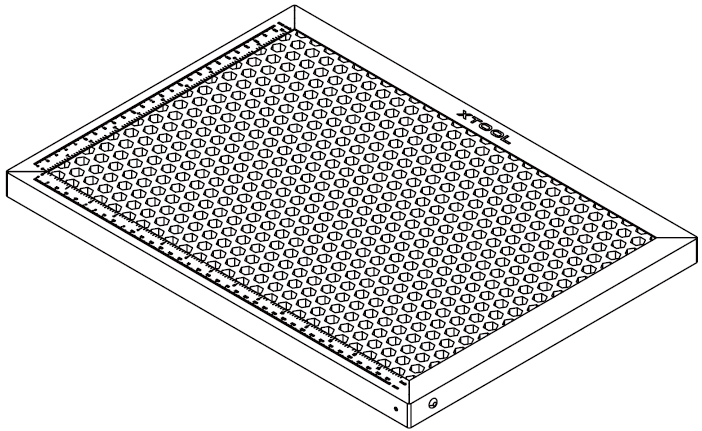
¶ 带蜂窝板扩展底座

xTool M1带蜂窝板垫高架专为 xTool M1 而设计,支持多种垫高场景,搭配蜂窝板更可有效提升激光切割效果。
组装完成后,垫高架有 4 个蜂窝板放置层,可根据加工材料的厚度选择使用。
¶ 物料清单
 |
左侧板 |
|---|---|
 |
右侧板 |
 |
遮光板 |
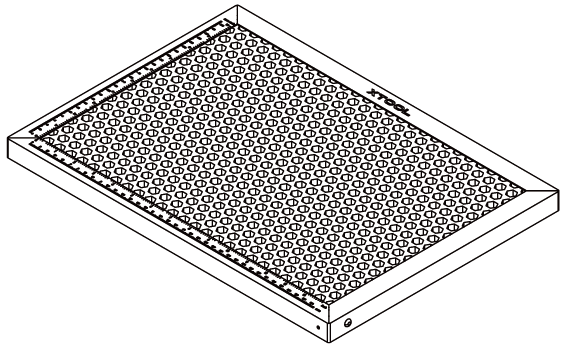 |
蜂窝板 |
 |
材料固定销 |
 |
对焦尺 |
 |
用户手册 |
¶ 组装垫高架
- 根据遮光板的长度调整好左侧板和右侧板之间的距离并将其对齐,然后将遮光板沿左右侧板上的滑轨插入。
⚠️ 注意:放置左右侧板时需注意上下朝向,右侧板可参考丝印方向,左侧板可观察固定导轨的螺丝位置,螺丝在上则放置朝向正确。

- 掀开 xTool M1 的盖子,从机器内部松开固定底板的 5 颗螺丝,然后取出底板,并将盖子盖回去。
- 将机器放置在垫高架上。
⚠️ 注意:
- 放置机器时小心夹手。
- 放置机器后,可将垫高架两侧底部向中间轻推,保证垫高架两侧完全平行。

