提示: 送丝机仅在激光焊接时需要,焊道清洗和激光切割无需使用。
¶ 1. 安放送丝机
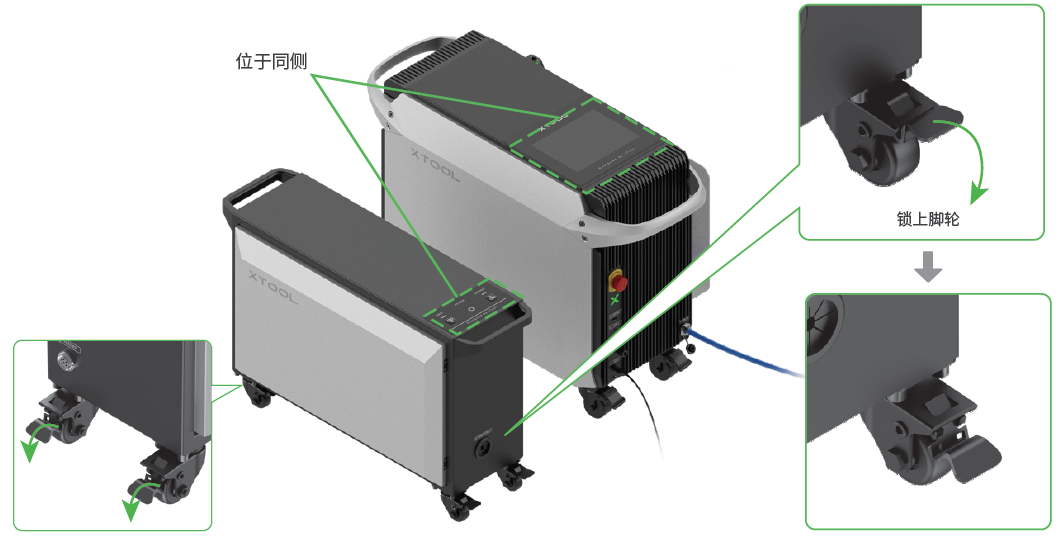
放置好送丝机。建议将送丝机放置在主机左侧,方便后续操作。
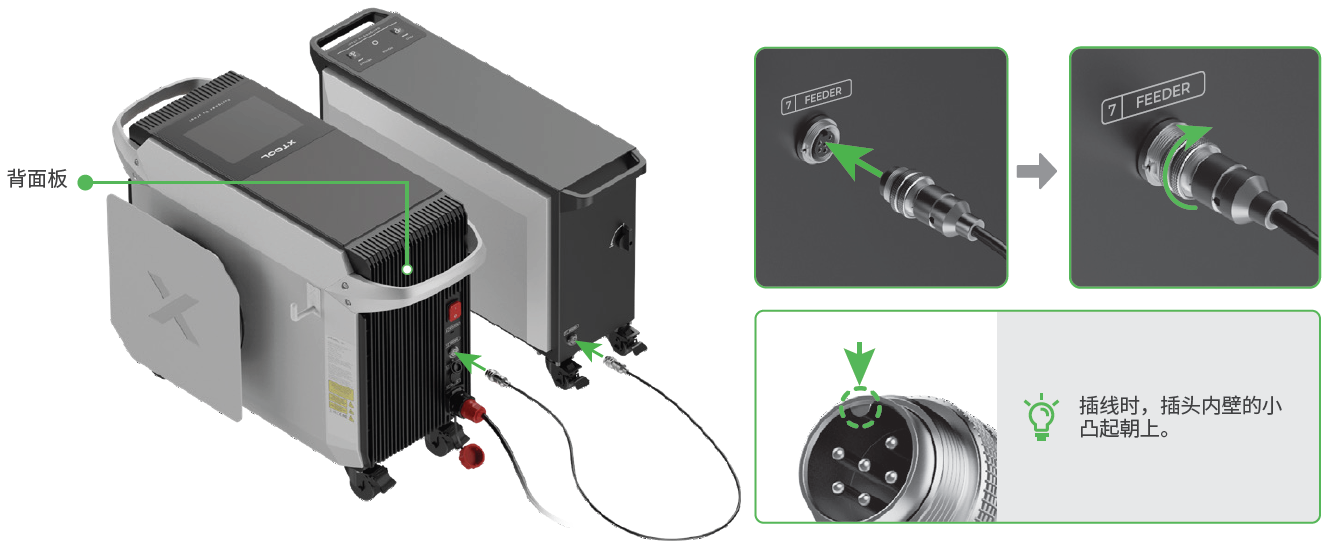
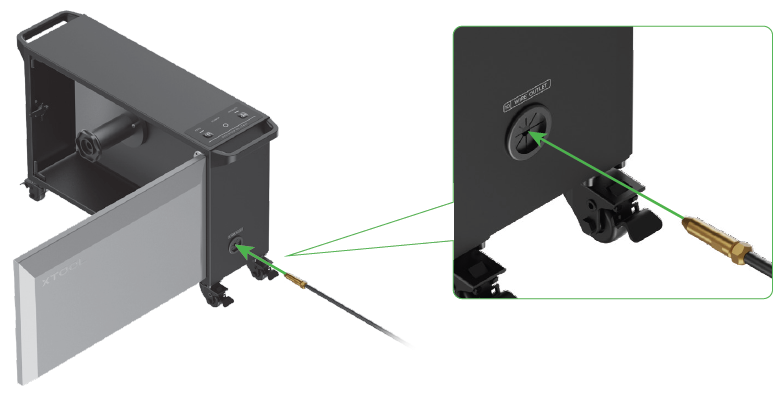
¶ 2. 连接焊接主机
在送丝机与焊接主机背面,插入连接线,连接送丝机与焊接主机。
提示: 送丝机连接线两端的接口相同,插线时无需区分送丝机端与主机端。
¶ 3. 安装送丝轮
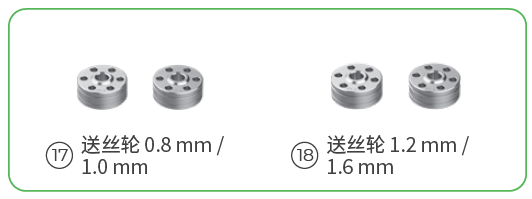
如何确定送丝轮规格
