¶ 使用送料配件
¶ 连接机器
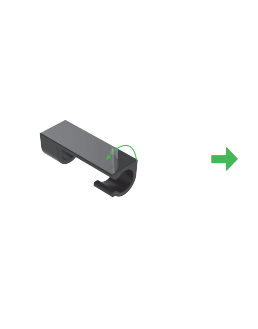
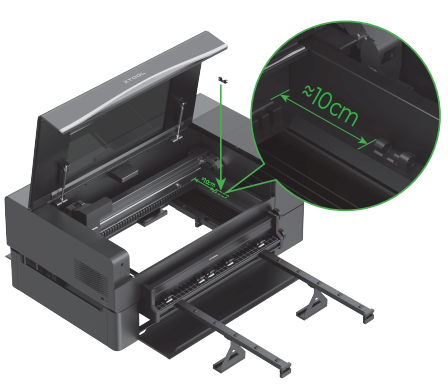
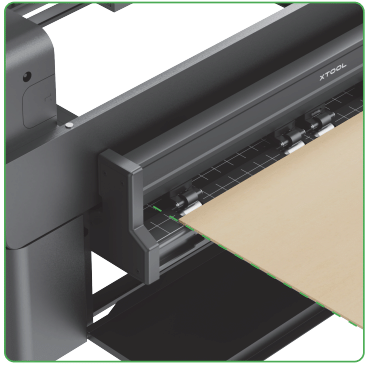
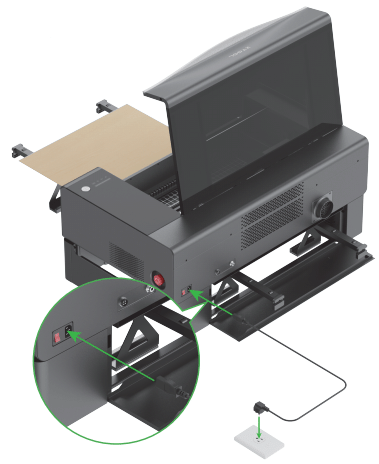
- 将电机线卡扣背面的贴纸撕下,然后将卡扣粘贴到放置层刻度上方的横杆处(距离电机线接口约 10 cm )。
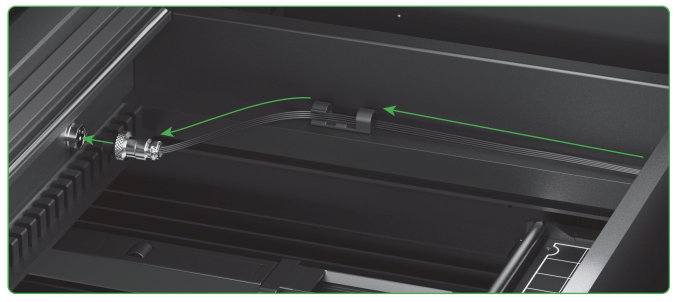
- 将电机连接线卡在卡扣上,整理好走线,避免其阻碍传送轨加工,最后将电机连接线接入接口。
¶ 放置加工材料
