
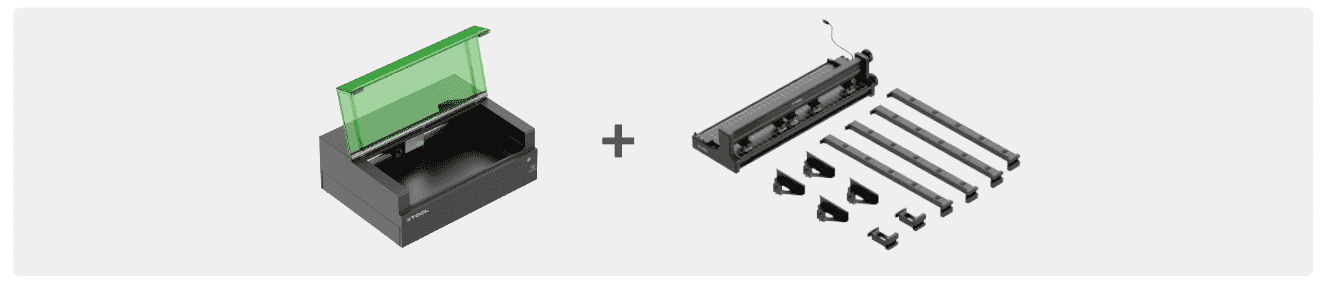
xTool S1 扩展底座(支持送料版)用于提高 xTool S1 的高度,扩大设备在竖直方向上的加工范围。同时,搭配扩展底座后,xTool S1 可以支持送料配件、旋转附件等更多配件的使用,支持更多加工场景。
¶ 安全第一(必读)
在操作本产品之前,请阅读并熟悉所有安全须知和操作方法。操作时,应确保本产品已正确组装且处于正常工作状态,并严格遵守所有安全规定。
¶ 1. 激光安全
根据激光可能对人体造成的伤害程度,激光产品被分为多个等级,其中,1 类激光产品危险性最低,4 类激光产品危险性最高。FDA(美国食品药品监督管理局)指出,4 类激光“直射和反射光束都会对眼睛和皮肤造成直接危险,并且可能造成火灾危险”。
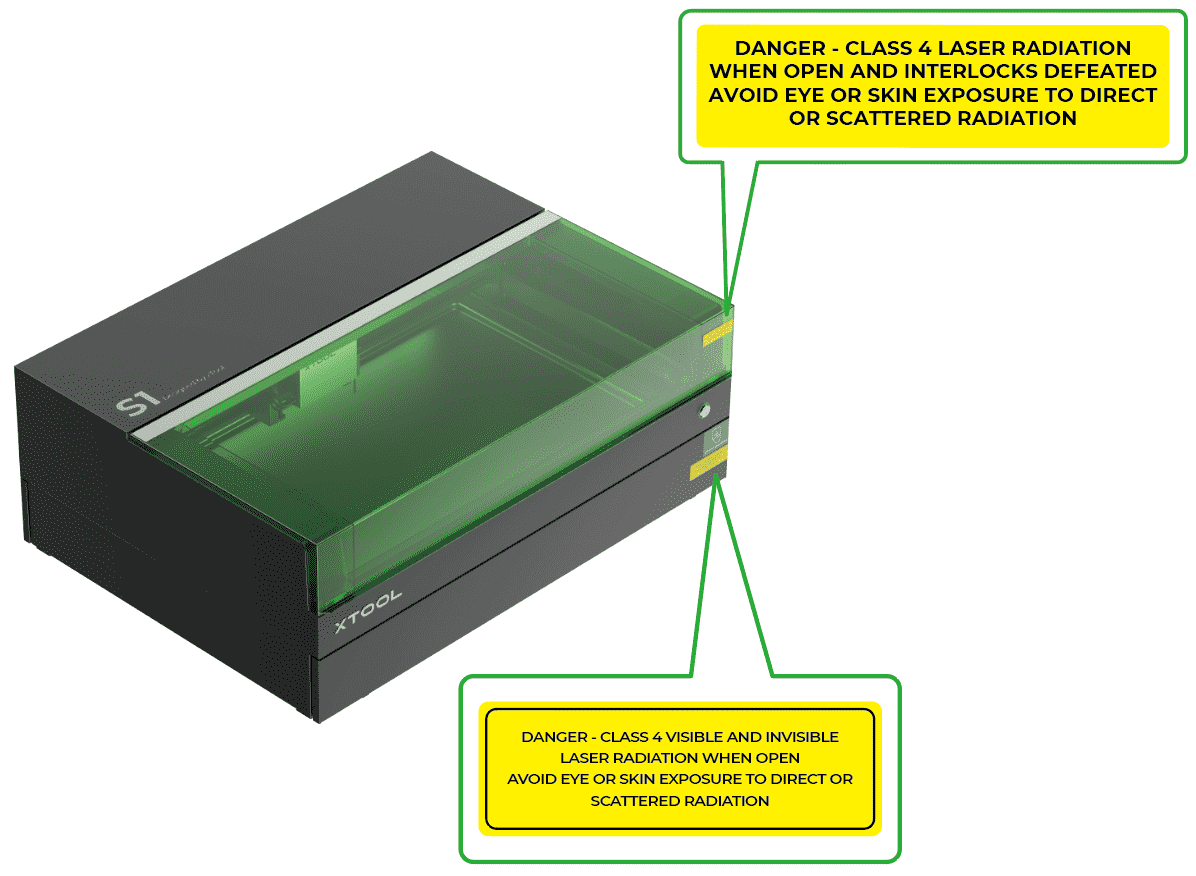
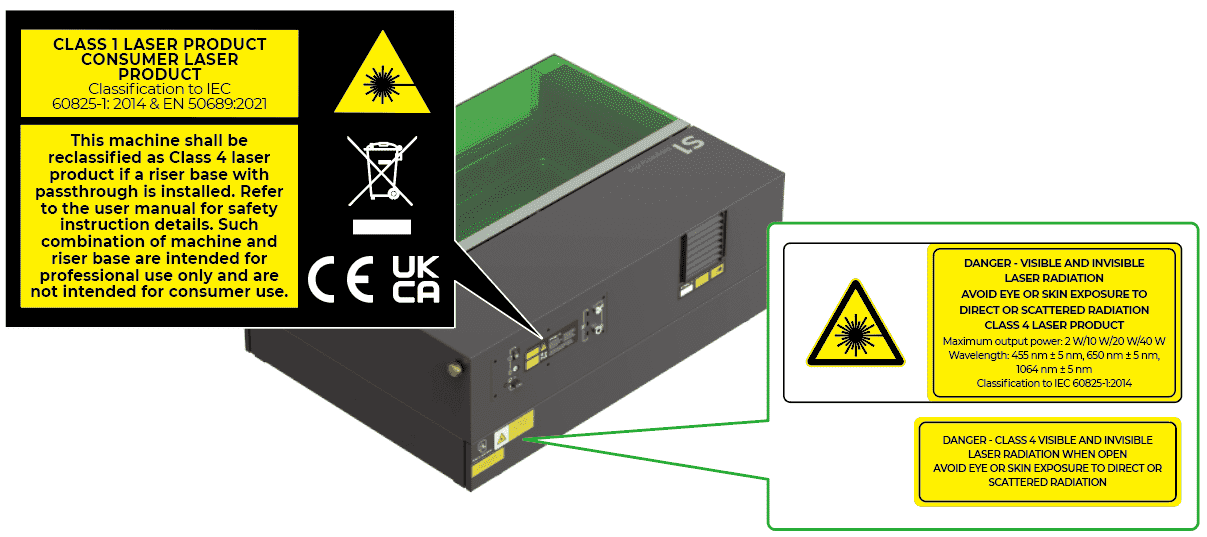
xTool S1 主机为 1 类激光产品,其内包含一个 4 类工作激光器和一个 1 类指示激光器。搭配本扩展底座后,组装完成的整机为 4 类激光产品,若打开扩展底座的门板,激光光束经过漫反射后会从开口漏出,人体接触的激光可能超出 1 类安全等级。整机产品仅供专业使用,使用时需格外注意操作安全。

