¶ 常见问答
¶ 1. 如何根据加工材料来调整合适的压轮压力档位?
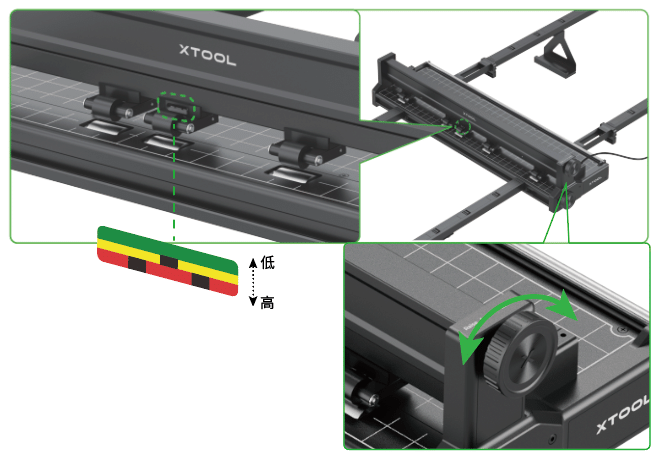
你可以通过旋转上旋钮来调节压轮的压力大小。
(1)确定加工材料所适配的压力档位。
| 材料名称 | 厚度 | 压力档位 |
|---|---|---|
| 胶合木板 | 3 mm |
 |
| 胶合木板 | 6 mm |
 |
| 胶合木板 | 9 mm |
 |
| 胶合木板 | 14 mm |
 |
| 亚克力 | 3 mm |
 |
| 亚克力 | 7 mm |
 |
| 亚克力 | 12 mm |
 |
| 纤维板 | 3 mm |
 |
| 纤维板 | 6 mm |
 |
| 纤维板 | 12 mm |
 |
| EVA 板 | 5 mm |
 |
| EVA 板 | 10 mm |
 |
| 毛毡板 | 5 mm |
 |
| 毛毡板 | 9 mm |
 |
| 软木板 | 5 mm |
 |
| 软木板 | 12 mm |
 |
| 牛皮纸 | 300 g |
 |
(2)通过机器中部的压力档窗口,你可以边旋转上旋钮,边观察压力档位,以确保为加工材料设置了合适的档位。
¶ 2. 送料配件压轮处发生异响,我该怎么做?
请检查压轮压力是否设置过大,这可能导致机器故障,若是,请适当减小压轮的压力。
注: 若你使用的机器为 xTool P2,当机盖处于关闭状态时,电机会被锁死,此时不可手动调节材料进行传送,请将机器上盖打开、逆时针旋转旋钮将压轮调高,再手动调节材料位置。
¶ 3. 要如何确保材料加工的精确度?
- 送料配件在加工传送时,可能会存在每传动 1000 mm产生小于 2 mm的偏移;
- 请尽可能地使用平整(无肉眼可见的起翘、拱起、扭转变形)、边缘平直的材料;
- 当您要加工部分非挺括的柔、软质材料时,请先在背面粘上 PET 胶带后再进行加工(建议材料厚度在 5 mm 及以下时使用 PET 胶带)。一方面避免因软质材料易变形的特性,导致传送精确度降低,另一方面柔质材料容易陷入缝隙,影响加工。
该胶带可自行购买。
| 材料分类 | 材料 | 背后是否需要粘贴PET胶带 |
|---|---|---|
| 硬质板材类 | 胶合木板 | 否 |
| 硬质板材类 | 亚克力 | 否 |
| 硬质板材类 | 密度板 | 否 |
| 软质厚板类 | 毛毡板 | 否 |
| 软质厚板类 | EVA 板 | 是 |
| 软质厚板类 | 软木板 | 是 |
硬质板材:
- 使用时请尽可能摆正传送轨,使其平行于材料的进料方向;
- 请根据加工材料的宽度,适当调整传送轨间距,尽可能地保证材料各个部位在传送过程中受力均匀,以防止材料变形;
- 请根据加工材料的长度,适当增加传送轨的数量,避免材料悬空的长度不超过 30 cm 。
传送轨可自行购买。
¶ 4. 如何清洁送料配件?
