¶ 何时使用停顿时间功能
- 问题描述 在激光加工过程中,处理易积热材料(如亚克力或合成革)上的矢量填充物体时,某些路径较短可能会导致局部热量积聚。这可能造成物体着色不均匀或材料损坏。
- 停顿时间 停顿时间是指在矢量填充处理期间,每完成一条扫描线后的短暂延迟。此处的停留时间使激光和材料能够散热,有助于减少热量积聚,从而获得更均匀的加工效果。
¶ 如何设置停顿时间
1. 在 XTool Studio 屏幕的右下角,点击“高级设置”图标。
2. 打开停顿时间按钮,然后在下面输入所需的停顿时间值。

- 软件允许停留时间设置范围为 0.1 到 60 秒。
- 对于常用的热敏材料,可以使用以下推荐值作为参考:
-
- 亚克力: 200–350 ms (高热敏感性)
- 合成革:150–250 毫秒(中等热敏感性)
- 木材:100–200 毫秒(较低热敏感性)
- 纸张/卡纸:50–100 毫秒(最低热敏感性)
提示: 对于新材料,从较低值开始测试,以避免过度延迟导致加工时间过长。
- 如何确定最佳停顿时间:
-
- 步骤 1:使用实际材料和发生热量积聚的矢量元素。
- 步骤 2:从基础停顿时间开始测试(例如,100 毫秒),然后逐渐增加 100 毫秒的增量。
- 步骤 3:记录 最短停顿时间,以获得满意且均匀的结果。
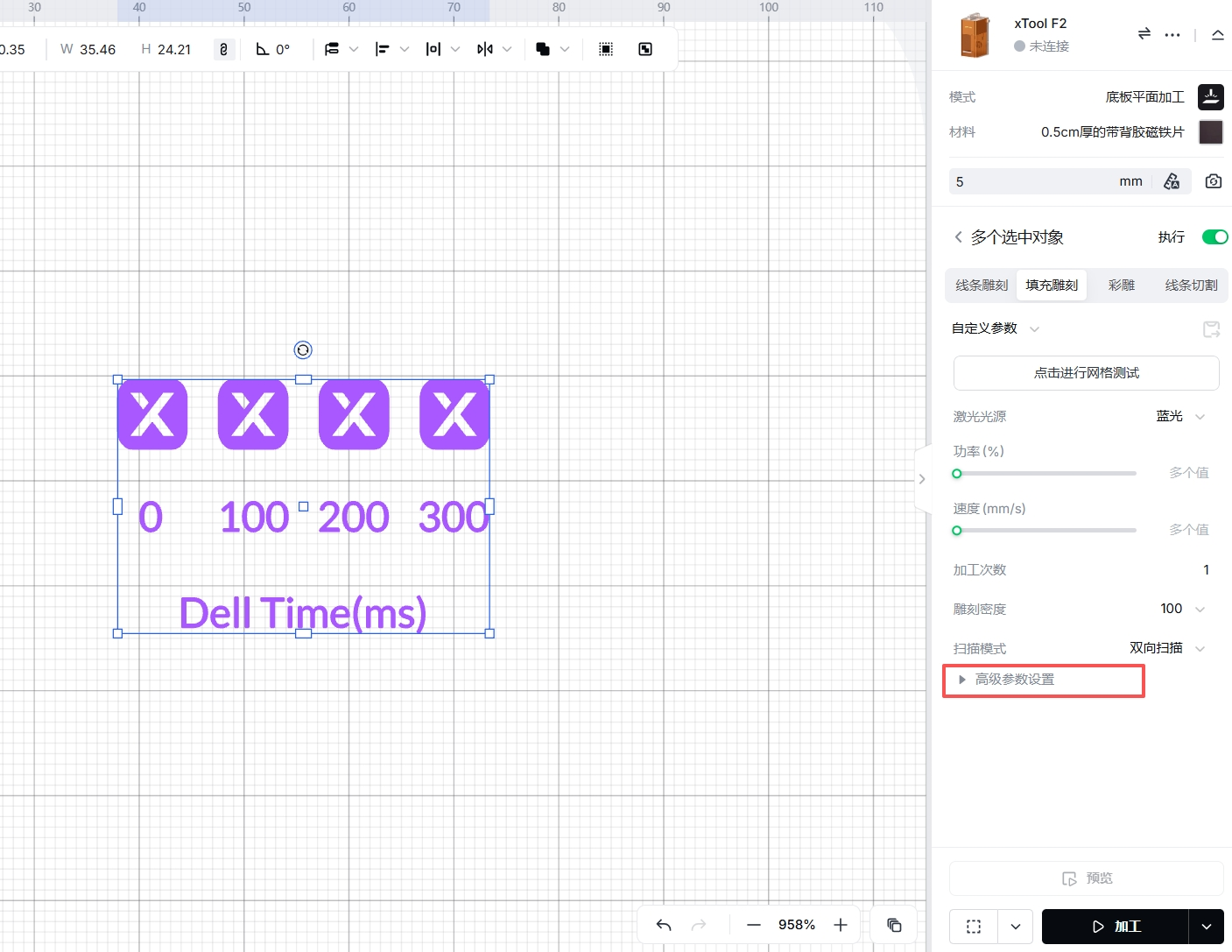
这里是一个简单的示例:
