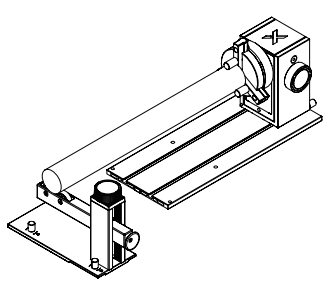
旋转附件三代为通用配件,可兼容 xTool P3、P2S、P2 等主机产品,供用户搭配使用。
¶ 安全第一(必读)
在使用本产品前,请阅读并熟悉所有安全须知和操作方法,并严格遵守所有安全规定。
- 因本产品体积较大,在搭配部分 xTool 激光机器使用时,可能会导致激光机器无法正常关盖使用,激光光束经过漫反射后会从开口漏出,使人体接触的激光可能超过1 类。在这种情况下,这些激光机器搭配本产品将无法作为一类激光产品进行使用,只能由经过专业培训的人员使用。在开盖加工时,请严格遵守相应激光机器的安全说明规定,并根据激光安全员的要求搭建受控区域,采取充分的个人防护措施(包括佩戴护目镜等),谨防激光风险。
- 本产品采用磁吸快拆设计。在使用本产品时,请勿将手伸入磁吸部件之间,谨防夹伤。另外,在组合不同模块、旋转爪盘、以及调节动力组件和丝杆升降组件时,也存在夹伤风险。
- 请将本产品放置在儿童无法触及的地方。
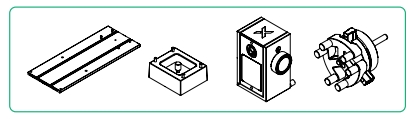
¶ 物料清单
|
名称 |
图片 |
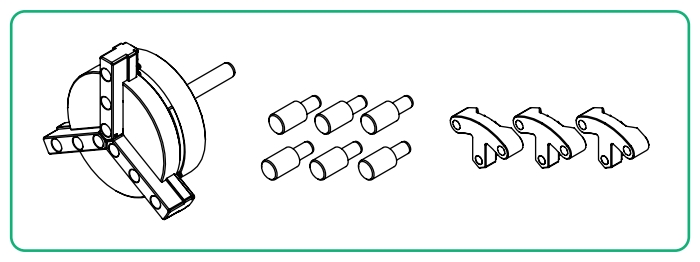
| 爪盘 |
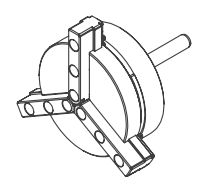 |
| 圆柱爪尖 |
 |
| T 型爪尖 |
 |
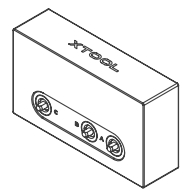
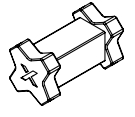
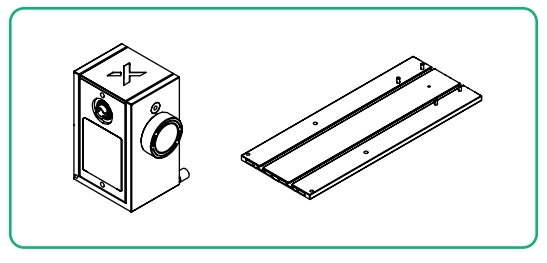
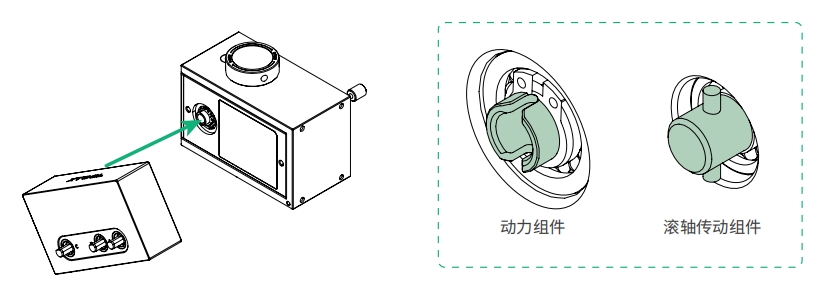
| 动力组件 |
 |
| 主底板 |
 |
| 增高模块 |
 |
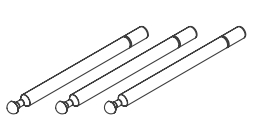
| 滚轴组件 |
 |
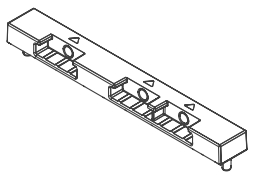