使用整机产品,请遵循以下安全准则:
■ 只有经过专业培训的人员才可以使用本设备。设备需要有指定的合格的激光安全员,并由安全员运行,或者在安全员的指导下运行。安全员有义务建立安全管控机制,防止未经培训的人员进入激光辐射区。
■ 使用设备前,请按要求完成 XCS(xTool Creative Space)上的激光安全意识培训课程,并访问 support.xtool.com/article/1171 查看激光安全员培训文档,以了解 4 类激光产品的用途和潜在危险。若在工作场合,你还应该接受 ANSI Z136.1 规定的 4 类激光产品安全操作培训,雇主有责任提供此培训。
■ 切勿在卸下任何部件的情况下操作设备。请注意,设备任何一部分缺失都可能会暴露激光系统并增加设备受损的风险。
■ 使用设备时,必须将底板放置在合适挡位上,不得在未放置底板的情况下进行加工。
■ 除非需要加工超长材料,否则请关闭扩展底座的门板。
■ 如需打开扩展底座的门板进行激光加工,加工过程中须佩戴可屏蔽波长 455nm 或 1064nm 激光的护目镜(以实际使用的工作激光器波长为准),同时,切勿将手伸到扩展底座中,避免眼睛或皮肤暴露于直射或散射的激光辐射中受到伤害。
■ 如皮肤不小心被激光灼伤,请立即使用碘伏溶液对皮肤进行消毒处理,并使用烧伤药膏涂抹伤口。如灼伤较为严重,请尽快到附近的医院就诊。
■ 请勿在公共场合或者非专业受训人员及儿童在场的场合中使用机器。
¶ 2. 化学安全
设备在切割或雕刻材料时使用高密度激光束照射材料,使材料表面温度上升,目的是在不燃烧材料的情况下使材料气化。但是,有些材料在高温情况下可能会产生有毒有害的气体或烟雾。因此,使用激光加工材料时,需要格外注意化学安全。
请遵循以下安全准则:
■ 切勿雕刻或切割任何含有 PVC 或乙烯基的材料(建议不要加工塑料)。这些材料(以及其他含氯/氯化物的材料)会产生腐蚀性蒸气,对人体极为有害,且会造成设备损坏。因雕刻或切割任何含有 PVC 或乙烯基的材料所引起的任何损害,均不在公司保修范围内。
■ 切勿雕刻或切割任何未知材料。许多材料的气化、熔化,包括但不限于 PVC 和聚碳酸酯,会释放出有害烟雾。
¶ 3. 消防安全
设备在切割或雕刻材料时使用高密度激光束照射材料,使材料表面温度上升,目的是在不燃烧材料的情况下使材料气化。但大多数材料本质上是易燃的,可能被点燃并形成明火,明火可能烧毁设备(即便机身由阻燃材料制成)及其周围环境。经验表明,使用激光进行矢量切割操作时最可能产生明火。


请仔细阅读以下警告和建议:
■ 操作设备时请确保空间通风良好,以便产生的烟雾及时排出。
■ 切勿在设备周边堆叠可能导致火焰扩散或增加材料着火风险的材料(尤其是纸张等有机材料)。
■ 切勿在无人看管的情况下使用设备。如果对设备在设置错误的情况下运行,并且长时间无人看管,或者设备在运行时出现机械或电气故障,则可能引发火灾。
■ 定期清洁设备。过多的切割和雕刻产生的残留物和碎屑堆积会增大发生火灾的风险。应定期对设备进行清洁,保证设备工作区域没有残留物和碎屑。
■ 保持设备周围区域整洁,没有摆放杂乱的易燃材料、爆炸物或挥发性溶剂,如丙酮、酒精或汽油等。
■ 准备好灭火器备用,并定期维护和检查灭火器。
■ 激光机器在低速高功率切割或雕刻易燃材料时,容易产生火苗。如果发现火苗,请及时停止加工。
■ 请将设备放置在儿童接触不到的区域。
¶ 4. 电气安全

请仔细阅读以下警告和建议:
■ 设备已连接电源时,请勿拆卸机身的任何零件,以免误触电源。
■ 设备已连接电源时,请勿用手或其他工具触碰电子相关区域。
¶ 5. 使用与保养
请遵循以下操作原则:
■ 每次使用前,请务必检查设备是否损坏。请勿以任何方式操作损坏或有缺陷的设备。
■ 请保持工作空间干净、平整。
■ 请勿自行拆卸或以其他任何方式改变设备结构,切勿私自修改或反编译设备的操作系统。
■ 切勿在无人看管的情况下运行设备。运行时请密切关注设备是否正常工作。
■ 请保持设备加工区域清洁。切割和雕刻所积累下的残留物和碎屑可能会引起火灾,请定期清理设备加工区域的碎屑与残留物。
■ 设备工作环境温度为 0℃ 至 + 35℃,储存温度为 –10℃ 至 + 40℃,严禁在零下温度运行。
■ 进行机器保养前请切断电源。
■ 产品禁止自行维修,必须返厂或由授权专业人员维修。
■ 使用本文指定以外的控制或调整或执行程序可能会导致危险的辐射暴露。
¶ 6. 警示和指示标志
设备的警示和指示标志粘贴于操作前或操作中可能发生危险的地方。若标志损坏或丢失,请立即更换,可使用以下模板复制和打印你所需的标志。
(以下展示 xTool S1 与扩展底座组装完成后的整机标志)