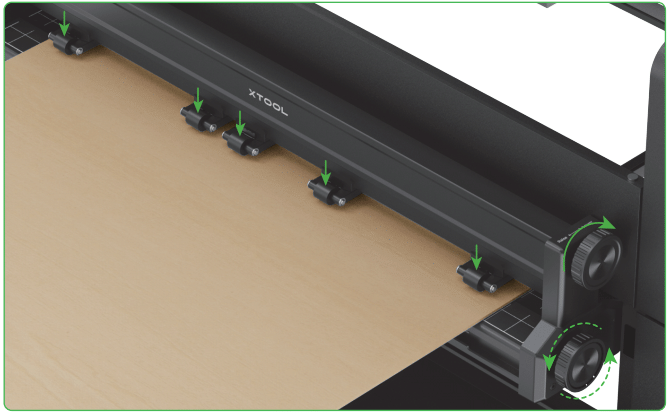
- 逆时针旋转上旋钮,将压轮抬高以放入加工材料。
- 将加工材料送入送料配件。
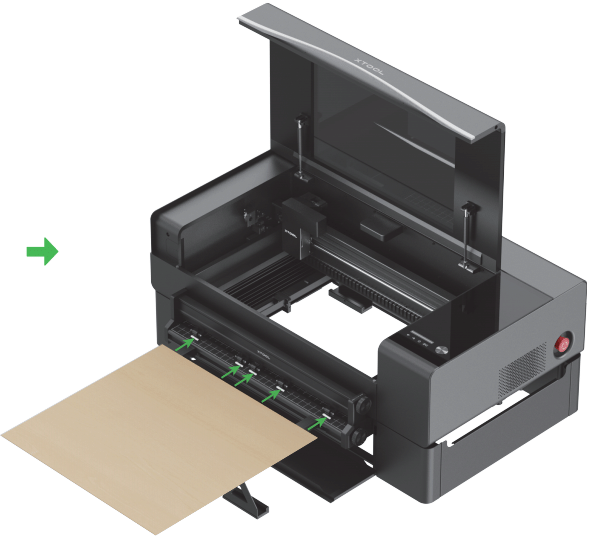
💡 提示: 放入材料时请对齐送料配件上的网格,确保材料放置角度与加工方向平行。
- 顺时针旋转上旋钮将压轮下压以防止材料在传送过程中打滑、偏移。
常用材料推荐的压轮压力挡位,请见本说明书常用材料压轮压力挡位推荐表”。如需要调整材料位置,可通过旋转下旋钮将材料送入机器。
💡提示: 激光头的加工位置如下

¶ 接通电源并连接软件
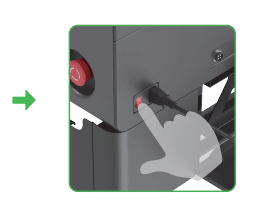
- 接通 xTool P2 后方的电源,并按下开关键。