- 取下前面的遮光板,并将机器底板插入垫高架底部滑轨。
¶ 加工圆柱体或不规则材料
要加工圆柱体或不规则材料,xTool M1 需连接旋转附件使用。垫高架套装中不包含旋转附件,如需使用,请自行购买。
- 测量待加工材料的周长、确定蜂窝板的放置层,并放置蜂窝板
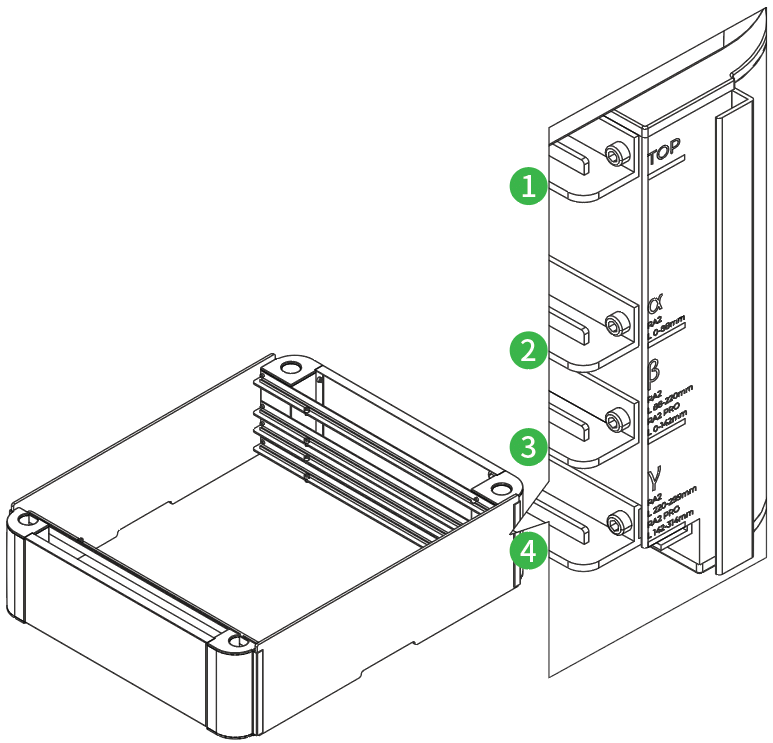
连接旋转附件之前,需先测量加工材料的周长并确定将蜂窝板放至垫高架的哪个放置层,可参考以下数据选择放置层。
💡 提示:
- 可使用旋转附件配备的软尺测量材料的周长。

- 材料尺寸及其推荐使用的蜂窝板放置层为实验室环境下测试得出,仅供参考。
| 旋转附件二代 | 旋转附件二代专业版 | |
|---|---|---|
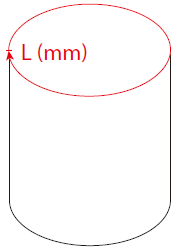 |
当 0 ≤ L ≤ 88 时,将蜂窝板放至 α 层; 当 88 ≤ L ≤ 220 时,将蜂窝板放至 β 层; 当 220 ≤ L ≤ 299 时,将蜂窝板放至 γ 层。 |
当 0 ≤ L ≤ 142 时,将蜂窝板放至 β 层; 当 142 ≤ L ≤ 314 时,将蜂窝板放至 γ 层。 |
