¶ 组装
¶ 缺少脚垫怎么办?
扩展底座一共配备 10 个软支撑脚垫和 4 个支撑硬脚垫。如果有遗漏,建议仔细检查包裹,看是不是掉落在外箱里。如果没有,请联系 xTool 售后团队补发。
¶ 螺丝拧不上怎么办?
如有螺丝孔拧不上,可先将其他孔位的螺丝装上,待位置固定后再尝试拧上螺丝。如果依然拧不上,可以尝试使用电动螺丝刀,增加受力;若孔位没有对齐,您可以联系 xTool 售后团队。
¶ 为什么我的门板装不上?
可参考安装步骤,检查是否正确安装左右侧结构。如果安装有误,无法在相应的位置看到螺丝孔,此时需要拆卸结构并重新安装。
¶ 使用
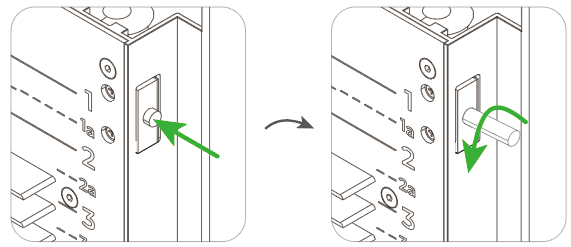
¶ 磁吸锁难以按压弹出,怎么办?
可旋转磁吸锁的磁铁圆柱,使其更凸出一点。
¶ 扩展底座自带的软尺怎么用?
详细使用方法,可见“扩展底座软尺使用方法”。
¶ 使用了扩展底座后,软件无法完成自动测距,怎么办?
可尝试将底板放到上一个放置层,或者将抽屉板反扣。
¶ 使用了扩展底座后发现加工效果不佳,怎么办?
可能原因
(1)材料待加工表面超出焦距范围。失焦时加工线条会变粗,切割能力会变差。
(2)机器镜片脏污。
(3)光路偏移未校准。
解决方法
(1)检查材料待加工表面是否离激光器过远,可尝试将底板放到上一个放置层。
(2)如加工效果还是不佳,请清洁镜片。可查看镜片清洁教程视频:"P2发射镜与激光镜清洁以及更换教程"。
(3)进行光路校准。
¶ 底板放置后松动,怎么办?
用了一段时间后,底板可能会有些变形,可联系 xTool 售后服务购买新底板。
如果是新底板放置后松动,可借用外物将其固定在扩展底座上。
¶ 加工材料时机器晃动幅度较大,怎么办?
可能原因
(1)放置机器和扩展底座的工作台不够平整。
(2)支撑角座的脚垫松了,未压紧。
(3)连接角座和侧板的螺丝或者其它螺丝松了。
解决方法
(1)使用外物将工作台垫平。
(2)将支撑角座的脚垫都压紧。
(3)将各部位的螺丝都拧紧,尤其是连接角座和侧板的螺丝。
¶ 如何快速确定底板在扩展底座上的放置层?
xTool P2 的激光器向下可移动至刀条平面下方 50mm 处。
 |
标注线 a:激光器底部 标注线 c:激光器可向下移动的最低位置 ac = 75mm |
在实际操作中,只要材料待加工表面位于 a 和 c 之间即可进行加工。为了确保准确的测距,建议将材料待加工表面置于接近刀条平面的高度。或者,你也可以使用软尺快速确定底板的放置层。详细操作,可见“扩展底座软尺使用方法”。
¶ 我想雕刻一个超大的墓碑或花岗石,可以直接放在底板上吗?
扩展底座最大支持 20 公斤的材料。如果材料重于 20 公斤,建议将其直接放在工作台或者其它不易变形的物体上,否则底板可能会或变形或损坏。
¶ 结合旋转附件使用时
¶ 如何加工直径为 180mm 的圆柱体?
可将底板抽出,直接将旋转附件放置在工作台上。
¶ 为什么自动测距不准确?
可能原因:强光或周边自然光的干涉
解决方法 :可尝试对机器周边做遮光处理后重新进行测距。
¶ 抓盘模式下,激光器卡住无法正常移动,怎么办?
可尝试将底盘放到下一放置层。确保激光器上盖没有松动或移位。
¶ 结合送料配件使用时
¶ 1. 安装了送料配件,可以将旋转附件或者其他平面材料放在传送轨上进行材料加工吗?