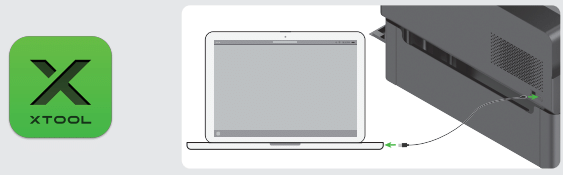
- 用 USB 线连接电脑和机器,并打开 XCS 软件。
¶ 使用 XCS 操作 xTool P2 送料配件
访问 获取并安装 XCS 下载 XCS 软件并安装。
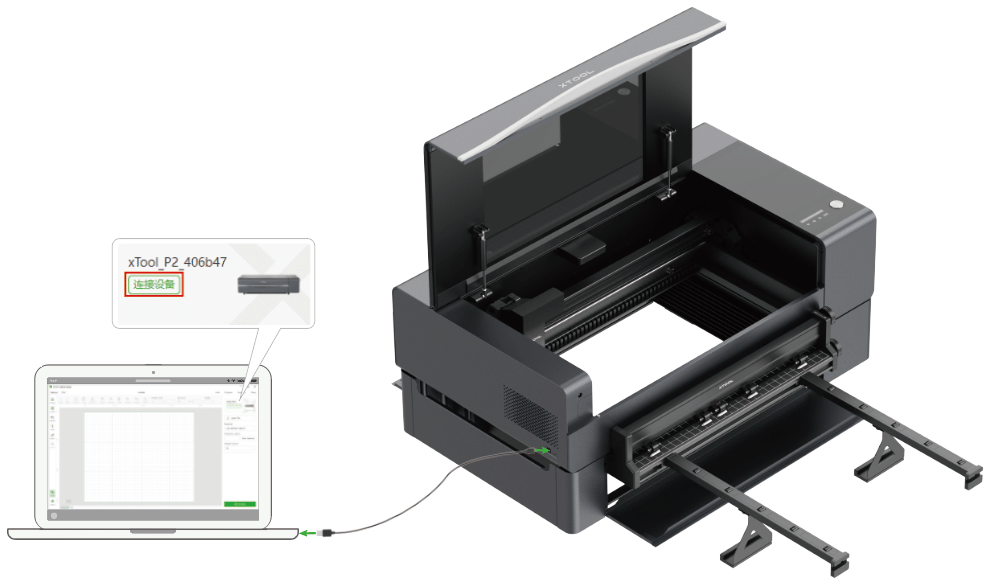
- 使用 USB 数据线将 xTool P2 连接到电脑,打开 XCS,并在 XCS 中连接 xTool P2。
- 选择加工模式
请选择 “送料配件” 加工模式。

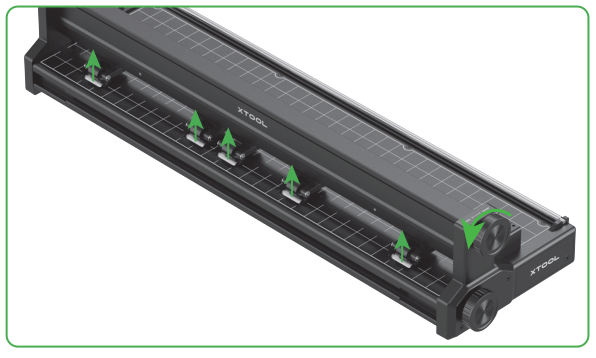
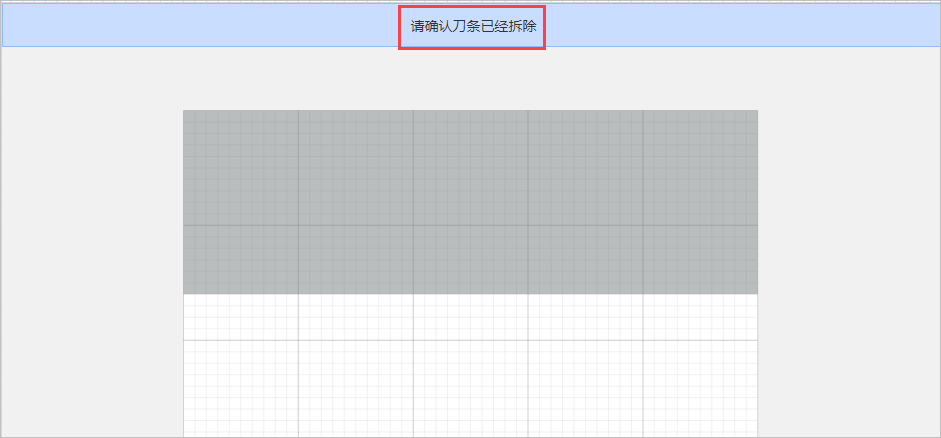