¶ 激光规格
| 波长 | 扩散角 | 最大功率输出 | |
|---|---|---|---|
| 工作激光 | 455nm±5nm | 1.5mrad(IEC 60825-1 默认(简单)评估 C6=1) | 10W/20W/40W |
| 1064nm±5nm | 1.5mrad(IEC 60825-1 默认(简单)评估 C6=1) | 2W | |
| 指示激光 | 650nm±5nm | / | 0.39mW |
以实际机型为准
¶ 物料清单
 |
左侧板 |
 |
右侧板 |
 |
前门板 |
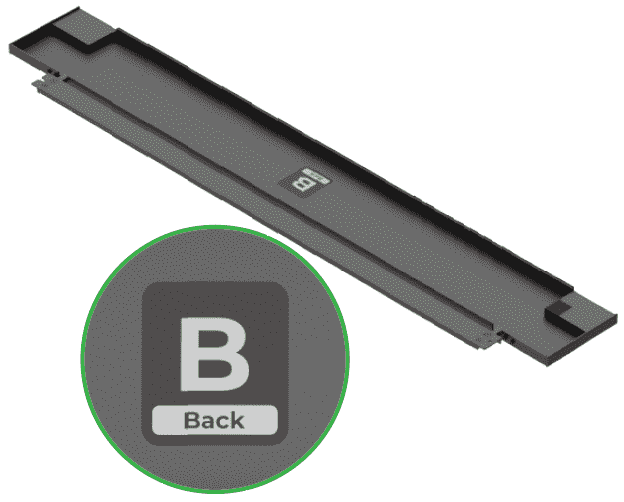 |
后门板 |
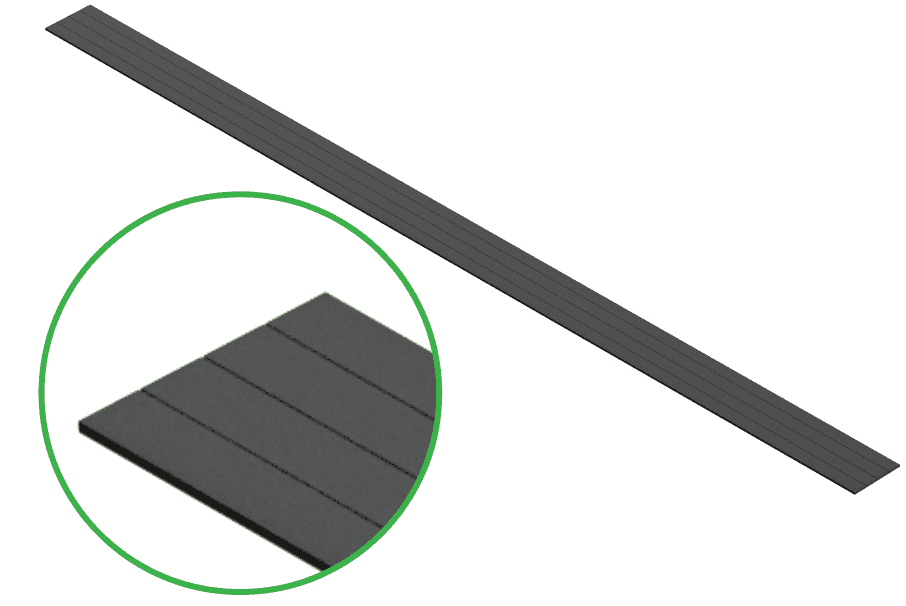 |
遮光条 |
 |
激光防护镜 |
 |
L 型扳手 |
 |
螺丝 M3*6 × 4 |
 |
螺丝 M3*14 × 5 |
 |
螺丝 M3*20 × 1 |
 |
用户手册 |
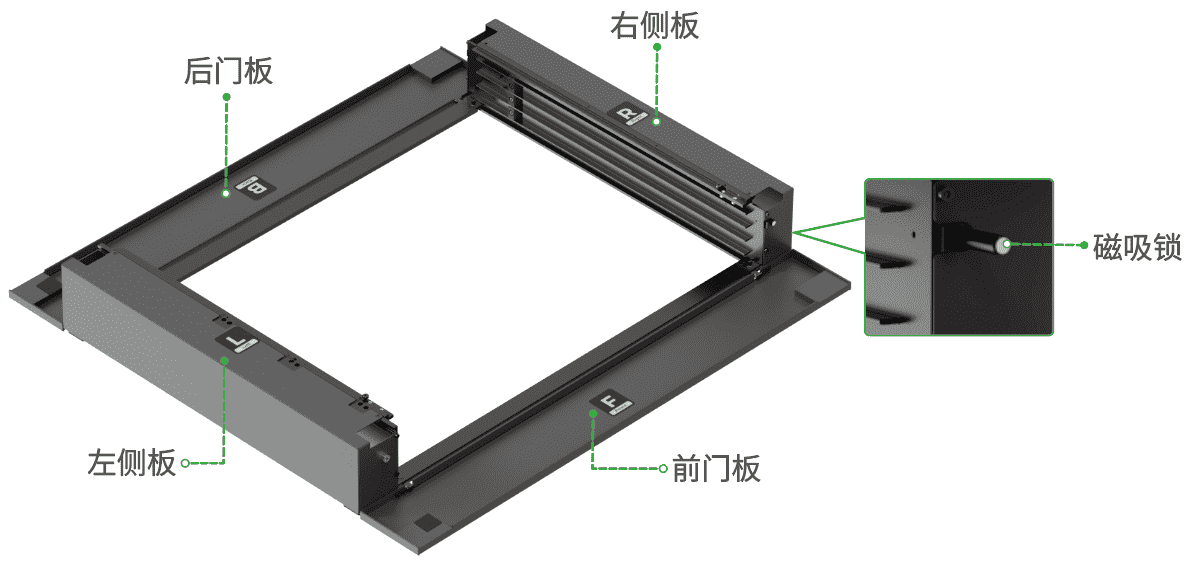
¶ 认识扩展底座
¶ 组装扩展底座
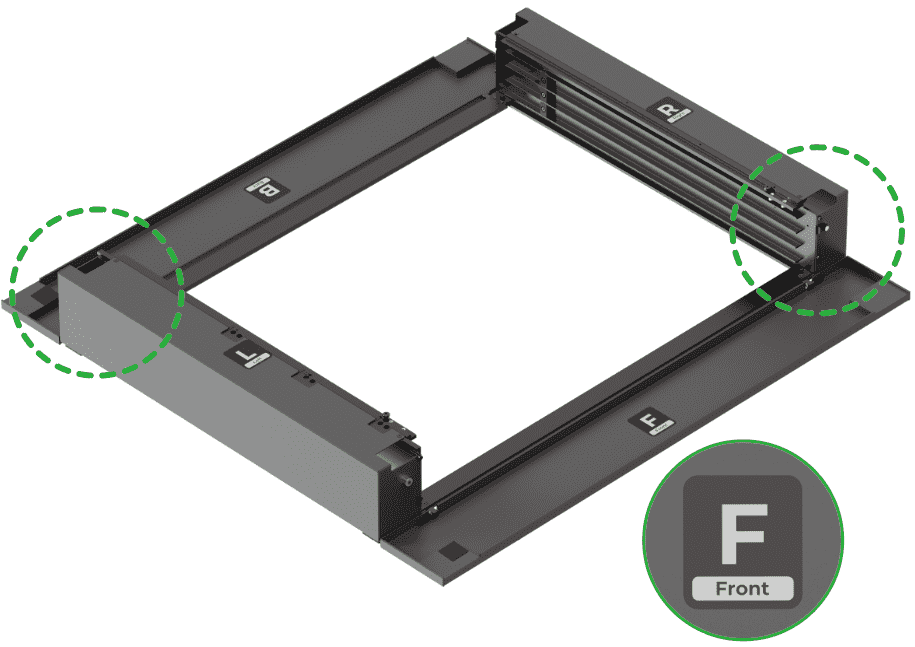
(1)将前门板、后门板、左侧板、右侧板拼合在一起,注意对齐连接处的螺丝孔。