| 滚轴固定主支座 |
 |
| 滚轴传动组件 |
 |
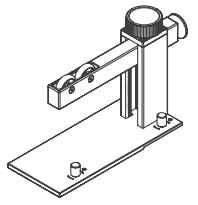
| 丝杆升降组件 |
 |
| 戒指铝柱 |
 |
| 水平仪 |
 |
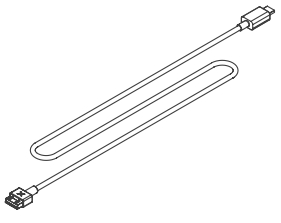
| 连接线 |
 |
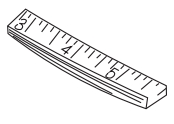
| 皮尺 |
 |
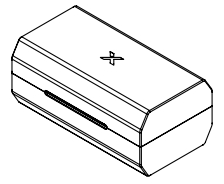
| 收纳盒 |
 |
| 安全说明 |
 |
| 快速使用指南 |
 |
如需批量加工,可另行购买以下物料。
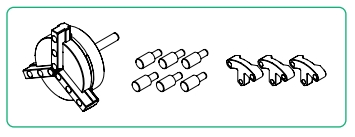
爪盘组件套装:
|
|
|
|
|
爪盘 |
圆柱爪尖 |
T 型爪尖 |
滚轴延长组件套装:
 |
|
|
|
延长底板 |
滚轴组件 |
滚轴固定主支座 |
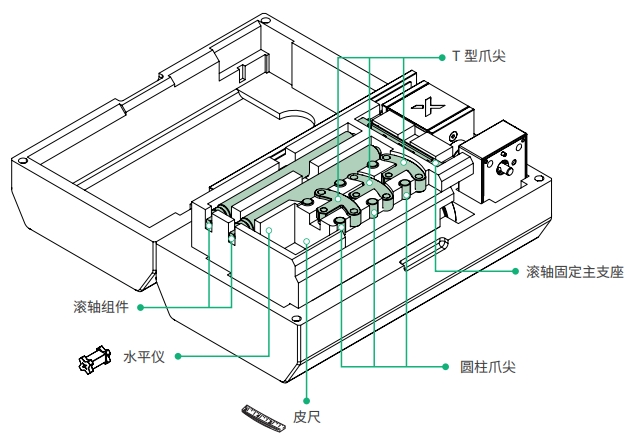
¶ 收纳盒布局
¶ 上层
¶ 下层
¶ 使用 xTool 旋转附件三代
¶ 加工模式介绍
|
加工模式 |
加工对象 |
组装形式 |
|
爪盘模式 (可加工圆柱体、球体、戒指等) |
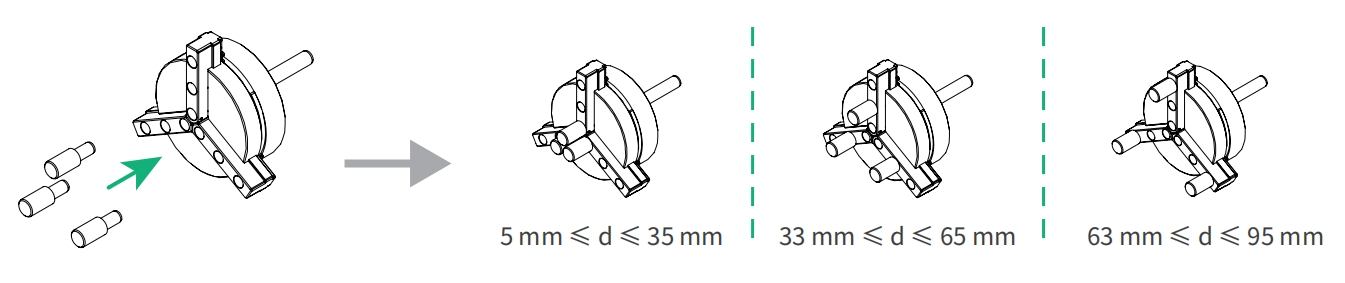
直径范围在 5 mm ≤ d ≤ 95 mm 的圆柱体(d 为工件直径) |
使用圆柱爪尖夹持工件 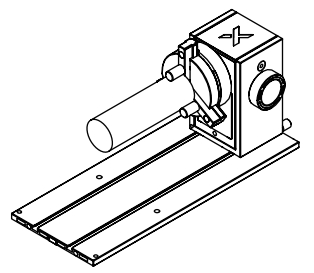 |
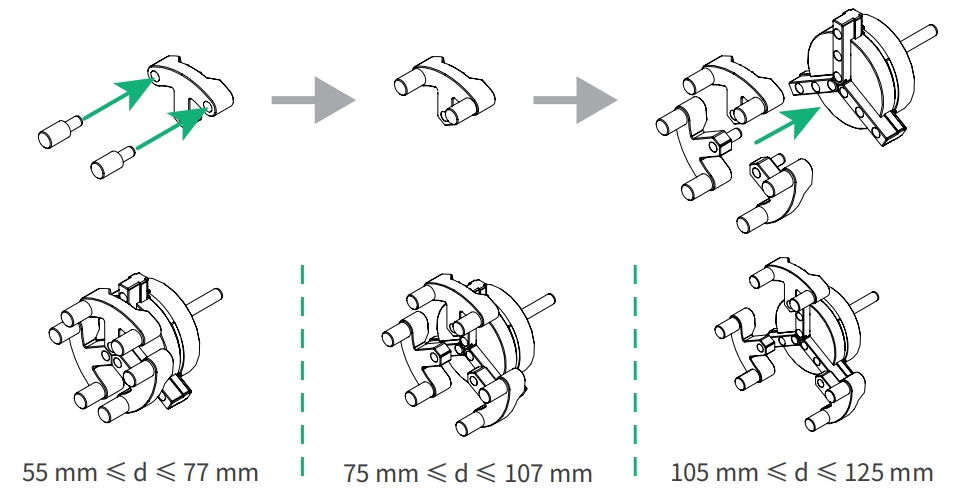
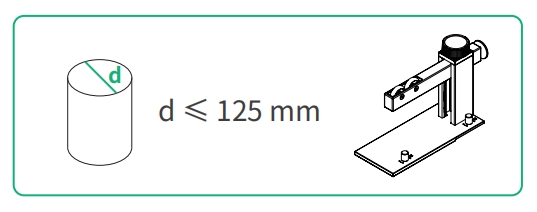
| 直径范围在 55 mm ≤ d ≤ 125 mm 的大直径和有光滑表面的圆柱体 |
使用 T 型爪尖和圆柱爪尖夹持工件 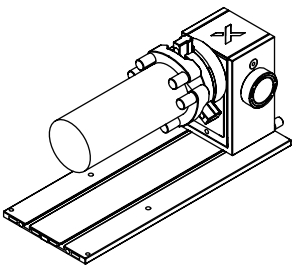 |
|
