¶ 问题描述
使用 xTool OS1 自动摇摆固化机固化后,PET 薄膜表面出现不平整、翘曲或变形,而非保持光滑平整的状态。

¶ 可能的原因
- 系统未连接兼容的烟雾净化器(xTool SafetyPro™ AP2 或同等设备)。
- 烤箱温度设置过高。
- 加工开始时烤箱温度不稳定。
- 烤箱内部两条传送带上的齿未对齐(罕见问题)。
- 问题不在于薄膜本身,而在于后续使用的热压技术。
¶ 故障排查步骤
¶ 步骤 1:验证 xTool AP2 净化器连接
💡 原理:此流程是在 xTool 实验室中使用 xTool 服装打印机、自动摇摆固化机和 SafetyPro™ AP2 净化器开发和验证的。
- 确保 OS1 自动摇摆固化机已与设置为自动模式的 SafetyPro™ AP2 净化器配对。
- 要配置 AP2,请按照说明操作:将空气净化系统连接到 xTool OS1 摇摆固化机
-
如果您未使用 AP2 或任何等效的空气净化系统,通风不足会导致固化效果不佳。
-
使用第三方净化器时,目标是气流量为 120 m³/h,并将烤箱温度设置为 95°C。
-
如果气流量低于或高于 120 m³/h,请分别降低或升高烤箱温度。
-
不建议在无净化器或排风扇的情况下操作。
-
如果这不能解决问题,请继续下一个故障排查步骤。
¶ 步骤 2:降低烤箱温度
💡 原理:过热会导致 PET 薄膜在固化过程中翘曲、起泡或变形。
所需操作:
-
通过 LCD 面板或 xTool Creative Space (XCS) 软件访问温度设置。
-
将烤箱温度降低到建议范围内:90°C - 100°C。
-
点击主屏幕上的温度图标访问和调整工作温度。
-
渐进调整方法:每次降低 5°C 并测试固化效果。
-
继续调整直到达到最佳效果。
- 如果多次温度调整不能解决问题,请继续步骤 3。
¶ 步骤 3:预热并稳定温度
💡 原理:在烤箱达到稳定工作温度之前处理 PET 薄膜会导致不均匀固化和变形。
预热要求:
- 在开始处理任务之前,始终预热烤箱。只有在温度稳定后才开始处理。
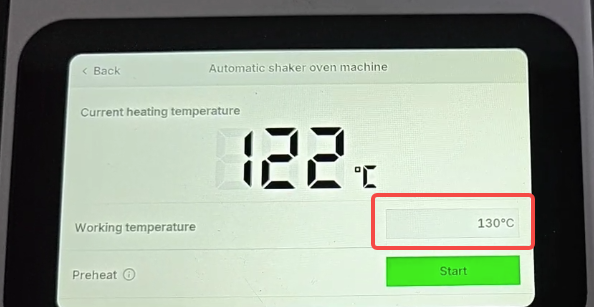
- LCD 面板上的温度状态指示:
- 加热图标:温度仍在上升 - 请等待其变化。
- 稳定图标:烤箱已达到最佳处理温度,可以开始。
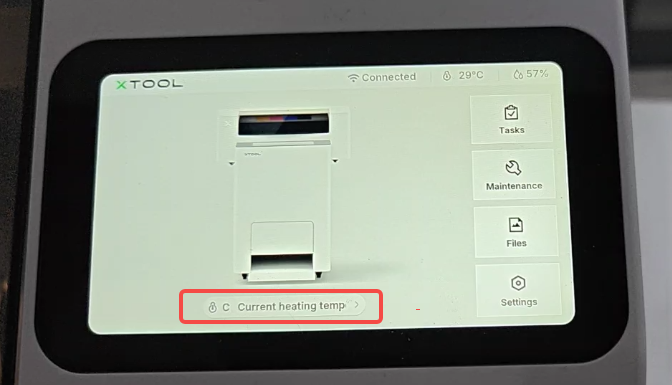
如何启动预热:
- 在打印机控制面板上,点击屏幕底部的当前加热温度图标。
- 在"自动摇摆固化机设置"菜单中,找到预热。
- 点击启动并按照屏幕提示开始预热。
- 在处理前等待稳定温度指示。
下一步:如果即使正确预热并稳定温度后问题仍然存在,请继续步骤 4。
¶ 步骤 4:检查传送带齿对齐
💡 原理:在极少数情况下,传送带齿未对齐会导致薄膜运输不均匀,导致拉伸和变形。
检查程序:
- 目视检查:检查左右传送带齿轮齿。
- 检查对齐:验证两侧的齿是否位于相同的水平位置。
- 识别未对准:查找:
- 一侧相对于另一侧靠前或靠后。
- 对应齿之间的任何偏移或未对准。
问题迹象:如果齿不在同一水平面上或看起来错位,薄膜可能在运输过程中被拉动或拉伸。
所需操作:如果检测到未对准,需要进行调整。请继续"仍然遇到问题?"部分联系 xTool 客户支持获取进一步帮助。
下一步:如果传送带对齐正确,请继续步骤 5。
¶ 步骤 5:检查热压技术
💡 原理:问题可能在热压阶段而非固化阶段出现。
评估:
- 如果 PET 薄膜在固化后看起来光滑平整,但在热压后出现问题。
- 问题可能与热压技术有关,而非烤箱设置。
所需操作:
- 如果薄膜变形发生在热压过程中,请参阅:
如果按照所有故障排查步骤操作后问题仍然存在:请继续"仍然遇到问题?"部分联系 xTool 客户支持进行高级诊断。
¶ 仍然遇到问题?
如果在完成前述步骤后问题仍然存在,请通过下面"帮助工单"部分中的"提交工单"按钮提交工单。xTool 客户服务的标准响应时间为一个工作日。
为尽快解决问题,请提供以下详细信息:
- 问题描述:对观察到的问题的详细说明。
- 视频证据:在适用的情况下,附上展示问题的视频。
- 已执行的故障排查:您已经尝试过的故障排查步骤及其结果。
此信息对于 xTool 技术支持工程师及时提供帮助至关重要。
¶ 文档反馈
通过提供反馈帮助改进此文档。如果此文档未满足您的要求,请在"此页面是否有帮助?"部分选择"否",并在弹出建议框中包括关于不清楚或缺失内容的具体细节。反馈提交将由 xTool 技术作家审核,以增强未来文档。