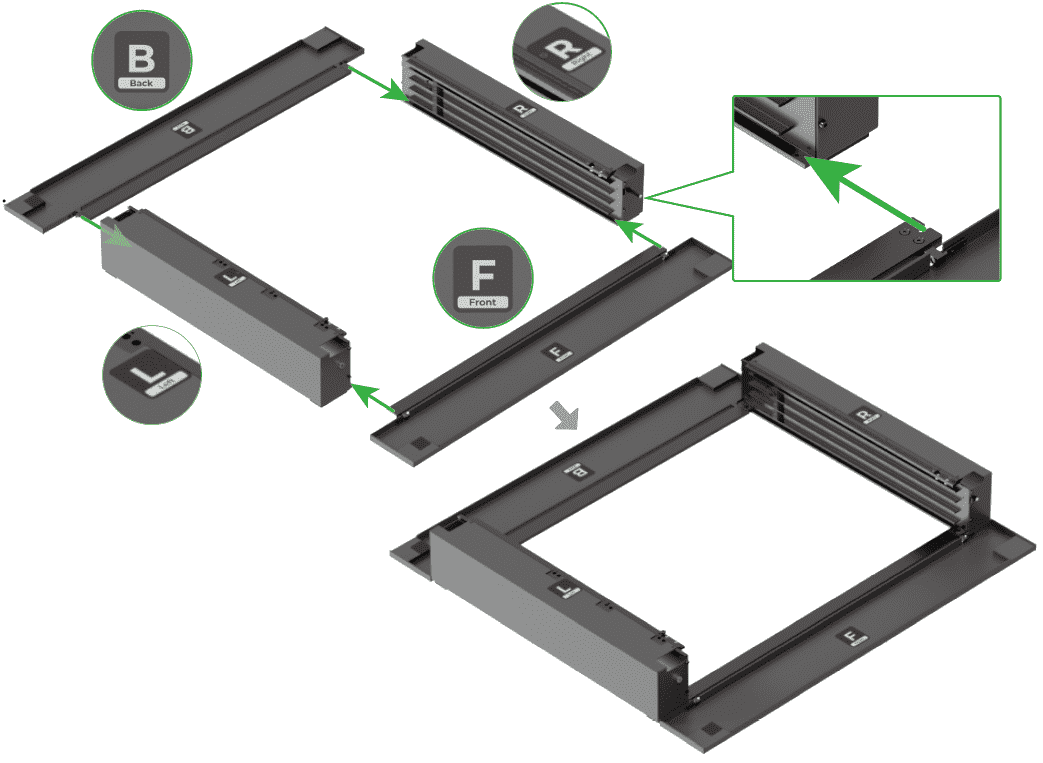
(2)先用两颗 M3*6 螺丝分别连接左侧板与前门板、右侧板与后门板。

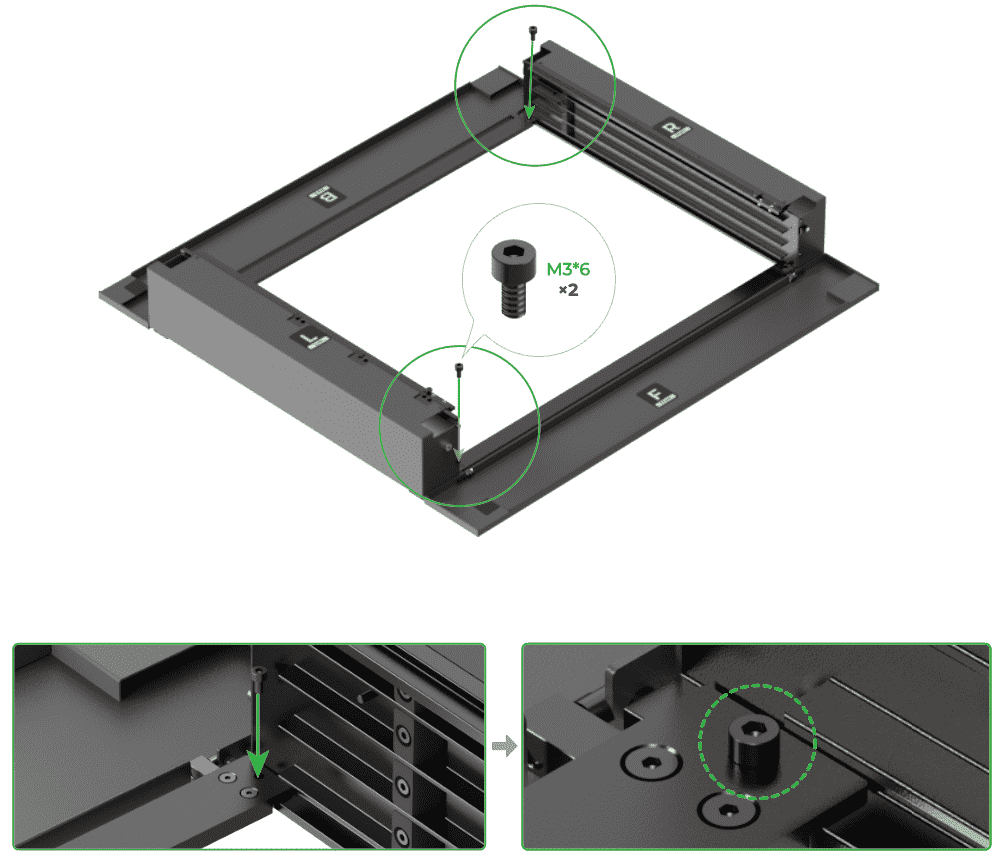
(3)再用两颗 M3*6 螺丝连接左侧板与后门板、右侧板与前门板,此处的两颗螺丝先不要拧紧。

注意: 此处暂不拧紧左上角和右下角的螺丝,是为了方便后续调整门板位置。
(4)关闭前后门板。

(5)拆除固定 xTool S1 底板的九颗螺丝,然后取出底板。

提示: xTool S1 需另行购买。


(6)将 xTool S1 放置到扩展底座上。
注意: 放置 xTool S1 时请注意安全,小心夹手。
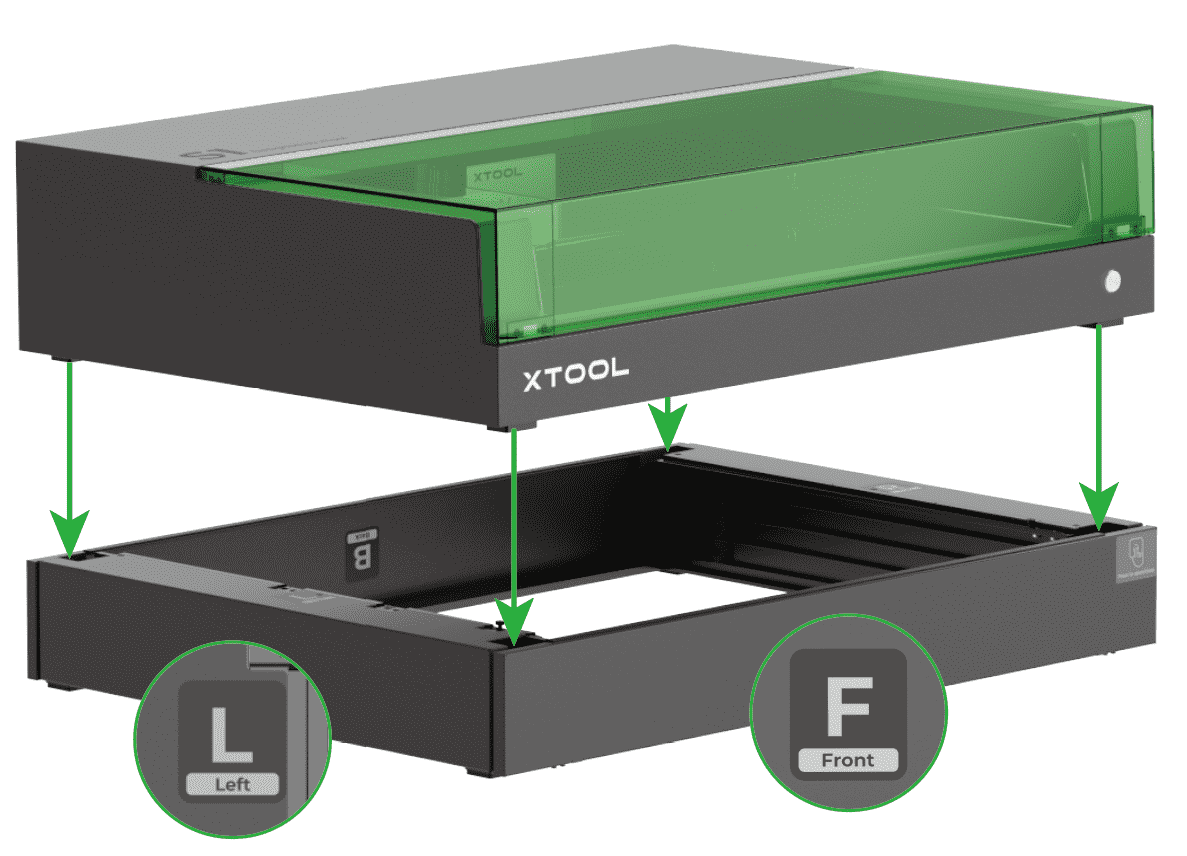
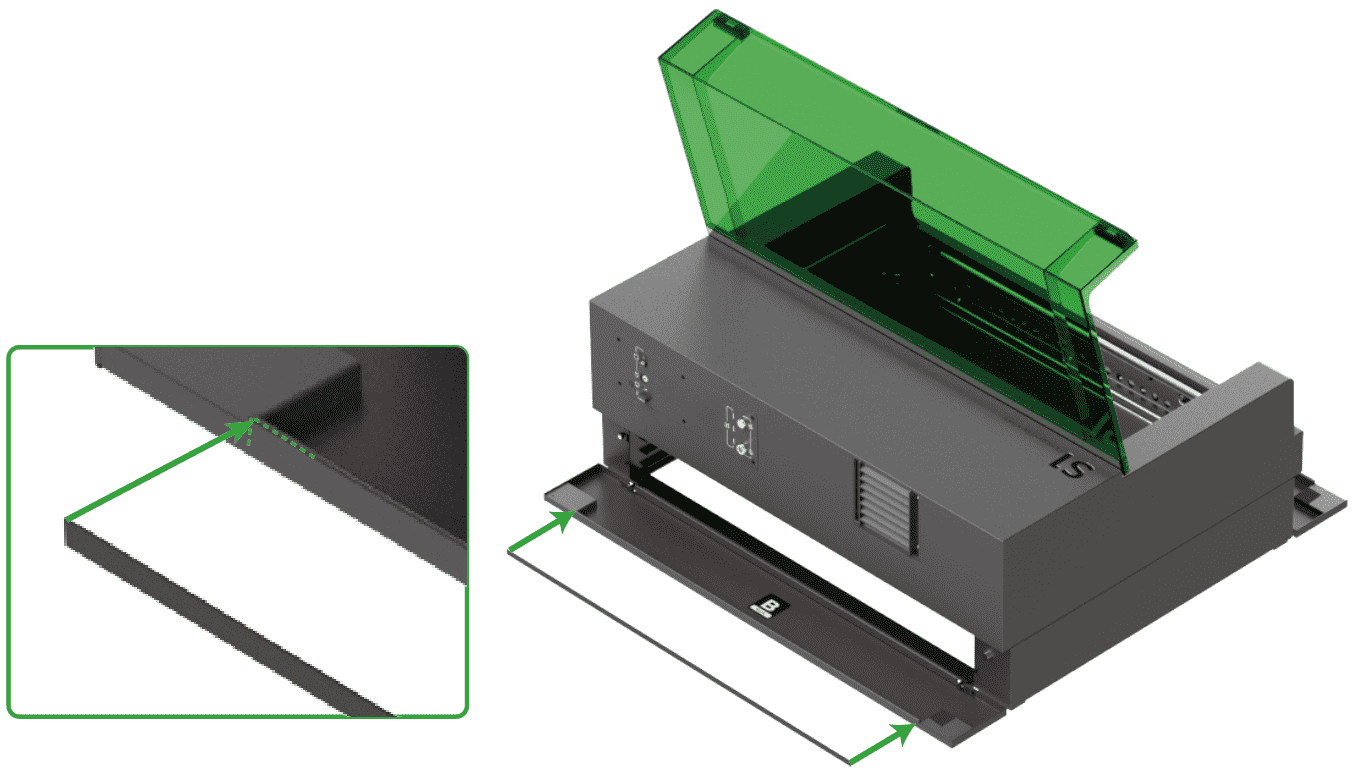
(7)打开 xTool S1 的盖子,拧入螺丝,固定 xTool S1 与扩展底座。注意 M3*20 长螺丝拧入左侧中间位置。