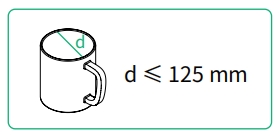
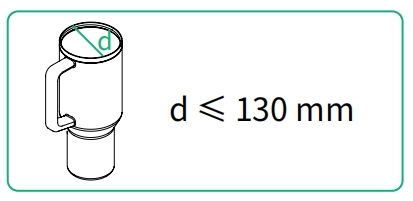
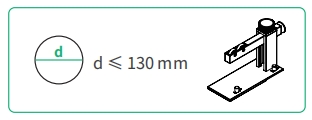
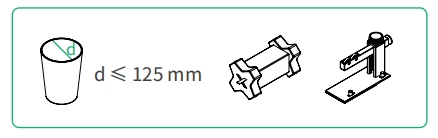
| 直径范围在 55 mm ≤ d ≤ 130 mm 的大体积圆柱体,如保温杯 |
使用增高模块 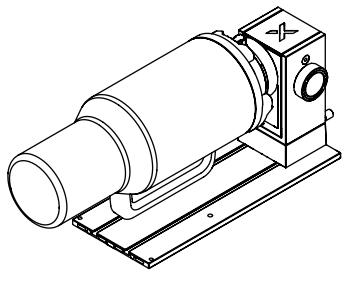 |
|
| 圆柱体和球体等 |
使用丝杆升降组件固定工件位置 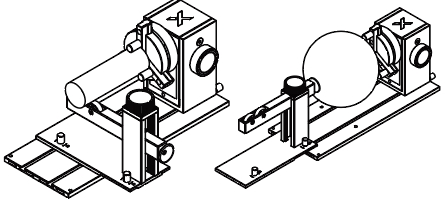 |
|
| 戒指和锥形杯等 |
倾斜加工 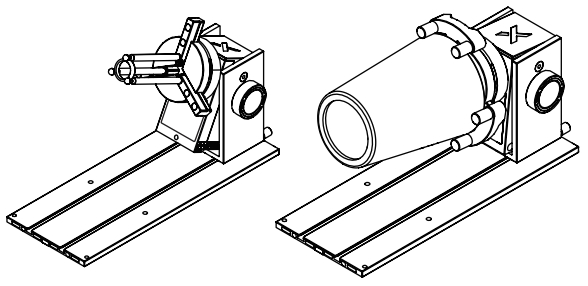 |
|
|
滚轴模式 (可加工圆柱体) |
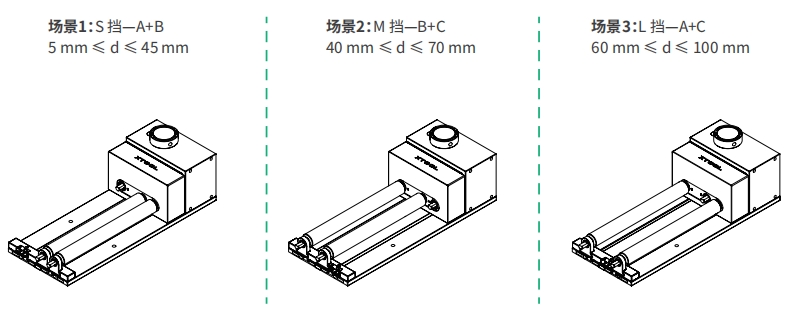
直径范围在 5 mm ≤ d ≤ 45 mm 的圆柱体 |
S 挡 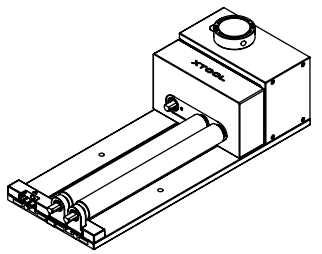 |
| 直径范围在 40 mm ≤ d ≤ 70 mm 的圆柱体 |
M 挡 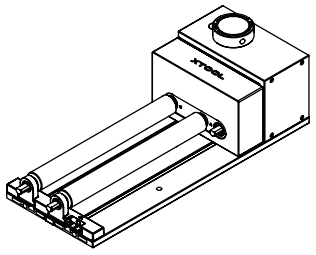 |
|
| 直径范围在 60 mm ≤ d ≤ 100 mm 的圆柱体 |
L 挡 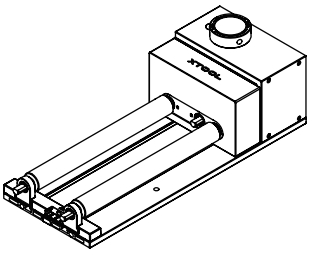 |
¶ 爪盘模式
¶ 准备工作
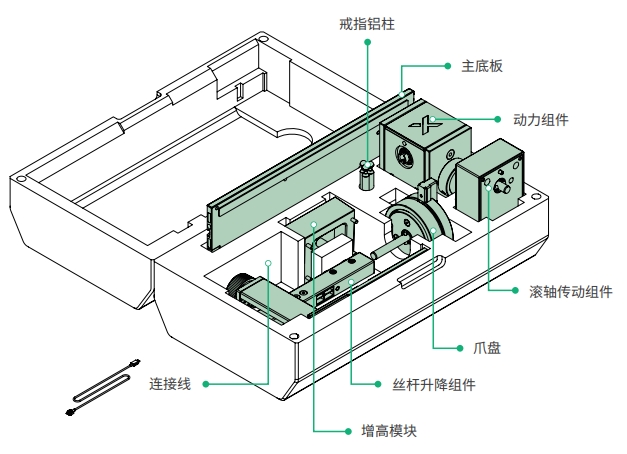
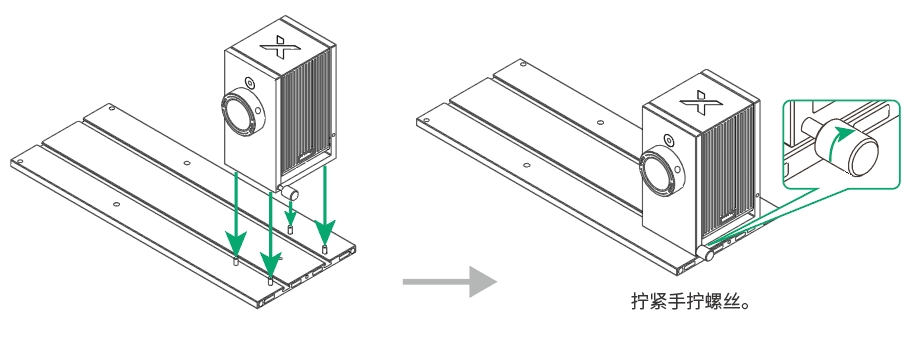
1. 将动力组件固定在主底板上。
2. 安装爪盘组件。
方式1:适用于加工常规圆柱体
方式2:适用于加工大直径和有光滑表面的圆柱体
¶ 加工圆柱体
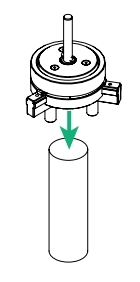
