¶ 1、椴木板如何选择?
椴木板的表面平整度对加工结果起着重要作用。以下是椴木板的首选类型:
- 最大变形为 4 毫米或更小的椴木板。
- 直边椴木板。
- 椴木板平整度高,无明显凹痕或驼峰。
¶ 2、直线轴压轮的作用是什么?理想的宽度是多少?
功能: 压轮增加与材料的摩擦力,防止加工过程中移位。
推荐宽度: y压轮之间的距离应略窄于待加工材料的宽度,以确保最佳的支撑和摩擦力。
¶ 3、放置材料时应注意什么?
- 确保材料与 xTool P3 的板条平行。
- 确保材料的两端完全覆盖压轮。如果材料太窄而无法完全覆盖压轮,请避免将其放在压轮上。
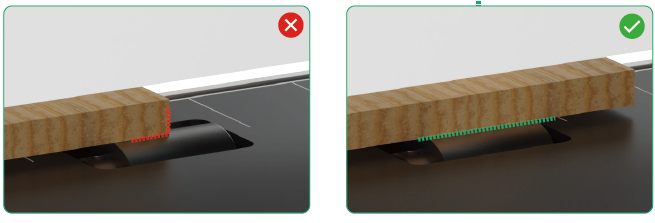
- 物料宽度不得超过610毫米,并且两侧均保持在进料口最宽的极限标记内。
- 当材料的一端翘曲时,将翘曲端放在进料入口侧,以尽量减少加工过程中的偏差。
- 如果不确定材质是否正确定位,请在软件上执行图像捕获,并根据需要根据图像对齐材质。
¶ 4. 如果厚度测量误差超过 1 毫米会怎样?如何改进?
如果自动测量的材料厚度与实际厚度偏差超过 1 毫米,则材料可能无法夹紧,从而导致较大的加工误差。在这种情况下,您可以手动输入材料厚度。机器将自动重新夹紧材料。
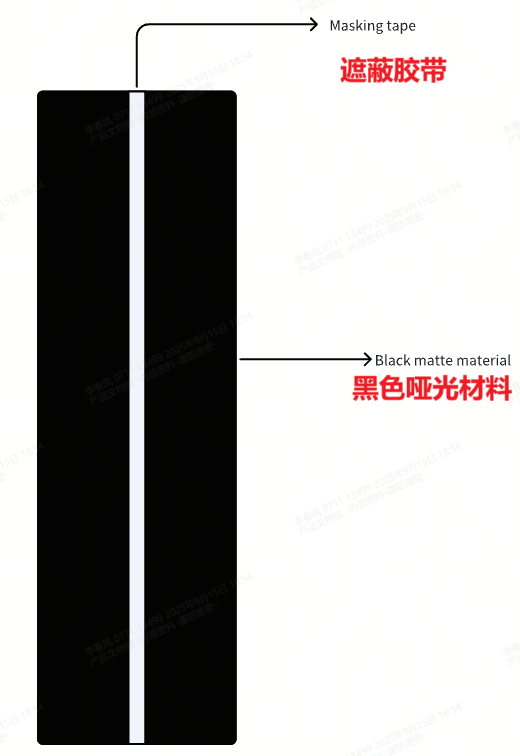
¶ 5. 当软件捕获黑色哑光材料(包括黑色毛毡、黑色 EVA 泡沫和橡胶板)的图像时,该过程无法自动停止。如何解决这个问题?
将遮蔽胶带从上到下贴在材料背面,宽度为 50 mm。在加工过程中,确保有遮蔽胶带的一侧朝下,并且遮蔽胶带覆盖 xTool P3 前部的传感器和输送机给料机的传感器。
¶ 6、厚度小于3毫米的软材料如何加工?
加工厚度小于3毫米的材料,应先将其附在一块同样大小的6毫米木板上再进行加工。
¶ 7. 使用默认参数设置如何解决 3 毫米亚克力板和纤维板切割不彻底的问题?
根据以下推荐的切割参数设置降低切割速度:
| 材料类型 | 功率 (%) | 速度(毫米/秒) | 通过 | 模式 |
|---|---|---|---|---|
| 3 mm 密度板 | 100 | 10 | 1 | 切 |
| 3 毫米椴木板 | 100 | 15 | 1 | 切 |
| 3 毫米亚克力板 | 100 | 10 | 1 | 切 |
您可以根据材料变形的程度进一步调整切割速度。如果问题仍然存在,请在切割模式下启用焦点下沉以提高切割性能。
¶ 8、长时间使用后,输送轨道支撑腿出现间隙和摆动。如何解决?
使用前,检查 L 型支撑支架与输送轨道连接处的间隙。然后,松开螺丝,调整支撑腿,拧紧螺丝,以减少间隙,保证支撑腿的稳定性。
¶ 9. 1英寸板在图像拍摄过程中末端翘曲怎么办?
定期松开螺丝,调整支撑腿,拧紧螺丝,保证支撑腿的稳定性。
¶ 10. 材料中的镂空区域会影响图像捕获功能吗?