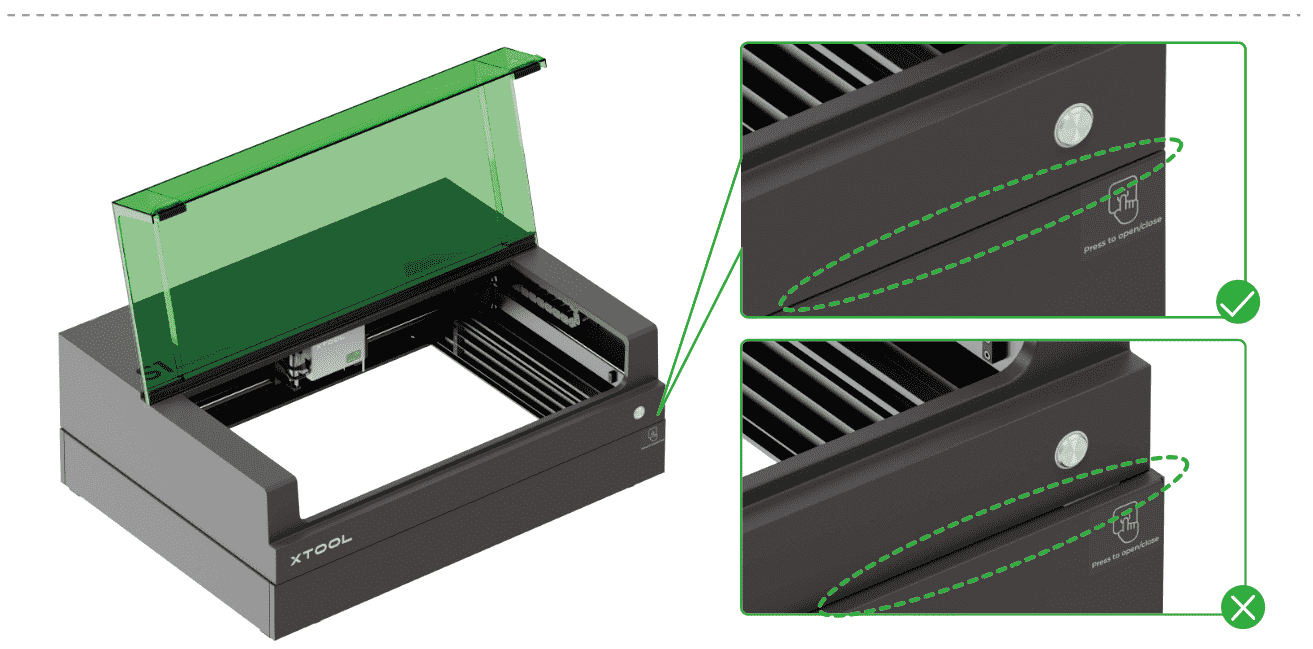
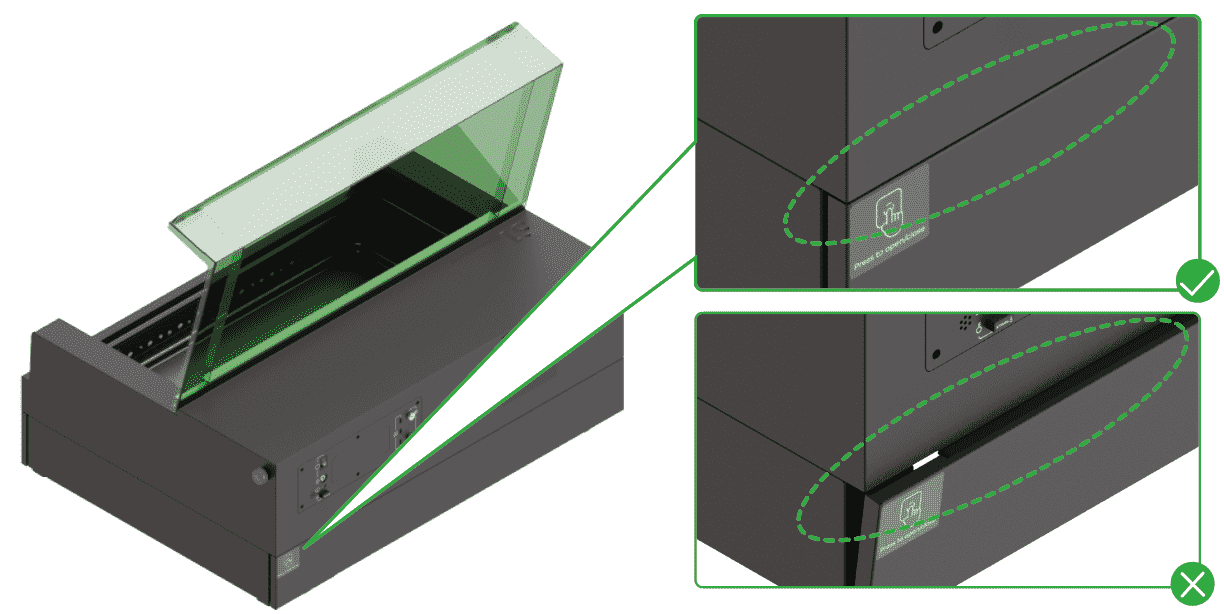
(8)按压贴纸指示位置,打开前后门板,然后拧紧扩展底座左后角与右前角的螺丝。