每个送丝轮有两个送丝轨道,每个轨道的规格标注于与其不相邻的横截面上。装入送丝电机后,焊丝穿过内侧的送丝轨道,而送丝轮朝外的一面刚好显示实际使用的轨道规格。
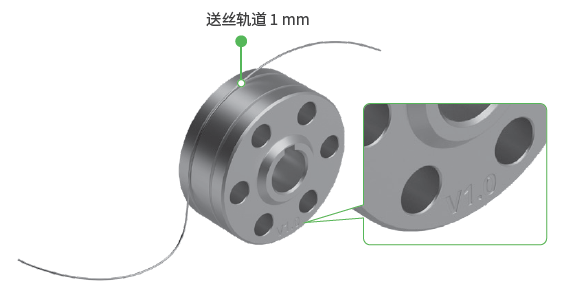
请根据需要使用的焊丝直径,选择规格合适的送丝轮。本指南以在 1 mm 送丝轮轨道安装 1 mm 焊丝(附赠)为例。
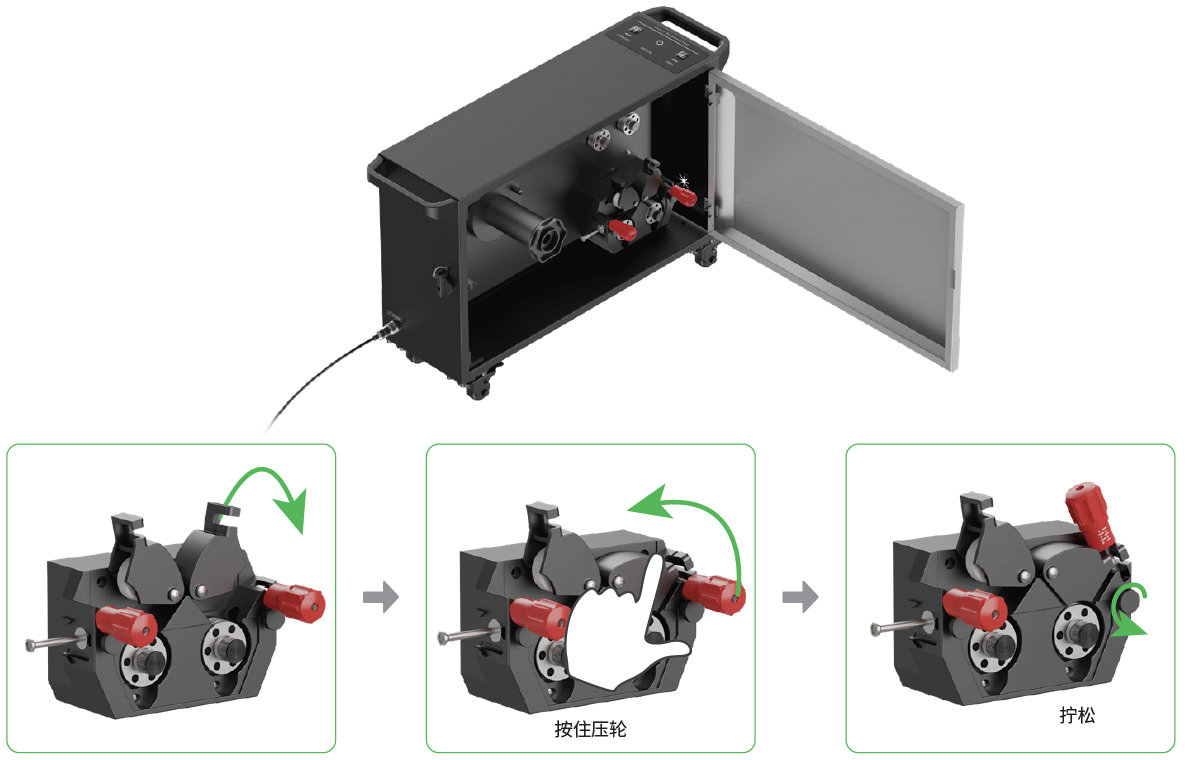
(1)打开送丝机。
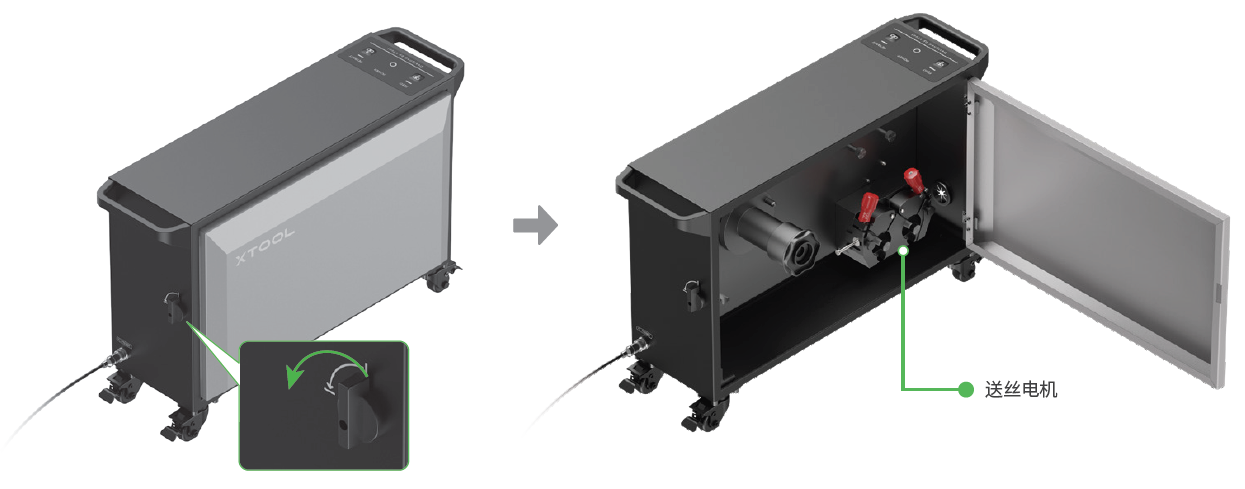
(2)打开送丝电机。
(3)装入送丝轮。

提示: 本产品随附的另外一对送丝轮可储放于送丝机内,以便更换。