例如 L = 80 mm,则将蜂窝板放至 α 层。
⚠️ 注意:放置蜂窝板时需沿导轨将其推入直至到达限位点。
- 将遮光板装回垫高架
- 将连接线插入旋转附件上的接口,将旋转附件放在蜂窝板上,并将连接线另一端穿过遮光板底部缺口,插入机器背面的接口。

到此,机器和旋转附件组装完成,可以连接软件开始创作了!
¶ 加工平面材料
配合垫高架使用,xTool M1 能够加工更厚的材料。
要将蜂窝板放至垫高架的放置层,可参考以下数据放置:
| 可使用加工功能 | 蜂窝板放置层 | 可加工厚度 |
|---|---|---|
| 激光雕刻 激光切割 |
TOP | 0 ~ 13 mm |
| 激光雕刻 | α | 30 mm~ 65 mm |
| 激光雕刻 | β | 60 mm ~ 90 mm |
| 激光雕刻 | γ | 90 mm ~ 120 mm |
测量待加工材料的厚度,并放置蜂窝板
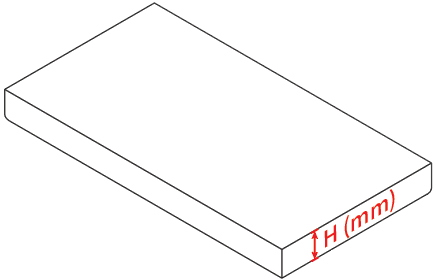
- 如 H ≤ 13,则将蜂窝板放至垫高架 TOP 层,操作如下:
将遮光板装回垫高架,打开机器盖子,将蜂窝板放在 TOP 层上。