注意: 组装后请勿随意搬动机器,以免扩展底座螺丝松动,门板受力变形。
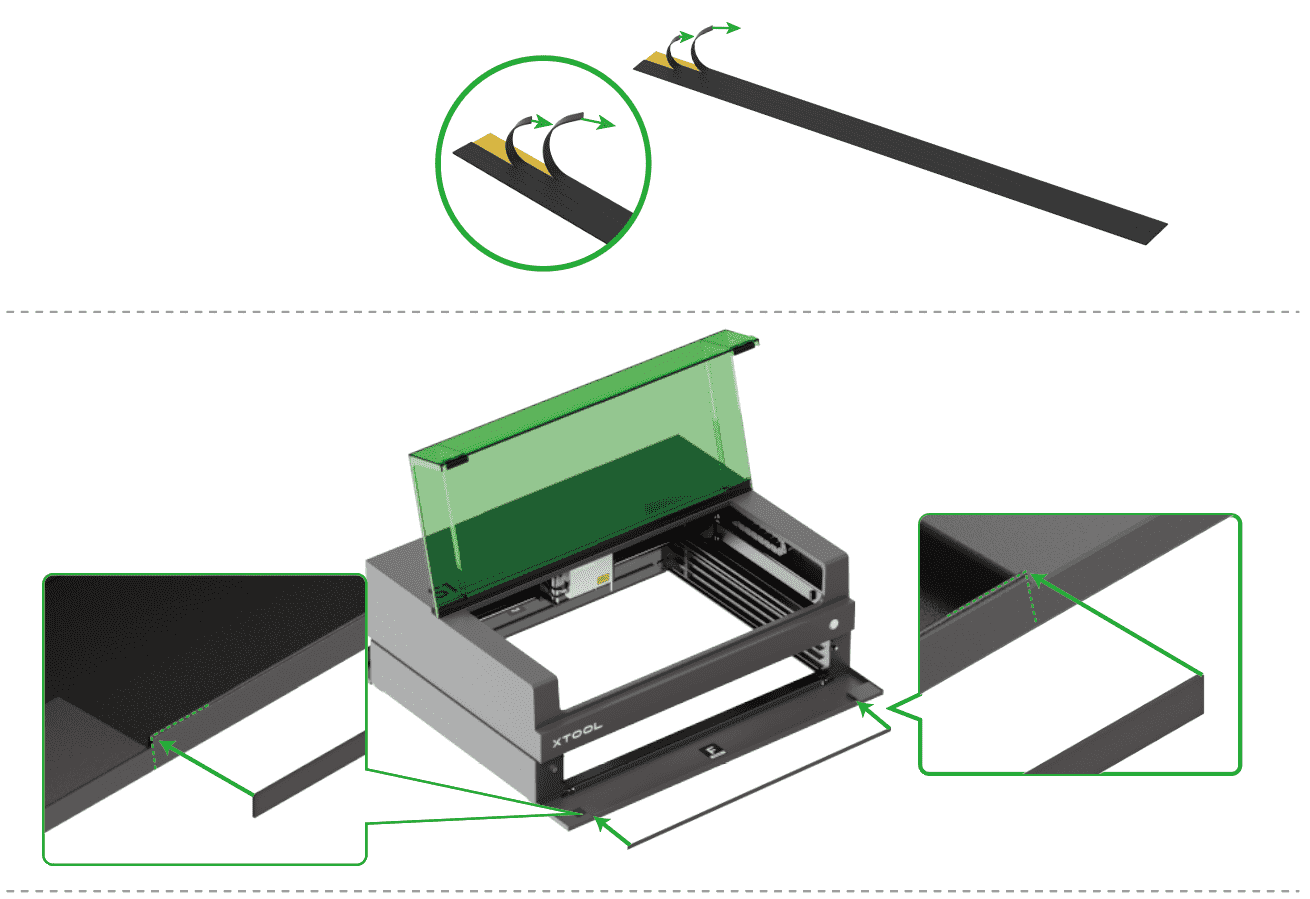
(9)分别在扩展底座的前后门板侧边粘贴上遮光条,以防止激光加工时漏光。

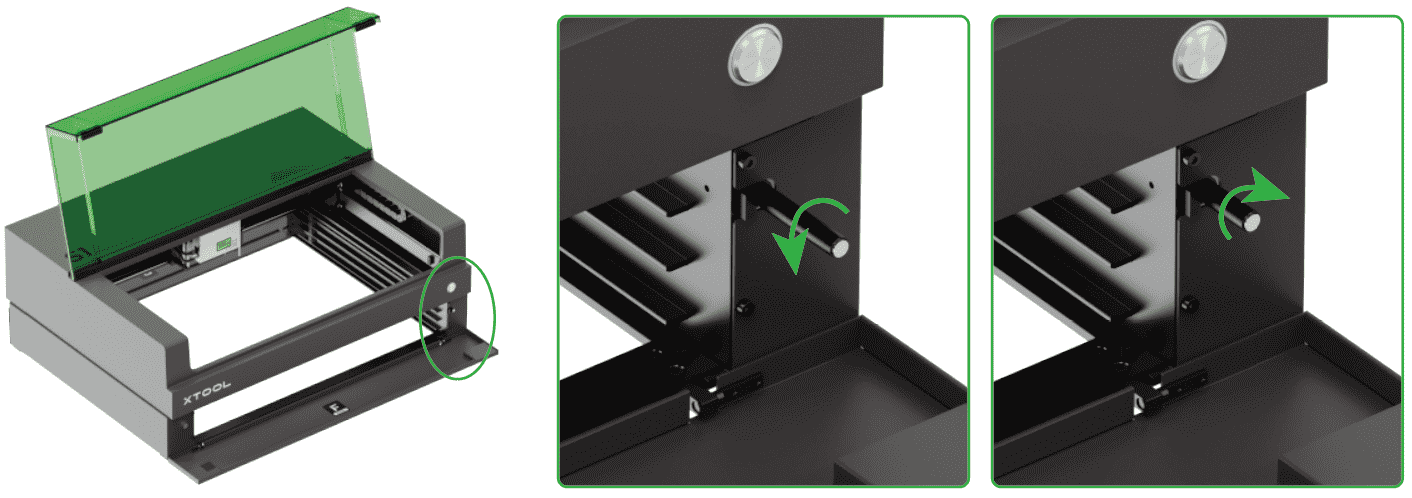
(10)关闭扩展底座的前后门板,检查门板是否能够关闭到位。如关闭后存在缝隙,请调节磁吸锁的磁铁圆柱。