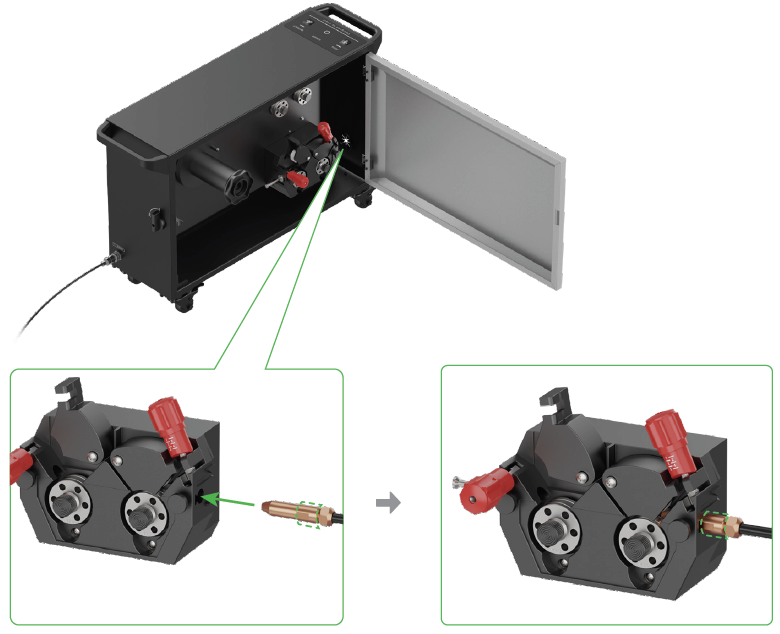
¶ 4. 安装送丝管
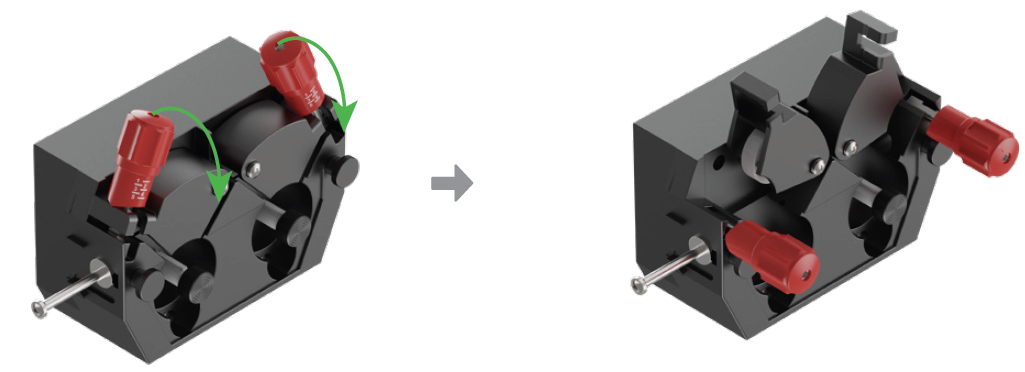
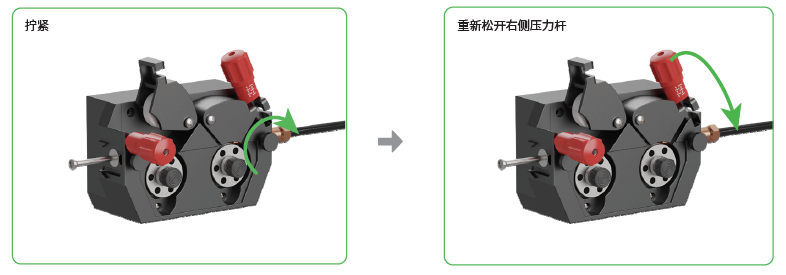
(1)拧松送丝电机右侧的螺丝。
提示: 由于右侧压力杆会影响到螺丝的拧动,因此需要先将右侧压轮与压力杆收起。
(2)将送丝管不带卡扣的一端插入送丝机。

(3)插入送丝电机,直至送丝管铜嘴的凸起恰好抵住送丝电机的侧板。
(4)拧紧螺丝固定。
¶ 5. 安装焊丝
选择焊丝
参考下表,根据焊接工件的材质选择对应的焊丝。
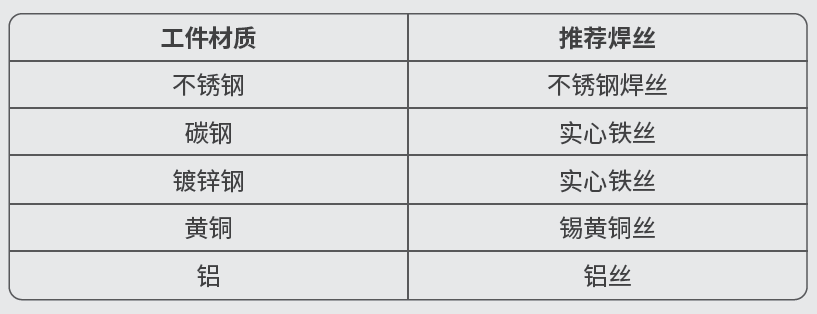