是的,材料中的镂空区域可能会阻止设备前部和后部的传感器检测到材料,从而导致加工失败。要处理此类材料,您可以在镂空区域贴上遮蔽胶带或其他类似胶带。
¶ 11. 如果设备无法获得高反射或透明材料的厚度,我该怎么办?
在这种情况下,您可以在测量位置贴上一块遮蔽胶带,然后再次进行厚度测量。或者,手动将材料厚度输入软件。
¶ 12. 尽管设置了断点打印,但切割材料在加工过程中仍会掉落或压轮推出,导致卡住,如何预防?
- 将切割图案定位到避免直接位于滚轮上方的区域。
- 根据切割图像的大小,增加断点的数量和尺寸。
- 根据切割图像的大小,将断点生成规则更改为“按间距生成”。
¶ 13.加工过程中压轮有明显的异常噪音怎么办?

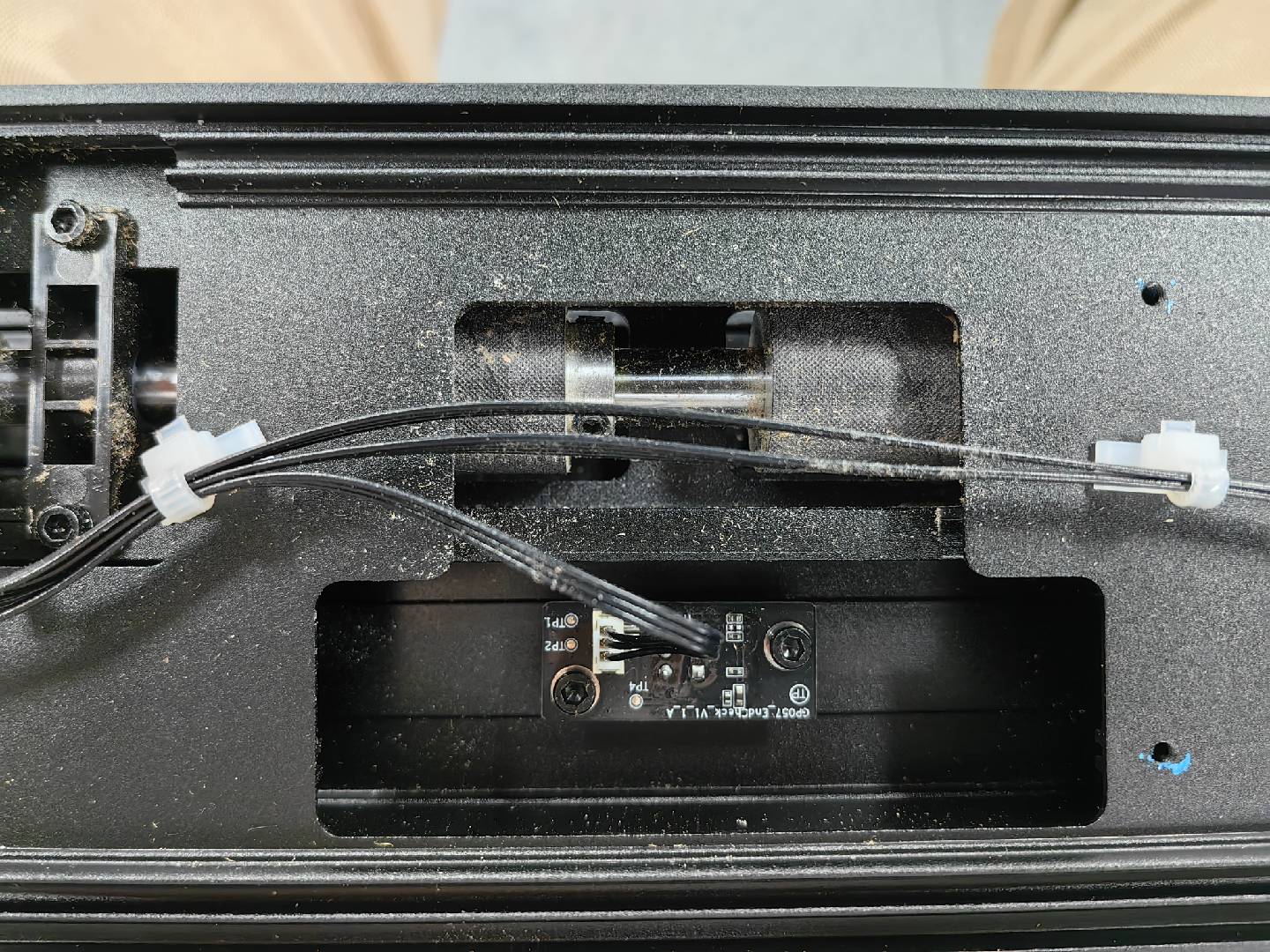
拆卸输送机给料机,清洁压轮的直线轴和缠结的胶带。
¶ 14. 如果材料在缩回过程中与 xTool P3 的补光灯支架发生碰撞,该怎么办?
- 拆下设备后部的传送带导轨并重新安装。
- 在设备后部添加一组额外的输送导轨,以增加支撑能力。