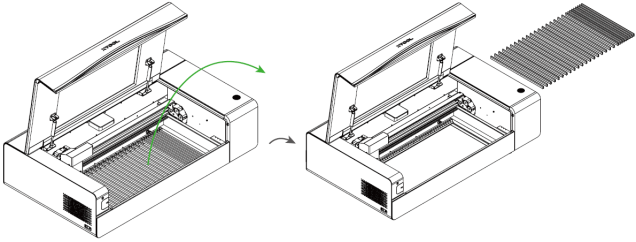
- ⚠️ 注意: 使用送料配件模式前,请确保所有刀条已被移除。
- 导入图像或在 XCS 中设计加工元素。
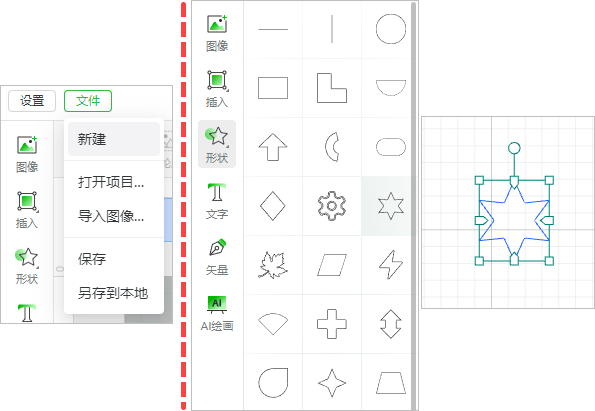
有关 XCS 中导入或设计素材的详细操作,参见“xTool Creative Space”。
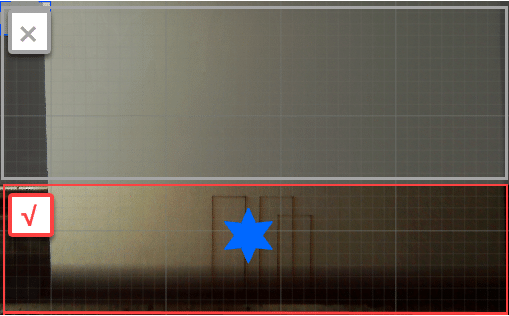
- 放置材料并将素材移动至送料配件加工区域(红框部分),请勿将加工元素放置在灰色区域。
💡 提示:
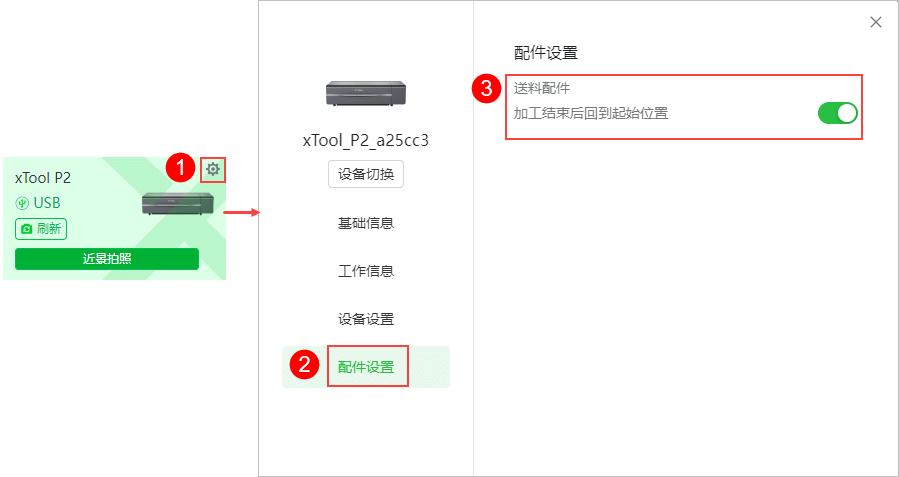
点击 >配件设置,点击按键并开启加工结束后回退材料到起始位置功能。