- 如 13<H ≤ 120 mm,则将蜂窝板放至其它层(详细数据可参考上方表格),操作如下:
将蜂窝板沿导轨推入垫高架至限位点,将遮光板装回垫高架,放置材料。
⚠️ 注意:放置蜂窝板和材料时需确保加工表面高于机器底部且 h 满足:0 < h ≤ 15 mm
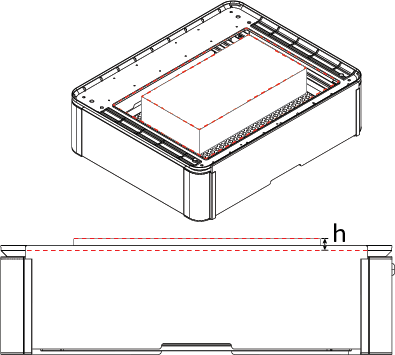
如材料的加工表面低于机器底部,可能导致加工时自动对焦失败,此时可使用垫高架配备的对焦尺测量材料加工表面到激光器顶部的距离,在 XCS 软件中选择“自由平面”模式并将距离值填写在软件中。


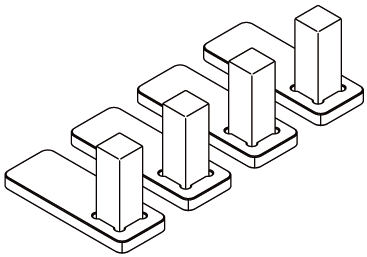
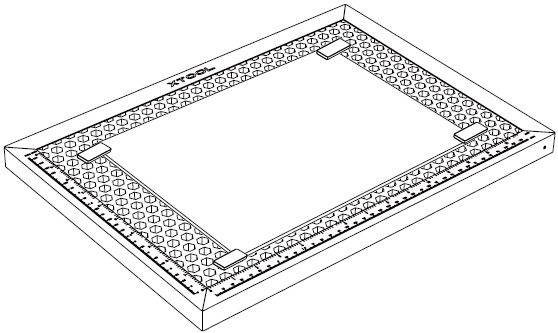
¶ 使用材料固定销

xTool 材料固定销是专门为蜂窝板设计的、用于固定材料的配件。
将材料放置于蜂窝板后,将材料固定销的磁吸柱插入蜂窝板的孔洞,防止材料打滑、移位。
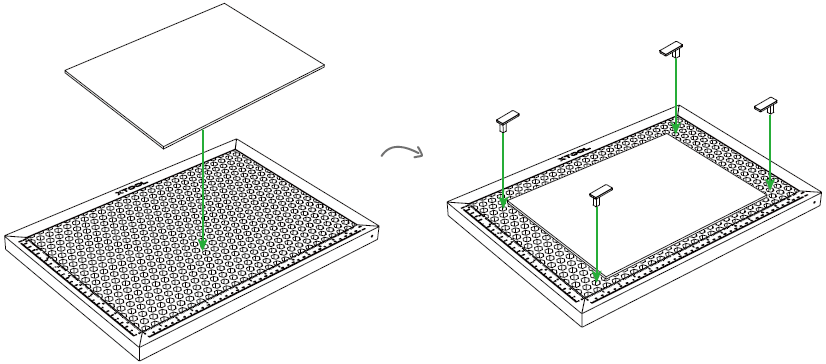