1. 将工件放在水平桌面上,用爪盘抵住工件,爪尖放在工件外侧。
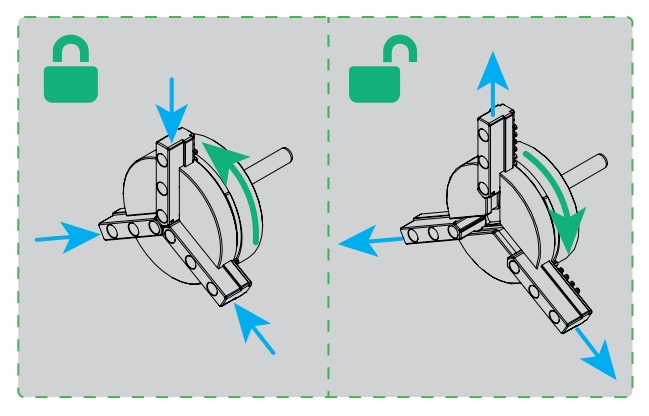
2. 旋转旋钮,锁紧工件。
3. 将爪盘组件插入动力组件。
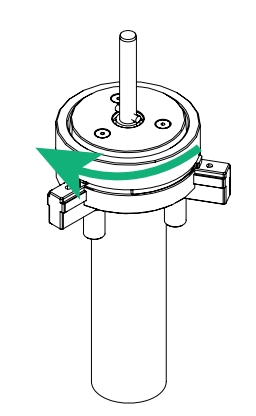
4. 旋转爪盘组件,直至听到咔嗒一声。
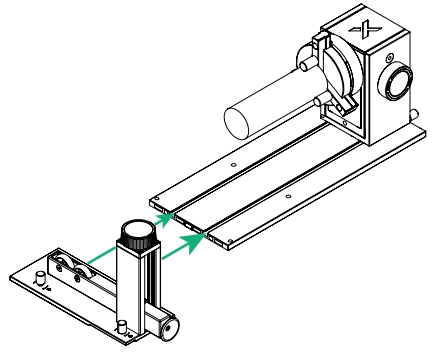
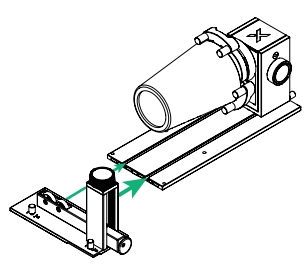
5. 将丝杆升降组件滑入主底板。
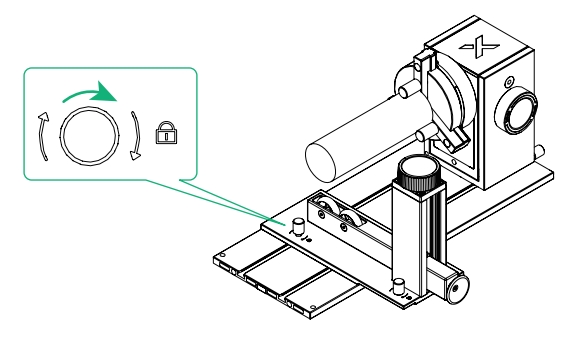
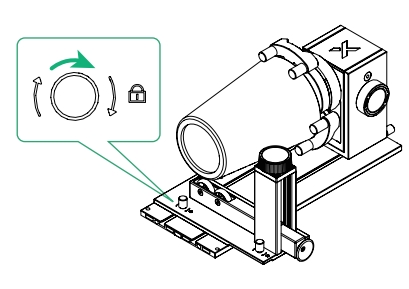
6. 顺时针旋转旋钮,固定丝杆升降组件的位置。
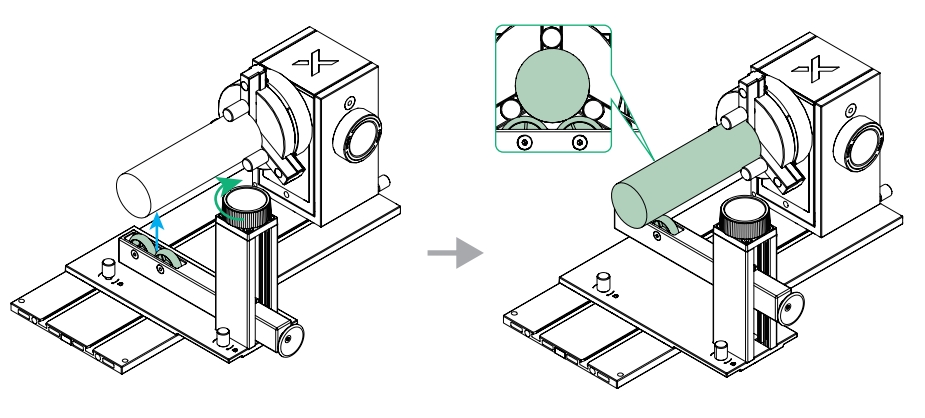
7. 旋转旋钮,调整高度,使丝杆升降组件上的两个轮子刚好抵住工件。
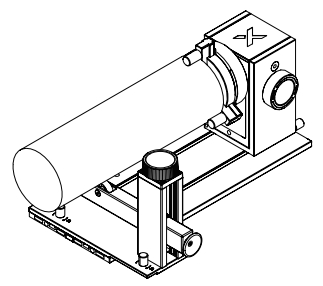
💡 若工件高度较大,丝杆升降组件的放置方式有以下两种。
方式1:将丝杆升降组件固定在主底板上
方式2:将丝杆升降组件放在主底板外
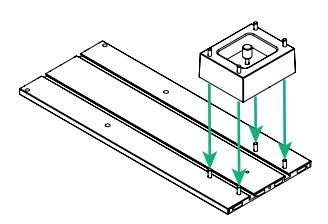
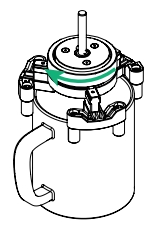
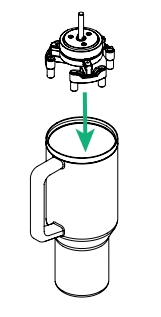
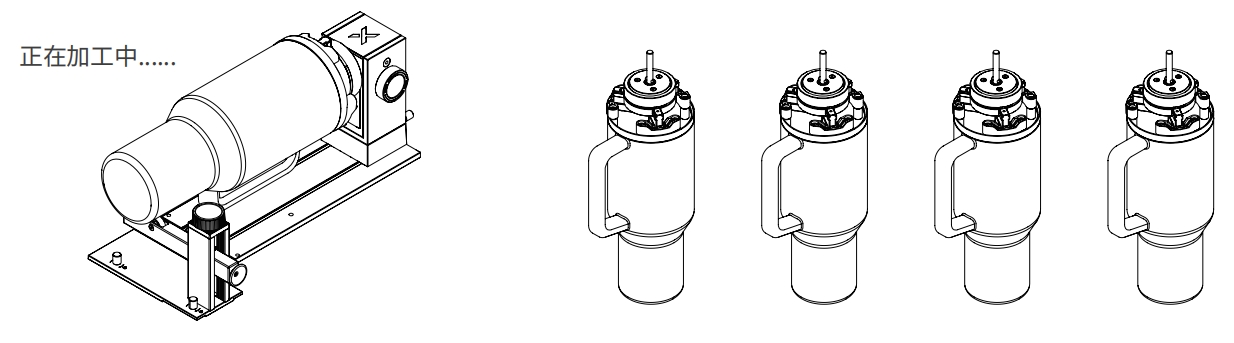
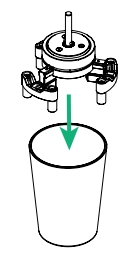
💡 若工件体积较大,例如马克杯和保温杯,可使用增高模块。
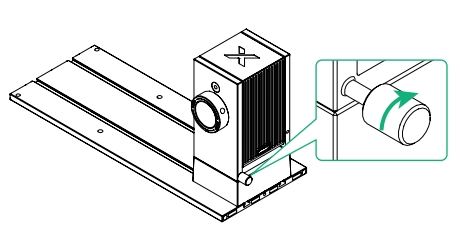
1. 将增高模块安装到主底板上。
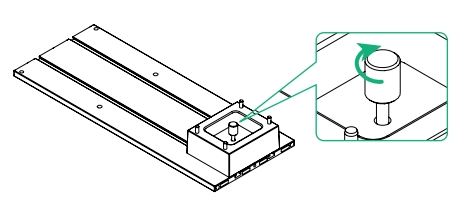
2. 拧紧增高模块上的手拧螺丝。