这样做可能会损害传送轨。如需使用旋转附件或其它加工模式,请先拆除送料配件。
¶ 2. 可以在不安装扩展底座的情况下使用送料配件吗?
不可以。安装送料配件之前需先安装扩展底座。
¶ 加工材料
¶ 1. 送料配件可以加工哪些材料?
在 xTool 实验室中,我们已经对各种类型的材料进行了实验,下表列出送料配件支持加工的材料:
| 送料配件 for xTool P2 | ||||
|---|---|---|---|---|
| 材料种类 | 材料名称 | 厚度 | 最大可加工长度 | 备注 |
|
硬质厚板类
|
胶合木板 | 3 mm – 14 mm | 0.2 m – 3 m | / |
| 密度板 | 3 mm – 12 mm | 0.2 m – 2.44 m | / | |
| 亚克力 | 3 mm – 12 mm | 0.2 m – 2.44 m | / | |
|
软质厚板类
|
EVA 泡棉板 | 5 mm – 10 mm | 0.2 m – 2.44 m | 需要根据材料的密度、物理柔软度,在材料背面粘贴 PET 胶带,一方面加强其挺括的特性,另一方面避免材料卷入压轮。(建议材料厚度在 5 mm 及以下,或材料过于柔软时使用) |
| 软木板 | 5 mm – 12 mm | 0.2 m – 2.44 m | ||
| 毛毡板 | 5 mm – 9 mm | 0.2 m – 2.44 m | ||
| 柔质薄材类 | 牛皮纸 | / | 0.2 m – 3 m | / |
¶ 2. 送料配件可以加工瓦楞纸吗?
不建议使用送料配件加工瓦楞纸。为保证传送精度,加工瓦楞纸需要使用较大的压力档位,在这样的压力条件下,容易将其表面破坏。
¶ 3. 送料配件支持加工胶合木板的最大厚度为多少?
最大厚度为 14 mm。
但传送精确度受木板的平整度影响较大,因此送料配件在加工 9 mm 以上厚度的胶合木板时,请确保木板的平整度较高,无翘边、扭转变形等情况。
¶ 4. 送料配件支持加工材料的最大加工长度是多少?
为了保证你的机器能在正常状况下进行加工,我们推荐你参考下表参数进行加工:
| 送料配件 for xTool P2 | ||||
|---|---|---|---|---|
| 材料种类 | 材料名称 | 厚度 | 最大可加工长度 | 备注 |
|
硬质厚板类
|
胶合木板 | 3 mm – 14 mm | 0.2 m – 3 m | / |
| 密度板 | 3 mm – 12 mm | 0.2 m – 2.44 m | / | |
| 亚克力 | 3 mm – 12 mm | 0.2 m – 2.44 m | / | |
|
软质厚板类
|
EVA 泡棉板 | 5 mm – 10 mm | 0.2 m – 2.44 m | 需要根据材料的密度、物理柔软度,在材料背面粘贴 PET 胶带,一方面加强其挺括的特性,另一方面避免材料卷入压轮。(建议材料厚度在 5 mm 及以下,或材料过于柔软时使用) |
| 软木板 | 5 mm – 12 mm | 0.2 m – 2.44 m | ||
| 毛毡板 | 5 mm – 9 mm | 0.2 m – 2.44 m | ||
| 柔质薄材类 | 牛皮纸 | / | 0.2 m – 3 m | / |
¶ 使用操作
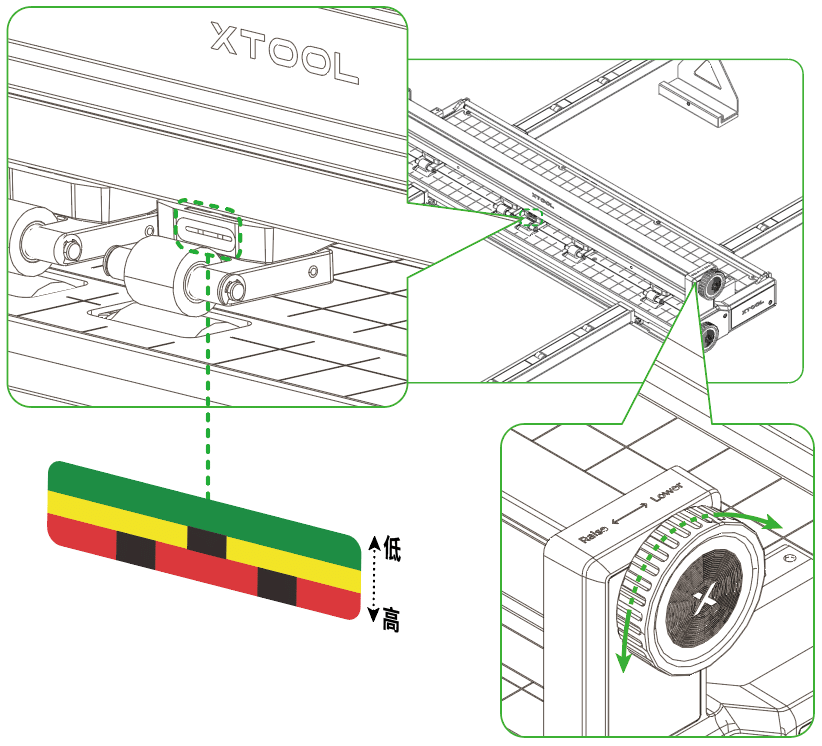
¶ 1. 如何根据加工材料来调整合适的压轮压力档位?