提示: 逆时针旋转可伸长磁吸铁柱,顺时针旋转缩短磁吸铁柱。
(11)按照相同的方法检查与调节后门板。
(12)将从 xTool S1 拆下的底板放入扩展底座中。

提示: 你可以根据加工需要,将底板放置于不同挡位。

¶ 使用扩展底座
¶ 加工较厚材料

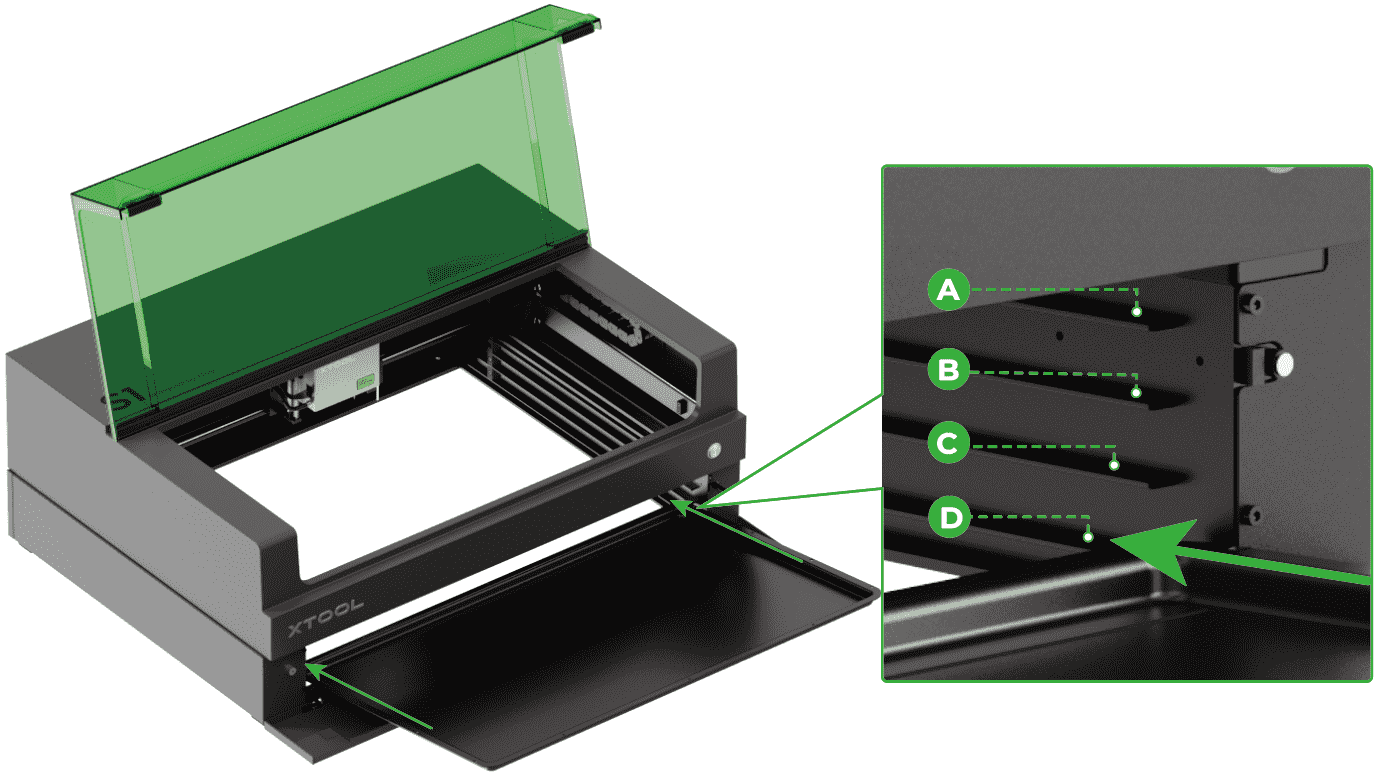
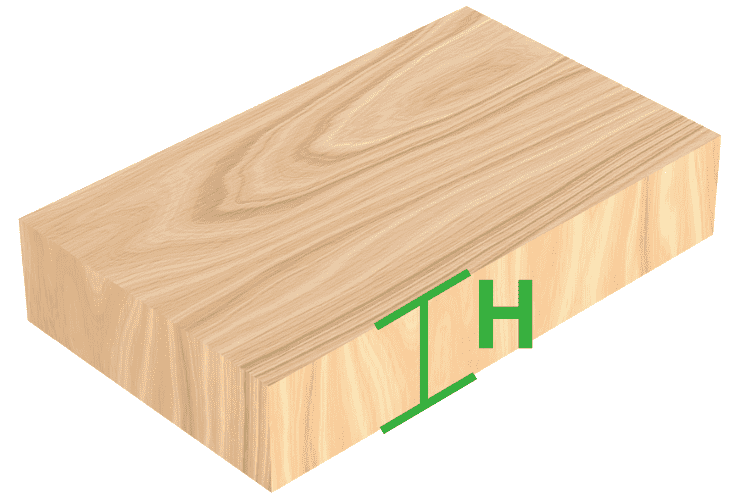
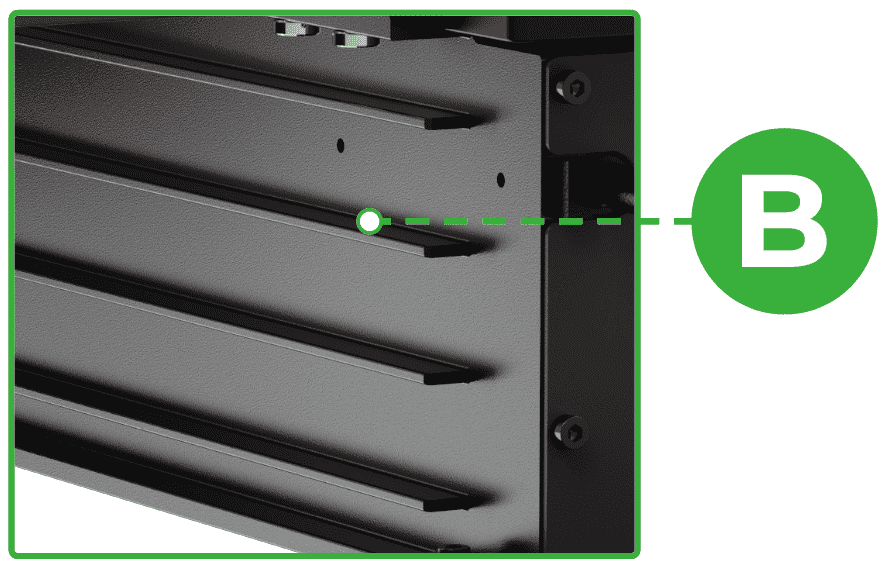
扩展底座共有 A、B、C、D 四个挡位,不同挡位支持的材料厚度如下:
 |
15.5 mm ≤ H ≤ 70.5 mm |
 |
|---|---|---|
| 36.5 mm ≤ H ≤ 91.5 mm |
 |
|
| 57.5 mm ≤ H ≤ 112.5 mm |
 |
|
| 78.5 mm ≤ H ≤ 133.5 mm |
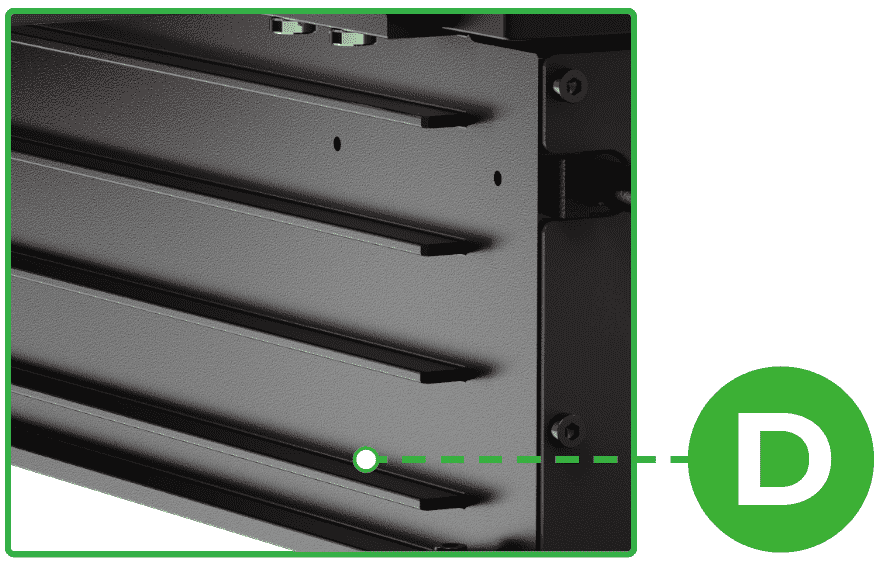 |
注意: 若使用蜂窝板或者刀条,请减去蜂窝板或者刀条的高度(蜂窝板高 26 mm、刀条高 8 mm)来确定可加工的材料厚度范围。
例如,使用了蜂窝板,则 C 挡可加工的材料厚度 H 为 31.5 mm < H ≤ 86.5 mm。
提示: 若材料厚度 H 为 0 mm < H ≤ 15.5 mm, 则不需要使用扩展底座。
提示: 关于使用 xTool S1 加工材料的详细操作,请查看:加工平面材料和加工曲面材料。
¶ 加工超长材料
xTool S1 安装扩展底座后,再装上 xTool S1 专用的送料配件,就可以加工超长材料。