>配件设置,点击按键并开启加工结束后回退材料到起始位置功能。
当你进行大面积的矢量填充加工时,我们建议关闭此选项,避免回退过程中,压轮在加工材料上产生压痕。
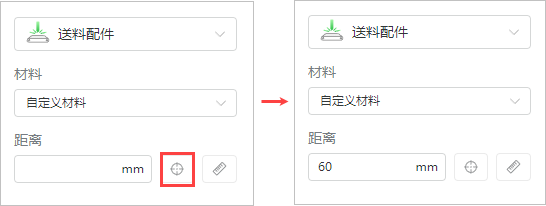
- 测量材料厚度。
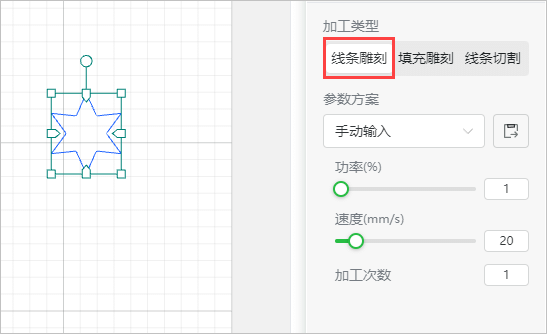
- 选择加工素材的加工类型和设置加工参数。
- 线条雕刻: 仅雕刻图案的轮廓
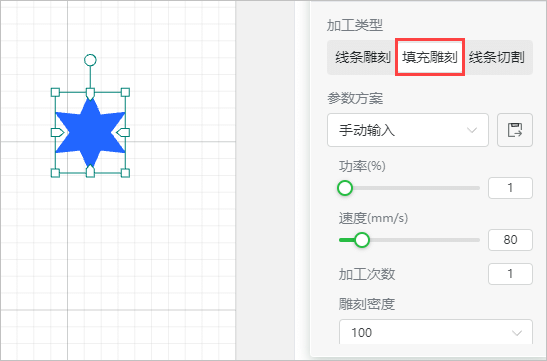
- 填充雕刻: 雕刻图案的填充部分
- 线条切割: 切割图案的轮廓
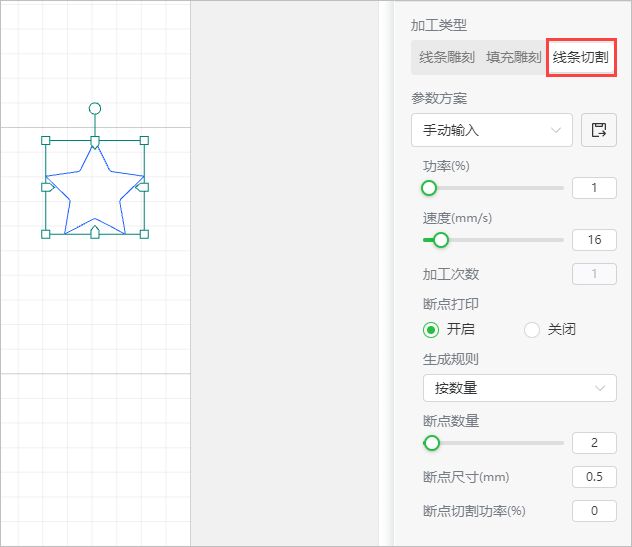