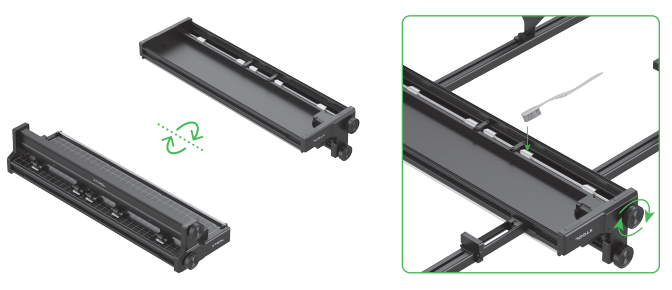
- 在长时间使用后,压轮上有较多的脏污(如木屑等),可将送料配件翻转,然后边转动下旋钮,边用刷子清洁压轮。
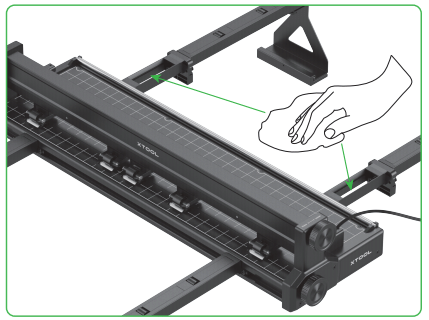
- 在长时间使用后,若材料与短轨间的烟雾 / 油雾无法及时排出,导致底板脏污,可使用毛巾配合碱性去污剂擦拭干净。
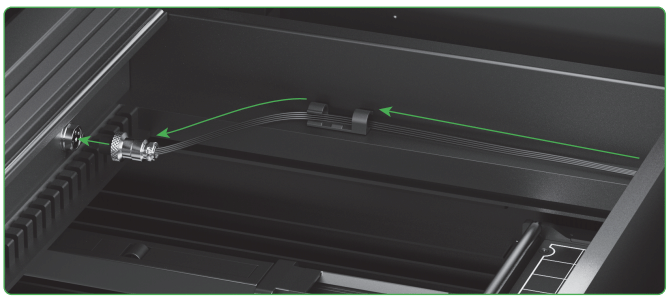
¶ 5. 如果电机线或排烟管阻碍了送料配件的加工,我该怎么做?
请用随附的扎带以及扎带固定座固定烟管,并用线扣固定电机线,再将电机线插头插入接口。

¶ 6. 送料配件可以加工哪些材料?
在 xTool 实验室中,我们已经对各种类型的材料进行了实验,下表列出送料配件支持加工的材料:
| 送料配件 for xTool P2 | |||||
|---|---|---|---|---|---|
| 材料种类 | 材料名称 | 图片 | 厚度 | 最大可加工长度 | 备注 |
| 硬质厚板类 | 胶合木板 |
 |
3 mm ~ 14 mm | 0.2 m ~ 3 m | / |
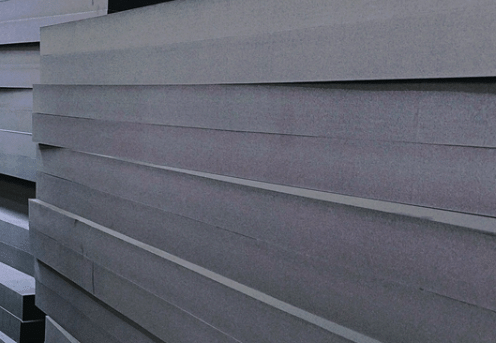
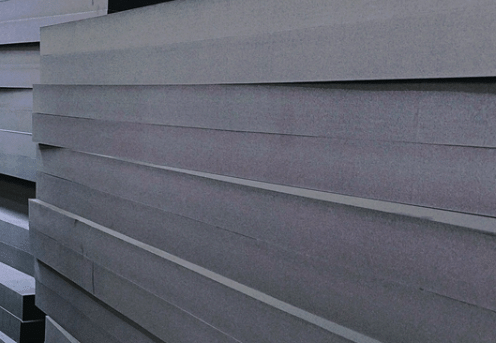
| 密度板 |
 |
3 mm ~ 12 mm | 0.2 m ~ 2.44 m | / | |
| 亚克力 |
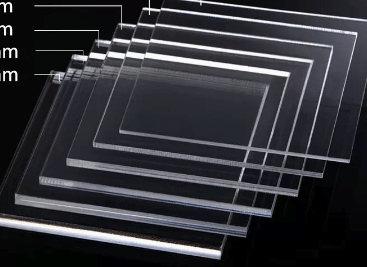 |
3 mm ~ 12 mm | 0.2 m ~ 2.44 m | / | |
| 软质厚板类 |
EVA 泡棉板 |
 |
5 mm ~ 10 mm | 0.2 m ~ 2.44 m | 需要根据材料的密度、物理柔软度,在材料背面粘贴 PET 胶带,一方面加强其挺括的特性,另一方面避免材料卷入压轮。(建议材料厚度在 5 mm 及以下,或材料过于柔软时使用) |
| 软木板 |
 |
5 mm ~ 12 mm | 0.2 m ~ 2.44 m | ||
| 毛毡板 |
 |
5 mm ~ 9 mm | 0.2 m ~ 2.44 m | ||
| 柔质薄材类 | 牛皮纸 |
 |
/ | 0.2 m ~ 3 m | / |
¶ 7. 送料配件可以加工瓦楞纸吗?