本产品随附一卷 1 mm 不锈钢焊丝,请根据实际需要进行使用。
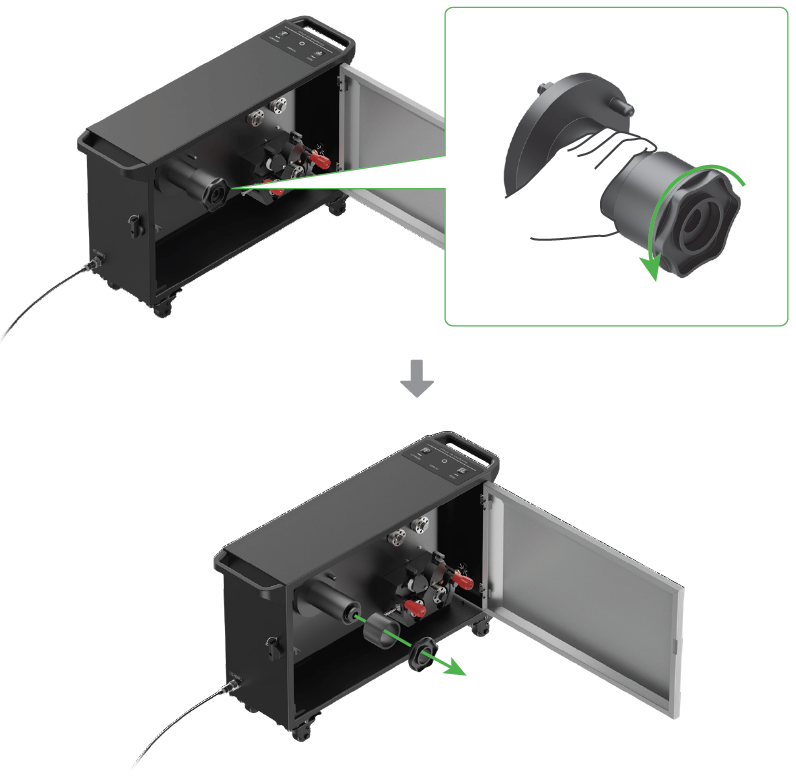
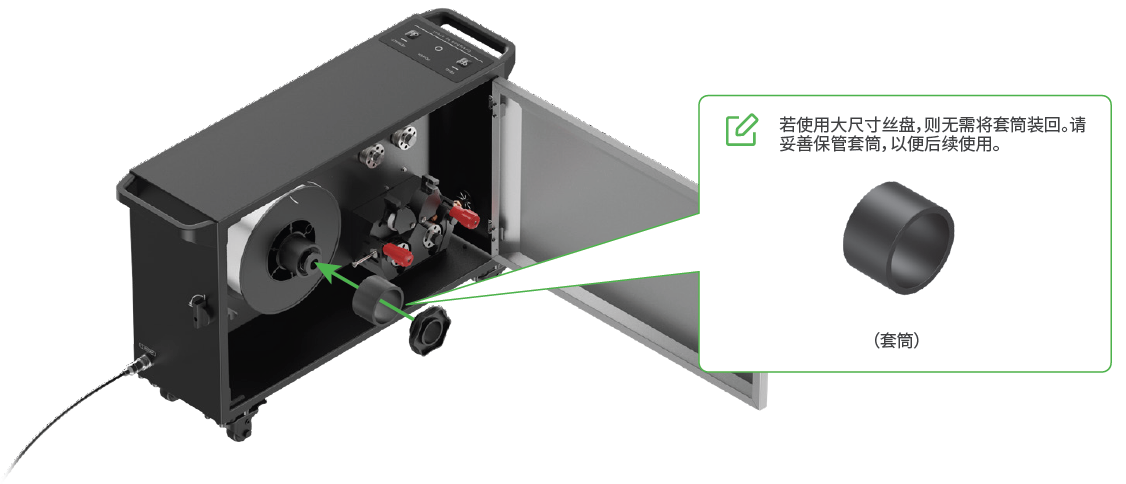
(1)安装焊丝到转盘上。
注意:
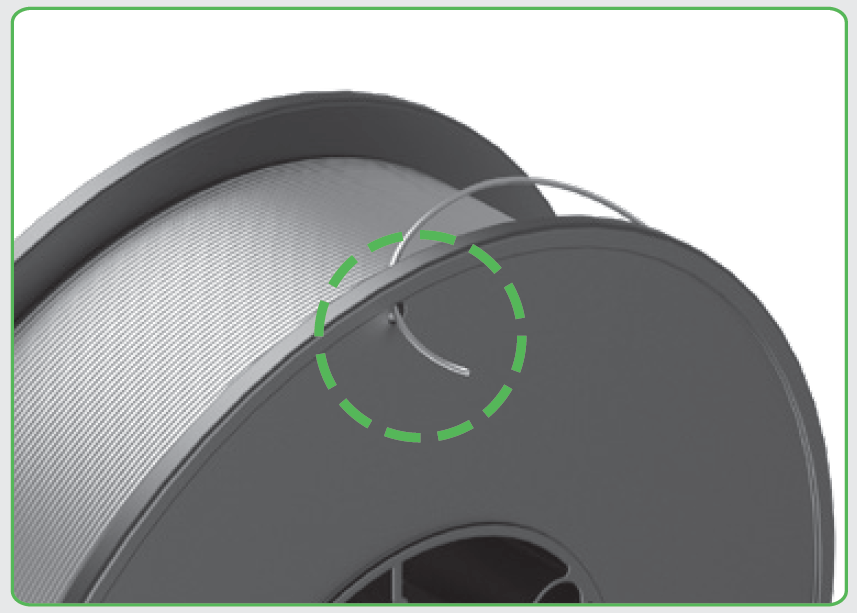
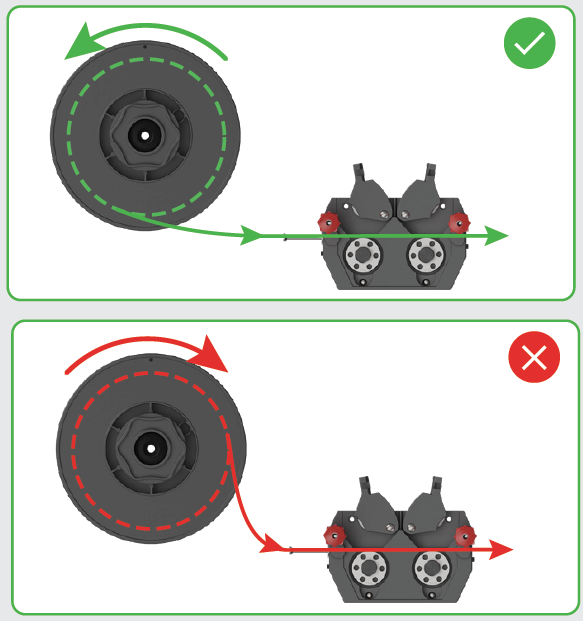
■ 装入卷轴时,焊丝末端应保持固定。暂勿松开焊丝,以防焊丝散开。
■ 确保焊丝卷轴的装入方向正确。焊丝松开后应当能够从转盘底部穿入送丝电机。送丝时,卷轴按逆时针方向旋转。


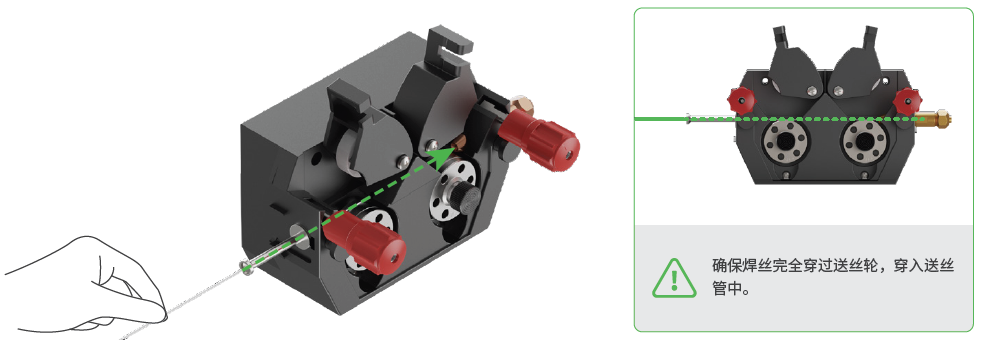