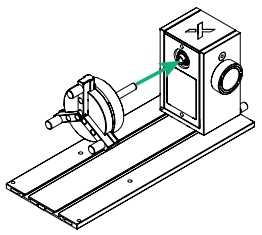
3. 将动力组件安装到增高模块上。
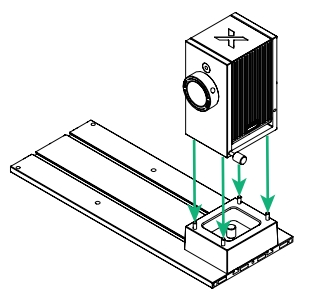
4. 拧紧动力组件上的手拧螺丝。
加工马克杯
💡 加工前,请确保马克杯在加工过程中进行旋转时,其把手不会接触到激光头。建议尽量将把手朝下放置。
1. 将马克杯放在水平桌面上,用爪盘抵住马克杯, 爪尖放在马克杯外侧。这种外卡固定模式适用于加工杯壁较滑、内壁倾斜、重量较大的杯子,例如马克杯。
2. 旋转爪盘上的旋钮,锁紧马克杯。
3. 将爪盘组件插入动力组件。
4. 旋转爪盘组件,直至听到咔嗒一声。
加工保温杯
💡 加工前,请确保保温杯在加工过程中进行旋转时,其把手不会接触到激光头。建议尽量将把手朝下放置。
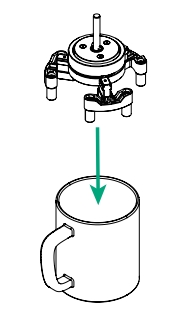
1. 将保温杯放在水平桌面上,用爪盘抵住保温杯, 爪尖放在保温杯内侧。这种内卡固定模式适用于加工杯壁较粗糙、内壁直、重量较轻的杯子,例如保温杯。
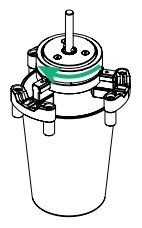
2. 旋转爪盘上的旋钮,锁紧保温杯。
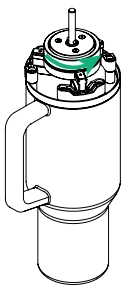
3. 将爪盘组件插入动力组件。
4. 旋转爪盘组件,直至听到咔嗒一声。
💡 如需批量加工,可另行购买爪盘组件套装。
加工工件时,可先用另行购买的爪盘组件套装将其他工件安装好。加工完成后,将工件和爪盘组件一同取下,再将提前安装好其他工件的爪盘组件插入动力组件并安装到位,即可继续加工。
¶ 加工球体
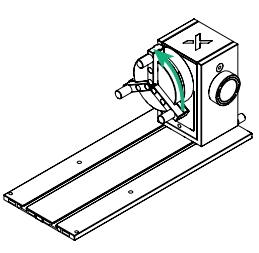
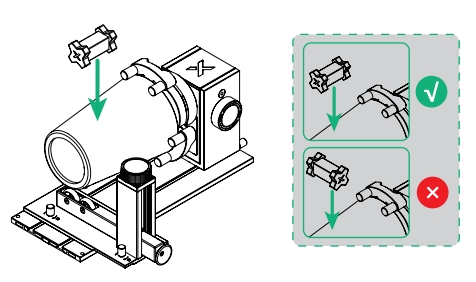
1. 将组装好的爪盘组件插入动力组件。
2. 旋转爪盘组件,直至听到咔嗒一声。
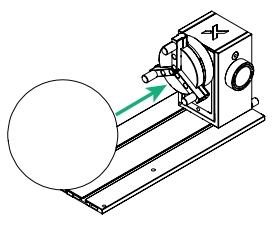
3. 将工件的一侧靠近爪尖。