不建议使用送料配件加工瓦楞纸。为保证传送精度,加工瓦楞纸需要使用较大的压力档位,在这样的压力条件下,容易将其表面破坏。
¶ 8. 送料配件支持加工胶合木板的最大厚度为多少?
最大厚度为 14 mm。
但传送精确度受木板的平整度影响较大,因此送料配件在加工 9 mm 以上厚度的胶合木板时,请确保木板的平整度较高,无翘边、扭转变形等情况。
¶ 9. 送料配件支持加工材料的最大加工长度是多少?
为了保证你的机器能在正常状况下进行加工,我们推荐你参考下表参数进行加工:
| 送料配件 for xTool P2 | |||||
|---|---|---|---|---|---|
| 材料种类 | 材料名称 | 图片 | 厚度 | 最大可加工长度 | 备注 |
| 硬质厚板类 | 胶合木板 |
 |
3 mm ~ 14 mm | 0.2 m ~ 3 m | / |
| 密度板 |
 |
3 mm ~ 12 mm | 0.2 m ~ 2.44 m | / | |
| 亚克力 |
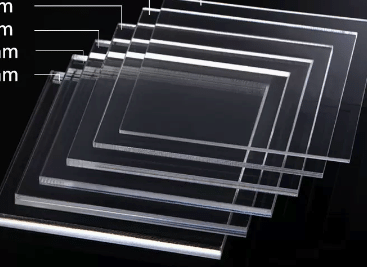 |
3 mm ~ 12 mm | 0.2 m ~ 2.44 m | / | |
| 软质厚板类 |
EVA 泡棉板 |
 |
5 mm ~ 10 mm | 0.2 m ~ 2.44 m |
需要根据材料的密度、物理柔软度,在材料背面粘贴 PET 胶带,一方面加强其挺括的特性,另一方面避免材料卷入压轮。 (建议材料厚度在 5 mm 及以下,或材料过于柔软时使用) |
| 软木板 |
 |
5 mm ~ 12 mm | 0.2 m ~ 2.44 m | ||
| 毛毡板 |
 |
5 mm ~ 9 mm | 0.2 m ~ 2.44 m | ||
| 柔质薄材类 | 牛皮纸 |
|
/ | 0.2 m ~ 3 m | / |
¶ 10. 底板上的加工残留物堆积,导致在加工时着火,我该怎么做?
每次加工完成后,请及时对底板上的残留物进行清理,避免激光将残留物点燃,严重时会引起火灾。
¶ 11. 激光雕刻时,加工材料表面附上了油污,我该怎么做?
- 请及时对激光头进行清洁,避免油污堆积在气嘴处;
- 进行雕刻加工时,请在 XCS 内将气泵功率调小,并注意使用最佳参数进行加工(功率范围为 30% ~ 100%)。
¶ 12. 加工亚克力时,精准测量功能失败了,我该怎么做?
可在加工材料表面放置一张不透明薄纸,或在测量区域贴上美纹胶带,然后确保机器内部无干扰光线后,重新测量。
¶ 13. 设置断点后,切割的图案不好移除,我该怎么做?