(2)剪掉焊丝末端的弯折部分,然后把焊丝穿入送丝电机中。
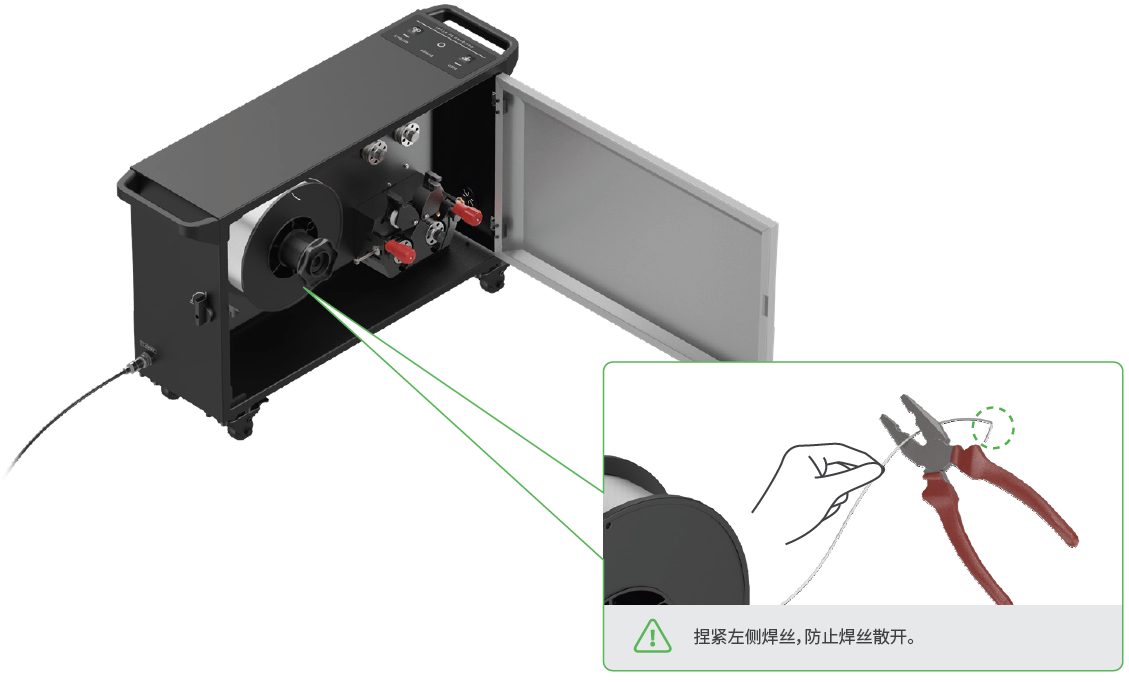
注意: 穿丝过程中,请捏紧焊丝,防止焊丝回退。
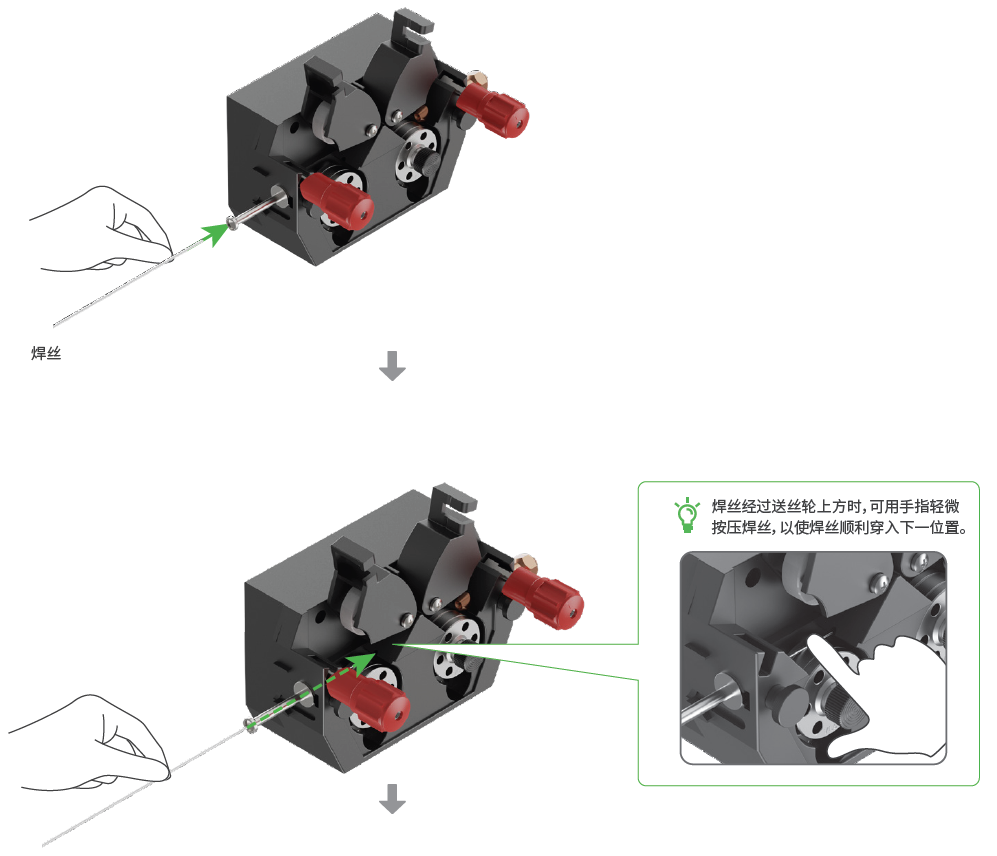
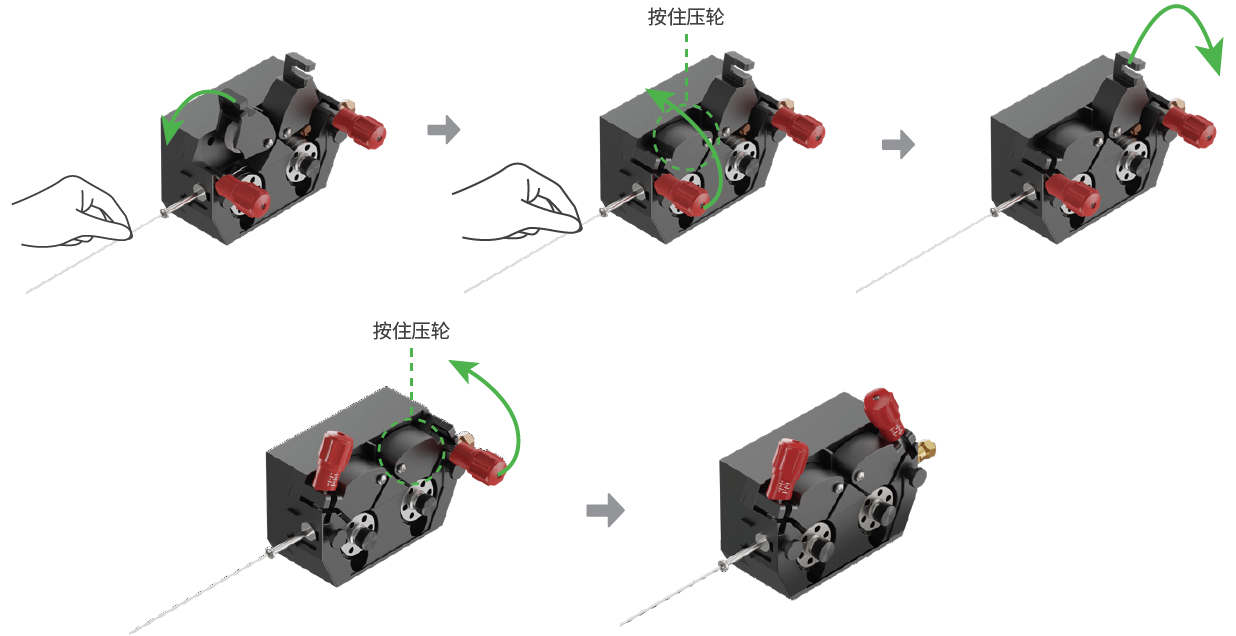
注意: 捏紧焊丝,一直到合上压轮,才能放开焊丝。
(3)旋转送丝电机左右杆旋钮,调节送丝压力。旋钮底部所达到的刻度越大,表示压力越大。
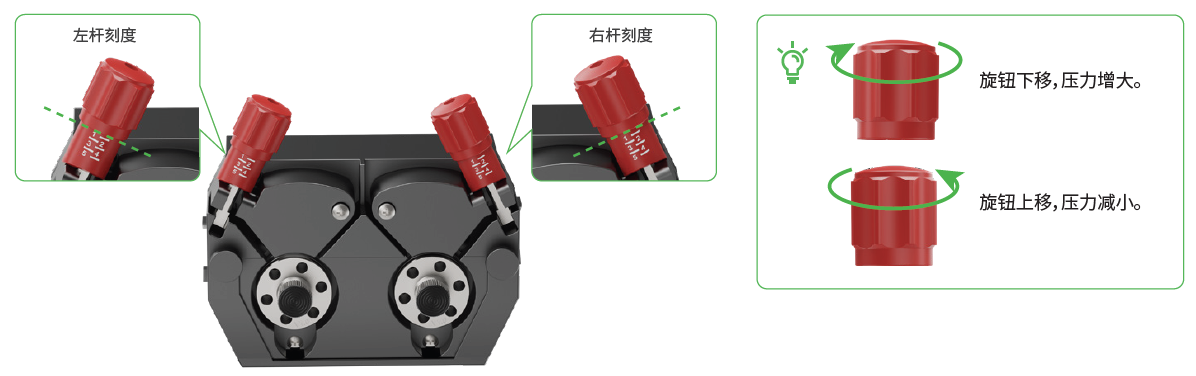
不同焊丝直径对应的刻度值请参考下表,可根据实际情况进一步微调。