断点打印: 当你使用送料配件进行材料切割时,需要对切割对象设置断点。这是为了避免送料配件在传送过程中因为切割部分的掉落而卡住机器,从而导致机器运行异常。(此功能默认为关闭)
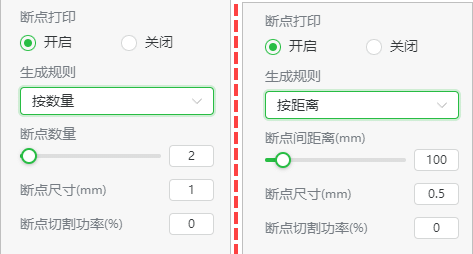
生成规则:
- 按数量: 通过设置断点数量来生成断点
- 断点数量: 对加工对象设置的断点数量,范围为 2 – 50;切割路径越长,需要设置断点数量越多
- 按距离: 通过设置断点间的长度来生成断点
- 断点间距离: 对加工对象设置的断点之间的距离,范围为 10mm – 1000mm
断点尺寸: 对加工对象设置的断点大小,范围为 0.2mm – 1mm;加工的材料较厚、重量较大且体积较大时,建议将断点大小调整到 1mm
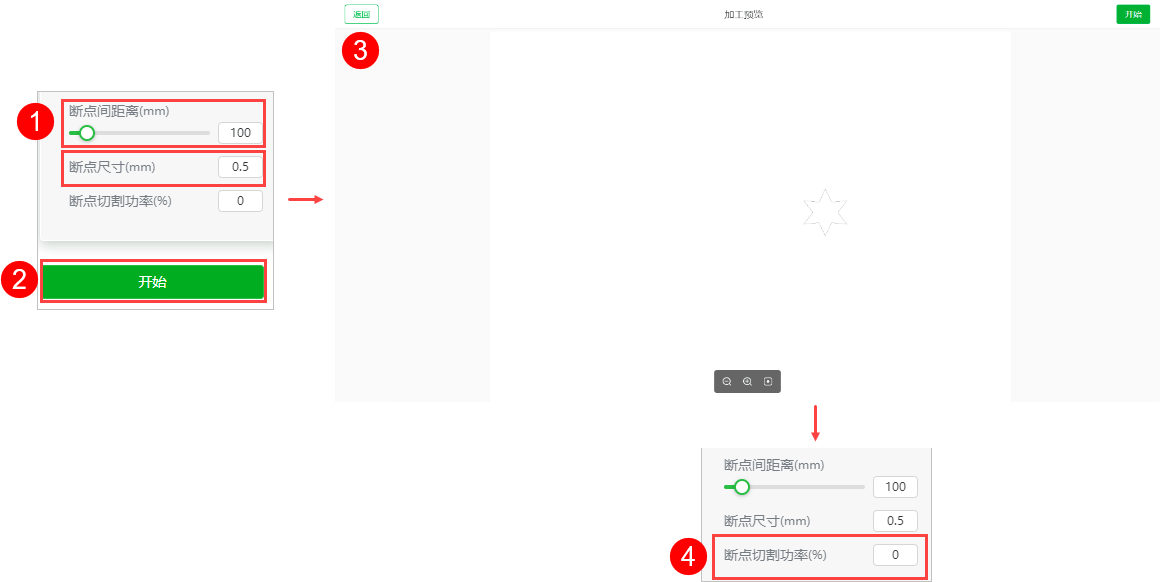
断点切割功率: 对加工对象上的断点设置的切割功率,范围为 0% – 90%;建议仅在切割超厚材料时设置此参数
⚠️ 注意:
- 通常情况下是不需要设置切割断点功率的,但当你切割超厚物体时,可以设置适当的功率令切割图案更容易从加工材料上取下。
- 一旦在断点功能内设置了断点切割功率(大于 0%),则在预览页面无法预览图形。因此,若你需要调整断点切割功率,请先在参数设置页面确认断点数量和大小后,预览图形,最后返回调整断点切割功率,再开始加工。
💡 小提示: 输入你常用的参数,点击  按钮,输入参数方案名称并保存。
按钮,输入参数方案名称并保存。
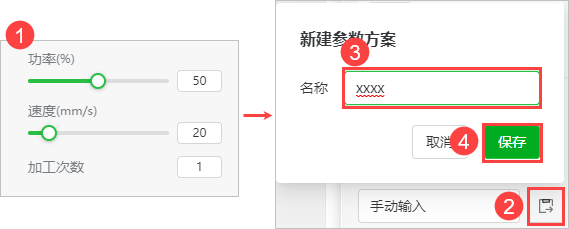