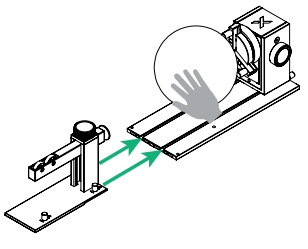
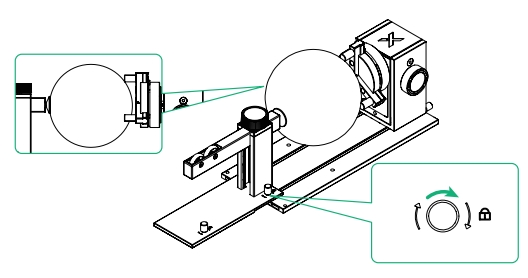
4. 将丝杆升降组件滑入主底板,用喇叭口抵住工件的另一侧。
5. 顺时针旋转旋钮,固定丝杆升降组件的位置。
¶ 加工戒指
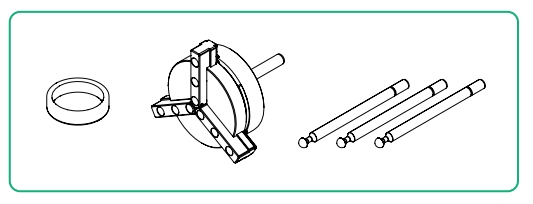
💡 如需加工戒指外圈,按照以下步骤进行操作。
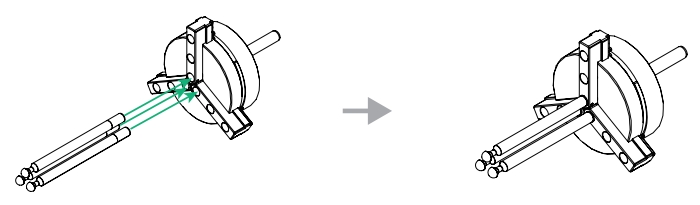
1. 将戒指套入戒指铝柱。
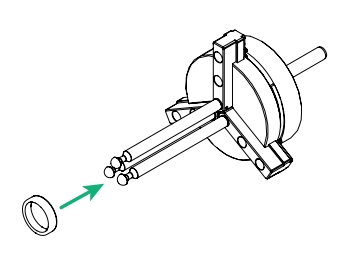
2. 旋转旋钮,锁紧戒指。
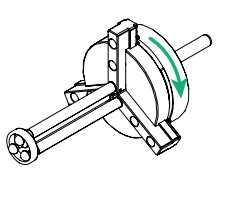
3. 将爪盘插入动力组件。
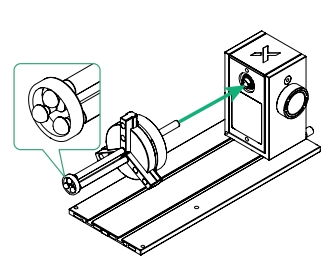
4. 旋转爪盘,直至听到咔嗒一声。
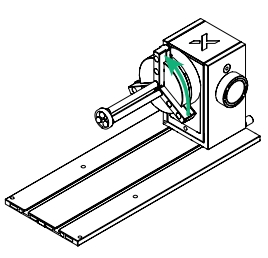
💡 如需加工戒指内圈,按照以下步骤进行操作。
1. 旋转爪盘上的旋钮。
2. 用戒指铝柱卡住戒指,旋转旋钮,锁紧戒指。
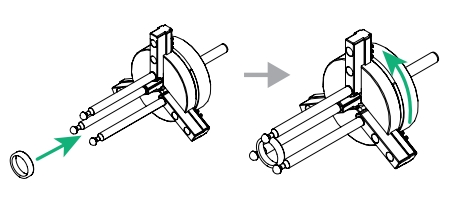
3. 将爪盘插入动力组件,旋转爪盘,直至听到咔嗒一声。
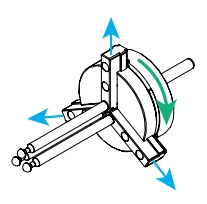
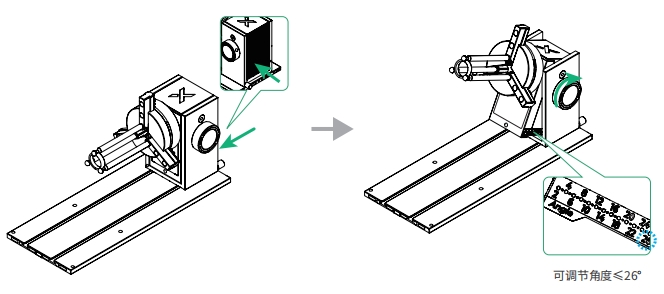
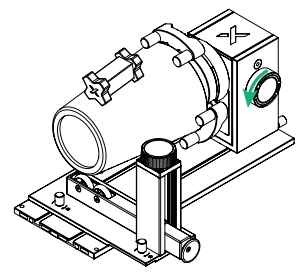
4. 逆时针旋转侧边的旋钮以解锁动力组件的角度调整功能。
5. 将动力组件的角度调到最大(26°),然后顺时针旋转旋钮锁定角度。
¶ 加工其他回转体
💡 若使用手动模式加工有较规整斜面的回转体,例如锥形杯,可在使用水平仪调平加工表面后进行加工。
1. 用爪盘组件固定好锥形杯。
2. 旋转爪盘上的旋钮,锁紧锥形杯。
3. 将爪盘组件插入动力组件。