你可以通过旋转上旋钮来调节压轮的压力大小。
(1)确定加工材料所适配的压力档位。
| 材料名称 | 厚度 | 压力档位 |
|---|---|---|
| 胶合木板 | 3 mm |
 |
| 胶合木板 | 6 mm |
 |
| 胶合木板 | 9 mm |
 |
| 胶合木板 | 14 mm |
 |
| 亚克力 | 3 mm |
 |
| 亚克力 | 7 mm |
 |
| 亚克力 | 12 mm |
 |
| 纤维板 | 3 mm |
 |
| 纤维板 | 6 mm |
 |
| 纤维板 | 12 mm |
 |
| EVA 板 | 5 mm |
 |
| EVA 板 | 10 mm |
 |
| 毛毡板 | 5 mm |
 |
| 毛毡板 | 9 mm |
 |
| 软木板 | 5 mm |
 |
| 软木板 | 12 mm |
 |
| 牛皮纸 | 300 g |
 |
(2)通过机器中部的压力档窗口,你可以边旋转上旋钮,边观察压力档位,以确保为加工材料设置了合适的档位。
¶ 2. 要如何确保材料加工的精确度?
- 送料配件在加工传送时,可能会存在每传动 1000 mm产生小于 2 mm的偏移;
- 请尽可能地使用平整(无肉眼可见的起翘、拱起、扭转变形)、边缘平直的材料;
- 当您要加工部分非挺括的柔、软质材料时,请先在背面粘上 PET 胶带后再进行加工(建议材料厚度在 3 mm 及以下时使用 PET 胶带)。一方面避免因软质材料易变形的特性,导致传送精确度降低,另一方面柔质材料容易陷入缝隙,影响加工。
该胶带可自行购买。
| 材料分类 | 材料 | 背后是否需要粘贴PET胶带 |