下次使用时可以快速找到属于你的参数。
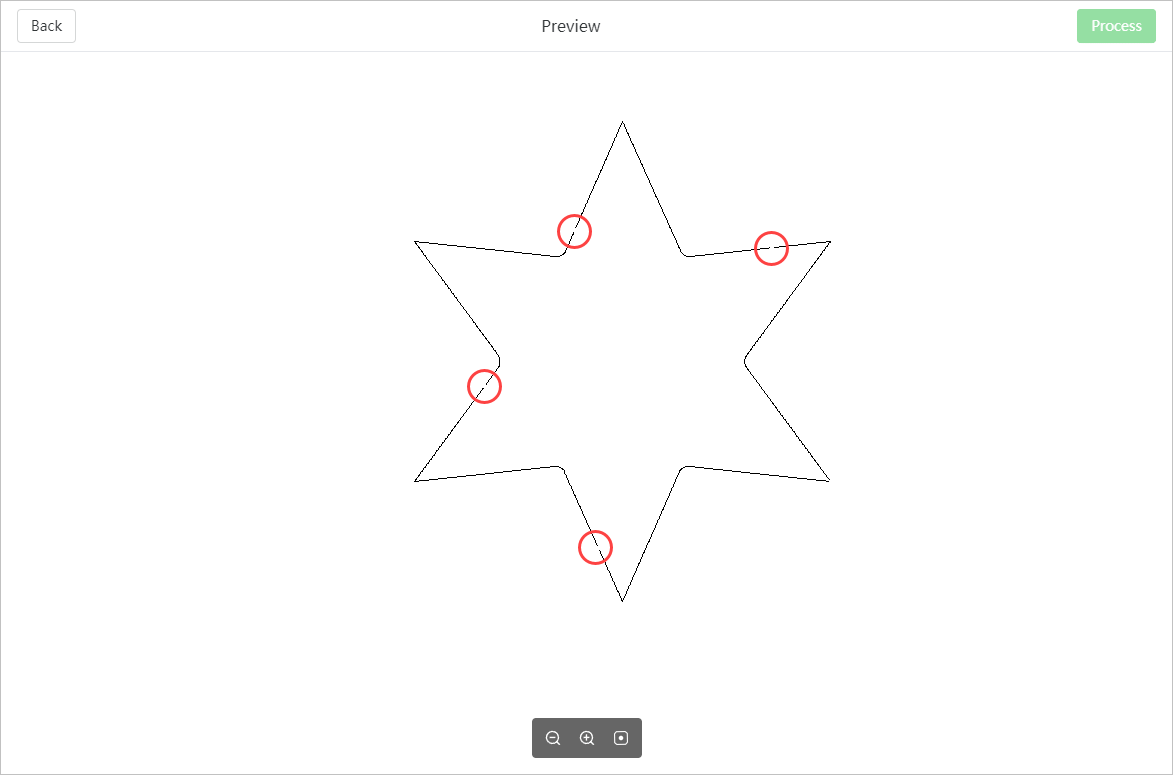
- 点击下方“开始”按钮。

- 你可以在预览页面查看断点的位置和效果。
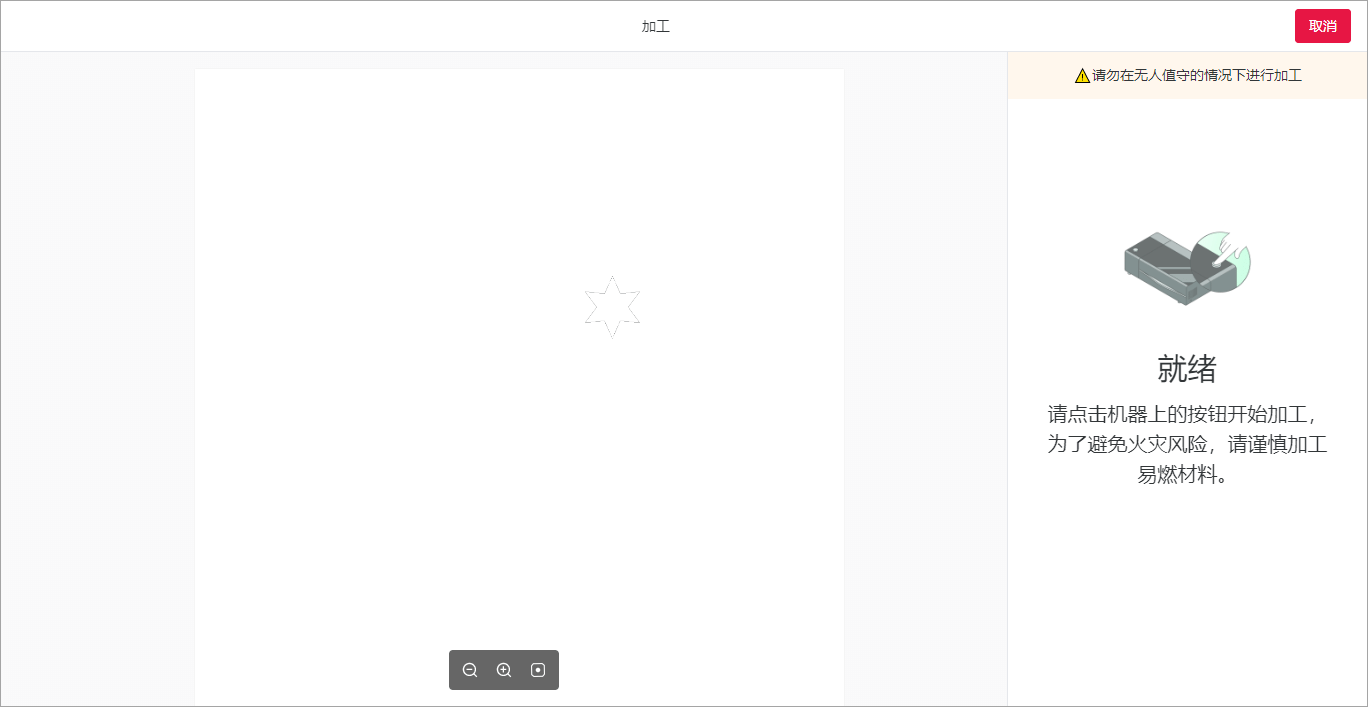
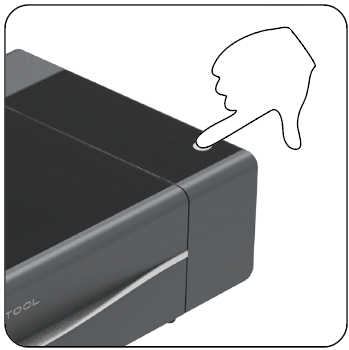
- 按下 xTool P2 上的按钮,开始加工。
- 等待加工结束。
⚠️ 注意: 加工结束后,请等待排烟结束再开盖。
- 所切割的图形,由于设置了断点功能,边缘会有断点出现。
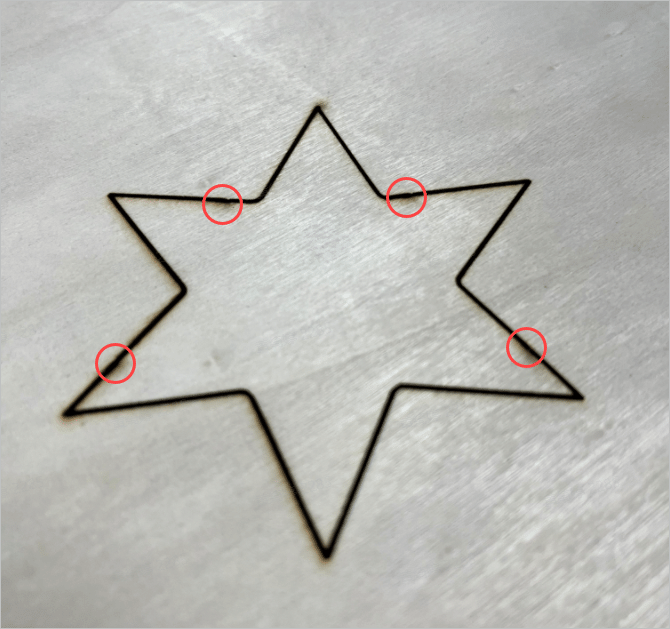
- 这样,木板上的星星就切割好了!