4. 旋转爪盘组件,直至听到咔嗒一声。
5. 将丝杆升降组件滑入主底板。
6. 顺时针旋转旋钮,固定丝杆升降组件的位置。
7. 将水平仪放到锥形杯上。
8. 逆时针旋转侧边的旋钮以解锁动力组件的角度调整功能。
9. 旋转旋钮,调整丝杆升降组件的轮子高度。当水平仪与地面平行时,顺时针旋转旋钮以锁定角度。
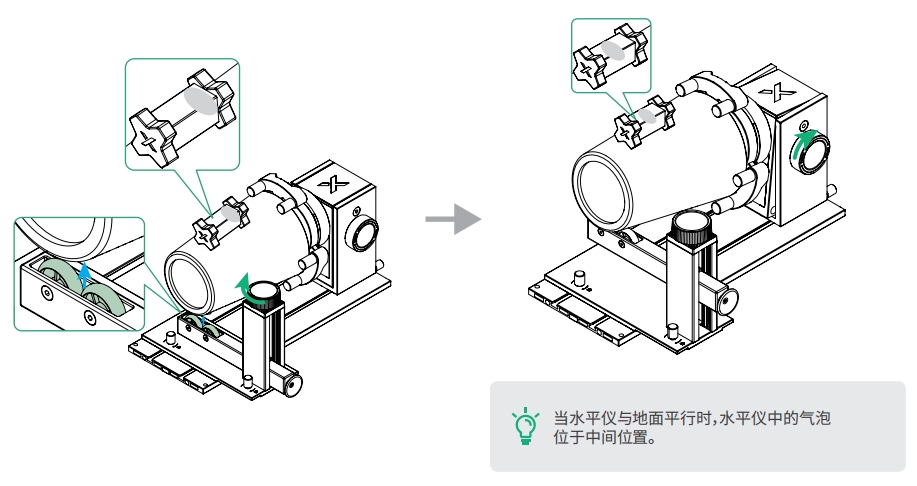
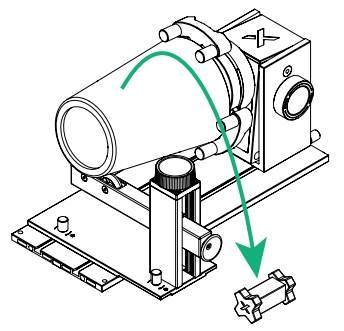
10. 将水平仪从锥形杯上移开。
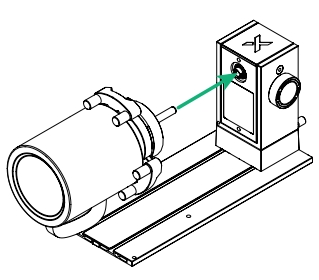
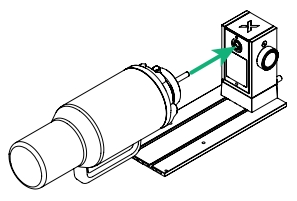
¶ 滚轴模式

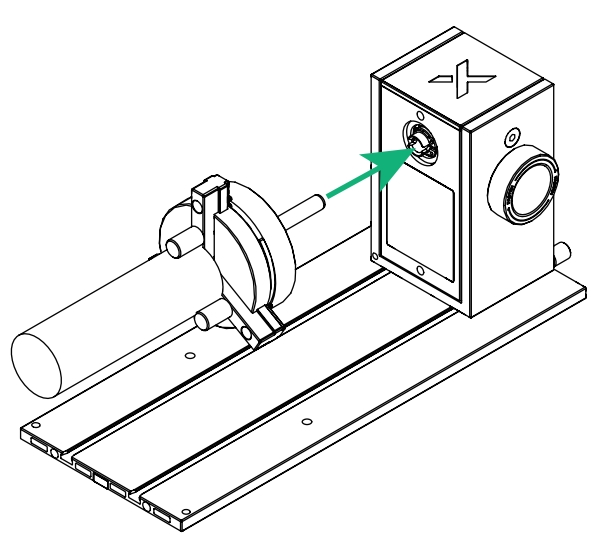
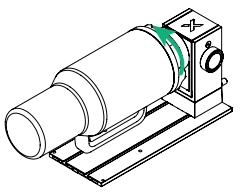
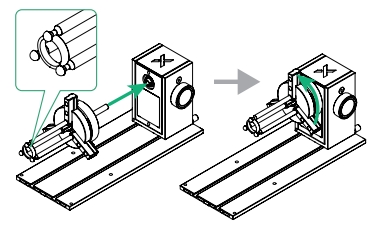
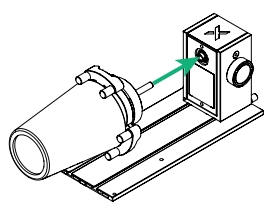
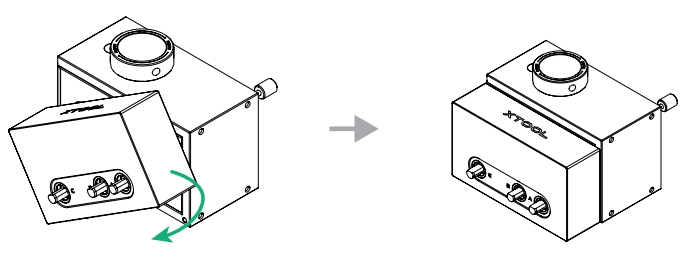
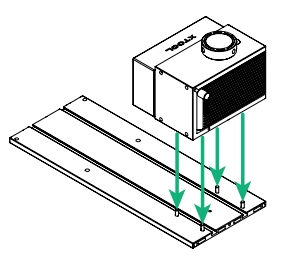
1. 将滚轴传动组件插入动力组件,注意对齐高亮部位。
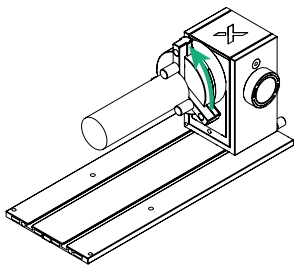
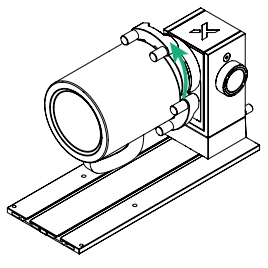
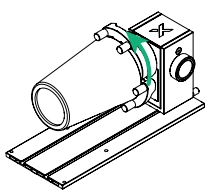
2. 旋转滚轴传动组件,使其底边平行于动力组件的底边。
3. 将动力组件和滚轴传动组件放到主底板上。
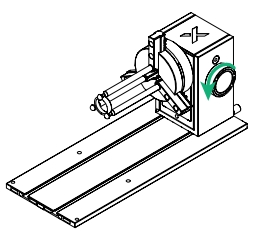
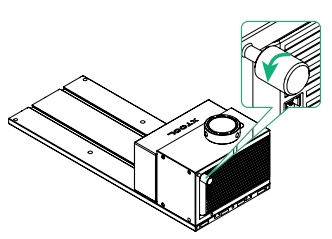
4. 拧下手拧螺丝。