|---|---|---|
| 硬质板材类 | 胶合木板 | 否 |
| 亚克力 | 否 | |
| 密度板 | 否 | |
| 软质厚板类 | 毛毡板 | 否 |
| EVA 板 | 是 | |
| 软木板 | 是 |
硬质板材:
- 使用时请尽可能摆正传送轨,使其平行于材料的进料方向;
- 请根据加工材料的宽度,适当调整传送轨间距,尽可能地保证材料各个部位在传送过程中受力均匀,以防止材料变形;
- 请根据加工材料的长度,适当增加传送轨的数量,避免材料悬空的长度超过 30 cm 。
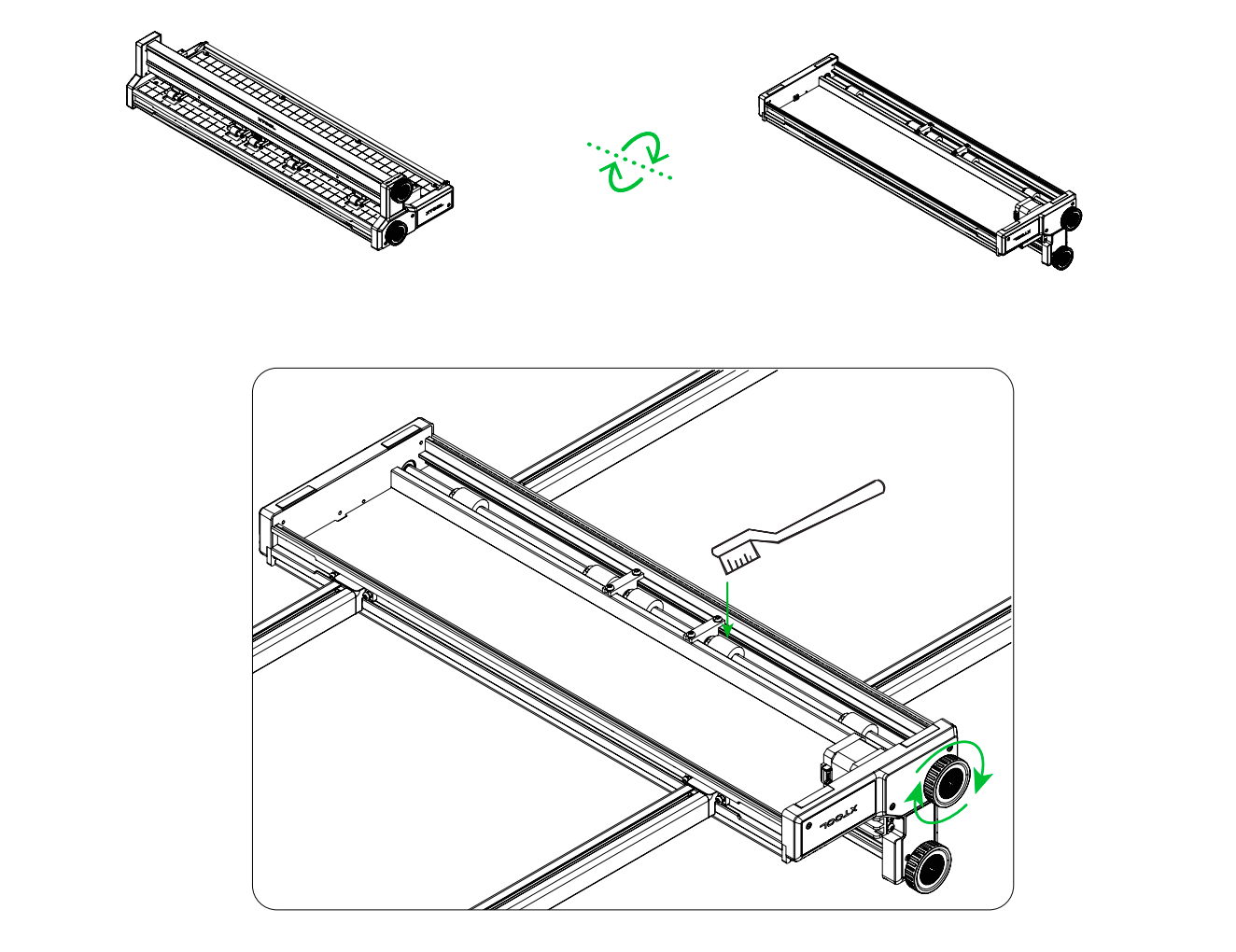
¶ 3. 如何清洁送料配件?
- 若你使用 xTool D1 或者 xTool D1 Pro 20 W 激光头配合送料配件在长时间加工后,请每两小时清洁一次激光头。
- 在长时间使用后,压轮上有较多的脏污(如木屑等),可将送料配件翻转,然后边转动下旋钮,边用刷子清洁压轮。
- 在长时间使用后,若材料与送料配件工作区域间的烟雾 / 油雾无法及时排出,导致工作区域脏污,可使用毛巾配合碱性去污剂擦拭干净。

¶ 故障排除
¶ 1. 送料配件压轮处发生异响,我该怎么做?
请检查压轮压力是否设置过大,这可能导致机器故障,若是,请适当减小压轮的压力。
注: 若你使用的机器为 xTool P2,当机盖处于关闭状态时,电机会被锁死,此时不可手动调节材料进行传送,请将机器上盖打开、逆时针旋转旋钮将压轮调高,再手动调节材料位置。
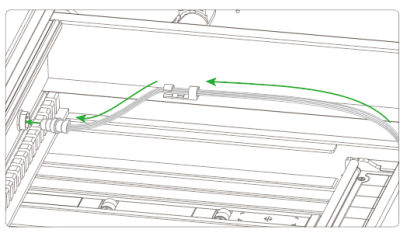
¶ 2. 如果电机线或排烟管阻碍了送料配件的加工,我该怎么做?