提示: xTool S1 送料配件需另行购买,安装与使用方法可查看:送料配件和加工超长材料。
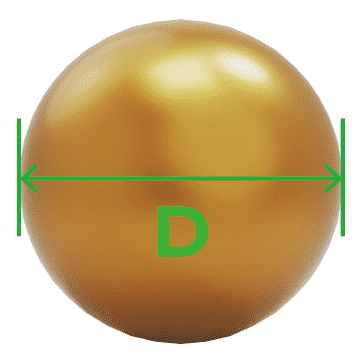
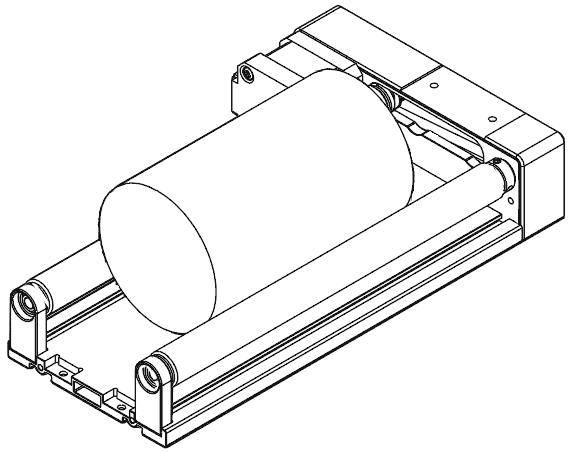
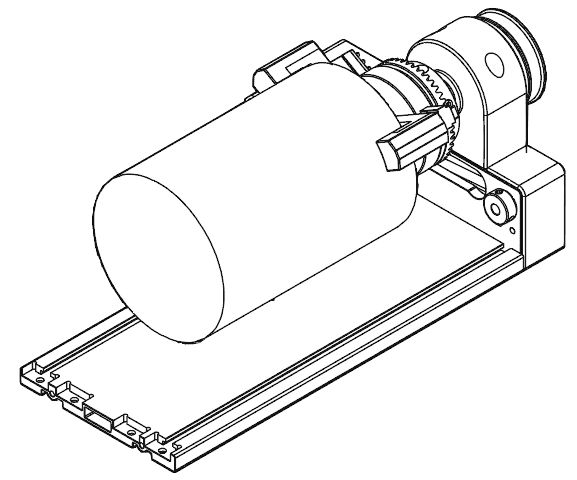
¶ 加工圆柱材料
xTool S1 安装扩展底座后,再连接旋转附件,就可以加工圆柱材料。

提示: 旋转附件需另行购买,使用方法可查看:加工圆柱材料。
¶ 挡位说明
扩展底座共有 A、B、C、D 四个挡位,请根据旋转附件的工作模式以及加工的材料直径,选择合适的挡位。
提示: 下表中,D 表示材料的直径。
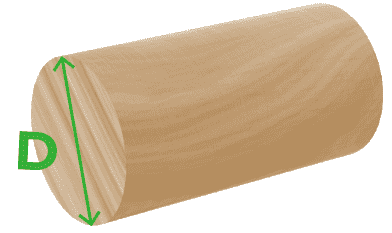
 滚轴模式 |
3 mm ≤ D ≤ 60 mm |
|
| 4 mm ≤ D ≤ 72 mm |
|
|
| 20 mm ≤ D ≤ 88 mm |
|
|
| 50 mm ≤ D ≤ 106 mm |
|
|
 抓盘模式 |
4 mm ≤ D ≤ 82.2 mm |
|
| 14.2 mm ≤ D ≤ 100 mm |
|
¶ 连接旋转附件
(1)根据旋转附件的加工模式与材料尺寸,选择合适的挡位放置底板。

(2)将连接线一端插入旋转附件,然后把旋转附件放置于 xTool S1 的底板上。

(3)将连接线的另一端插入 xTool S1 前门板内侧的扩展配件接口中。
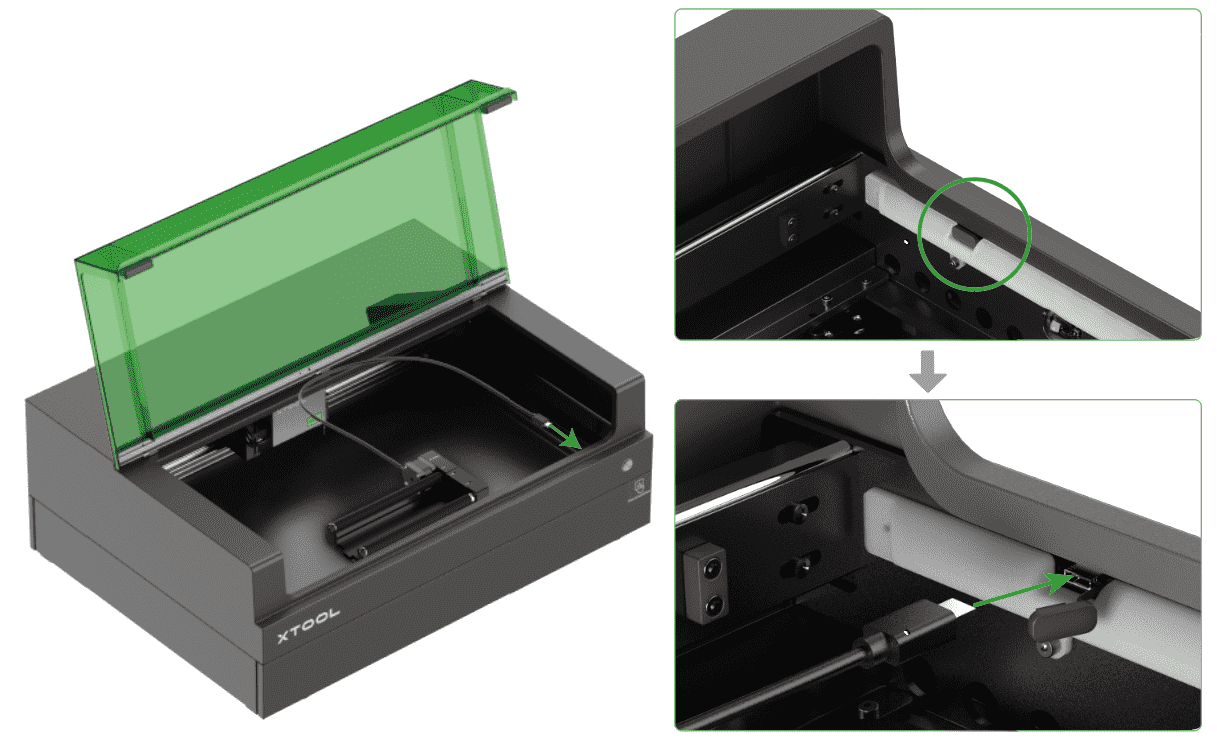
提示: 关于旋转附件的使用方法可查看:加工圆柱材料。