| 焊丝直径(mm) | 左杆刻度 | 右杆刻度 |
|---|---|---|
| 0.8 | 2.5 | 2 |
| 1 | 2.5 | 2 |
| 1.2 | 2 | 1.5 |
| 1.6 | 2.5 | 2 |
¶ 6. 电动送丝
注意: 送丝机由焊接主机进行供电,为正常使用电动送丝功能,请确保焊接主机已开机,且与送丝机保持连接。
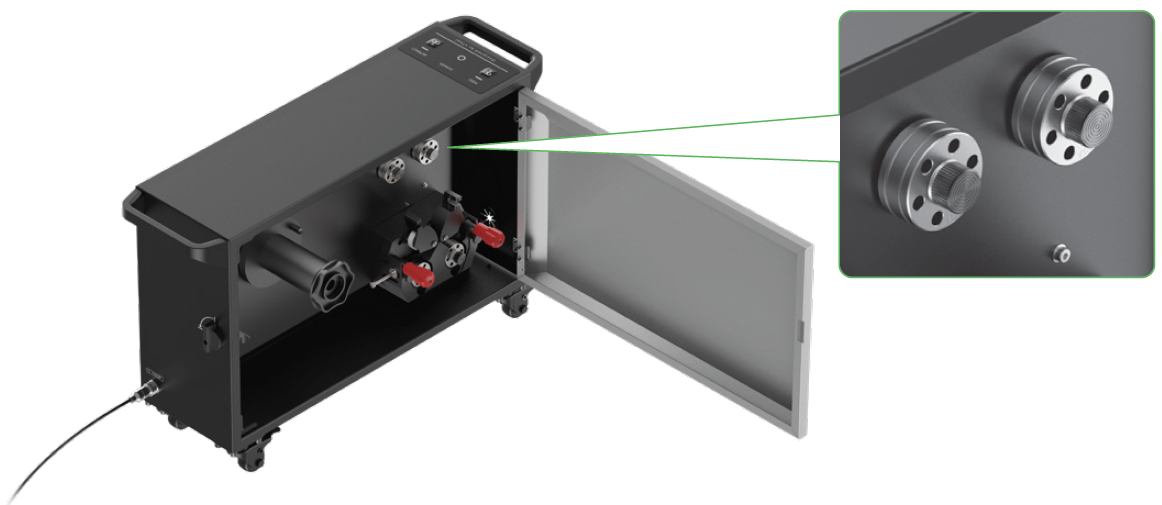
(1)根据下表,确认送丝嘴的规格是否符合送丝要求。
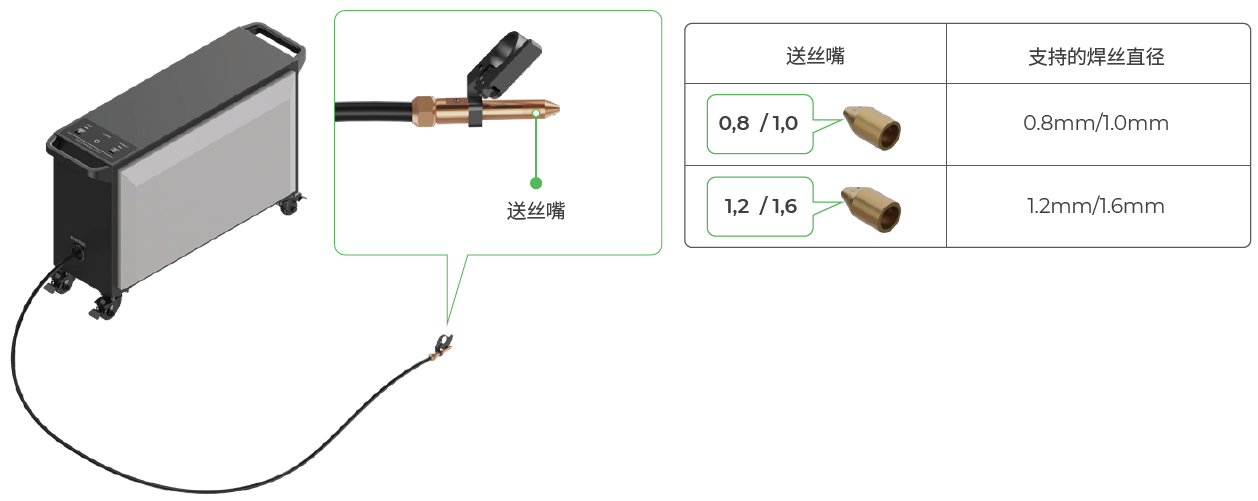
提示: 送丝管带卡扣的一端默认安装规格为 0.8 / 1.0 的送丝嘴,可用于传送 0.8 mm 或者 1.0 mm 的焊丝。