- 如果你的机器为 xTool D1 或 xTool D1 Pro,将电机线绕过机器的右侧板上方,再将电机线插入主控板的电机接口;
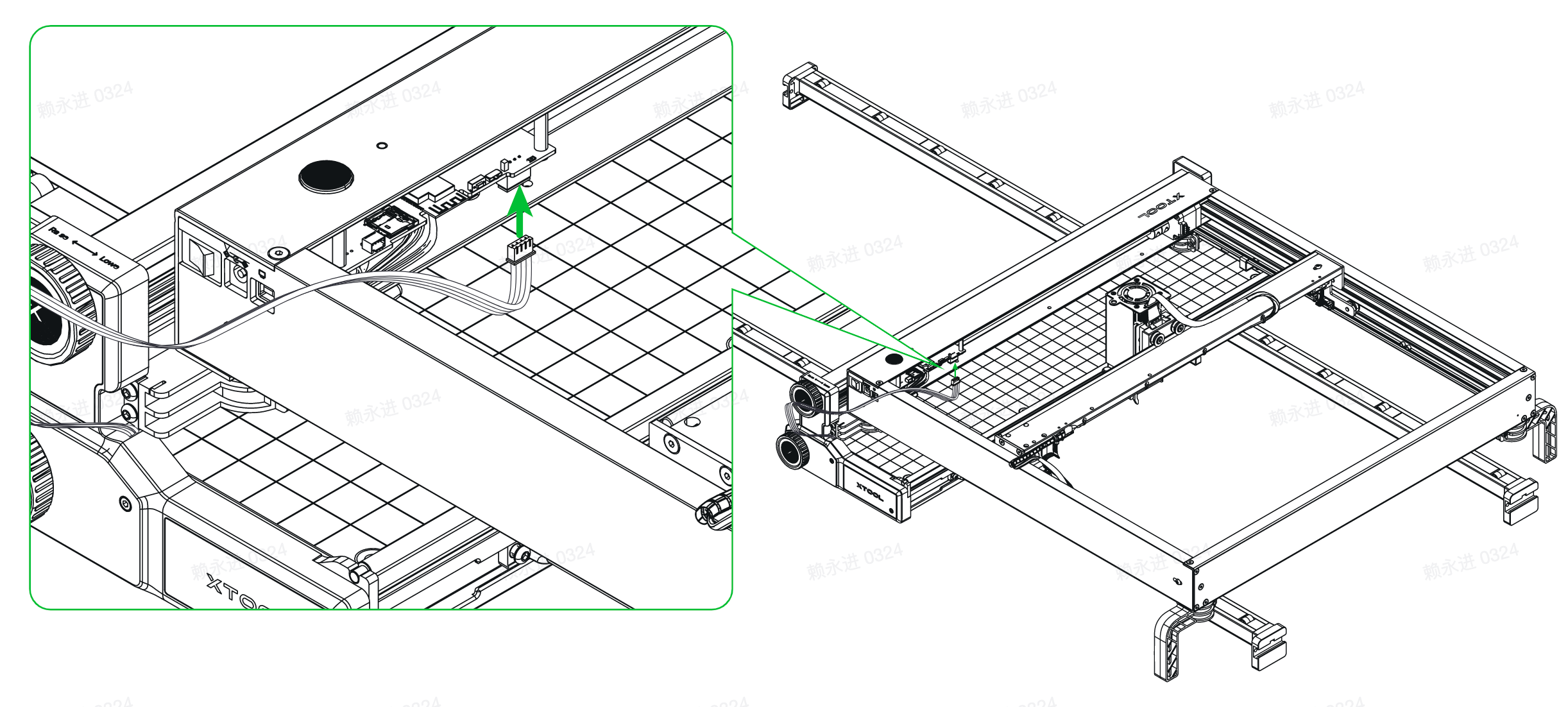
- 如果你的机器为 xTool P2,请用随附的扎带以及扎带固定座固定烟管,并用线扣固定电机线,再将电机线插头插入接口。