💡 提示:如材料固定销无法放入某个蜂窝板孔洞,可能是因为该孔洞尺寸不标准或变形,或者该孔洞处有加强筋,这种情况下,请选用其它可用的孔洞。
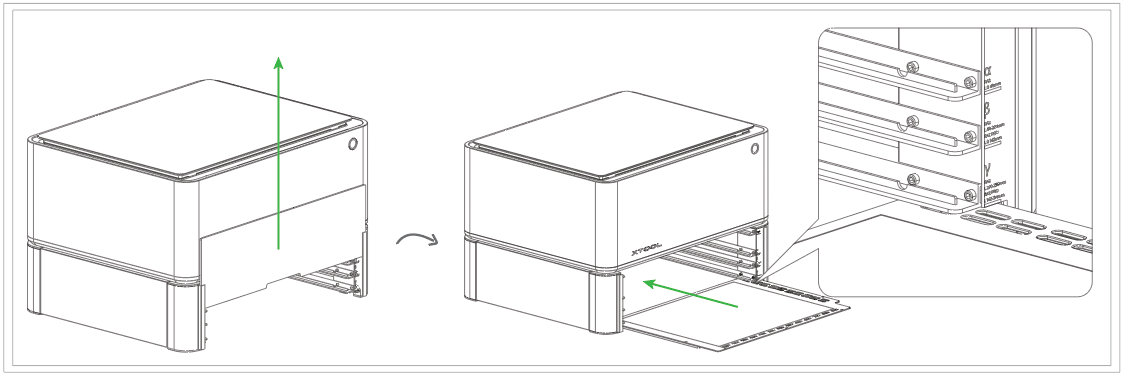
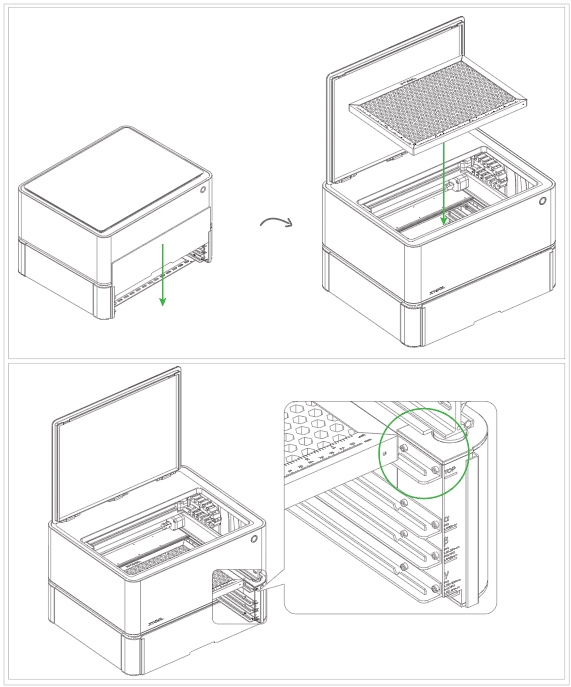
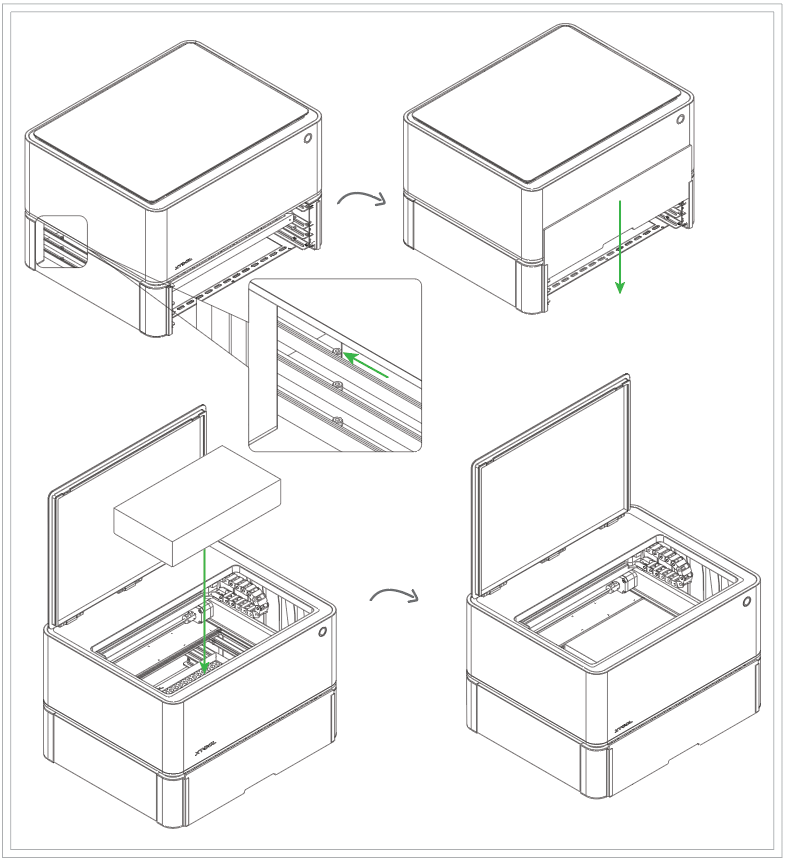
¶ 使用刀切功能
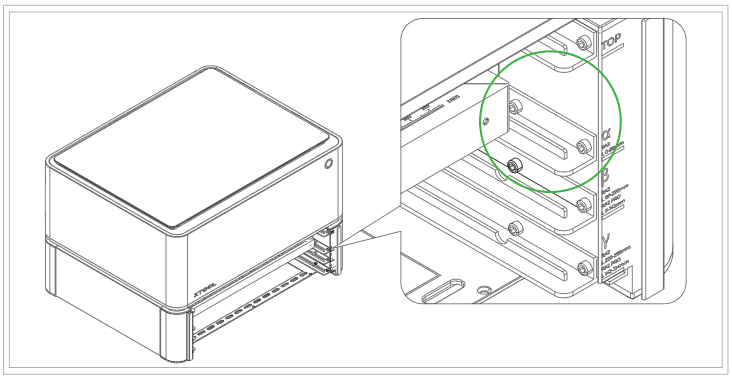
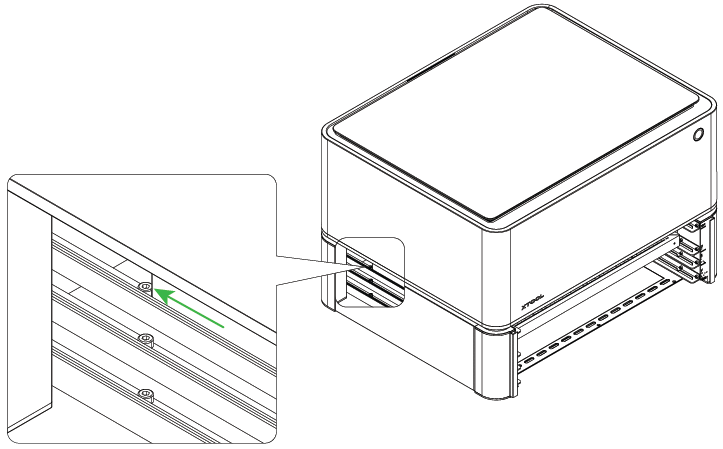
如安装了垫高架之后需要使用刀切功能,需将机器的底板装回机器内,操作如下:
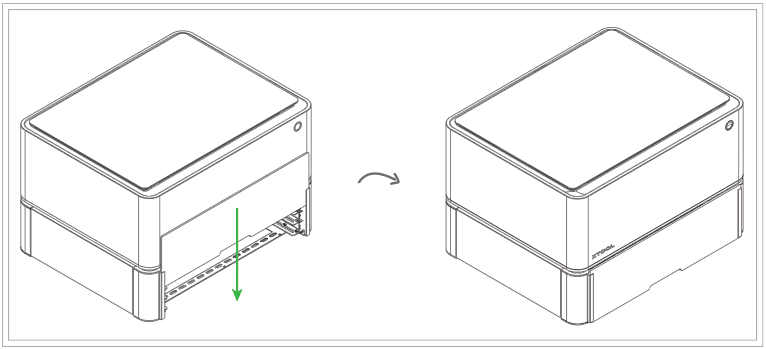
打开垫高架的遮光板,抽出底板,打开机器的盖子,将底板从上往下放至机器底部。
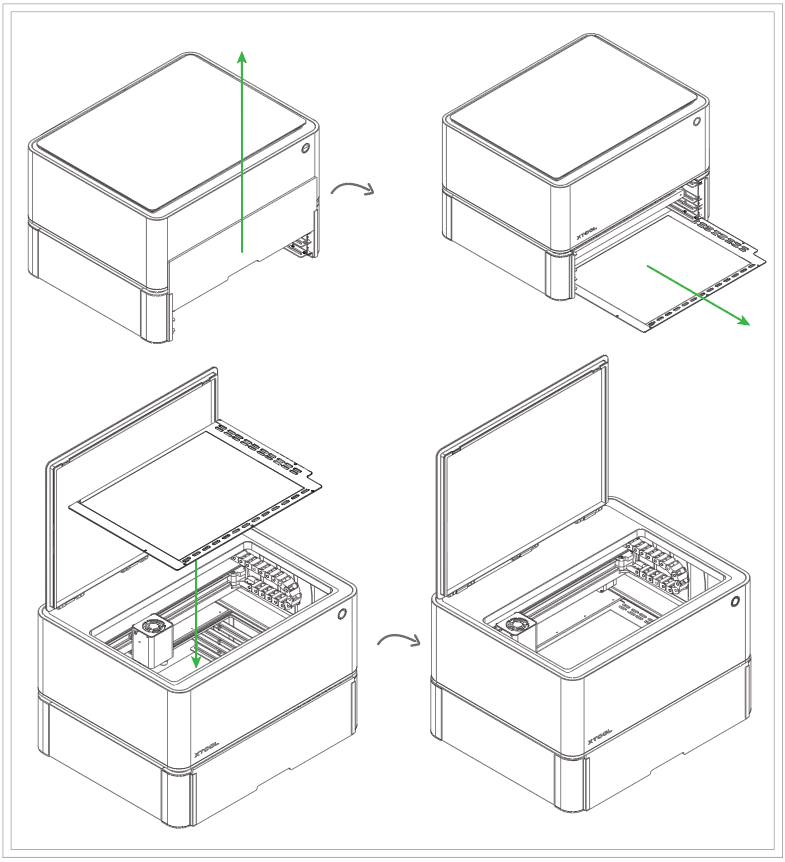
这样,就可以正常使用刀切功能了!
¶ 使用空气辅助装置
垫高架还可以跟空气辅助装置一起使用。垫高架配件包中不包含空气辅助装置,如需使用,可自行购买。
有关空气辅助装置的安装及使用,请见“空气辅助装置”。