如果使用直径为 1.2 mm 或 1.6 mm 的焊丝,请更换为附赠的大孔径送丝嘴,更换方法请查看“保养与维护”章节。
(2)按住送丝机上的进丝按钮,进行电动送丝。当焊丝从送丝管末端伸出时,松开按钮,完成送丝。
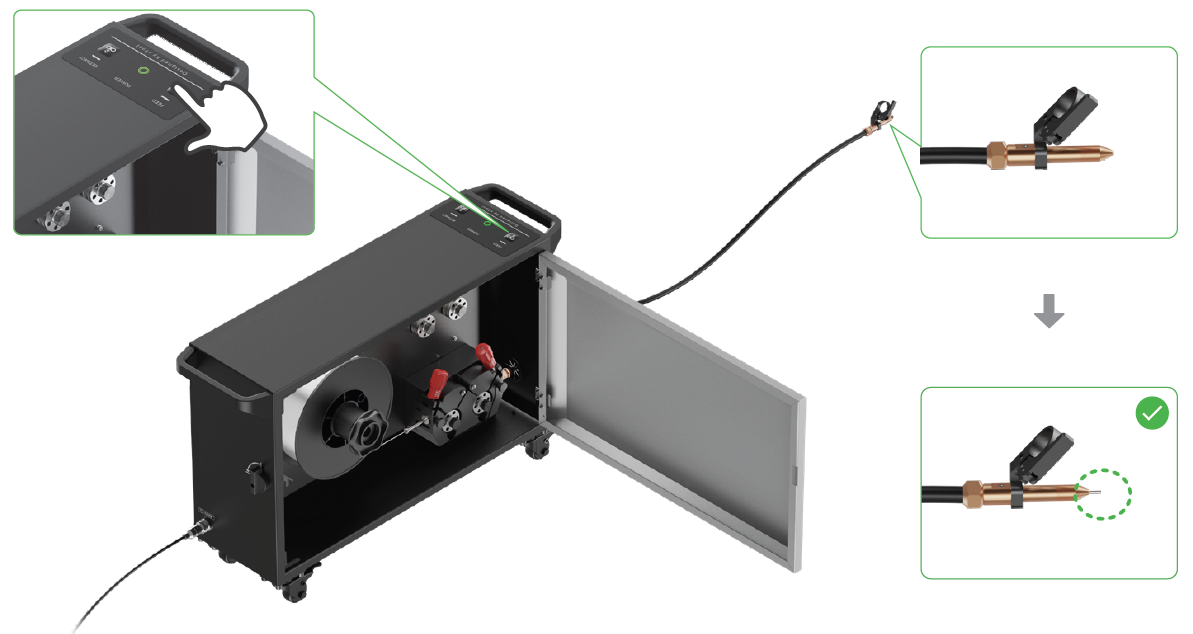
注意: 送丝时,注意观察送丝机内部。若焊丝卷轴朝逆时针方向匀速转动出丝,说明送丝正常。
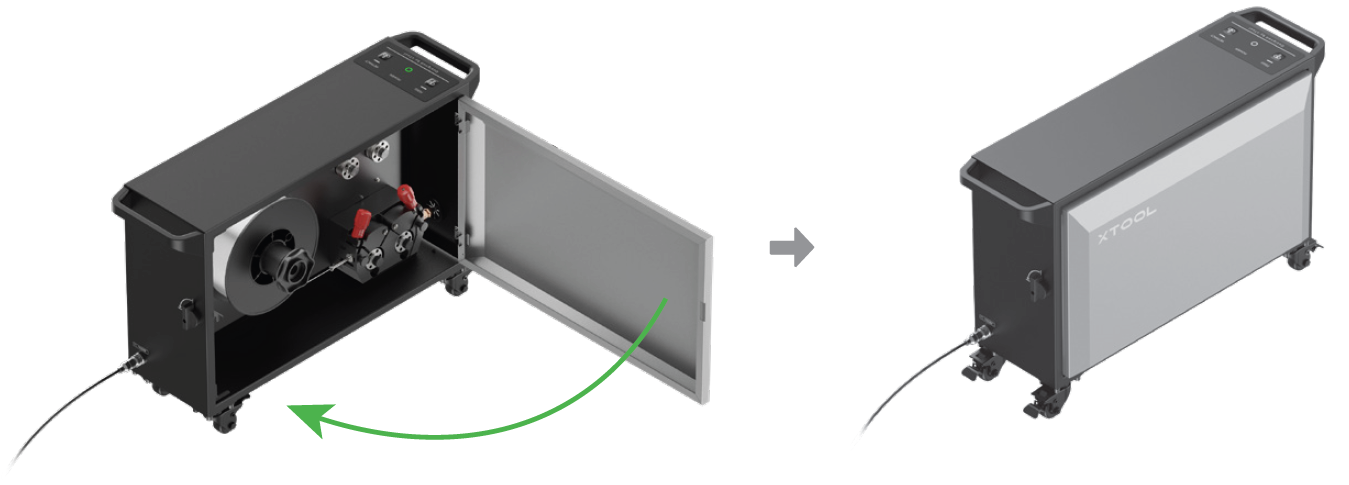
(3)关上送丝机的侧门。
¶ 7. 安装送丝管至焊枪
注意: 安装送丝管前,请在触控屏上确认激光使能处于关闭状态,防止设备误出光。
(1)拿起焊枪,摘掉防尘帽。