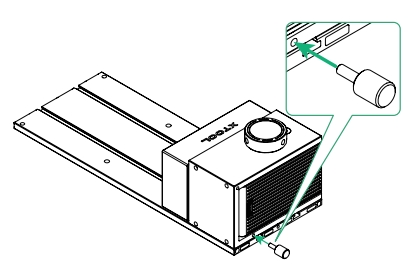
5. 将拧下的手拧螺丝装入动力组件另一个孔位。
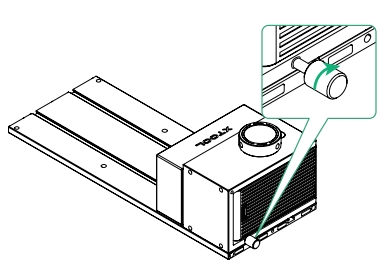
6. 拧紧手拧螺丝。
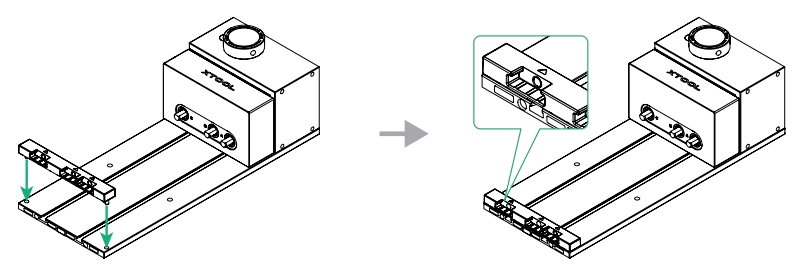
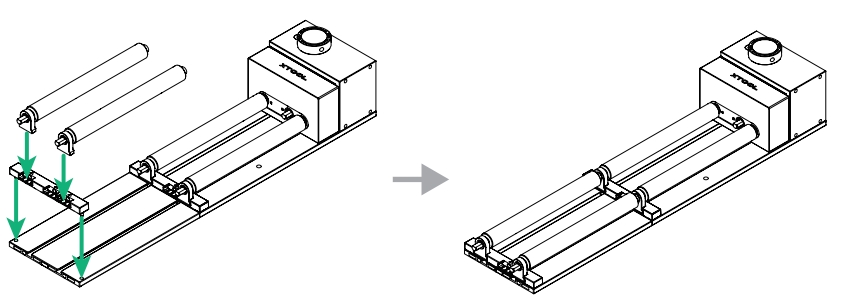
7. 将滚轴固定主支座放到主底板上,注意其放置方向。
8. 将滚轴组件插入滚轴传动组件的位置 A。
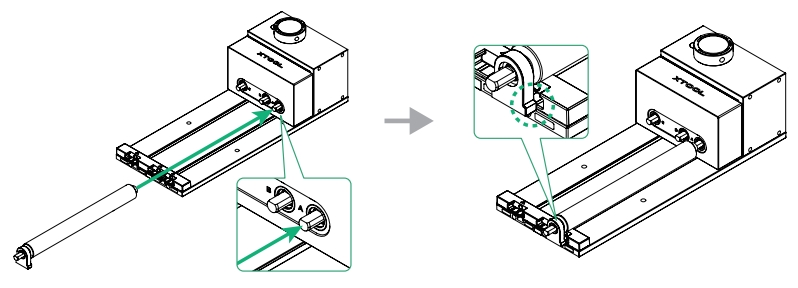
9. 旋转滚轴直至将滚轴装入位置 A。注意检查滚轴组件两端是否安装到位。
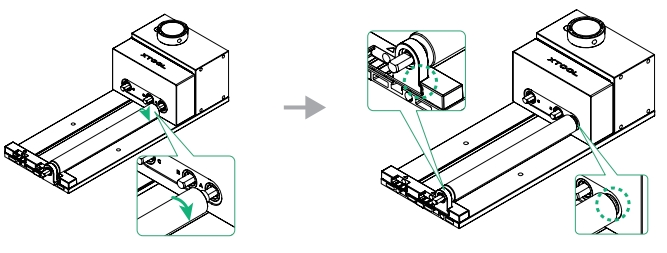
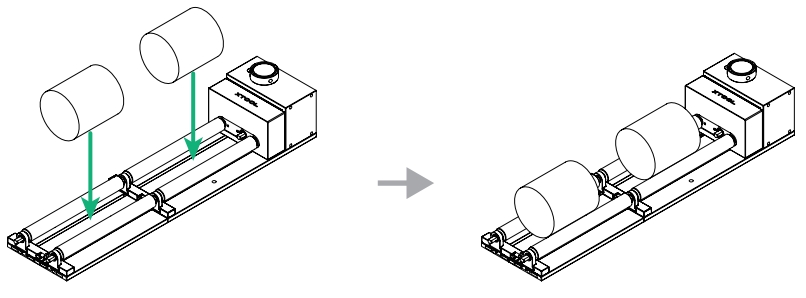
10. 以相同的方式安装另一个滚轴组件。根据不同工件直径,可分为以下三种使用场景。
11. 将工件放到两根滚轴之间。
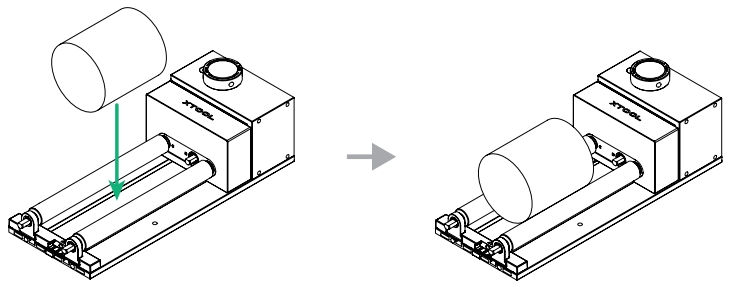
💡 如需批量加工,可另行购买滚轴延长组件套装。

1. 将延长底板插入主底板。
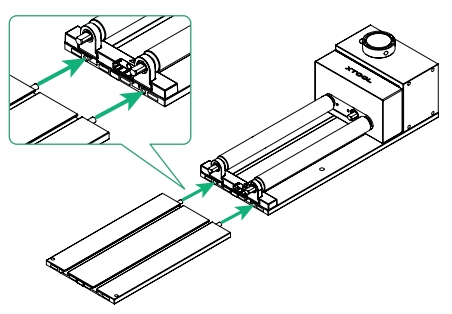
2. 按照前述方法安装滚轴固定主支座和滚轴组件。
3. 将工件放到滚轴之间。
¶ 保养与维护
- 请使用干布清洁本产品。
- 不使用本产品时,请将其放入收纳盒,并存放在阴凉干燥的地方。
- 产品含快拆结构,快拆部件之间的连接处容易磨损和生锈。请定期涂抹防锈油,并保持产品干燥清洁。
¶ 常见问题
1. 我有一台 xTool P2/P2S,怎样将旋转附件三代连接到 xTool P2/P2S?
- 关于如何使用旋转附件三代 P2/P2S 套装中的限位块、手拧螺丝和航空插头连接线将 xTool P2/P2S 与旋转附件三代连接,详见安装旋转附件三代至 xTool P2/P2S。
2. 手拧螺丝变形或被掰弯,我该怎么办?
- 请联系我们的官方售后客服
相关链接