请根据加工材料的厚度和硬度,适当增加或减少断点的大小和数量;如材料过厚,请适当提高断点切割功率。
¶ 14. 扎带固定座脱落了,我该怎么做?
将扎带固定座粘贴好后,建议放置 24 小时后再用于扎烟管。
¶ 15. 如何使用 XCS 操作送料配件?
需要用 XCS 先连接 xTool P2,或者曾经连接过 xTool P2。
在加工模式选择送料配件模式,画布上的工作区域会随之变化。

¶ 16. 如何在 XCS 内确认材料焦距?
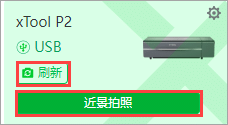
首先点击刷新,刷新机器内的画面,确认当前画布显示的工作区域以及材料摆放情况。同时,你可以点击近景拍照查看工作区域中的特定区域。
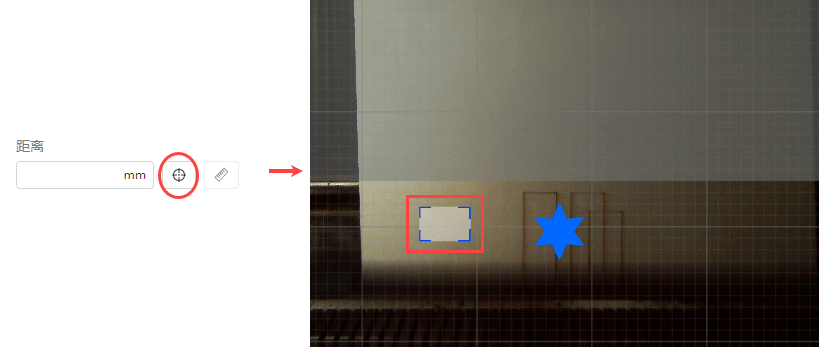
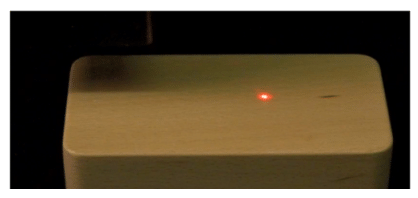
点击精准测距,点击材料所在位置来测量距离,此时画面会根据距离进行矫正。测距时请观察机器内红点,确保成像落在加工材料的表面。
¶ 17. 如何在 XCS 内确认元素加工位置?
需要通过摄像头拍摄机器内部照片,确保送料配件和加工材料放置在 xTool P2 内部(需要测距功能来拍摄近景)。请注意,摄像头仅能拍摄 xTool P2 内部的照片。
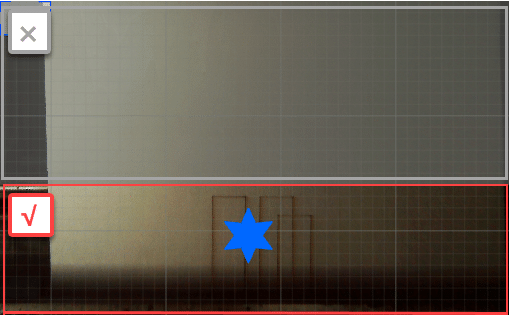
加工元素需要摆放在工作区域内(如下图红框区域),超出区域可能会导致传送模块损坏。
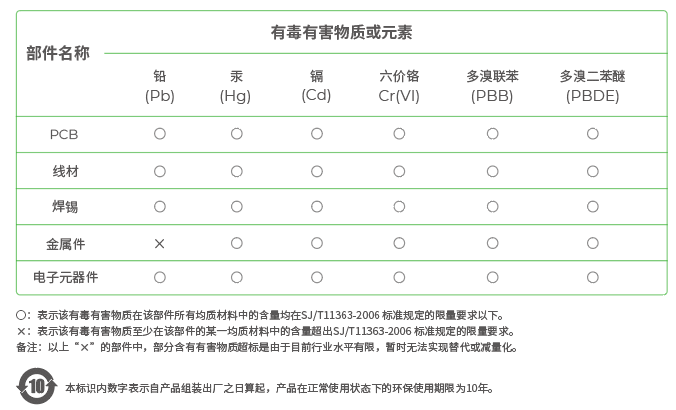
¶ 有毒有害物质或元素