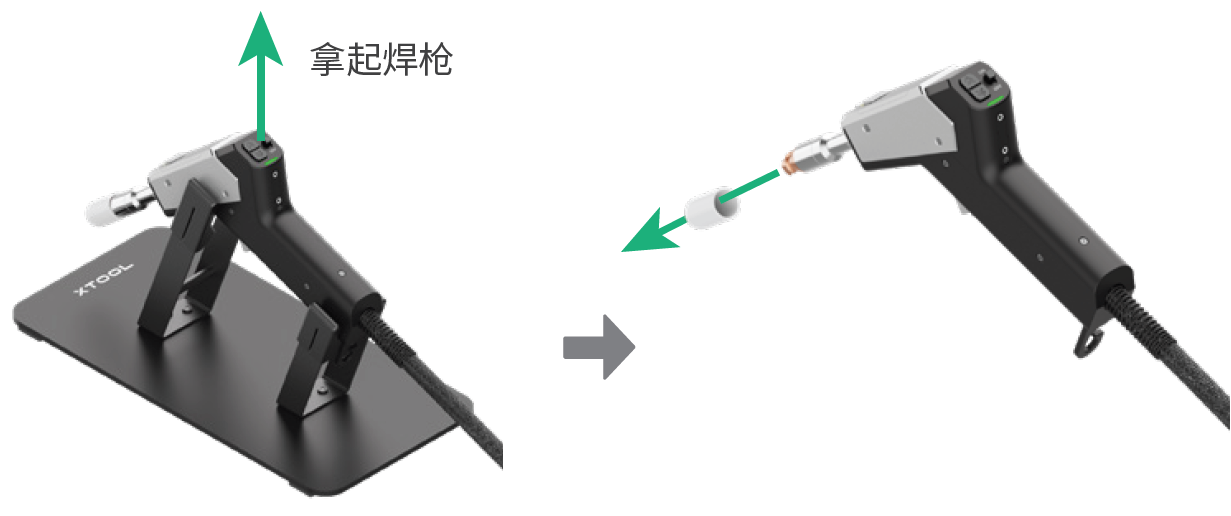
注意: 妥善保管取下的防尘帽。不使用焊枪时,请将防尘帽套回,以免灰尘落入焊枪内部损坏焊枪。
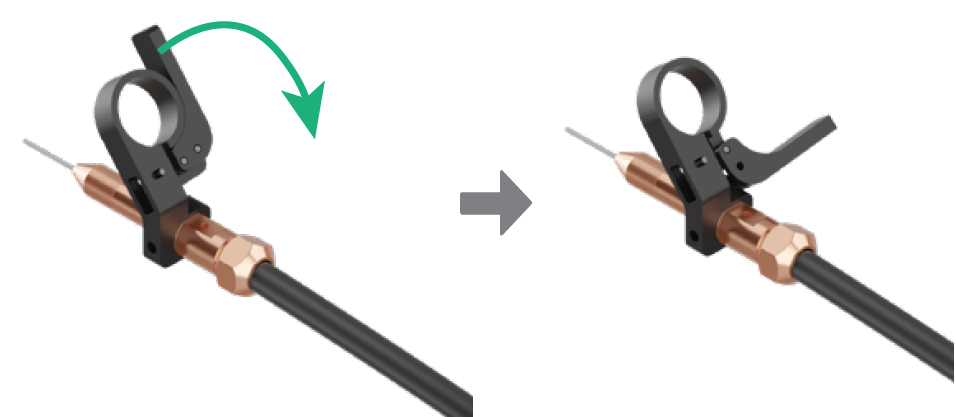
(2)打开送丝管的卡扣。
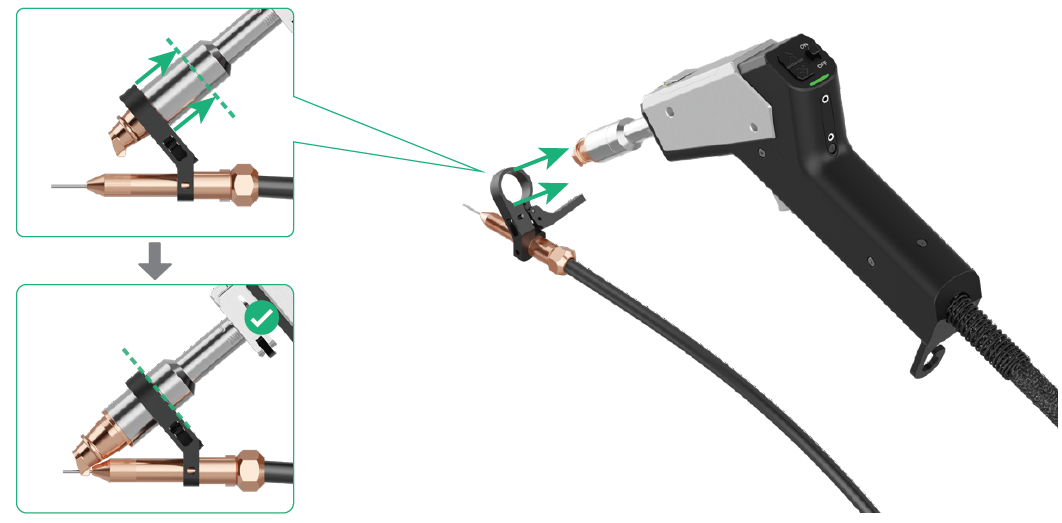
(3)将送丝管卡扣套在焊枪上,卡扣的位置调节至标线附近(可根据实际情况进一步微调)。
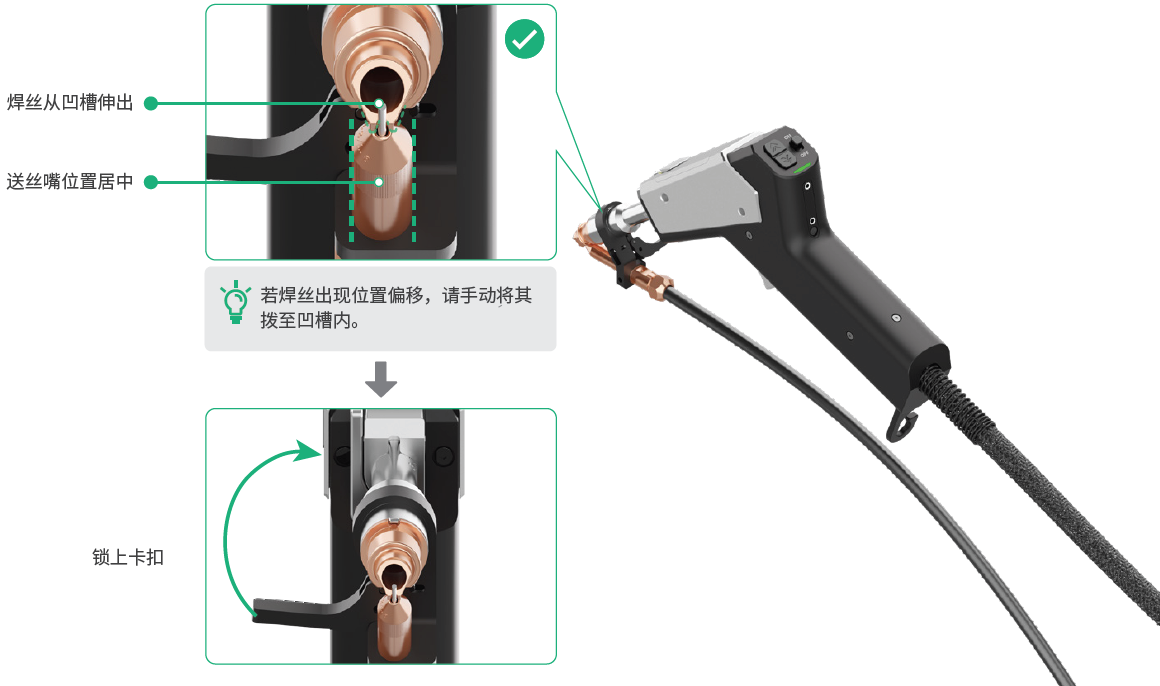
(4)确保送丝嘴位置居中,且焊丝从焊枪喷嘴末端的凹槽中间伸出,然后锁上卡扣。
(5)将送丝管固定于焊枪线夹中,然后把焊枪放回焊枪支架。
